JP4484370B2 - 基板上のメタル層の化学機械研磨に関して終点を決定するための方法及び基板のメタル層を研磨するための装置 - Google Patents
基板上のメタル層の化学機械研磨に関して終点を決定するための方法及び基板のメタル層を研磨するための装置 Download PDFInfo
- Publication number
- JP4484370B2 JP4484370B2 JP2000579948A JP2000579948A JP4484370B2 JP 4484370 B2 JP4484370 B2 JP 4484370B2 JP 2000579948 A JP2000579948 A JP 2000579948A JP 2000579948 A JP2000579948 A JP 2000579948A JP 4484370 B2 JP4484370 B2 JP 4484370B2
- Authority
- JP
- Japan
- Prior art keywords
- substrate
- polishing
- intensity
- metal layer
- determining
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images
























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/005—Control means for lapping machines or devices
- B24B37/013—Devices or means for detecting lapping completion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B49/00—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation
- B24B49/02—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation according to the instantaneous size and required size of the workpiece acted upon, the measuring or gauging being continuous or intermittent
- B24B49/04—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation according to the instantaneous size and required size of the workpiece acted upon, the measuring or gauging being continuous or intermittent involving measurement of the workpiece at the place of grinding during grinding operation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B49/00—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation
- B24B49/12—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation involving optical means
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B11/00—Measuring arrangements characterised by the use of optical techniques
- G01B11/02—Measuring arrangements characterised by the use of optical techniques for measuring length, width or thickness
- G01B11/06—Measuring arrangements characterised by the use of optical techniques for measuring length, width or thickness for measuring thickness ; e.g. of sheet material
- G01B11/0616—Measuring arrangements characterised by the use of optical techniques for measuring length, width or thickness for measuring thickness ; e.g. of sheet material of coating
- G01B11/0683—Measuring arrangements characterised by the use of optical techniques for measuring length, width or thickness for measuring thickness ; e.g. of sheet material of coating measurement during deposition or removal of the layer
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/04—Manufacture or treatment of semiconductor devices or of parts thereof the devices having at least one potential-jump barrier or surface barrier, e.g. PN junction, depletion layer or carrier concentration layer
- H01L21/18—Manufacture or treatment of semiconductor devices or of parts thereof the devices having at least one potential-jump barrier or surface barrier, e.g. PN junction, depletion layer or carrier concentration layer the devices having semiconductor bodies comprising elements of Group IV of the Periodic System or AIIIBV compounds with or without impurities, e.g. doping materials
- H01L21/30—Treatment of semiconductor bodies using processes or apparatus not provided for in groups H01L21/20 - H01L21/26
- H01L21/31—Treatment of semiconductor bodies using processes or apparatus not provided for in groups H01L21/20 - H01L21/26 to form insulating layers thereon, e.g. for masking or by using photolithographic techniques; After treatment of these layers; Selection of materials for these layers
- H01L21/3205—Deposition of non-insulating-, e.g. conductive- or resistive-, layers on insulating layers; After-treatment of these layers
- H01L21/321—After treatment
- H01L21/32115—Planarisation
- H01L21/3212—Planarisation by chemical mechanical polishing [CMP]
Description
【発明の属する技術分野】
本発明は概して、基板のケミカルメカニカルポリシング(化学機械研磨)に関する。本発明は特に、ケミカルメカニカルポリシング操作時にメタル層の終点を検知するための方法と装置に関する。
【0002】
【従来の技術】
シリコンウエハ上に導電性、半導体あるいは絶縁性の層を連続的に堆積することにより、基板上に集積回路が典型的に形成される。各層が堆積された後、これらの層はエッチングを受けて回路の表面形状が形成される。一連の層が連続的に堆積されまたエッチングされるので、基板の外側あるいはもっとも上の表面、即ち、基板の露出表面は次第に非平面になる。この非平面の表面は、集積回路製造プロセスのフォトリソグラフィーステップにおいて問題を生じさせる。従って、定期的にこの基板表面を平面化する必要がある。
【0003】
ケミカルメカニカルポリシング(化学機械研磨:CMP)は、認められている平面化の一つの方法である。この平面化の方法は典型的には、基板がキャリアヘッドや研磨ヘッド上に装着されることを要する。基板の露出表面は、回転するポリシングパッドに相対して配置される。ポリシングパッドは、「標準」パッド又は固定研磨材パッドでよい。標準パッドは、耐久性のある粗面を有しており、一方、固定研磨材パッドは保持媒体中に保持された研磨材粒子を有している。キャリアヘッドは制御可能な負荷、即ち圧力を基板上に供給し、ポリシングパッドに対して基板を押し付ける。化学活性剤を少なくとも1種含む研磨スラリと、標準パッドを用いる場合は研磨剤粒子とを、このポリシングパッドの表面に供給する。
【0004】
ケミカルメカニカルポリシング(CMP)における問題の一つに、研磨プロセスが完了したかどうか、即ち基板層が所望の平坦度又は厚さまで平坦化されたかどうか決定することを挙げることができる。基板層の初期厚さ、ポリシングパッドの状態、ポリシングパッドと基板との相対速度、そして基板上の負荷には変動があり、それが物質除去率における変動の原因となりうる。こうした変動は、研磨の終点に達するに必要な時間に対する変動の原因となっている。従って、研磨終点は、研磨時間の関数としてのみ定めることはできない。
【0005】
研磨終点を決定する方策の一つは、研磨面から基板を取り外して調べることである。例えば、基板を測定ステーションに搬送し、基板層の厚さを、例えばプロフィル測定器や抵抗率測定等により測定する。所望の仕様を満たさない場合は、基板はCMP装置に再載置され、更に処理を受ける。これは時間を浪費する手順であり、CMP装置のスループットを減少させる。あるいは、材料が過度に取り除かれてしまいその基板は使用できないことが、検査の結果が判明することもある。
【0006】
【発明が解決しようとする課題】
インシチュウ研磨終点検出のためにいくつかの方法が開発されている。これらの方法の大半は、基板表面に関するパラメータをモニタし、そのパラメータが急激に変化するときに終点を指示する方法を採用する。例えば、絶縁体ないし誘電体の層を研磨してその下にあるメタル層を露出する場合、その基板の摩擦係数及び反射率は、メタル層が露出されれば急激に変化するだろう。
【0007】
モニタされたパラメータが研磨終点で急激に変化するところでは、この終点検出の方法を用いることができる。しかし、基板が研磨されるにつれて、ポリシングパッドの状態とパッド基板界面のスラリの成分は変化する。この変化は下にある層の露出を遮蔽し、あるいは、終点状態のように見せかける場合がある。更にこの終点検出の方法は、平面化のみが行われる場合、下層を余分に研磨しようとする場合、あるいは下層及び上層が同様の物性を有する場合の各場合には機能しない。
【0008】
【課題を解決するための手段】
基板上のメタル層を化学的機械的に研磨することに関する終点を測定するための一方法が開示されているが、その終点は、反射高強度の所定の反射パターンを有する。特徴の一つでは、本方法は、窓を有するポリシングパッドに基板の表面を接触させるステップと、基板とポリシングパッドの間に相対運動を生じさせるステップと、窓の中へと光ビームを向け、基板に対するポリシングパッドの相対運動により基板の通路の中を光ビームが運動するようになるステップと、メタル層からの光ビーム反射を検出するステップと、光ビーム反射に関して反射データを発生させるステップと、これら反射データを複数の半径方向幅に分けるステップと、複数の半径方向幅の中にあるデータから、所定のパターンを認識して、終点を決定するステップとを有する。
【0009】
本発明の実施には、以下の一つ以上が含まれる。終点が検出されたときにケミカルメカニカルポリシングが停止される。その後の解析のため、媒体に反射データが保存されてもよい。リアルタイムで反射データが処理される。反射データがオフラインで処理されてもよい。決定のステップが、所定の閾値と反射データとが比較されるステップを更に有していてもよい。決定のステップが、反射データが、下降、上昇又は平坦の傾向にあるかどうかを決定するステップを更に有していてもよい。検出のステップが、基板の端から端までの通路内のサンプリング領域に対応する反射を測定し、該方法が、各サンプリング領域に対して半径方向位置を決定するステップと、キャリアヘッド掃引のプロファイルルからキャリアヘッドの位置を決定するステップと、これら反射測定値を、その半径方向位置に従って複数の半径方向幅に分けるステップとを有していてもよい。
【0010】
別の特徴では、方法は基板上のメタル層のケミカルメカニカルポリシングに関連する終点を決定し、終点は反射高強度の所定の反射パターンを有している。この方法は、窓の中へと光ビームを向け、基板に対するポリシングパッドの相対運動により基板の通路の中を光ビームが運動するようになるステップと、メタル層からの光ビーム反射を検出するステップと、光ビーム反射に関する反射データを発生させるステップと、これら反射データを複数の半径方向幅に分けるステップと、複数の半径方向幅にあるデータから、所定のパターンを認識して、終点を決定するステップとを有している。
【0011】
本発明の実施には、以下の一つ以上が含まれる。終点が認識されたとき、ケミカルメカニカルポリシングが停止される。次に行う解析のため、媒体に反射データを保存されてもよい。認識のステップが、反射データを所定の閾値と比較するステップを更に備えていてもよい。認識のステップが、反射データが下降の傾向、上昇の傾向、あるいは平坦の傾向のいずれであるかを決定するステップを更に備えていてもよい。
【0012】
別の特徴では、基板のメタル層を研磨するための装置は、基板を保持するためのキャリアヘッドと、窓を有し基板の表面に接触するに適するポリシングパッドと、基板とポリシングパッドの間に相対運動を引き起こすための、ポリシングパッドに結合されたモータと、窓の中へと光ビームを向け基板に対するポリシングパッドの相対運動により基板の通路の中を光ビームが運動するようになる光源と、基板からの光ビーム反射を検出するために光源に光学的に結合され光ビームの反射に関する反射データを発生するセンサと、センサに結合され反射データを複数の半径方向幅に分けるための電子ビンと、反射データと所定のパターンを比較することにより終点を認識するためにセンサとビンに結合されたパターン認識装置とを備えている。
【0013】
本発明の本発明の実施には、以下の一つ以上が含まれる。研磨コントローラが、パターン認識装置に結合されてもよく、この研磨コントローラは、終点が認識されたときににケミカルメカニカルポリシングを停止させる。次に行う解析のため、媒体に反射データが保存されてもよい。パターン認識装置が、所定の閾値と反射データを比較してもよい。パターン認識装置が、反射データが下降の傾向、上昇の傾向、あるいは平坦の傾向のいずれかであるかを決定してもよい。
【0014】
別の特徴では、本発明は、研磨パラメータを決定する方法に関する。本方法では、窓を有するポリシングパッドに基板の表面を接触させ、基板とポリシングパッドの間に相対運動を引き起こし、窓の中へと光ビームを向ける。基板に対するポリシングパッドの相対運動により基板の通路の中を光ビームが運動するようになる。基板の1つの層からの光ビーム反射が検出され、光ビーム反射に関する反射データが発生され、光ビームの基板上の走査からの反射データを表示される。表示された反射データに基づき、基板の均一な研磨が提供される。
【0015】
別の特徴では、本発明は、プロセスの均一性を決定する方法に関する。本方法では、第1の基板上の層と第2の基板上の層の研磨中に、光ビーム反射が検出される。これら光ビーム反射に関する反射データを発生され、第1の基板の端から端までの光ビームの第1の走査から得られた反射データと第2の基板の端から端までの光ビームの第2の走査から得られた反射データが表示される。第1の走査から得られた反射データは、第2の走査から得られた反射データと比較され、プロセスの均一性が決定される。第1の基板の研磨と第2の基板の研磨との間に、消費材が交換されてもよい。
【0016】
本発明の利点には、以下の一つ以上が含まれる。ウエハから得られた反射データは、ミリ秒のオーダーの比較的小さな時間スケールで高分解能データ収集システムを使用して収集される。さらに、研磨の間の反射強度変化が、基板上の異なる半径方向位置に関して収集される。その高分解能データ収集システムは、複数ステップ操作における各プロセス ステップの正確な時間制御をモータらす。ウエハの異なる箇所におけるメタル研磨操作の進展に応じて詳細なデータが入手可能である。さらに、ウエハ全体の均一性やウエハの異なる放射状部分の除去率などのパラメータが同定される。収集された高分解能データは、浸食と表面層のわん曲変形を最小限度にするためのさまざまな変数やパラメータを調節するために、オンラインあるいはオフラインでの処理が可能である。そのデータがリアルタイムに処理される場合は、フィードバックデータは、終点の検出、あるいはプロセス パラメータの閉ループ制御のために使用されてよい。例えば、研磨圧力、研磨速度、化学、またスラリ成分を、フィードバックデータに応じて改変し、総体的な研磨性能と研磨の質の一方又は双方を最適化するようにしてもよい。反射データは堆積プロセスを改善するための実験に利用可能である。
【0017】
本発明の他の特徴と長所は、図面と請求項を含む、以下の記述から明らかになることであろう。
【0018】
【発明の実施の形態】
図1及び図2を参照し、1枚以上の基板10をCMP装置20で研磨する場合を考える。研磨装置20と同様の装置の説明が、米国特許第5,738,574号にある。研磨装置20は、一連の研磨ステーション22と移送ステーション23を有している。移送ステーション23は多機能を供し、これには、搬送装置(図示せず)から個々の基板10を受け取る機能、基板をクリーニングする機能、基板をキャリアヘッドに搬送する機能、キャリアヘッドから基板を受け取る機能、基板を再びクリーニングする機能、そして、搬送装置に基板を移送して戻す機能が含まれる。
【0019】
各研磨ステーションは、回転自在のプラーテン24と、その上に配されたポリシングパッド30を有している。第1のステーションと第2ステーションは、硬い耐久性のある外側表面を有する2層のポリシングパッドを有していてもよく、最終的な研磨ステーションには、比較的柔らかいパッドが含まれてもよい。基板10の直径が「8インチ」(200ミリメートル)のディスクの場合は、プラーテンとポリシングパッドは直径約20インチ、直径「12インチ」(300ミリメートル)ディスクである場合は30インチである。各プラーテン24は、プラーテン駆動モータ(図示せず)に接続されてよい。大半の研磨プロセスでは、プラーテン駆動モータは約30〜200回転/分でプラーテン24を回転させるが、回転速度はそれよりも低くても高くてもよい。各研磨ステーションにはまた、基板を効率的に研磨するようにポリシングパッドの状態を維持するために、パッドコンディショナー装置28を有していてもよい。
【0020】
ポリシングパッド30は典型的には、プラーテン24の表面に接している裏打ち層32と、基板10を研磨するのに用いられる表皮層34を有している。表皮層34は典型的には裏打ち層32よりも硬質である。しかし、パッドによっては表皮層のみで、裏打ち層を有していない。表皮層34は連続気泡発泡ポリウレタンあるいは表面に溝を持つポリウレタンのシートから構成されるのがよい。裏打ち層32は、ウレタンで浸出される圧縮フェルト繊維から構成されるてよい。IC‐1000を備える表皮層とSUBA‐4を備える裏打ち層を持つ2層ポリシングパッドはデラウェア州ニューアーク市のRodel社から入手可能である(IC‐1000とSUBA‐4はRodel社の製品名称である)。
【0021】
回転自在の複数ヘッドカルーセル60は、センターポスト62で支持され、カルーセルモータ組立体(図示せず)によりカルーセル軸64の周りに回転される。センターポスト62は、カルーセル支持板66及びカバー68を支持する。カルーセル60は、4つのキャリアヘッドシステム70を有している。センターポスト62は、カルーセルモータがカルーセル支持板66を回転させ、またキャリアヘッドシステムと、そこに付着させた基板をカルーセル軸64の周囲の軌道に乗せて回転させるのを可能にする。3つのキャリアヘッドシステムは、基板を受け取って保持し、またポリシングパッドに対してそれらを押し付けることにより、それらを研磨する。一方、キャリアヘッドシステムの1つは、搬送ステーション23から基板を受け取り、また搬送ステーション23に基板を送り出す。
【0022】
各キャリアヘッドシステムは、キャリアないしキャリアヘッド80を有している。各キャリアが自身の軸の周りに独立して回転できるよう、キャリア駆動シャフト74は、キャリアヘッド回転モータ76(カバー68を1/4除去して示す)を各キャリアヘッド80に接続する。各ヘッドに1つのキャリア駆動シャフトとモータが存在する。さらに、各キャリアヘッド80は、カルーセル支持板66に形成される半径方向スロット72で別個に横方向に振動する。スライダ(図示せず)は、その関連半径方向スロット内に各駆動シャフトを支持する。半径方向駆動モータ(図示せず)は、そのスライダをその関連する半径方向スロットで各駆動シャフトを支持している。半径方向駆動モータ(図示せず)は、スライダを動かして、キャリアヘッドを横方向に振動させてよい。
【0023】
キャリアヘッド80はいくつかの機械的な機能を実行する。一般的には、キャリアヘッドはポリシングパッドに対して基板を保持し、基板の裏面全体に下向きに圧力を均等に分配し、駆動シャフトから基板へと回転力を伝達し、また研磨操作時に基板がキャリアヘッドの下から外れないように確保する。
【0024】
キャリアヘッド80には、基板10の取り付け表面となる可撓性膜82と、その取り付け表面の下に基板を保持するための保持リング84を含めてよい。可撓性膜82により規定されるチャンバ86の加圧は、ポリシングパッドに対して基板を押し付ける。保持リング84は高度な反射性材料で形成されてもよく、あるいはまたそれを反射性層で被膜して反射性下方表面88を供するようにしてもよい。同様のキャリアヘッド80の説明は、1996年11月8日出願のSteven M. Zunigaらによる「ケミカルメカニカルポリシングシステムのための可撓性膜を有するキャリアヘッド“CARRIER HEAD WITH a FLEXIBLE MEMBRANE FOR a CHEMICAL MECHANICAL POLISHING SYSTEM”」という標題の米国特許出願第08/745,679号に記載されている。
【0025】
反応剤(例えば、酸化物の研磨には脱イオン水)を含むスラリ38及び化学的に活性である触媒(例えば、酸化物の研磨には水酸化カリウム)がスラリ供給ポートあるいはスラリ/リンスを組み合わせたアーム39によりポリシングパッド30の表面に供給されてよい。ポリシングパッド30が標準パッドの場合は、スラリ38にもまた砥粒(例えば、酸化物の研磨には二酸化シリコン)を含めてよい。
【0026】
操作においては、プラーテンをセンターポスト25の周りを回転させ、キャリアヘッドをセンターポスト81の周りに回転させ、またポリシングパッドの表面を横切って横方向に移動させる。
【0027】
プラーテン24にはホール26が形成され、ポリシングパッド30の一部に透過窓36がホール26にオーバーラップするように形成される。透過窓36は、1996年8月26日出願のManoocher Birangらによる「ケミカルメカニカルポリシング装置のための透過窓を形成する方法”METHOD OF FORMING A TRANSPARENT WINDOW IN A POLISHING PAD FOR A CHEMICAL MECHANICAL POLISHING APPARATUS”」という標題の米国特許出願第08/689,930号に説明されているように構築されてもよい。キャリアヘッドの移動位置には関係なく、プラーテン回転の一部の間にホール26及び透過窓36が基板10を一見するように、ホール26及び透過窓36が位置決めされる。
【0028】
反射率計40は、ホール26のほぼ真下でプラーテン24に固定され、プラーテンと共に回転する。反射率計40は、光源44と検出器46を有している。光源は基板10の露出表面に当るように、透過窓36とスラリ38(図3参照)を通って伝播する光ビーム42を発生する。例えば、光源44はレーザであってもよく、また光ビーム42は、光線をコリメーションされたレーザビームでもよい。光レーザビーム42は、基板10の表面に直角である軸から角度αで、即ち、軸25と81から角度αでレーザ44から投射される。さらに、ホール26及び窓36を延長する場合は、窓の延長された軸に沿って光ビームを延長するために、ビームエクスパンダ(図示せず)が光ビームの通路に配置されていてもよい。レーザ44は連続して作動してもよい。代替的には、レーザは、ホール26が一般的に基板10に隣接している間にレーザビーム42を生成するために活性化されてもよい。
【0029】
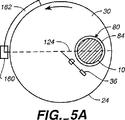
図2及び5A〜5Eを参照し、窓36が基板近くにあるときに感知するように、CMP装置20は光学断続器等の位置センサ160を有してもよい。例えば、光学断続器をキャリアヘッド80と反対の固定点に取り付けることができる。フラグ162を、プラーテンの周囲に固定する。窓36がキャリアヘッド80の下を掃引する直前の時点からその直後の時点まで、フラグがセンサ160の光学信号を遮断するように点とフラグの固定点と長さを選択する。センサ160の光信号が断続される間に、検出器46から出力される出力信号を測定して保存する。
【0030】
動作に際し、反射率計40を使用して、CMP装置20が基板の表面から除去した材料の量を測定し、あるいは表面が平面化された時点を測定する。プログラル可能な汎用デジタルコンピュータ48が、レーザ44、検出器46及びセンサ160に接続される。コンピュータ48は、検出器からの強度測定値を保存するため、出力装置49上にその強度測定値を表示するため、その強度測定値を半径方向幅のなかにソートして入れるため、また研磨終点を検出するために、基板が一般的に窓の上に覆い被さるときにレーザを有効にするため、プログラムされる。
【0031】
図3を参照すれば、基板10は、シリコンウエハ12と、酸化物層又は窒化物層の上に堆積されて覆い被さるメタル層16を有している。メタルは、銅、タングステン、アルミニウム、その他の元素でよい。反射率の異なる基板の部分を研磨する際、検出器46からの信号出力は経時的に変化する。具体的には、メタル層16を研磨して酸化物又は窒化物層14を露出させた際、基板の反射率は降下する。検出器46の時間で変動する出力を、現場反射率測定トレース(更に簡略して反射率トレース)と呼ぶ。以下に説明されるように、この反射率トレースは、メタル層研磨操作の終点の測定に用いることができる。
【0032】
図4及び5A〜5Eを参照すれば、メタル被膜ウエハの研磨により発生した過渡強度波形90を有する反射率測定のトレースが示される。この強度波形90は、比較的長時間のスケール(秒単位で測定される)で発生する。波形の特徴的な特性は、それぞれが左右の中間平坦域98により囲まれるトップレベル平坦域97を有している。波形90の1周期には、左と右の中間レベル平坦域98、トップレベル平坦域97の一つ、及びバックグラウンドレベル94が含まれる。
【0033】
中間平坦域98は、保持リング84からの反射を示し、一方、トップレベル平坦域97は基板からの反射を示す。バッググラウンドレベルは窓及びスラリからの散乱反射を示す。保持リング84からの反射レベルはバックグラウンドレベルよりも高い。基板10が研磨され、またメタル層16が除去されてその下にある層14を露出させるに連れて、終点波形90は中間平坦域98のレベルに向かってあるいはその下に降下する。
【0034】
図4及び5A〜5Eを参照すれば、反射率トレース90のラージスケールの構造は、プラーテン24の角度位置を参照することにより説明することができる。最初は、窓36の視界には基板はない(図5Aを参照)。従って、レーザービーム42は反射されず、また検出器46により測定された強度は、スラリ38と透過窓36からの反射を含めたバックグラウンド強度の結果である。この低い強度はバックグラウンドレベル94に相当するものである。プラーテン24が回転すると、窓36はまず、キャリアヘッド80の保持リング84の下を掃引する(図5Bを参照)。保持リングの下方表面88は、レーザビーム42の一部を検出器46に反射し、中間平坦域98に相当する中間強度測定値を発生させる。窓36は、基板10の下を掃引し(図5Cを参照)、レーザビーム42の一部が基板により反射される。一般的には、基板10のメタル層が高い反射率を有し、反射率トレース90上のトップレベル平坦域97になる結果となる。プラーテンが回転を続けると、窓36は保持リング84の下を再び通過する(図5Dを参照)。最終的には、窓36はキャリアヘッド80の下を掃引し終わって(図5Eを参照)、また検出器が、バックグラウンド94に相当する低い強度を測定する。
【0035】
CMP装置20のコンピュータ48は、反射率40により生成される反射率トレースを使用して、メタル層研磨操作の終点を決定することが可能である。各測定は複数の半径方向位置で行われてよい。さらに、コンピュータ48は、以下に説明されているように、強度測定を使用して、基板の平坦度と、CMPツール及びプロセス条件に対する研磨均一性を決定することも可能である。
【0036】
ここで図6を参照すれば、終点決定プロセスが示されている。まず、終点決定時に使用されるであろういくつかの研磨パラメータがコンピュータ48のメモリーに保存される(ステップ101)。関心の対象となっている研磨パラメータには、プラーテン回転速度とキャリアヘッド掃引プロフィールが含まれる。
【0037】
基板12の表面上のメタル層は、基板の表面をポリシングパッド30(図2)に接触させることにより研磨される(ステップ12)。ポリシングパッド30が回転し、基板とポリシングパッドの間の相対運動を引き起こす。
【0038】
複数のサンプリング領域について、過渡強度データがモニタされ、また回収される(ステップ104)。これは、窓を通して反射率計40により生成される光ビームを振り向けることにより行われる。基板12に対するポリシングパッド30の運動により、光ビームが基板表面を横切る通路内を移動させる。基板10から及び保持リング84からの光ビーム反射はセンサにより検出され、それがその光ビーム反射に関する反射データを生成する。
【0039】
過渡強度データがモニタ上に表示され(ステップ106)オペレーターは研磨操作の進行をモニタできる。信号変化を検出するためにパターン認識装置が過渡強度データに適用される(ステップ108)。パターン認識装置は単に、強度データが所定の閾値の下に降下したかどうかをチェックする閾値検出装置であってもよい。代替的には、もう1つの実施態様では、ウインドウロジックが一連の信号変化を検出するためにそのデータに適用することができる。ウインドウロジックの3つのタイプは、最大局在及び最小局在を検出するのに使用される、即ち、反射データにおける下向き傾向を検出するために下向き方向のカスプを備えたウインドウロジックと、反射データにおける上向き傾向を検出するために上向き方向のカスプを備えたウインドウロジックと、反射データが比較的静的なものであることを検出するために実質的に平坦なラインを備えたウインドウロジックである。信号変化は平均化されてよい。終点検出のためのパターン認識アルゴリズムに関するさらなる論議は、上述の米国特許出願第08/689,930号に見られる。
【0040】
パターン認識装置の出力は付加的なフィードバックデータを伴った停止信号であり、研磨コントローラに供給される(ステップ110)。研磨コントローラは浸食と表面層のわん曲変形を最小限度にするために、さまざまな変数とパラメータを調節するのにフィードバックデータを使用する。例えば、研磨圧力、研磨速度、化学、及びスラリ成分が総体的な研磨性能及び/又は研磨の質を最適化するのに用いられてもよい。停止信号は、現行のメタル層研磨操作を停止させるよう、研磨コントローラを促す(ステップ112)。
【0041】
ステップ106〜112と同時に、図6のプロセスはデータ保存装置、例えば、コンピュータディスク(ステップ114)上に過渡光強度データを後続の処理のために保存する。手短に言うと、各サンプリング領域の強度が決定され(ステップ116)、各サンプリング領域の半径方向位置が計算され(ステップ118)、また、強度測定値は各半径方向幅に区分けされる(ステップ150)。区分けされた強度測定値は、基板の異なる半径方向幅での研磨均一性と除去速度を測定するのに使用される(ステップ152)。これらのステップは、以下にさらに詳細に論議される。
【0042】
一般的には、基板上の異なる半径方向位置の研磨時に反射光強度は変化する。基板の異なる部分に対しては、メタル層は異なる速度で除去される可能性がある。例えば、基板の中央近くにあるメタル層は、最後に除去され、一方、基板の周辺あるいは端近くにあるメタル層は最初に除去されてよく、あるいはその反対であってもよい。ウエハ全体からの反射データは、ミリ秒オーダーの比較的微細な時間スケールで取り込まれ、また堆積プロセスを改善するための実験には有効である。記録されたデータを分析することにより、そのプロセスはより速く、より短くあるいはより円滑に行うように変えることができる。これは理解できることであるが、保存されたデータは、プロセス性能を最適化するためのプロセス研究と開発に有用である。
【0043】
図7Aと7Bを参照し、プラーテンの回転とキャリアヘッドの線形掃引を組み合わせると、窓36(従ってレーザビーム42)が掃引経路120においてキャリアヘッド80と基板10の底面を横切って掃引することになる。レーザビームが基板を横切って掃引すると、反射率計40はサンプリング期間Tsampleにわたって測定された強度を統合し、一連の個々の強度測定値Ia,Ib,・・・・Ijを発生する。反射率計40のサンプル速度F(強度測定値が生成される速度)は、F=1/Tsampleという等式で与えられる。反射率計40は、約10〜400ヘルツ(Hz)のサンプリング頻度を有していてもよく、これは約2.5〜100ミリ秒のサンプリング期間に相当する。具体的に言えば、反射率計40は、約40Hzのサンプリング速度、約25ミリ秒のサンプリング期間を有してよい。
【0044】
このように、レーザ44が活性化される度に、反射率計40は複数のサンプリング領域122a〜122jからその強度を測定する。各サンプリング領域は相当するサンプリング期間時にレーザビームが掃引する基板の面積に相当する。要約すると、ステップ106においては、反射率計40はサンプリング領域122a、122b、・・・122jに相当する一連の強度測定値Ia,Ib,・・・・Ijを発生する。
【0045】
図7Aでは10個のサンプリング領域を図示しているが、プラーテン回転速度とサンプリング速度により、さらに多くのあるいはより少ない領域にすることも可能であろう。即ち、より低いサンプリング速度であれば、より少ない数の、より広いサンプリング領域という結果になり、一方、より高いサンプリング速度であれば、より狭いサンプリング領域で数が多くなるという結果になる。同様に、より低い回転速度であれば、より狭いサンプリング領域の数が多くなり、一方、より高い回転速度であれば、より広いサンプリング領域の数が少なくなるという結果になる。さらに、複数の検出器をさらに多くのサンプリング領域を設けるために使用することもできるであろう。
【0046】
図7Bに示されているように、サンプリング領域122aと122jのそれぞれの強度測定値IaとIjは低く、これは窓36がキャリアヘッドを一見もしないので、従ってレーザビーム42は反射されないからである。サンプリング領域122bと122jは、保持リング84の下に位置し、従って強度測定値IbとIiは中間の強度である。サンプリング領域122c,122d,・・・・122hは基板の下に位置し、その結果として、基板全体のさまざまに異なる半径方向位置で比較的大きな強度測定値Ic,Id,・・・・Ihを発生する。
【0047】
図12は、数個の過渡信号グラフ300〜320を重ねたものである。過渡信号グラフ300〜320のそれぞれは、キャリアヘッド下の窓の掃引と関連して区間に対する強度データを表わしている。例えば、グラフ300は、約1.7秒〜約2.7秒の終点データを示し、またグラフ320は約350.8秒〜約351.8秒の終点データを示す。無論、過渡信号グラフは、後の参照のためにコンピュータ48に保存することができる。
【0048】
図12は、研磨操作時に終点反射強度信号がいかに変化するかを示している。当初、期間300においては、基板10の表面上のメタル層がぎざぎざになる。メタル層16は下に横たわるパターン化した層14のトポロジーのため、当初なんらかのトポグラフィ(形状構成)を有する。このトポグラフィにより、光ビームはメタル層に当たった際に散乱する。研磨操作が進行すると、メタル層はさらに平坦になり、また研磨された層の反射率が期間302〜308の間に増加する。このように、信号強度は確実に安定レベルにまで増加する。期間310〜320から、メタル層16が酸化物層14を露出させるために次第に除去されると、総体的な信号強度は、研磨操作が完了するまで下降する。このように、期間320では、微量のメタルだけが基板10の中央に残る。
【0049】
基板の表面全体が銅などのメタル層で覆われる場合、基板10からの反射は四辺形のプロフィールを有する。メタル層が基板10の端から除去されると、基板からの反射のプロフィールは台形を呈する。最終的には、メタル層が研磨操作によりほぼ除去された場合には、基板10からの反射のプロフィールは三角形を呈する。
【0050】
オペレータは、過渡信号のグラフ300〜320を、研磨操作中か操作終了後かの何れかにおいてディスプレイ49上に見ることができる。オペレーターは、さまざまな診断及びプロセス制御判断(メタル研磨における反射率測定と酸化物研磨における干渉測定の両方に適用可能である)のために表示される過渡信号グラフを使用することができる。過渡信号グラフは研磨均一性を最適化するために、プロセスパラメータを選択するのに使用することができる。例えば、はじめに板回転速度、キャリアヘッド圧力、キャリア回転速度、キャリアヘッド掃引プロフィール、及びスラリ成分などのプロセスパラメータを選択する際に試験ウエハを研磨して見ることが出来る。高い反射率部分は、基板上にメタルが残っている領域を示し、また低い反射率部分はメタルが基板から除去された領域を示す。過渡信号グラフが混み入ったところは、基板からメタルが均等に除去されなかったことを示し、一方、比較的平坦な過渡信号グラフは、均一な研磨を示す。従って、オペレーターは、選択プロセスパラメータの効果に関して、度量衡ツールにより基板層の厚さを測定するために再びソートすることもなく、即座に結論を引き出すことができる。オペレーターはその後、研磨パラメータを変えて、別の試験ウエハを研磨し、また新しいパラメータが研磨均一性を改善させたかどうかを決定することができる。
【0051】
またオペレーターは、過渡信号グラフを調べることで、基板が平面になるまで研磨されたか、あるいは研磨は停止すべきかを決定することができる。更に、オペレーターが基板の一部があまりにゆっくりと、あるいはあまりに急速に研磨されているのが実際の素子ウエハの研磨時に分かる場合には、研磨を進行させながら、研磨速度プロフィールを調節する目的でプロセスパラメータを変えることができる。
【0052】
過渡信号グラフはまた、プロセス再現性の測定に使用することができる。例えば、過渡信号グラフがそれらの予想される形状から著しく遊離している場合には、これは研磨機あるいはプロセスにおいて何らかの問題があることを示している。
【0053】
さらに、過渡信号グラフは、プロセスの「資格付与」に用いることができる。即ち、研磨装置が新しい消費材のセットを受け取ったとき、例えばポリシングパッド又はスラリを交換したしたとき、オペレーターは研磨均一性に影響がなかったかを確かめることを欲するだろう。オペレーターは、消費材の変更の前後で研磨基板の過渡信号グラフを比較して、研磨均一性に影響がなかったかを確かめることができる。
【0054】
ここで、図8に戻って参照すると、ステップ108では、サンプリング領域122a,122b,・・・,122jに相当する半径方向位置Ra,Rb,・・・,Rjが決定される。サンプリング領域の半径方向位置を決定する1つの方法としては、測定時間Tmeasureとプラーテン回転速度とキャリアヘッドの掃引輪郭に基づいて基板の下のレーザの位置を計算する。残念ながら、実際のプラーテン回転速度とキャリアヘッド掃引輪郭は種々の研磨パラメータに正確には適合していないことがある。従って、サンプリング領域の半径方向位置を決定する好適な方法130を図9Aに示す。まず、レーザビーム42が基板の中央線124(図5Cを参照)下を通過する対称時間Tsymを決定する(ステップ32)。そして、測定時間Tmeasureと対称時間Tsymの間の時間差から、サンプリング領域の半径方向位置を求める(ステップ134)。
【0055】
対称時間Tsymを求める方法の一つに、各掃引から得られる最初と最後の高い強度測定値が、それぞれ基板の端部に相当するとして、これらの平均をとることを挙げることができる。しかし、基板の下のサンプリング領域の位置がわからないため、この方法ではTsymにおける不安定さを招く。
【0056】
図9Bを参照すれば、ステップ132で対称時間Tsymを計算するため、コンピュータ48は、掃引経路120から最初の高強度測定値と最後の高強度測定値、即ち強度測定値Ic及びIhを求め、これらに対応する測定時間Tlead及びTtrailを保存する。この先頭時間Tlead及び最後尾時間Ttrailを各掃引で蓄積し、一連の先頭時間Tlead1,Tlead2,・・・,TleadN及び最後尾時間Ttrail1,Ttrail2,・・・,TtrailNを発生させる。コンピュータ48は、先頭時間Tlead1,Tlead2,・・・,TleadNを保存し、またこれに関連する各最後尾スパイク96のプラーテン回転数1,2,・・・,Nを保存する。同様に、コンピュータ48は、最後尾時間Ttrail1,Ttrail2,・・・,TtrailNを保存し、これに関連する各最後尾スパイク98の回転数1,2,・・・,Nを保存する。プラーテン24がほぼ一定の速度で回転していると仮定すれば、時間Ttrail1,Ttrail2,・・・,TleadNがほぼ線形に増加する関係を形成する(線136で示す)。同様に、時間Ttraill1,Ttrail2,・・・,TtrailNも、ほぼ線形に増加する関係を形成する(線137で示す)。コンピュータ48は、最小二乗法近似を行い、2つの線形関数Tlead(n)とTtrail(n)を以下のように与える:
【0057】
【数1】

【0058】
【数2】
【0059】
レーザービーム42が中央線124を通過した時間Tsymをコンピュータ48が算出した後、基板の中心126から各サンプリング領域122a,122b,・・・・,22jの半径方向距離Ra,Rb,・・・,Rjが、ステップ132で計算される。図10を参照すれば、半径方向位置は、以下のように計算することが可能であり:
【0060】
【数3】
【0061】
【数4】
【0062】
【数5】
【0063】
別の実施態様では、位置センサ160を用いて、窓が中央線124を通過するときの時間Tsymを算出することができるだろう。センサ160がキャリアヘッド80の反対側に配置されていると仮定すれば、フラグ162は透過窓36から対称の反対側の位置に配置されるだろう。コンピュータ48は、フラグがセンサの光ビームを遮断するトリガ時間Tstartと、フラグが光ビームを通過させるトリガ時間Tendの両方を保存する。時間Tsymは、TstartとTendの平均として計算される。また別の実施態様では、プラーテンとキャリアヘッド位置は、プラーテン駆動モータ及び半径方向駆動モータに接続される光符号器から得られる各サンプリング時間Ta,Tb,・・・,Thにおいて求めることができるだろう。
【0064】
サンプリング領域の半径方向位置Ra,Rb,・・・,Rnを算出した後は、強度測定値のいくつかは無視されてもよい。サンプリング領域の半径方向位置Rが基板の半径よりも大きい場合、そのサンプリング領域に関する強度測定には、保持リングや窓や、スラリからのバックグラウンド反射により反射された照射がほとんどの場合で含まれている。従って、保持リング下のサンプリング領域に関する強度測定全てが無視される。これは、強度測定値のスプリアスが、薄膜層反射強度の計算には使用されないことを確実にしている。
【0065】
レーザビーム42が基板下を数回掃引した後、コンピュータ48は、測定時間T1,T2,・・・・TNにそれぞれ対応する強度測定値I1,I2,・・・・INの組と、半径方向位置R1,R2,RNを蓄積する。図11を参照し、強度、時間、半径方向位置の各測定値は、ステップ106及び108で蓄積され、ステップ110では、その時間と強度測定値がデータ構造140のビンに区分けされる。各ビンは、サンプリング領域の半径方向幅と関連付けられている。例えば、基板の中心から20mmまでに位置するサンプリング領域に関する強度測定値は、以下に説明する第1のビン142に配置され(図13Aを参照)、基板の中心から20〜30mmに位置するサンプリング領域に関してなされた強度測定値は、第2のビン144に配置され(図13Bを参照)、基板の中心から30〜40mmに位置するサンプリング領域に関してなされた強度測定値は、第3のビン146に配置され(図13Cを参照)る。ビンの正確な数やビンの半径方向幅は、ユーザーが抽出しようとする情報による。一般的には、強度測定値の十分な数が、視覚的に意味のある情報を提供するためにビンのなかに蓄積されるように、各ビンの半径方向幅が選択されてよい。
【0066】
上述の計算は各ビンに関して行われ、基板の全面にわたる複数の半径方向位置での反射強度測定値が供給される。薄膜層の最初と最後の反射強度の半径に対するグラフが、図13A〜13Hと同様に、上述の図12に図示される。
【0067】
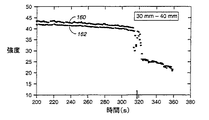
ここで、図13A〜13Hに戻れば、基板10上の半径方向位置を変えた研磨に対して反射強度がどのように変化するかを示す数々のトレースが示される。図13A〜13Hのグラフには、メタル層の除去が、基板の異なる部分について異なる速度でなされることが図示される。概して、図13A〜13Hは、基板の中心近くのメタル層が最後に除去され、基板の周囲ないし端部近くのメタル層が最初に除去されることを示している。例えば、図13Aは、半径0〜20mmの範囲にあるメタル層が、約330秒で除去されることを示している。図13Bは、半径20〜30mmの範囲にあるメタル層が、約325秒で除去されることを示している。図13Cは、半径30〜40mmの範囲にあるメタル層が、約318秒で除去されることを示している。図13Dは、半径40〜50mmの範囲のメタル層が、約310秒で除去されることを示している。図13Eは、半径50〜60mmの範囲にあるメタル層が約295秒で除去されることを示している。図13Fは、半径60〜70mmの範囲にあるメタル層が約290秒で除去されることを示している。図13Gは、半径70〜80mmの範囲にあるメタル層が、約290秒で除去されることを示している。図13Hは、半径80〜90mmの範囲にあるメタル層が、約260秒で除去されることを示している。
【0068】
図示のように、半径方向幅に対する反射トレースは、2つの強度レベルを示している(線160及び162で示される)。これら2つの強度レベルの間の間隔は、基板の半径に応じて増加する。あらゆる特定の理論に制限されるものではないが、この2つの強度レベルは、スラリやスラリと基板上のメタルとの反応生成物の分布が対称的でないことにより生じ得る。具体的には、基板全面に対してのレーザビームの掃引のそれぞれについて、通常2つのデータ点、即ち基板の立ち上がり縁に近いデータ点及び基板の立ち下がり縁に近いデータ点が、1つのビンに入る。しかし、基板下のスラリと反応産物の分布が非対称であるため、基板の異なる領域に隣接するスラリ層を通過するときに、レーザビームはさらに減衰する可能性がある。即ち、基板下のスラリ分布の均一性を測定するため、反射トレースも用いることが考えられる。
【0069】
また別の実施例では、オペレーターは1つのビンのみを使用するように決定していることもある。この場合、特定の半径方向幅に関するすべての強度測定値は単一の強度トレースを決定するために使用され、それは、従来のやり方で研磨終点を決定するために使用されている。オペレーターは過渡信号グラフの検査を基礎とするこの半径方向幅を特定することができる。例えば、過渡信号グラフは、基板の中心は研磨される最後の部分であることを示している場合、オペレーターは基板中心の周りの半径方向幅を選択し、メタルのすべてが研磨されて削られるまで、その終点が発動されないことを確実にすることが出来る。
【0070】
研磨時の反射強度変化はこのように、基板上の異なる半径方向位置に関して取り込まれる。高解像度データ獲得が、複数ステップ操作における各プロセスステップの正確な時間制御を可能にしている。ウエハ全体の均一性やウエハの異なる放射状部分についての除去速度などの豊富なパラメータが取り込まれる。獲得される高解像度データは表面層の浸食及びわん状変形を最小限度にするためにさまざまな変数とパラメータを調節するのにオンラインあるいはオフラインで処理することができる。データがリアルタイムで処理される場合は、リアルタイムフィードバックデータがプロセスパラメータによってより厳格な閉ループ制御を可能にしている。さらに、プロセス技術者が、研磨プロセスを改善するためにそれらの処理パラメータで実験を行うためにその反射データが利用可能である。
【0071】
本発明は好ましい実施態様により説明されてきた。しかし、本発明は述べられまた説明されている実施態様には限定されない。むしろ、本発明の範囲は添付の請求項により定義されている。
【図面の簡単な説明】
【図1】 図1は、ケミカルメカニカルポリシング装置の分解斜視図である。
【図2】 図2は、光学反射率計を含むケミカルメカニカルポリシング装置の側面図である。
【図3】 図3は、処理されている基板の簡略化した断面図であって、基板上に当たり、また基板から反射されるレーザビームを概略的に示す。
【図4】 図4は、任意強度単位(a. u.)で測定された反射率トレースを示すグラフである。
【図5】図5A〜5Eは、プラーテンが回転するに従ってポリシングパッドにある窓の位置を図示している簡略化した平面図である。
【図6】 図6は、CMP時メタル層の研磨の終点を決定する方法のフローチャートである。
【図7】 図7Aは、キャリアヘッド下のレーザの経路を図示する概略図であり、図7Bは、キャリアヘッド下の窓が単回掃引した時に生成される反射トレースの仮想部分を示すグラフである。
【図8】 図8は、レーザの経路からサンプリング領域の半径方向位置を図示する概略図である。
【図9】 図9Aは、サンプリング領域の半径方向位置を測定する方法のフローチャート図であり、図9Bは、プラーテンの回転数の関数として、レーザビームが基板の先端と最後尾端の下を通る時間を示すグラフである。
【図10】 図10は、サンプリング領域の半径方向位置の計算を図示する概略図である。
【図11】 図11は、強度測定を保存するデータ構造の概略図である。
【図12】 異なる時間でとったいくつかの反射率トレースのオーバーレイを図示するグラフである。
【図13】 図13A〜13Hは、研磨時間終了した時点での基板の中央からの距離を関数として、メタル層の反射強度を示すグラフである。
【符号の説明】
10…基板、12…シリコンウエハ、14…窒化物層、16…メタル層、20…CMP装置、22…研磨ステーション、23…搬送ステーション、24…回転自在プラーテン、25…軸、26…ホール、28…パッドコンディショナ装置、30…ポリシングパッド、32…裏打ち層、34…表皮層、36…窓、38…スラリ、40…反射率計、42…光ビーム、44…光源、46…検出器、48…コンピュータ、49…出力装置、60…カルーセル、62…センターポスト、64…カルーセル軸、66…カルーセル支持板、68…カバー、70…キャリアヘッドシステム、72…半径方向スロット、74…キャリア駆動シャフト、76…キャリアヘッド回転モータ、80…キャリアヘッド、81…軸、82…可撓性膜、84…保持リング、86…チャンバ、88…反射性下方表面、90…波形、94…バックグランド、97,98…平坦域、142…第一ビン、144…第二ビン、146…第三ビン、160…センサ、162…フラッグ。
Claims (15)
- 基板上のメタル層のケミカルメカニカルポリシング(化学機械研磨)に関して終点を決定するための方法であって、当該終点は強度の所定のパターンを有し、本方法は、
窓を有するポリシングパッドに前記基板の表面を接触させるステップと、
前記基板と前記ポリシングパッドの間に相対運動を生じさせるステップと、
前記窓の中へと光ビームを向け、前記基板に対して前記ポリシングパッドが相対運動することにより、光ビームが前記基板の端から端までの経路を移動するステップと、
前記メタル層からの光ビーム反射を検出して、前記経路に沿うサンプリング領域から複数の強度測定値を発生するステップと、
前記強度測定値のそれぞれについて、前記基板の中心に対する前記サンプリング領域の半径方向位置を決定するステップと、
前記半径方向位置に従って前記強度測定値を複数の半径方向幅に分けるステップと、
前記複数の半径方向幅の中にある前記強度測定値から、前記所定のパターンを認識して、終点を決定するステップと
を有する方法。 - 終点が検出されたときにケミカルメカニカルポリシングを停止させるステップを更に有する請求項1に記載の方法。
- その後の解析のため、媒体に前記強度測定値を保存するステップを更に有する請求項1に記載の方法。
- リアルタイムで前記強度測定値を処理するステップを更に有する請求項1に記載の方法。
- 前記強度測定値をオフラインで処理するステップを更に有する請求項1に記載の方法。
- 前記終点を決定するステップが、所定の閾値と前記強度測定値を比較するステップを更に有する請求項1に記載の方法。
- 前記終点を決定するステップが、前記強度測定値が下降の傾向にあるかどうかを決定するステップを更に有する請求項1に記載の方法。
- 前記終点を決定するステップが、前記強度測定値が上昇の傾向にあるかどうかを決定するステップを更に有する請求項1に記載の方法。
- 前記終点を決定するステップが、前記強度測定値が平坦となる傾向にあるかどうかを決定するステップを更に有する請求項1に記載の方法。
- 前記半径方向位置を決定するステップが、
キャリアヘッド掃引のプロファイルからキャリアヘッドの位置を決定するステップを有する請求項1に記載の方法。 - 基板のメタル層を研磨するための装置であって、
基板を保持するためのキャリアヘッドと、
窓を有し、基板の表面に接触するに適するポリシングパッドと、
前記基板と前記ポリシングパッドの間に相対運動を引き起こすための、前記ポリシングパッドに結合されたモータと、
前記窓の中へと光ビームを向け、前記基板に対する前記ポリシングパッドの相対運動により、光ビームが前記基板の端から端までの経路を運動する、光源と、
前記基板からの光ビーム反射を検出するために前記光源に光学的に結合され、前記経路に沿うサンプリング領域から複数の強度測定値を発生するセンサと、
前記センサに結合され、前記複数の強度測定値のそれぞれについて、前記基板の中心に対する前記サンプリング領域の半径方向位置を決定し、前記強度測定値を複数の半径方向幅に分けるためのコンピュータと、を備え、
前記コンピュータは、前記強度測定値と所定のパターンを比較することにより終点を認識するように構成されている、メタル層の研磨装置。 - 前記終点が認識されたときにケミカルメカニカルポリシングを停止させる研磨コントローラを更に備える請求項11に記載の装置。
- 前記コンピュータは、次に行う解析のため、媒体に前記強度測定値を保存する請求項11に記載の装置。
- 前記コンピュータは、所定の閾値と前記強度測定値を比較する請求項11に記載の装置。
- 前記コンピュータは、前記強度測定値が下降の傾向、上昇の傾向、あるいは平坦の傾向のいずれかであるかを決定する請求項11に記載の装置。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US09/184,767 US6280289B1 (en) | 1998-11-02 | 1998-11-02 | Method and apparatus for detecting an end-point in chemical mechanical polishing of metal layers |
| US13901599P | 1999-06-14 | 1999-06-14 | |
| US60/139,015 | 1999-06-14 | ||
| US09/184,767 | 1999-06-14 | ||
| PCT/US1999/025639 WO2000026613A1 (en) | 1998-11-02 | 1999-11-01 | Optical monitoring of radial ranges in chemical mechanical polishing a metal layer on a substrate |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2002529686A JP2002529686A (ja) | 2002-09-10 |
| JP4484370B2 true JP4484370B2 (ja) | 2010-06-16 |
Family
ID=26836788
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000579948A Expired - Lifetime JP4484370B2 (ja) | 1998-11-02 | 1999-11-01 | 基板上のメタル層の化学機械研磨に関して終点を決定するための方法及び基板のメタル層を研磨するための装置 |
Country Status (4)
| Country | Link |
|---|---|
| US (2) | US6296548B1 (ja) |
| JP (1) | JP4484370B2 (ja) |
| TW (1) | TW472310B (ja) |
| WO (1) | WO2000026613A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001319907A (ja) * | 2000-01-18 | 2001-11-16 | Applied Materials Inc | 2段階化学機械的研磨プロセスにおける光学的監視方法 |
Families Citing this family (54)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4484370B2 (ja) * | 1998-11-02 | 2010-06-16 | アプライド マテリアルズ インコーポレイテッド | 基板上のメタル層の化学機械研磨に関して終点を決定するための方法及び基板のメタル層を研磨するための装置 |
| US6976901B1 (en) * | 1999-10-27 | 2005-12-20 | Strasbaugh | In situ feature height measurement |
| US6747734B1 (en) | 2000-07-08 | 2004-06-08 | Semitool, Inc. | Apparatus and method for processing a microelectronic workpiece using metrology |
| US6428673B1 (en) | 2000-07-08 | 2002-08-06 | Semitool, Inc. | Apparatus and method for electrochemical processing of a microelectronic workpiece, capable of modifying processing based on metrology |
| US6878038B2 (en) | 2000-07-10 | 2005-04-12 | Applied Materials Inc. | Combined eddy current sensing and optical monitoring for chemical mechanical polishing |
| US6602724B2 (en) | 2000-07-27 | 2003-08-05 | Applied Materials, Inc. | Chemical mechanical polishing of a metal layer with polishing rate monitoring |
| MY128145A (en) * | 2000-07-31 | 2007-01-31 | Silicon Valley Group Thermal | In-situ method and apparatus for end point detection in chemical mechanical polishing |
| US6608495B2 (en) | 2001-03-19 | 2003-08-19 | Applied Materials, Inc. | Eddy-optic sensor for object inspection |
| US6524163B1 (en) * | 2001-04-18 | 2003-02-25 | Advanced Micro Devices Inc. | Method and apparatus for controlling a polishing process based on scatterometry derived film thickness variation |
| US6491569B2 (en) * | 2001-04-19 | 2002-12-10 | Speedfam-Ipec Corporation | Method and apparatus for using optical reflection data to obtain a continuous predictive signal during CMP |
| US6966816B2 (en) | 2001-05-02 | 2005-11-22 | Applied Materials, Inc. | Integrated endpoint detection system with optical and eddy current monitoring |
| US6534328B1 (en) * | 2001-07-19 | 2003-03-18 | Advanced Micro Devices, Inc. | Method of modeling and controlling the endpoint of chemical mechanical polishing operations performed on a process layer, and system for accomplishing same |
| US6811466B1 (en) * | 2001-12-28 | 2004-11-02 | Applied Materials, Inc. | System and method for in-line metal profile measurement |
| WO2003066282A2 (en) | 2002-02-04 | 2003-08-14 | Kla-Tencor Technologies Corp. | Systems and methods for characterizing a polishing process |
| US6800494B1 (en) * | 2002-05-17 | 2004-10-05 | Advanced Micro Devices, Inc. | Method and apparatus for controlling copper barrier/seed deposition processes |
| US6729935B2 (en) * | 2002-06-13 | 2004-05-04 | Taiwan Semiconductor Manufacturing Co., Ltd. | Method and system for in-situ monitoring of mixing ratio of high selectivity slurry |
| IL150438A0 (en) * | 2002-06-26 | 2002-12-01 | Nova Measuring Instr Ltd | Method of thin films measurement |
| JP4020739B2 (ja) * | 2002-09-27 | 2007-12-12 | 株式会社荏原製作所 | ポリッシング装置 |
| JP4542324B2 (ja) * | 2002-10-17 | 2010-09-15 | 株式会社荏原製作所 | 研磨状態監視装置及びポリッシング装置 |
| CN101530983B (zh) * | 2002-10-17 | 2011-03-16 | 株式会社荏原制作所 | 抛光状态监测装置和抛光装置以及方法 |
| US6752694B2 (en) * | 2002-11-08 | 2004-06-22 | Motorola, Inc. | Apparatus for and method of wafer grinding |
| US7008296B2 (en) * | 2003-06-18 | 2006-03-07 | Applied Materials, Inc. | Data processing for monitoring chemical mechanical polishing |
| US7025658B2 (en) * | 2003-08-18 | 2006-04-11 | Applied Materials, Inc. | Platen and head rotation rates for monitoring chemical mechanical polishing |
| US7727049B2 (en) | 2003-10-31 | 2010-06-01 | Applied Materials, Inc. | Friction sensor for polishing system |
| JP4764825B2 (ja) * | 2003-10-31 | 2011-09-07 | アプライド マテリアルズ インコーポレイテッド | 研磨終点検知システム及び摩擦センサを使用する方法 |
| TWI385050B (zh) * | 2005-02-18 | 2013-02-11 | Nexplanar Corp | 用於cmp之特製拋光墊及其製造方法及其用途 |
| US7764377B2 (en) | 2005-08-22 | 2010-07-27 | Applied Materials, Inc. | Spectrum based endpointing for chemical mechanical polishing |
| US8392012B2 (en) * | 2008-10-27 | 2013-03-05 | Applied Materials, Inc. | Multiple libraries for spectrographic monitoring of zones of a substrate during processing |
| US7406394B2 (en) | 2005-08-22 | 2008-07-29 | Applied Materials, Inc. | Spectra based endpointing for chemical mechanical polishing |
| US7409260B2 (en) * | 2005-08-22 | 2008-08-05 | Applied Materials, Inc. | Substrate thickness measuring during polishing |
| US8260446B2 (en) * | 2005-08-22 | 2012-09-04 | Applied Materials, Inc. | Spectrographic monitoring of a substrate during processing using index values |
| WO2008032753A1 (en) * | 2006-09-12 | 2008-03-20 | Ebara Corporation | Polishing apparatus and polishing method |
| US7998358B2 (en) | 2006-10-31 | 2011-08-16 | Applied Materials, Inc. | Peak-based endpointing for chemical mechanical polishing |
| US7444198B2 (en) * | 2006-12-15 | 2008-10-28 | Applied Materials, Inc. | Determining physical property of substrate |
| JP5654753B2 (ja) | 2007-02-23 | 2015-01-14 | アプライド マテリアルズ インコーポレイテッドApplied Materials,Incorporated | スペクトルを使用した研磨終了点の決定 |
| US7952708B2 (en) * | 2007-04-02 | 2011-05-31 | Applied Materials, Inc. | High throughput measurement system |
| US8337278B2 (en) | 2007-09-24 | 2012-12-25 | Applied Materials, Inc. | Wafer edge characterization by successive radius measurements |
| US20090275265A1 (en) * | 2008-05-02 | 2009-11-05 | Applied Materials, Inc. | Endpoint detection in chemical mechanical polishing using multiple spectra |
| US20100103422A1 (en) * | 2008-10-27 | 2010-04-29 | Applied Materials, Inc. | Goodness of fit in spectrographic monitoring of a substrate during processing |
| US8352061B2 (en) | 2008-11-14 | 2013-01-08 | Applied Materials, Inc. | Semi-quantitative thickness determination |
| US8292693B2 (en) * | 2008-11-26 | 2012-10-23 | Applied Materials, Inc. | Using optical metrology for wafer to wafer feed back process control |
| KR101956838B1 (ko) * | 2009-11-03 | 2019-03-11 | 어플라이드 머티어리얼스, 인코포레이티드 | 시간에 대한 스펙트럼들 등고선 플롯들의 피크 위치를 이용한 종료점 방법 |
| US8954186B2 (en) | 2010-07-30 | 2015-02-10 | Applied Materials, Inc. | Selecting reference libraries for monitoring of multiple zones on a substrate |
| WO2012051121A2 (en) * | 2010-10-15 | 2012-04-19 | Applied Materials, Inc. | Building a library of spectra for optical monitoring |
| JP2014154874A (ja) * | 2013-02-07 | 2014-08-25 | Toshiba Corp | 膜厚モニタ装置、研磨装置および膜厚モニタ方法 |
| JP6423600B2 (ja) | 2014-03-12 | 2018-11-14 | 株式会社荏原製作所 | 膜厚測定装置、及び、研磨装置 |
| US9352440B2 (en) * | 2014-04-30 | 2016-05-31 | Applied Materials, Inc. | Serial feature tracking for endpoint detection |
| TWI816620B (zh) | 2017-04-21 | 2023-09-21 | 美商應用材料股份有限公司 | 使用神經網路來監測的拋光裝置 |
| CN107703881B (zh) * | 2017-09-11 | 2023-08-04 | 中国工程物理研究院机械制造工艺研究所 | 一种自动标定磁流变抛光缎带厚度的装置 |
| TWI825075B (zh) | 2018-04-03 | 2023-12-11 | 美商應用材料股份有限公司 | 針對墊子厚度使用機器學習及補償的拋光裝置、拋光系統、方法及電腦儲存媒體 |
| TWI828706B (zh) | 2018-06-20 | 2024-01-11 | 美商應用材料股份有限公司 | 用於原位電磁感應監控的基板摻雜補償的方法、電腦程式產品及研磨系統 |
| US11660722B2 (en) | 2018-08-31 | 2023-05-30 | Applied Materials, Inc. | Polishing system with capacitive shear sensor |
| KR20220123053A (ko) | 2020-05-14 | 2022-09-05 | 어플라이드 머티어리얼스, 인코포레이티드 | 연마 동안의 인-시튜 모니터링에 사용하기 위한 신경망을 훈련시키기 위한 기법 및 연마 시스템 |
| CN115038549B (zh) | 2020-06-24 | 2024-03-12 | 应用材料公司 | 使用研磨垫磨损补偿的基板层厚度确定 |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03234467A (ja) | 1990-02-05 | 1991-10-18 | Canon Inc | スタンパの金型取付面の研磨方法およびその研磨機 |
| US5081796A (en) | 1990-08-06 | 1992-01-21 | Micron Technology, Inc. | Method and apparatus for mechanical planarization and endpoint detection of a semiconductor wafer |
| GB2257507B (en) * | 1991-06-26 | 1995-03-01 | Digital Equipment Corp | Semiconductor wafer processing with across-wafer critical dimension monitoring using optical endpoint detection |
| US6614529B1 (en) | 1992-12-28 | 2003-09-02 | Applied Materials, Inc. | In-situ real-time monitoring technique and apparatus for endpoint detection of thin films during chemical/mechanical polishing planarization |
| US5700180A (en) | 1993-08-25 | 1997-12-23 | Micron Technology, Inc. | System for real-time control of semiconductor wafer polishing |
| US5433651A (en) * | 1993-12-22 | 1995-07-18 | International Business Machines Corporation | In-situ endpoint detection and process monitoring method and apparatus for chemical-mechanical polishing |
| US5413941A (en) | 1994-01-06 | 1995-05-09 | Micron Technology, Inc. | Optical end point detection methods in semiconductor planarizing polishing processes |
| US5791969A (en) | 1994-11-01 | 1998-08-11 | Lund; Douglas E. | System and method of automatically polishing semiconductor wafers |
| JPH08174411A (ja) | 1994-12-22 | 1996-07-09 | Ebara Corp | ポリッシング装置 |
| US5893796A (en) | 1995-03-28 | 1999-04-13 | Applied Materials, Inc. | Forming a transparent window in a polishing pad for a chemical mechanical polishing apparatus |
| DE69635816T2 (de) * | 1995-03-28 | 2006-10-12 | Applied Materials, Inc., Santa Clara | Verfahren zum Herstellen einer Vorrichtung zur In-Situ-Kontrolle und Bestimmung des Endes von chemisch-mechanischen Planiervorgängen |
| US5964643A (en) | 1995-03-28 | 1999-10-12 | Applied Materials, Inc. | Apparatus and method for in-situ monitoring of chemical mechanical polishing operations |
| JP3601910B2 (ja) * | 1995-07-20 | 2004-12-15 | 株式会社荏原製作所 | ポリッシング装置及び方法 |
| US5838447A (en) | 1995-07-20 | 1998-11-17 | Ebara Corporation | Polishing apparatus including thickness or flatness detector |
| US5605760A (en) | 1995-08-21 | 1997-02-25 | Rodel, Inc. | Polishing pads |
| JP3234467B2 (ja) | 1995-09-26 | 2001-12-04 | 松下電工株式会社 | 軒樋接続構造 |
| US5640242A (en) | 1996-01-31 | 1997-06-17 | International Business Machines Corporation | Assembly and method for making in process thin film thickness measurments |
| US5663797A (en) * | 1996-05-16 | 1997-09-02 | Micron Technology, Inc. | Method and apparatus for detecting the endpoint in chemical-mechanical polishing of semiconductor wafers |
| US5872633A (en) | 1996-07-26 | 1999-02-16 | Speedfam Corporation | Methods and apparatus for detecting removal of thin film layers during planarization |
| JPH10166262A (ja) * | 1996-12-10 | 1998-06-23 | Nikon Corp | 研磨装置 |
| US6111634A (en) | 1997-05-28 | 2000-08-29 | Lam Research Corporation | Method and apparatus for in-situ monitoring of thickness using a multi-wavelength spectrometer during chemical-mechanical polishing |
| US6108091A (en) | 1997-05-28 | 2000-08-22 | Lam Research Corporation | Method and apparatus for in-situ monitoring of thickness during chemical-mechanical polishing |
| JP4484370B2 (ja) * | 1998-11-02 | 2010-06-16 | アプライド マテリアルズ インコーポレイテッド | 基板上のメタル層の化学機械研磨に関して終点を決定するための方法及び基板のメタル層を研磨するための装置 |
| US6159073A (en) * | 1998-11-02 | 2000-12-12 | Applied Materials, Inc. | Method and apparatus for measuring substrate layer thickness during chemical mechanical polishing |
-
1999
- 1999-11-01 JP JP2000579948A patent/JP4484370B2/ja not_active Expired - Lifetime
- 1999-11-01 WO PCT/US1999/025639 patent/WO2000026613A1/en active Application Filing
- 1999-11-02 TW TW088119092A patent/TW472310B/zh not_active IP Right Cessation
-
2000
- 2000-06-08 US US09/591,187 patent/US6296548B1/en not_active Expired - Lifetime
-
2001
- 2001-08-14 US US09/929,903 patent/US6659842B2/en not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001319907A (ja) * | 2000-01-18 | 2001-11-16 | Applied Materials Inc | 2段階化学機械的研磨プロセスにおける光学的監視方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2000026613A1 (en) | 2000-05-11 |
| TW472310B (en) | 2002-01-11 |
| US20020013120A1 (en) | 2002-01-31 |
| US6296548B1 (en) | 2001-10-02 |
| JP2002529686A (ja) | 2002-09-10 |
| US6659842B2 (en) | 2003-12-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4484370B2 (ja) | 基板上のメタル層の化学機械研磨に関して終点を決定するための方法及び基板のメタル層を研磨するための装置 | |
| JP4335459B2 (ja) | ケミカルメカニカルポリシング中の基板の層厚測定方法及び装置 | |
| US6652355B2 (en) | Method and apparatus for detecting an end-point in chemical mechanical polishing of metal layers | |
| US6506097B1 (en) | Optical monitoring in a two-step chemical mechanical polishing process | |
| US6399501B2 (en) | Method and apparatus for detecting polishing endpoint with optical monitoring | |
| JP5110754B2 (ja) | 研磨レート変更による終点監視 | |
| JP5456739B2 (ja) | 化学機械研磨用の適応終点検出 | |
| KR100434189B1 (ko) | 화학 기계적 연마장치 및 그 제어방법 | |
| JP4854118B2 (ja) | 2段階化学機械的研磨プロセスにおける光学的監視方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061023 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090630 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20090930 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20091007 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20091030 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20091109 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20091130 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20091207 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100104 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100302 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100323 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4484370 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130402 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130402 Year of fee payment: 3 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: R3D02 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140402 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |