JP4444729B2 - 電気機器巻線の接合部の評価方法および装置 - Google Patents
電気機器巻線の接合部の評価方法および装置 Download PDFInfo
- Publication number
- JP4444729B2 JP4444729B2 JP2004142327A JP2004142327A JP4444729B2 JP 4444729 B2 JP4444729 B2 JP 4444729B2 JP 2004142327 A JP2004142327 A JP 2004142327A JP 2004142327 A JP2004142327 A JP 2004142327A JP 4444729 B2 JP4444729 B2 JP 4444729B2
- Authority
- JP
- Japan
- Prior art keywords
- defect
- evaluation
- joint
- sum
- defective
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images















Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N29/00—Investigating or analysing materials by the use of ultrasonic, sonic or infrasonic waves; Visualisation of the interior of objects by transmitting ultrasonic or sonic waves through the object
- G01N29/04—Analysing solids
- G01N29/07—Analysing solids by measuring propagation velocity or propagation time of acoustic waves
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N29/00—Investigating or analysing materials by the use of ultrasonic, sonic or infrasonic waves; Visualisation of the interior of objects by transmitting ultrasonic or sonic waves through the object
- G01N29/04—Analysing solids
- G01N29/06—Visualisation of the interior, e.g. acoustic microscopy
- G01N29/0609—Display arrangements, e.g. colour displays
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N29/00—Investigating or analysing materials by the use of ultrasonic, sonic or infrasonic waves; Visualisation of the interior of objects by transmitting ultrasonic or sonic waves through the object
- G01N29/22—Details, e.g. general constructional or apparatus details
- G01N29/26—Arrangements for orientation or scanning by relative movement of the head and the sensor
- G01N29/265—Arrangements for orientation or scanning by relative movement of the head and the sensor by moving the sensor relative to a stationary material
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N29/00—Investigating or analysing materials by the use of ultrasonic, sonic or infrasonic waves; Visualisation of the interior of objects by transmitting ultrasonic or sonic waves through the object
- G01N29/36—Detecting the response signal, e.g. electronic circuits specially adapted therefor
- G01N29/38—Detecting the response signal, e.g. electronic circuits specially adapted therefor by time filtering, e.g. using time gates
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N29/00—Investigating or analysing materials by the use of ultrasonic, sonic or infrasonic waves; Visualisation of the interior of objects by transmitting ultrasonic or sonic waves through the object
- G01N29/44—Processing the detected response signal, e.g. electronic circuits specially adapted therefor
- G01N29/4409—Processing the detected response signal, e.g. electronic circuits specially adapted therefor by comparison
- G01N29/4427—Processing the detected response signal, e.g. electronic circuits specially adapted therefor by comparison with stored values, e.g. threshold values
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2291/00—Indexing codes associated with group G01N29/00
- G01N2291/01—Indexing codes associated with the measuring variable
- G01N2291/011—Velocity or travel time
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2291/00—Indexing codes associated with group G01N29/00
- G01N2291/01—Indexing codes associated with the measuring variable
- G01N2291/015—Attenuation, scattering
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2291/00—Indexing codes associated with group G01N29/00
- G01N2291/04—Wave modes and trajectories
- G01N2291/044—Internal reflections (echoes), e.g. on walls or defects
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2291/00—Indexing codes associated with group G01N29/00
- G01N2291/10—Number of transducers
- G01N2291/102—Number of transducers one emitter, one receiver
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2291/00—Indexing codes associated with group G01N29/00
- G01N2291/26—Scanned objects
- G01N2291/262—Linear objects
- G01N2291/2626—Wires, bars, rods
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2291/00—Indexing codes associated with group G01N29/00
- G01N2291/26—Scanned objects
- G01N2291/263—Surfaces
- G01N2291/2634—Surfaces cylindrical from outside
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2291/00—Indexing codes associated with group G01N29/00
- G01N2291/26—Scanned objects
- G01N2291/267—Welds
- G01N2291/2677—Lapp welding
Landscapes
- Physics & Mathematics (AREA)
- General Health & Medical Sciences (AREA)
- Pathology (AREA)
- Health & Medical Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Analytical Chemistry (AREA)
- Immunology (AREA)
- General Physics & Mathematics (AREA)
- Biochemistry (AREA)
- Acoustics & Sound (AREA)
- Signal Processing (AREA)
- Engineering & Computer Science (AREA)
- Investigating Or Analyzing Materials By The Use Of Ultrasonic Waves (AREA)
- Manufacture Of Motors, Generators (AREA)
- Investigating Strength Of Materials By Application Of Mechanical Stress (AREA)
Description
Claims (9)
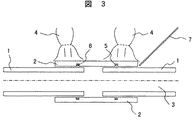
- 中孔を有する電機導体の端部同士をはめ合わせ、ろう材を用いて接合する接合部の評価方法であって、
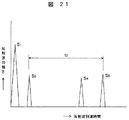
ろう接部の接合状態を前記電機導体の周方向及び軸方向に超音波探傷し、接合する電機導体のうち、内側となる電機導体からの反射波に基づいて前記接合状態を良好部と欠陥部に識別して表示し、前記欠陥部の接合状態の評価は前記電機導体のろう接部における一端から他端までの最小良好部の長さの和から行う、又は前記最小良好部の長さの和と欠陥部の面積とから行うことを特徴とする電気機器巻線の接合部の評価方法。 - 請求項1において、前記良好部の評価は、近接する欠陥間の良好部の長さの和と、前記電機導体のろう接部における軸方向の一端及び他端と前記欠陥のうち前記一端または前記他端に最寄の欠陥との間の最短距離との総和が所定値以上のとき、又は前記総和が所定値以上かつ前記欠陥部の面積の総和が所定値以下のとき当該接合部が良好であると評価することを特徴とする電気機器巻線の接合部の評価方法。
- 請求項1または2において、前記接合状態が不良と評価された場合に、前記欠陥部を予め蓄積されている複数の原因別類別パターンと照合し、関連する欠陥原因を指示することを特徴とする電気機器巻線の接合部の評価方法。
- 請求項3において、前記欠陥原因に基づく品質改善法に従って再度ろう接し、今回のろう接部の接合状態を超音波探傷し、前回の欠陥部と今回の欠陥部との差を表示することを特徴とする電気機器巻線の接合部の評価方法。
- 中孔を有する電機導体の端部同士をはめ合わせ、ろう材を用いて接合する接合部の評価装置であって、
接合する電機導体のうち、内側となる導体からの反射波を基準として欠陥部を検出する底面エコー基準ゲートを設けて、前記電機導体の周方向及び軸方向にろう接部の接合状態を超音波探傷する測定機構と、探傷結果から良好部と欠陥部に識別して図形状に表示する表示機構と、前記欠陥部の接合状態の評価を前記電機導体のろう接部における一端から他端までの最小良好部の長さの和から、又は前記最小良好部の長さの和と欠陥部の面積とから評価する評価機構を備えることを特徴とする電気機器巻線の接合部の評価装置。 - 請求項5において、前記評価機構は、近接する欠陥間の良好部の長さの和と、前記電機導体のろう接部における軸方向の一端及び前記他端と前記欠陥のうち前記一端または前記他端に最寄の欠陥との間の距離との総和が所定値以上のとき、又は前記総和が所定値以上かつ前記欠陥部の面積の総和が所定値以下のとき当該接合部が良好であると評価することを特徴とする電気機器巻線の接合部の評価装置。
- 請求項5または6において、予め蓄積されている複数の原因別類別パターンを有し、前記接合状態が不良と評価された場合に、前記欠陥部を前記原因別類別パターンと照合し、関連する欠陥原因を表示する判定機構を設けることを特徴とする電気機器巻線の接合部の評価装置。
- 請求項7において、前記欠陥原因に基づく品質改善法に従って再度ろう接し、前回の欠陥部と今回の欠陥部との差を表示する再判定機構を設けることを特徴とする電気機器巻線の接合部の評価装置。
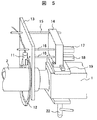
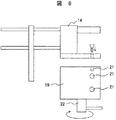
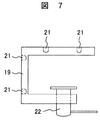
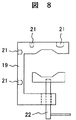
- 請求項5または6において、前記測定機構は、超音波探触子を把持して少なくとも2次元に移動させるスキャナと、測定対象の適部に設置され前記スキャナを支承して前記超音波探触子を前記ろう接部に近接させるホルダーを有し、前記スキャナと前記ホルダーは予め分割され、前記測定対象となる接合部近傍の電機導体に前記ホルダーを設置してから前記スキャナを組み立てることで両者が一体構成されることを特徴とする電気機器巻線の接合部の評価装置。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004142327A JP4444729B2 (ja) | 2004-05-12 | 2004-05-12 | 電気機器巻線の接合部の評価方法および装置 |
| CNB2005100694973A CN100422733C (zh) | 2004-05-12 | 2005-04-30 | 电气设备线圈的连接状态评价方法及装置 |
| CN2007101491299A CN101109730B (zh) | 2004-05-12 | 2005-04-30 | 电气设备线圈的连接状态评价方法 |
| EP05010268A EP1598665A3 (en) | 2004-05-12 | 2005-05-11 | Method of evaluating connected brazed portions, method of connecting electrical winding conductors and apparatus therefor |
| US11/126,239 US7287430B2 (en) | 2004-05-12 | 2005-05-11 | Method of evaluating connected portions, method of connecting electrical winding conductors and apparatus therefor |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004142327A JP4444729B2 (ja) | 2004-05-12 | 2004-05-12 | 電気機器巻線の接合部の評価方法および装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005326171A JP2005326171A (ja) | 2005-11-24 |
| JP4444729B2 true JP4444729B2 (ja) | 2010-03-31 |
Family
ID=34936413
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004142327A Expired - Fee Related JP4444729B2 (ja) | 2004-05-12 | 2004-05-12 | 電気機器巻線の接合部の評価方法および装置 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US7287430B2 (ja) |
| EP (1) | EP1598665A3 (ja) |
| JP (1) | JP4444729B2 (ja) |
| CN (2) | CN100422733C (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9841279B2 (en) | 2015-03-10 | 2017-12-12 | Kabushiki Kaisha Toshiba | Apparatus and method for quantitative evaluation of braze bonding length with use of radiation |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4826950B2 (ja) * | 2006-09-15 | 2011-11-30 | 住友金属工業株式会社 | 超音波探傷方法および超音波探傷装置 |
| US8581466B2 (en) * | 2010-08-27 | 2013-11-12 | Hamilton Sundstrand Corporation | Knurled multiple conductor windings |
| JP2012122807A (ja) * | 2010-12-07 | 2012-06-28 | Kawasaki Heavy Ind Ltd | ろう接接合部の超音波探傷装置および方法 |
| CA2888864C (en) * | 2014-04-25 | 2022-11-08 | Intech, Inc. | Inspection system for inspecting in-service piping or tubing |
| DE102016221730A1 (de) * | 2016-11-07 | 2018-05-09 | Robert Bosch Gmbh | Verfahren zur Detektion von Materialinhomogenitäten |
| CN107070121A (zh) * | 2017-03-14 | 2017-08-18 | 温州博诚汽车机电有限公司 | 一种怠速电机转子装配设备 |
| JP6300999B1 (ja) * | 2017-10-30 | 2018-03-28 | 三菱日立パワーシステムズ検査株式会社 | 超音波探傷データ処理プログラム、超音波探傷データ処理装置及び被検体の評価方法 |
| CN115184748B (zh) * | 2022-07-01 | 2025-11-28 | 国网山西省电力公司吕梁供电公司 | 一种基于宽频声学监测高压套管运行状态的系统及方法 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3303418A (en) * | 1963-05-27 | 1967-02-07 | Westinghouse Electric Corp | Electrical apparatus for testing joints having four voltage probes |
| US3777552A (en) * | 1971-11-09 | 1973-12-11 | Wages C | Ultrasonic scanning system for in-place inspection of brazed tube joints |
| US3921440A (en) * | 1975-01-02 | 1975-11-25 | Air Prod & Chem | Ultrasonic pipe testing system |
| US4218922A (en) * | 1978-09-18 | 1980-08-26 | Battelle Development Corporation | Acoustic inspection of solder joints |
| EP0049956A1 (en) * | 1980-10-10 | 1982-04-21 | Imperial Chemical Industries Plc | Ultrasonic identification of damage in lined structures |
| US4961347A (en) * | 1987-11-25 | 1990-10-09 | Ishikawajima-Harima Heavy Industries Co., Ltd. | Probe for ultrasonic flaw detectors |
| US4827487A (en) * | 1987-12-11 | 1989-05-02 | Westinghouse Electric Corp. | Distributed temperature sensing system for stator windings |
| CN1042778A (zh) * | 1988-11-13 | 1990-06-06 | 莫斯科“波曼娜”高等技术学会 | 超声波检测制品焊缝的方法 |
| US5426980A (en) * | 1993-07-19 | 1995-06-27 | General Electric Company | Booted ultrasonic transducer |
| DE4328711A1 (de) * | 1993-08-26 | 1995-03-02 | Foerster Inst Dr Friedrich | Verfahren und Einrichtung zum Prüfen von langgestreckten Gegenständen mit von der Kreisform abweichendem Querschnitt |
| JP3219672B2 (ja) * | 1996-01-31 | 2001-10-15 | 株式会社クボタ | ろう付け部の欠陥の検査方法 |
| JP3283415B2 (ja) | 1996-01-31 | 2002-05-20 | 株式会社クボタ | ろう付け部の欠陥判別方法 |
| JP2001343367A (ja) * | 2000-05-31 | 2001-12-14 | Toshiba Corp | タービン発電機の水冷却ステータコイルクリップの継手接合部の検査方法及び検査装置 |
| US6945113B2 (en) * | 2002-08-02 | 2005-09-20 | Siverling David E | End-to-end ultrasonic inspection of tubular goods |
| US6912905B2 (en) * | 2003-07-11 | 2005-07-05 | Siemens Westinghouse Power Corporation | Automated tool for ultrasonic inspection of brazed joints |
-
2004
- 2004-05-12 JP JP2004142327A patent/JP4444729B2/ja not_active Expired - Fee Related
-
2005
- 2005-04-30 CN CNB2005100694973A patent/CN100422733C/zh not_active Expired - Fee Related
- 2005-04-30 CN CN2007101491299A patent/CN101109730B/zh not_active Expired - Fee Related
- 2005-05-11 EP EP05010268A patent/EP1598665A3/en not_active Withdrawn
- 2005-05-11 US US11/126,239 patent/US7287430B2/en not_active Expired - Lifetime
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9841279B2 (en) | 2015-03-10 | 2017-12-12 | Kabushiki Kaisha Toshiba | Apparatus and method for quantitative evaluation of braze bonding length with use of radiation |
Also Published As
| Publication number | Publication date |
|---|---|
| CN1696688A (zh) | 2005-11-16 |
| CN100422733C (zh) | 2008-10-01 |
| US7287430B2 (en) | 2007-10-30 |
| CN101109730A (zh) | 2008-01-23 |
| JP2005326171A (ja) | 2005-11-24 |
| CN101109730B (zh) | 2010-12-08 |
| EP1598665A2 (en) | 2005-11-23 |
| US20060114002A1 (en) | 2006-06-01 |
| EP1598665A3 (en) | 2006-02-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4444729B2 (ja) | 電気機器巻線の接合部の評価方法および装置 | |
| KR102235832B1 (ko) | 포터블형 용접 결함 검사장치 및 검사방법 | |
| CN114486921A (zh) | 电动马达焊缝质量的自动检查和检验 | |
| US11759890B2 (en) | Laser welding of square butt joints between copper substrates | |
| CN103492764A (zh) | 车辆用驱动力传递装置的制造方法及制造装置 | |
| CN115996813A (zh) | 用于根据oct检测的熔珠或焊珠几何形状来监测和/或调节激光焊接过程的方法以及所属的加工机和计算机程序产品 | |
| CN110545947B (zh) | 具有用于接触钎焊焊丝并与检测器相关联地阻挡激光束的第一部分的夹具的激光钎焊系统、监测激光钎焊系统的方法 | |
| Kumar | Defects associated with welding techniques and their detection methods | |
| JP2021087309A (ja) | ステータの製造方法 | |
| JPH11138291A (ja) | 溶接装置における溶接品質判定装置 | |
| JP4619092B2 (ja) | レーザ溶接継手の検査方法及び検査装置 | |
| JP2009103662A (ja) | レーザ溶接評価方法 | |
| KR101945376B1 (ko) | 스틸 밴드의 용접부 검사 장치 및 검사 방법 | |
| JP2017087217A (ja) | 溶接方法及び溶接部検査方法 | |
| JP4431784B2 (ja) | 極細線熱電対の製造方法及び製造用治具 | |
| JP4923970B2 (ja) | 摩擦点接合部の評価方法およびその装置 | |
| JP6612692B2 (ja) | 渦電流探傷検査用プローブ | |
| JP4054888B2 (ja) | 鋼心アルミより線の接続部の良否判定方法及び装置 | |
| JP7485942B2 (ja) | ラミネートフックの亀裂検査方法 | |
| JP2005156286A (ja) | レールボンド接続部の検査方法 | |
| JP2003211275A (ja) | レーザ溶接評価方法及び装置 | |
| JP3247239B2 (ja) | 非対称のど厚を有する裏波溶接ビードルート止端部の折れ込み状欠陥の防止方法 | |
| JP4811336B2 (ja) | 樹脂溶着品の製造方法 | |
| JP2004077190A (ja) | 接合状態の良否判定方法 | |
| TW201822935A (zh) | 雷射焊接的異常事件的偵測方法及其偵測系統 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060522 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20060522 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20070213 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070214 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20070220 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080908 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090421 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090617 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100112 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100114 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4444729 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130122 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140122 Year of fee payment: 4 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313115 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313115 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |