JP4436062B2 - 運搬用スペーサー - Google Patents
運搬用スペーサー Download PDFInfo
- Publication number
- JP4436062B2 JP4436062B2 JP2003108645A JP2003108645A JP4436062B2 JP 4436062 B2 JP4436062 B2 JP 4436062B2 JP 2003108645 A JP2003108645 A JP 2003108645A JP 2003108645 A JP2003108645 A JP 2003108645A JP 4436062 B2 JP4436062 B2 JP 4436062B2
- Authority
- JP
- Japan
- Prior art keywords
- main body
- synthetic resin
- resin layer
- spacer
- polyolefin resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Landscapes
- Buffer Packaging (AREA)
Description
【発明の属する技術分野】
本発明は、運搬用スペーサーに関するもので、更に詳しくは、トラックの荷台に荷物を積層載置して積み込む際、荷崩れ防止及び緩衝目的で適宜荷物間に介挿設置される運搬用スペーサーに関するものである。
【0002】
【従来の技術】
従来より、トラック輸送する際の荷物の崩れ防止、及び緩衝材としての目的で、荷物間に運搬用スペーサーを設置することが成されている。
この運搬用スペーサーとしては、軽量性、経済性及び緩衝特性の観点等から、ポリスチレン発泡体が多く使用されている。
【0003】
しかし、このポリスチレン発泡体は、使用中の衝撃等によって割れや欠けが生じ易く、繰り返し使用が困難であったと共に、発生した破片や粉体が荷物に付着し、荷物を汚す憂いがあった。
【0004】
また、特許文献1には、発泡合成樹脂製の運搬用スペーサーの表裏板面に形成した冷気通路を伝わって、トラック荷物室内の冷気を、荷物とスペーサーの接触面間に十分行き渡るにした運搬用スペーサーが提案されている。
【0005】
しかし、かかる運搬用スペーサーにあっても、本体はスチロール、ポリエチレン、或いは両者の混合体からなる合成樹脂発泡体のみからなるものであり、加えて表裏板面に冷気通路を形成するための凹部が存在するため、荷物との接触による欠けや割れが更に生じ易く、荷物にその破片や粉体が混入したり、付着したりする憂いが高いものであった。
【0006】
【特許文献1】
登録実用新案第3020363公報
【0007】
【発明が解決しようとする課題】
本発明は、上述した従来の技術が有する課題に鑑み成されたものであって、その目的は、荷物との摩擦や接触によって欠けや割れ、更にはカスの発生が生じ難い運搬用スペーサーを提供することにあり、加えて、繰り返し使用に十分に耐え、且つ軽量性、取扱性及び緩衝特性にも優れた運搬用スペーサーを提供することにある。
【0008】
【課題を解決するための手段】
上記した目的を達成するため、請求項1の運搬用スペーサーは、板状の合成樹脂発泡体で本体が形成され、該本体の全表面が合成樹脂層により被覆されており、荷物室内に積み込まれた荷物間の隙間等に立設状態で介挿設置されて使用される、長さが2,300〜3,000mm、幅が1,000〜1,500mmである正面略矩形状の運搬用スペーサーであって、上記本体を形成する合成樹脂発泡体がポリオレフィン系樹脂発泡体であり、該ポリオレフィン系樹脂発泡体は、板厚が10〜200mm、密度が10〜90g/L、曲げ弾性率が1,000〜30,000KPa、そして75%圧縮後の残留歪みが25%以下であり、上記本体を被覆する合成樹脂層が本体の正面の面積よりも一回り大きい面積でかつ厚みが10〜200μmの2枚のポリオレフィン系樹脂シートからなり、該2枚のポリオレフィン系樹脂シートがそれぞれ上記ポリオレフィン系樹脂発泡体からなる本体の表裏板面に接着されていると共に、本体の周縁の厚み方向の略中央で2枚のポリオレフィン系樹脂シートが互いに接着されているものとした。
【0009】
この請求項1の運搬用スペーサーにおいては、合成樹脂発泡体で形成された本体の全表面が合成樹脂層により被覆されているため、該合成樹脂層により本体の全表面が保護され、荷物との接触或いは摩擦によってカスが発生したり、荷物の積み込み、積み下ろしの際の衝撃等によって欠けや割れが発生することを十分に防ぐことができる。また、本体に欠けや割れが生じても、該本体の全表面を被覆する合成樹脂層の存在により、その破片や粉体等が外部に飛散すること無く、荷物に破片や粉体が混入したり、付着したりすることを確実に阻止することができる。
また、この請求項1の運搬用スペーサーにおいては、上記本体を形成する合成樹脂発泡体をポリオレフィン系樹脂発泡体とし、該ポリオレフィン系樹脂発泡体を、板厚が10〜200mm、密度が10〜90g/L、曲げ弾性率が1,000〜30,000KPa、そして75%圧縮後の残留歪みが25%以下であるものとしているため、繰り返し使用に十分に耐え、且つ軽量性、取扱性及び緩衝特性に優れた運搬用スペーサーとなる。
更に、この請求項1の運搬用スペーサーにおいては、上記本体を被覆する合成樹脂層をポリオレフィン系樹脂シートとしたため、埃、塵が付き難く、また引っ掛かり難い運搬用スペーサーとなる。
また、この請求項1の運搬用スペーサーにおいては、上記本体を被覆する合成樹脂層が本体に接着しているものとしたため、取扱い性が良好で、且つ引っ掛かり等による合成樹脂層の破れが生じ難い運搬用スペーサーとなる。
【0014】
また、請求項2の運搬用スペーサーは、上記請求項1の発明において、上記本体がビーズ発泡成形体により形成された正面矩形状の板体とした。
【0015】
また、請求項3の運搬用スペーサーは、上記請求項1又は2の発明において、上記本体が、周縁部が断面円弧状に形成され、且つ、表裏板面に凹部又は凸部により文字が形成されているものとした。
【0016】
また、請求項4の運搬用スペーサーは、上記請求項1乃至3のいずれかの発明において、上記本体を被覆する合成樹脂層に帯電防止剤が添加されているものとした。
【0017】
【発明の実施の形態】
以下、上記した本発明に係る運搬用スペーサーの実施の形態を、図面等を示して詳細に説明するが、本発明は、何ら下記の実施の形態に限定されるものではない。
【0018】
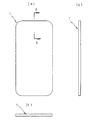
本発明に係る運搬用スペーサー1は、図1に示したように、例えば正面矩形状を呈し、全体が板状に形成されたもので、図2の拡大断面図に示したように、合成樹脂発泡体で形成されている本体2を、合成樹脂層3により被覆した構成と成っている。
【0019】
このような構成の運搬用スペーサー1とすると、合成樹脂層3により本体2が保護され、荷物との接触或いは摩擦によってカスが発生したり、荷物の積み込み、積み下ろしの際の衝撃等によって欠けや割れが発生することを防ぐことができる。また、本体2に欠けや割れが生じても、該本体2を被覆する合成樹脂層3の存在により、その破片、粉体等が荷物に混入したり、付着したりすることを阻止することができる。
【0020】
上記した合成樹脂層3の作用・効果から、該合成樹脂層3による本体2の被覆割合は多ければ多い程好ましく、少なくとも本体2の全表面の50%以上が合成樹脂層3により被覆されているものとする。また、最も荷物との接触或いは摩擦によるカスの発生、また欠けや割れの発生が懸念される本体2の表裏板面を該合成樹脂層3で被覆することは効果的である。更に、経済性及び被覆層の形成作業性等を勘案して許されるのであれば、本体2の全表面を該合成樹脂層3により被覆することは好ましい。
【0021】
なお、上記合成樹脂層3による本体2の被覆割合の算出方法としては、以下のようにして算出された値を採用する。
合成樹脂層による本体の被覆割合(%)=(合成樹脂層による被覆面積/本体の全表面)×100
但し、被覆する合成樹脂層が開口を有するネット状のものである場合にも、該開口面積は無視し、ネット状の合成樹脂層により被覆されている面積をそのまま合成樹脂層による被覆面積とする。
【0022】
上記本発明に係る運搬用スペーサー1の本体2は、合成樹脂発泡体で形成されている。
この本体2を形成する合成樹脂発泡体としては、例えば、耐衝撃性ポリスチレン(HIPS)やポリスチレン等のポリスチレン系樹脂発泡体、ポリメチルメタクリレート等のアクリル系樹脂発泡体、ポリカーボネート等のポリカーボネート系樹脂発泡体、ポリエチレンテレフタレート、ポリエチレンナフタレート、ポリブチレンテレフタレート等のポリエステル系樹脂発泡体、アクリロニトリル系樹脂発泡体、アクリル系及びメタクリル系樹脂発泡体、ポリエチレン、ポリプロピレン等のポリオレフィン系樹脂発泡体、ポリウレタン等のポリウレタン系樹脂発泡体等が挙げられる。
前記した中でも、ポリオレフィン系樹脂発泡体により上記本体2が形成されていることが好ましい。
これは、ポリオレフィン系樹脂発泡体は、可撓性、圧縮歪み回復性及び柔軟性に優れているためである。
【0023】
なお、上記ポリオレフィン系樹脂とは、次の(a)〜(e)のいずれかに該当するものである。
(a)エチレン、プロピレン、ブテン等のα−オレフィンの単独重合体。
(b)2種以上のα−オレフィン同士の共重合体。
(c)α−オレフィン成分と他のモノマー成分とからなる共重合体であって、且つα−オレフィン単位成分比率が50重量%以上、好ましくは60重量%以上、より好ましくは70重量%以上、更に好ましくは80重量%以上、最も好ましくは90重量%以上の共重合体。
(d)上記(a)、(b)及び(c)の群から選ばれた2種以上の混合物。
(e)上記(a)、(b)、(c)及び(d)の群から選ばれた1種又は2種以上と、上記(a)、(b)、(c)又は(d)とは異なる他の合成樹脂成分又は/及び他の合成エラストマー成分との混合樹脂組成物であって、該組成物中のα−オレフィン成分単位比率が50重量%以上、好ましくは60重量%以上、より好ましくは70重量%以上、更に好ましくは80重量%以上、最も好ましくは90重量%以上の混合樹脂組成物。
【0024】
本発明に係る運搬用スペーサー1は、上記ポリオレフィン系樹脂の中でも、特にポリプロピレン系樹脂により上記本体2が形成されていることが好ましい。
これは、ポリプロピレン系樹脂からなるものは強度に優れるため、例えばポリエチレン系樹脂からなるものに比べ、同じ強度をより軽量で実現できるために好ましい。
【0025】
なお、ポリプロピレン系樹脂とは、次の(f)〜(i)のいずれかに該当するものである。
(f)プロピレンの単独重合体。
(g)プロピレン成分と他のモノマー成分とからなる共重合体であって、且つプロピレン単位成分比率が50重量%以上、好ましくは60重量%以上、より好ましくは70重量%以上、更に好ましくは80重量%以上、最も好ましくは90重量%以上の共重合体。
(h)上記(f)及び(g)の群から選ばれた2種以上の混合物。
(i)上記(f)、(g)及び(h)の群から選ばれた1種又は2種以上と、上記(f)、(g)又は(h)とは異なる他の合成樹脂成分又は/及び他の合成エラストマー成分との混合樹脂組成物であって、該組成物中のプロピレン成分単位比率が50重量%以上、好ましくは60重量%以上、より好ましくは70重量%以上、更に好ましくは80重量%以上、最も好ましくは90重量%以上の混合樹脂組成物。
【0026】
また、ポリエチレン系樹脂とは、次の(j)〜(m)のいずれかに該当するものである。
(j)エチレンの単独重合体。
(k)エチレン成分と他のモノマー成分とからなる共重合体であって、且つエチレン単位成分比率が50重量%以上、好ましくは60重量%以上、より好ましくは70重量%以上、更に好ましくは80重量%以上、最も好ましくは90重量%以上の共重合体。
(l)上記(j)及び(k)の群から選ばれた2種以上の混合物。
(m)上記(j)、(k)及び(l)の群から選ばれた1種又は2種以上と、上記(j)、(k)又は(l)とは異なる他の合成樹脂成分又は/及び他の合成エラストマー成分との混合樹脂組成物であって、該組成物中のエチレン成分単位比率が50重量%以上、好ましくは60重量%以上、より好ましくは70重量%以上、更に好ましくは80重量%以上、最も好ましくは90重量%以上の混合樹脂組成物。
【0027】
上記本体2を形成するポリオレフィン系樹脂には、帯電防止剤、気泡調節剤、難燃剤、難燃助剤、無機充填剤等の各種添加剤を必要に応じて必要量を添加することができる。
【0028】
本発明に係る運搬用スペーサー1は、上記ポリオレフィン系樹脂を用い、好適には、ポリオレフィン系樹脂をビーズ状に発泡させてなる発泡粒子を成形金型内に充填し、所定の温度に加熱し、次いで冷却する成形方法、いわゆる型内成形方法により製造されたビーズ発泡成形体により上記本体2が形成されていることが好ましい。
これは、ビーズ発泡成形体は、その表面に切断或いは切削加工面が無く、表面全体に緻密且つ滑らかなスキン層を有するため、カスの発生が少なく、且つ強度の向上を図れて欠けや割れが生じ難いために好ましい。
【0029】
本発明に係る運搬用スペーサー1の上記本体2の形状は、何ら正面視して矩形状のものに限定されず、五角形や六角形等の多角形状、更には楕円形状、円形状であっても良いが、取り扱い易さや使用時の安定性等の観点から、正面矩形状の板体であることが好ましい。正面矩形状の板体とした場合の寸法、特に長さ及び幅は特には限定されないが、通常、長さ1,000〜3,000mm、幅500〜1,500mmとされ、図1に示した実施例品は、長さ2,300mm、幅1,000mmとされている。
また、本発明に係る運搬用スペーサー1の上記本体2の板厚は、緩衝特性と輸送効率の観点から、10〜200mm、好ましくは20〜100mmの板厚とされ、図1に示した実施例品は、20mmの板厚とされている。
【0030】
更に、本発明に係る運搬用スペーサー1の上記本体2の密度は、好適には、ポリオレフィン系樹脂の発泡倍率を調整することにより、緩衝特性、軽量性及び取扱性の観点から、10〜90g/L、好ましくは20〜50g/Lの密度とされている。
なお、前記した密度は、JIS K 7222(1999年)に準拠し、見掛けコア密度により得られた値である。
【0031】
また、本発明に係る運搬用スペーサー1の上記本体2の曲げ弾性率は、好適には、必要最低限の自立性を確保するために、1,000KPa以上とされ、また、変形による緩衝作用及び隙間への挿入作業性等の観点から、30,000KPa以下のものとされている。なお、好ましくは1,200〜25,000KPaの曲げ弾性率とされている。
なお、上記本体2の曲げ弾性率は、JIS K 7221−1(1999年)に準拠して測定した値である。但し、試験片は、合成樹脂層3を取り除いて、スキン無しの厚み5mmのものを使用し、試験片の数は5とした。
【0032】
また、本発明に係る運搬用スペーサー1の上記本体2は、好適には、75%圧縮後の残留歪みが25%以下とされている。
これは、75%圧縮後の残留歪みが25%を越える本体2を使用した運搬用スペーサー1では、繰り返し使用した場合における、該運搬用スペーサーの緩衝特性の維持が期待できないためである。
なお、本発明で言う75%圧縮後の残留歪みは、次のようにして測定された値である。
【0033】
先ず、運搬用スペーサーから、長さ50mm、幅50mm、厚み25mm(厚みが25mm以下の場合は数枚重ねる)の合成樹脂層3を取り除いてスキン無しの本体2の試験片を切り出す。
次に、この試験片を、JIS Z 0234(1976年)のA法に従って、静的圧縮試験を行う。この際の試験条件については次の通りとする。
試験片の厚み方向に10±1mm/分の速度で、当初の試験片の厚み(T0:mm)の25%になるまで圧縮(75%圧縮)し、その後直ちに圧縮した向きとは反対向きに10±1mm/分の速度で圧縮を開放する。解放後直ちに試験片の厚みを測定し、これをT1(mm)とする。この試験における試験片の数は5とした。
以上の測定に基づき、各試験片に対する75%圧縮後の残留歪み(S:%)は、次式により得られる。
S=(T0−T1)×100÷T0
本発明で言う75%圧縮後の残留歪みは、各試験片に対する75%圧縮後の残留歪みの計5つの結果を相加平均した値を言う。
【0034】
上記した各物性を備えた本体2からなる本発明に係る運搬用スペーサー1は、繰り返し使用に十分に耐え、且つ軽量性、取扱性及び緩衝特性にも優れた運搬用スペーサーとなる。
なお、上記した範囲の曲げ弾性率と上記した範囲の残留歪を備えたポリオレフィン系樹脂発泡体としては、株式会社ジェイエスピーのポリプロピレン系樹脂発泡体である商品名「ピーブロック」の内、密度が10〜90g/Lのものや、同社のポリエチレン系樹脂発泡体である商品名「エルブロック」の内、密度が15〜80g/Lのものが例示される。
【0035】
また、本発明に係る運搬用スペーサー1の上記本体2は、図2の拡大断面図に示したように、周縁部2aが断面円弧状に形成されていることが好ましい。
これは、周縁部に面取りが施され、角張った角が無いものとなるため、欠け或いは割れが更に生じ難い運搬用スペーサーとなると共に、該運搬用スペーサーを立てかけた際に床面等との接触面積が小さく、汚れ難いものとなるために好ましい。
【0036】
更に、本発明に係る運搬用スペーサー1の上記本体2の表裏板面に、凹部又は凸部により文字等を形成すると、運搬用スペーサーの意匠性が向上すると共に、他製品との識別が図れ、自己の運搬用スペーサーを容易に認識することができるために好ましく、また本体2の表裏板面に凹部又は凸部が存在すると、該表面を被覆する後に詳述する合成樹脂層3が接着し易く、また合成樹脂層3のシワが該凹部又は凸部に吸収されてシワが少なくなるために好ましい。
なお、運搬用スペーサー1の表裏板面における凹部又は凸部により文字等の形成は、合成樹脂層3を被覆する際に凸部又は凹部の文字を形成しても構わない。この運搬用スペーサー1の表裏板面における凸部又は凹部の文字を形成する方法としては、例えば、加熱可能な金型を用いて形成する方法が挙げられる。
【0037】
本発明に係る運搬用スペーサー1の上記本体2を被覆する上記合成樹脂層3の材料としては、例えば、上記した本体2の形成に好適なポリオレフィン系樹脂の他、ポリ塩化ビニル等の塩化ビニル系樹脂、耐衝撃性ポリスチレン(HIPS)やポリスチレン等のポリスチレン系樹脂、ポリメチルメタクリレート等のアクリル系樹脂、ポリカーボネート等のポリカーボネート系樹脂、ポリエチレンテレフタレート、ポリエチレンナフタレート、ポリブチレンテレフタレート等のポリエステル系樹脂、アクリロニトリル系樹脂、アクリル系及びメタクリル系樹脂、ナイロン6、ナイロン6.6等のポリアミド系樹脂、ポリフェニレンエーテル樹脂、スチレン―ブタジエン共重合体エラストマー、スチレン―イソプレン共重合体エラストマー及びそれらの水添物のスチレン―ブタジエン―ブチレン―スチレンブロック共重合体エラストマー(SBBSともいう)、スチレン―エチレン―ブチレン―スチレンブロック共重合体エラストマー(SEBSともいう)等のスチレン系重合体エラストマー、イソブチレンゴム、ブチルゴム、エチレン−プロピレン重合体ゴム、アクリルゴム、塩素化ポリエチレン、塩素化ポリプロピレン等の合成ゴム等の単体又は2以上の混合物、更にはポリウレタン樹脂等が挙げられる。
【0038】
上記ポリウレタン樹脂としては、ポリカーボネート系ポリオール、ポリエステルジオール、またはポリオキシアルキレンエーテルジオールと、鎖延長剤と、ポリイソシアネートとの重合物であり、溶剤に溶解させたもの、または無溶剤タイプのものを採用できる。
【0039】
上記ポリイソシアネート化合物としては、単、複芳香族環、脂肪族、脂環族系のジ、トリ、テトラ系のポリイソシアネート化合物を用いることができる。ポリカーボネート系ポリオールとしては、ポリアルキレンポリカーボネート系ポリオール、一部をポリオキシアルキレン変性したポリカーボネートで置換した混合物等を採用できる。ポリエステルジオールには、例えばジオールを有するアジペート、カプロラクトン誘導体、カーボネート等を採用できる。ポリオキシアルキレンエーテルジオールとしては、例えば、ポリテトラメチレングリコール、ポリプロピレングリコール、ポリエチレン−プロピレングリコール、ポリプロピレン−エチレングリコール等を採用できる。
【0040】
また、上記鎖延長剤としては、1,4−ブタンジオール、1,6−ヘキサンジオール等のアルキルジオール、第1級または第2級の脂肪族ジアミンを採用できる。溶剤を使用する場合には、ポリウレタンを溶解させる種々の溶剤を使用することができ、例えば、N,N−ジメチルホルムアミド(DMF)、メチルエチルケトン(MEK)、酢酸エチル等を採用できる。
【0041】
上記した合成樹脂の中でも、ポリエチレン系樹脂、ポリプロピレン系樹脂等のポリオレフィン系樹脂で上記合成樹脂層3を形成することが、運搬用スペーサーに緩衝性を付与する上で好ましいと共に、本体2を上記した好適な合成樹脂発泡体であるポリオレフィン系樹脂発泡体により形成した場合に、該本体2を被覆する合成樹脂層3を同系のポリオレフィン系樹脂で形成した場合には、リサイクル時に本体2と被覆層3とを分離する必要が無くなり、リサイクル性が良好な運搬用スペーサーとなるために好ましい。更に、上記観点から、本体2をポリプロピレン系樹脂発泡体により形成した場合に、該本体2を被覆する合成樹脂層3をポリポリプロピレン系樹脂で形成することや、本体2をポリエチレン系樹脂発泡体により形成した場合に、該本体2を被覆する合成樹脂層3をポリエチレン系樹脂で形成することが好ましい態様である。また、摩擦によりカスが発生し難い観点からは、上記した合成樹脂の中でも、ポリエチレン系樹脂、ポリエステル系樹脂を使用することが好ましい。
【0042】
上記した合成樹脂層3を形成する合成樹脂には、必要に応じて添加剤を必要量添加することができる。
添加剤としは、結晶核剤、紫外線吸収剤、酸化防止剤、帯電防止剤、着色剤、気泡調整剤、収縮防止剤、導電性付与剤等が挙げられる。
上記した添加剤の中でも、帯電防止剤を添加することは、運搬用スペーサーの表面に埃、塵が付着し難くなるために好ましい。
【0043】
上記帯電防止剤としては、例えば、ブリードして水分と結合して帯電防止性能を発揮するブリードアウト型帯電防止剤や高分子型帯電防止剤が挙げられるが、ブリードアウト型帯電防止剤は、被保護材の表面をべとつかせたり白化させる問題があるため、高分子型帯電防止剤が好ましい。
【0044】
上記高分子型帯電防止剤としては、数平均分子量が少なくとも300以上、好ましくは300〜300,000、更に好ましくは600〜15,000で、密度が935〜1,500g/L、好ましくは950〜1,200g/Lで、更に表面抵抗率が1.0×1012Ω未満である樹脂が好ましい。
また、この高分子型帯電防止剤には、無機塩又は低分子量有機プロトン酸塩、例えばLiClO4、LiCF3SO3、NaClO4、LiBF4、NaBF4、KBF4、KClO4、KPF3SO3、Ca(ClO4)2、Mg(ClO4)2、Zn(ClO4)2等を含有していても良い。また高分子型帯電防止剤の数平均分子量の上限は50万程度である。
なお、上記数平均分子量は、ゲルパーミエーションクロマトグラフィーを用い、分子量既知のポリスチレンから得られる校正曲線を使用して換算された数平均分子量(ポリスチレン換算値)である。
【0045】
上記物性を備えた高分子型帯電防止剤としては、三洋化成工業株式会社製商品名「ペレスタット300」(ポリエーテル−ポリプロピレンブロック共重合体溶融粘度270Pa・S、融点136℃、結晶化温度90℃、密度990g/L)が市販されている。
【0046】
上記した合成樹脂層3を形成する合成樹脂に上記高分子型帯電防止剤が添加されている場合、その添加量は、合成樹脂100重量部に対して5〜50重量部が適当である。これは、高分子型帯電防止剤の添加量が5重量部に満たない場合には、帯電防止性能が不十分となり、50重量部を超えると、合成樹脂層の形成自体が困難になると共に、安価な合成樹脂層の形成が困難となるためである。
なお、上記した観点から、その下限値は7重量部以上、更には10重量部以上であることがより好ましい。一方、その上限値は40重量部以下、更には30重量部以下であることがより好ましい。
【0047】
上記高分子型帯電防止剤が添加された合成樹脂層3で被覆された運搬用スペーサー1の表面固有抵抗率は、一般的に1.0×1013Ω以下となるが、より埃、塵が付着し難い運搬用スペーサーとする観点からは、合成樹脂層3の表面固有抵抗率が7.0×1012Ω以下、更には5.0×1012Ω以下とすることがより好ましい。
なお、上記表面固有抵抗率は、JIS K 6911(1995年)に準拠して測定したものであり、具体的には、高分子型帯電防止剤を添加した合成樹脂層3の試験片(縦100mm×横100mm×厚み:試験片厚み)を3片切り出し、該試験片を温度23℃、湿度50%の雰囲気下に24時間放置した後、印加電圧500Vで印加してから1分後の表面固有抵抗率を測定し、得られた測定値の平均値を表面固有抵抗率とする。高分子型帯電防止剤を適量添加した合成樹脂の場合、放置時間や湿度条件等に依存せず、製造直後から1.0×1013Ω以下の表面固有抵抗率を示す。
【0048】
本発明において本体2を被覆する上記合成樹脂層3の形態としては、埃、塵が付き難く、また引っ掛かりが少ない等の観点から、シート状であることが好ましいが、開口を有するネット状、或いは繊維からなる織布、不織布等であっても良い。
なお、本明細書においてシート状とは、開口面積が10,000mm2あたり1,000mm2未満のものをいい、その下限は通常0mm2である。
また、合成樹脂層3をネット状のものとした場合、そのネット状の交点は、10,000mm2あたり4箇所以上が好ましく、開口面積は、10,000mm2あたり7,000mm2以下であることが接触によって合成樹脂層3が引っ掛かったり、破けたりし難い観点から好ましく、上記観点から6,000mm2以下がより好ましく、5,000mm2以下が更に好ましい。一方、その下限は1,000mm2である。
【0049】
上記合成樹脂層3の形態がシート状である場合、該シートは延伸されてなることがシワが少なく、また運搬用スペーサーの曲げ強度を向上させる観点から好ましい。
また、この場合、シートは非発泡であっても、発泡でも構わない。発泡している場合、シートの見掛け密度は、本体2を形成する合成樹脂発泡体の見掛け密度よりも大きいものとし、通常、発泡シートの見掛け密度の下限値は、40g/L以上とすることが強度の観点から好ましい。
【0050】
上記合成樹脂層3を形成するシートが発泡の場合、その厚みは、400μm以上であることがカスの発生や衝撃による欠けの発生を防ぐ観点から好ましく、更には500μm 以上がより好ましく、600μm以上が特に好ましい。一方、その上限は、保護作用の限界と経済性との観点から、2,000μm以下が好ましく、1,500μm以下がより好ましく、1,000μm以下が更に好ましい。
【0051】
上記合成樹脂層3を形成するシートが非発泡の場合、その厚みは、10μm以上であることが本体2を保護できる観点から好ましい。かかる観点から20μm以上がより好ましく、30μm以上が特に好ましい。一方、その上限は、表面が固くなり荷物に傷をつける虞れがある観点から、200μm以下が好ましく、150μm以下がより好ましく、100μm以下が更に好ましい。
【0052】
また、上記合成樹脂層3が、例えばポリウレタン樹脂等の塗装による場合、その塗装厚みは、500μm以上であることがカスの発生や衝撃による欠けの発生を防ぐ観点から好ましい。かかる観点から600μm以上がより好ましく、700μm以上が特に好ましい。一方、その上限は、運搬用スペーサーの重量が軽量となる観点から2,000μm以下が好ましく、1,500μm以下がより好ましく、1,000μm以下が更に好ましい。
【0053】
上記本体2を被覆する合成樹脂層3は、本体2に接着していても、接着していなくとも構わないが、取扱い性、及び引っ掛かりによる破れ易さ等を考慮した場合、本体2に接着していることが好ましい。
【0054】
本体2に合成樹脂層3が接着している場合、その接着は、部分的であっても全面であっても良く、その接着方法としては、例えば、接着剤を用いて接着する方法や、本体2と融着する合成樹脂を用いて直接接着する方法が挙げられる。また、本体2の表面にプライマーを塗布してから、ポリウレタン樹脂等を吹き付ける方法が挙げられる。
【0055】
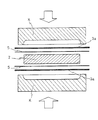
上記接着剤を用いて接着する方法としては、例えば、図3に示したように、加熱できる金型Kを用い、本体2の上下に、該本体2より一回り大きい面積の接着剤シートS、及び合成樹脂層3を形成する合成樹脂シート3aを各々置いて加圧し、該本体2の全表面に合成樹脂層3を接着させる方法がある。この際、運搬用スペーサーの周縁にある合成樹脂層3(以下、「耳部」という)は取り除いても取り除かなくとも構わない。長手方向の部分だけ耳部がある場合、運搬用スペーサーを出し入れする際の取っ手として該耳部を用いることができる。
【0056】
上記接着剤シートSを形成する基材樹脂としては、例えば、エチレン−α−オレフィン共重合体、プロピレン−α−オレフィン共重体、エチレン−酢酸ビニル共重合体の中から選ばれる少なくとも1種以上が挙げられる。また、該接着剤シートSを形成する基材樹脂の軟化温度は、40〜120℃が好ましく、40〜100℃がより好ましく、40〜90℃が特に好ましい。前記したビカット軟化温度範囲内の基材樹脂を用いると、合成樹脂層3や合成樹脂発泡体で形成されている本体2に溶融や変形などを生じさせることなく、合成樹脂層3と該本体2とを接着できるので好ましい。
なお、上記ビカット軟化温度の条件は、JIS K 7206(1991年)(試験荷重はA法、液体加熱法で昇温速度は120℃/時の条件)にて求められる値を示す。
【0057】
前記した接着剤シートSの厚みは、10〜100μmが好ましい。10μm未満では十分な接着強度が得られない虞がある。一方、100μmを超えると接着用樹脂が無駄になるばかりでなく、作業性が悪くなる。
【0058】
上記物性を備えた接着剤シートとしては、東セロ株式会社製商品名「CMPS009」(エチレン−酢酸ビニル共重合体を含有するポリオレフィン系樹脂、ビカット軟化温度50℃、厚み30μmのフイルム)が市販されている。
【0059】
一方、合成樹脂層3を本体2に接着しないで被覆する方法としては、合成樹脂製の袋に該本体2を入れ、開口部をテープ等で止める方法や、熱により収縮する合成樹脂シートを用いて該本体2に被覆する方法や、前記したポリウレタン樹脂等を吹き付ける方法において、該本体2の表面にプライマーを塗布することなくポリウレタン樹脂等を吹き付ける方法が挙げられる。
【0060】
上記した構成の本発明に係る運搬用スペーサー1は、図4に示したように、トラックTの荷物室内に、梱包した品物AをパレットP上に積層載置して積み込む際、荷崩れ防止及び緩衝目的で、適宜荷物A,A間、及び荷物AとトラックTとの隙間に介挿設置されて使用される。
【0061】
【発明の効果】
以上、説明した本発明に係る運搬用スペーサーによれば、合成樹脂発泡体で形成された本体が合成樹脂層により被覆されているため、該合成樹脂層により本体が保護され、荷物との接触或いは摩擦によってカスが発生したり、荷物の積み込み、積み下ろしの際の衝撃等によって欠けや割れが発生することを防ぐことができる。また、本体に欠けや割れが生じても、該本体を被覆する合成樹脂層の存在により、その破片や粉体等が荷物に混入したり、付着したりすることを阻止することができる。
【図面の簡単な説明】
【図1】本発明に係る運搬用スペーサーの一例を示した図であって、(a)は正面図、(b)は右側面図、(c)は底面図である。
【図2】図1(a)のX−X線に沿う部分の拡大断面図である。
【図3】本発明に係る運搬用スペーサーの製造方法の一例を示した概念的な断面図である。
【図4】本発明に係る運搬用スペーサーの使用状態の一例を概念的に示した図である。
【符号の説明】
1 運搬用スペーサー
2 本体
2a 本体の周縁部
3 合成樹脂層
3a 合成樹脂シート
T トラック
A 荷物
P パレット
K 金型
S 接着剤シート
Claims (4)
- 板状の合成樹脂発泡体で本体が形成され、該本体の全表面が合成樹脂層により被覆されており、荷物室内に積み込まれた荷物間の隙間等に立設状態で介挿設置されて使用される、長さが2,300〜3,000mm、幅が1,000〜1,500mmである正面略矩形状の運搬用スペーサーであって、上記本体を形成する合成樹脂発泡体がポリオレフィン系樹脂発泡体であり、該ポリオレフィン系樹脂発泡体は、板厚が10〜200mm、密度が10〜90g/L、曲げ弾性率が1,000〜30,000KPa、そして75%圧縮後の残留歪みが25%以下であり、上記本体を被覆する合成樹脂層が本体の正面の面積よりも一回り大きい面積でかつ厚みが10〜200μmの2枚のポリオレフィン系樹脂シートからなり、該2枚のポリオレフィン系樹脂シートがそれぞれ上記ポリオレフィン系樹脂発泡体からなる本体の表裏板面に接着されていると共に、本体の周縁の厚み方向の略中央で2枚のポリオレフィン系樹脂シートが互いに接着されていることを特徴とする、運搬用スペーサー。
- 上記本体がビーズ発泡成形体により形成された正面矩形状の板体であることを特徴とする、請求項1に記載の運搬用スペーサー。
- 上記本体が、周縁部が断面円弧状に形成され、且つ、表裏板面に凹部又は凸部により文字が形成されていることを特徴とする、請求項1又は2に記載の運搬用スペーサー。
- 上記本体を被覆する合成樹脂層に帯電防止剤が添加されていることを特徴とする、請求項1乃至3のいずれか記載の運搬用スペーサー。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003108645A JP4436062B2 (ja) | 2003-04-14 | 2003-04-14 | 運搬用スペーサー |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003108645A JP4436062B2 (ja) | 2003-04-14 | 2003-04-14 | 運搬用スペーサー |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004314989A JP2004314989A (ja) | 2004-11-11 |
| JP4436062B2 true JP4436062B2 (ja) | 2010-03-24 |
Family
ID=33470043
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003108645A Expired - Fee Related JP4436062B2 (ja) | 2003-04-14 | 2003-04-14 | 運搬用スペーサー |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4436062B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6554437B2 (ja) * | 2015-09-03 | 2019-07-31 | 積水化成品工業株式会社 | ロボットアーム |
| WO2022244455A1 (ja) * | 2021-05-21 | 2022-11-24 | 株式会社カネカ | 運搬用スペーサーおよび運搬用スペーサーの製造方法 |
| CN113353453B (zh) * | 2021-05-31 | 2023-02-14 | 彩虹(合肥)液晶玻璃有限公司 | 一种衬垫 |
-
2003
- 2003-04-14 JP JP2003108645A patent/JP4436062B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004314989A (ja) | 2004-11-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101546544B1 (ko) | 적층 폴리에틸렌 수지 발포 시트 | |
| JP6467825B2 (ja) | シーラントフィルム | |
| TWM323457U (en) | Box for delivering glass substrate and packing body for delivering the same | |
| US20060057318A1 (en) | Multi-layer structure with potassium ionomer | |
| JPWO2016152836A1 (ja) | ポリエチレン系フィルム | |
| JP3616617B2 (ja) | ポリオレフィン系樹脂積層発泡体 | |
| JP5723698B2 (ja) | 積層発泡シート | |
| JP4436062B2 (ja) | 運搬用スペーサー | |
| JPWO2016152835A1 (ja) | ポリエチレン系フィルム | |
| JP3795776B2 (ja) | 帯電防止性樹脂組成物 | |
| JP4157310B2 (ja) | 帯電防止性ポリプロピレン系樹脂積層発泡シート及び包装用成形体 | |
| JP4493000B2 (ja) | ポリオレフィン系樹脂発泡シート | |
| CN1850888B (zh) | 共挤出层压发泡体及其成形体 | |
| CN100575215C (zh) | 基板输送用发泡箱 | |
| KR102645906B1 (ko) | 폴리올레핀계 수지 적층 발포 시트 및 그 적층 발포 시트로 이루어지는 유리판용 간지 | |
| JP3114957U (ja) | 運搬用スペーサー | |
| JP3114957U7 (ja) | ||
| JP2006036288A (ja) | フィルムロール梱包用折畳式通い箱 | |
| JP2009262934A (ja) | 荷物運搬用緩衝板 | |
| JPH08276934A (ja) | 発泡体製パレット | |
| US20030138622A1 (en) | Polyolefin foam/film composite structure and method for making same | |
| JP2007196558A (ja) | 白色の多層ポリエチレン系フィルムおよび包装袋 | |
| JP5738072B2 (ja) | 積層シート並びに成形体及びその使用方法 | |
| JP3231095U (ja) | 仕切り材 | |
| JP4316205B2 (ja) | 運搬用スペーサー |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060405 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090120 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090217 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090415 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090630 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090828 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20091208 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20091225 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4436062 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130108 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130108 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140108 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |