JP4399236B2 - 化粧建築板及びその製造方法 - Google Patents
化粧建築板及びその製造方法 Download PDFInfo
- Publication number
- JP4399236B2 JP4399236B2 JP2003364973A JP2003364973A JP4399236B2 JP 4399236 B2 JP4399236 B2 JP 4399236B2 JP 2003364973 A JP2003364973 A JP 2003364973A JP 2003364973 A JP2003364973 A JP 2003364973A JP 4399236 B2 JP4399236 B2 JP 4399236B2
- Authority
- JP
- Japan
- Prior art keywords
- decorative
- powder
- building board
- granular material
- powder particles
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images











Landscapes
- Aftertreatments Of Artificial And Natural Stones (AREA)
- Finishing Walls (AREA)
Description
図1は、本発明の実施形態1に係る化粧建築板Aの全体平面図であり、図2はその部分拡大平面図であり、さらに図3は図2のIII−III線断面図である。
図4及び図5は、本発明の実施形態2に係る化粧建築板Bを示し、図4はその部分拡大平面図であり、また図5は図4のV−V線断面図である。
本発明の化粧建築板は、上記実施形態のものA,Bに限定されるものではない。例えば、上記実施形態では、石柄調表面化粧部2を有するものについて述べたが、陶磁器タイル柄、煉瓦柄、土壁柄等種々の表面化粧部を有するものにも適用することができる。
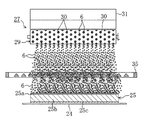
次に、本発明の実施形態に係る化粧建築板の製造方法を図面に基づき説明する。図6は、その製造工程の一例を示し、先ず、無機質基板1を構成する自硬性無機質材料と木質材料とを主原料とする原料を混合して、表面層用、芯層用、裏面層用の自硬性半乾式組成物を調整する。
1 矩形状無機質基板
1a 表面層
2 石柄調表面化粧部
3 継ぎ目模様部
4 エンボス凹凸模様部
5 第1の装飾用粉粒状物
6 第2の装飾用粉粒状物
7 目地溝凹部
8 第4の装飾用粉粒状物
25 未硬化無機質マット
25′ 未硬化無機質板
25″ 硬化無機質板
25a 表面層
26 第1の装飾用粉粒状物散布装置
27 第2の装飾用粉粒状物散布装置
29 回転ドラム体(回転ローラ手段)
30 孔部
31 ホッパー状供給体(装飾用粉粒状物供給手段)
33 振動板(加振手段)
35 可動性遮蔽板(可動性遮蔽体)
40 第3の装飾用粉粒状物
41 第3の装飾用粉粒状物散布装置
50 エンボス凹凸型板
50a 凸部
Claims (5)
- 表面に多数の孔部を有し、該孔部から第1の装飾用粉粒状物を落下させる回転ローラ手段と、該回転ローラ手段の孔部に第1の装飾用粉粒状物を供給する装飾用粉粒状物供給手段とを少なくとも備えた第1の装飾用粉粒状物散布装置を用いて、未硬化無機質マットの表面に第1の装飾用粉粒状物を散布する工程と、
表面に多数の孔部を有し、該孔部から第2の装飾用粉粒状物を落下させる回転ローラ手段と、該回転ローラ手段の孔部に第2の装飾用粉粒状物を供給する装飾用粉粒状物供給手段と、上記回転ローラ手段の孔部から落下する第2の装飾用粉粒状物の落下を遮断し又は落下方向を変える可動性遮蔽体とを備えた第2の装飾用粉粒状物散布装置を用いて、上記第1の装飾用粉粒状物が散布された未硬化無機質マットの表面に、第1の装飾用粉粒状物の一部を覆うように、第2の装飾用粉粒状物を散布する工程と、
上記第1及び第2の装飾用粉粒状物が散布された未硬化無機質マットの表面にエンボス凹凸型板を載置して該未硬化無機質マットを加圧圧締した後に養生し、表面に上記第1及び第2の装飾用粉粒状物が固着された、凹凸模様部を有する無機質板に形成する工程とを少なくとも備えていることを特徴とする化粧建築板の製造方法。 - 請求項1に記載の化粧建築板の製造方法において、
第1の装飾用粉粒状物散布装置は、回転ローラ手段の孔部から落下した第1の装飾用粉粒状物を、振動を加えながら散布する加振手段を備えていることを特徴とする化粧建築板の製造方法。 - 請求項1又は2に記載の化粧建築板の製造方法において、
第1及び第2の装飾用粉粒状物が散布された未硬化無機質マットの表面に、第3の装飾用粉粒状物散布装置によって、第1及び第2の装飾用粉粒状物の少なくとも一方の一部を覆うように第3の装飾用粉粒状物を部分的に散布する工程を備えていることを特徴とする化粧建築板の製造方法。 - 請求項1〜3のいずれか1つに記載の化粧建築板の製造方法において、
エンボス凹凸型板の凸部は目地溝凹部を形成するための凸部であり、
上記凸部表面に第4の装飾用粉粒状物を付着させる工程を有し、
未硬化無機質マットをその表面にエンボス凹凸型板を載置して加圧圧締することにより、エンボス凹凸型板の凸部により目地溝凹部を形成するとともに、該目地溝凹部に固着している装飾用粉粒状物を覆うように上記第4の装飾用粉粒状物を固着させることを特徴とする化粧建築板の製造方法。 - 請求項1〜4のいずれか1つに記載の化粧建築板の製造方法において、
未硬化無機質マットの表面層は、着色顔料が混入された着色表面層に形成されていることを特徴とする化粧建築板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003364973A JP4399236B2 (ja) | 2003-10-24 | 2003-10-24 | 化粧建築板及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003364973A JP4399236B2 (ja) | 2003-10-24 | 2003-10-24 | 化粧建築板及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005127057A JP2005127057A (ja) | 2005-05-19 |
| JP4399236B2 true JP4399236B2 (ja) | 2010-01-13 |
Family
ID=34643791
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003364973A Expired - Fee Related JP4399236B2 (ja) | 2003-10-24 | 2003-10-24 | 化粧建築板及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4399236B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114394853B (zh) * | 2021-12-28 | 2023-03-24 | 福建省德化县聚美陶瓷有限公司 | 仿出砖入石釉面陶瓷花盆及其制备方法 |
-
2003
- 2003-10-24 JP JP2003364973A patent/JP4399236B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005127057A (ja) | 2005-05-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2005034815A (ja) | 装飾用粉粒状物散布装置、およびこの装置を用いた建築用化粧板の製造方法 | |
| JP5420869B2 (ja) | 無機質系化粧建築板およびその製造方法 | |
| CN109989548A (zh) | 一种uhpc仿石材外墙挂板及制作工艺 | |
| CN106585258A (zh) | 柔性仿洞石贴片石及其制备方法 | |
| CN106630805A (zh) | 仿石材混凝土装饰板及其制备方法 | |
| JP4399236B2 (ja) | 化粧建築板及びその製造方法 | |
| JP4354746B2 (ja) | 装飾用粉粒状物散布装置、およびこの装置を用いた化粧建築板の製造方法 | |
| JP2664626B2 (ja) | 建築用化粧板の製造方法 | |
| JP4467953B2 (ja) | 無機質化粧建築板およびその製造方法 | |
| RU2306228C2 (ru) | Способ получения декоративного изображения | |
| JP3968447B2 (ja) | 内外装用パネル及びその製造方法 | |
| JP2004100375A (ja) | 建築板およびその塗装方法 | |
| JP3340667B2 (ja) | 人造石板の製造方法 | |
| JP3741540B2 (ja) | 繊維補強セメント板の化粧方法 | |
| JP3176044B2 (ja) | 窯業系建築板及びその製造方法 | |
| JP3222836B2 (ja) | 縞状色模様表装材とその製造方法及び製造装置 | |
| JP2000127329A (ja) | 化粧板 | |
| JP2005048485A (ja) | 無機質化粧建築板およびその製造方法 | |
| JP4377179B2 (ja) | 無機質化粧板の製造方法 | |
| JP4421861B2 (ja) | 無機質化粧板及びその製造方法 | |
| JPH11348022A (ja) | 繊維補強セメント板の化粧方法 | |
| JPH07217053A (ja) | 建築用又は土木用化粧コンクリート材及びその製造方法 | |
| JPH07100991A (ja) | 天然石模様を有する装飾材の製造方法 | |
| JPH0722735B2 (ja) | 建築用板の製造方法 | |
| JPH07290436A (ja) | 無機質セメント板の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20041028 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20050721 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060927 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20081128 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090707 |
|
| RD05 | Notification of revocation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7425 Effective date: 20090722 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090728 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20091020 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20091026 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121030 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4399236 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131030 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |