JP4399111B2 - 自己接着性テープの製造方法 - Google Patents
自己接着性テープの製造方法 Download PDFInfo
- Publication number
- JP4399111B2 JP4399111B2 JP2000532262A JP2000532262A JP4399111B2 JP 4399111 B2 JP4399111 B2 JP 4399111B2 JP 2000532262 A JP2000532262 A JP 2000532262A JP 2000532262 A JP2000532262 A JP 2000532262A JP 4399111 B2 JP4399111 B2 JP 4399111B2
- Authority
- JP
- Japan
- Prior art keywords
- self
- adhesive composition
- extruder
- roll
- planetary
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 239000002390 adhesive tape Substances 0.000 title claims description 35
- 238000004519 manufacturing process Methods 0.000 title claims description 29
- 239000000203 mixture Substances 0.000 claims description 161
- 239000000853 adhesive Substances 0.000 claims description 121
- 238000000034 method Methods 0.000 claims description 108
- 238000000576 coating method Methods 0.000 claims description 56
- 239000011248 coating agent Substances 0.000 claims description 50
- 230000001070 adhesive effect Effects 0.000 claims description 48
- 229920001971 elastomer Polymers 0.000 claims description 40
- 239000000463 material Substances 0.000 claims description 39
- 230000008569 process Effects 0.000 claims description 34
- 238000011049 filling Methods 0.000 claims description 31
- 229920005989 resin Polymers 0.000 claims description 28
- 239000011347 resin Substances 0.000 claims description 28
- 238000013329 compounding Methods 0.000 claims description 26
- 229920002725 thermoplastic elastomer Polymers 0.000 claims description 25
- 239000005060 rubber Substances 0.000 claims description 22
- 239000004014 plasticizer Substances 0.000 claims description 21
- 239000002904 solvent Substances 0.000 claims description 20
- 239000000806 elastomer Substances 0.000 claims description 18
- 239000003431 cross linking reagent Substances 0.000 claims description 16
- 239000007787 solid Substances 0.000 claims description 16
- 239000007788 liquid Substances 0.000 claims description 15
- 244000043261 Hevea brasiliensis Species 0.000 claims description 14
- 229920003052 natural elastomer Polymers 0.000 claims description 14
- 229920001194 natural rubber Polymers 0.000 claims description 14
- 238000002156 mixing Methods 0.000 claims description 13
- 239000004971 Cross linker Substances 0.000 claims description 9
- 238000003490 calendering Methods 0.000 claims description 8
- 239000000945 filler Substances 0.000 claims description 7
- 229920003051 synthetic elastomer Polymers 0.000 claims description 7
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 claims description 6
- 238000010894 electron beam technology Methods 0.000 claims description 6
- 229910052717 sulfur Inorganic materials 0.000 claims description 6
- 239000011593 sulfur Substances 0.000 claims description 6
- 230000002829 reductive effect Effects 0.000 claims description 5
- 239000005062 Polybutadiene Substances 0.000 claims description 4
- 229920005549 butyl rubber Polymers 0.000 claims description 4
- 239000005038 ethylene vinyl acetate Substances 0.000 claims description 4
- 239000005011 phenolic resin Substances 0.000 claims description 4
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 claims description 4
- 229920002857 polybutadiene Polymers 0.000 claims description 4
- 238000001125 extrusion Methods 0.000 claims description 3
- 229920001568 phenolic resin Polymers 0.000 claims description 3
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 claims description 2
- 239000003086 colorant Substances 0.000 claims description 2
- 125000005442 diisocyanate group Chemical group 0.000 claims description 2
- 229920005555 halobutyl Polymers 0.000 claims description 2
- 229920003048 styrene butadiene rubber Polymers 0.000 claims description 2
- KXGFMDJXCMQABM-UHFFFAOYSA-N 2-methoxy-6-methylphenol Chemical compound [CH]OC1=CC=CC([CH])=C1O KXGFMDJXCMQABM-UHFFFAOYSA-N 0.000 claims 1
- 239000004820 Pressure-sensitive adhesive Substances 0.000 description 24
- 239000000123 paper Substances 0.000 description 17
- 238000004132 cross linking Methods 0.000 description 16
- 239000010410 layer Substances 0.000 description 16
- 238000010077 mastication Methods 0.000 description 11
- 230000018984 mastication Effects 0.000 description 11
- 239000004744 fabric Substances 0.000 description 9
- 239000003921 oil Substances 0.000 description 9
- 235000019198 oils Nutrition 0.000 description 9
- 239000004615 ingredient Substances 0.000 description 8
- 238000010030 laminating Methods 0.000 description 8
- -1 polyethylene Polymers 0.000 description 8
- 239000004698 Polyethylene Substances 0.000 description 7
- 239000012876 carrier material Substances 0.000 description 7
- 230000000873 masking effect Effects 0.000 description 7
- 229920000573 polyethylene Polymers 0.000 description 7
- 238000012545 processing Methods 0.000 description 7
- 239000000835 fiber Substances 0.000 description 6
- 239000004753 textile Substances 0.000 description 6
- 238000001816 cooling Methods 0.000 description 5
- 238000005520 cutting process Methods 0.000 description 5
- 230000000694 effects Effects 0.000 description 5
- 239000011261 inert gas Substances 0.000 description 5
- 229920000642 polymer Polymers 0.000 description 5
- 229920001296 polysiloxane Polymers 0.000 description 5
- 239000000126 substance Substances 0.000 description 5
- 239000005061 synthetic rubber Substances 0.000 description 5
- 238000012546 transfer Methods 0.000 description 5
- 239000013032 Hydrocarbon resin Substances 0.000 description 4
- 229920000297 Rayon Polymers 0.000 description 4
- 239000012298 atmosphere Substances 0.000 description 4
- 230000008901 benefit Effects 0.000 description 4
- 229920001400 block copolymer Polymers 0.000 description 4
- 238000013461 design Methods 0.000 description 4
- 229920006270 hydrocarbon resin Polymers 0.000 description 4
- 238000002347 injection Methods 0.000 description 4
- 239000007924 injection Substances 0.000 description 4
- 239000012948 isocyanate Substances 0.000 description 4
- 150000002513 isocyanates Chemical class 0.000 description 4
- 229920000728 polyester Polymers 0.000 description 4
- 239000000843 powder Substances 0.000 description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 4
- RSWGJHLUYNHPMX-UHFFFAOYSA-N Abietic-Saeure Natural products C12CCC(C(C)C)=CC2=CCC2C1(C)CCCC2(C)C(O)=O RSWGJHLUYNHPMX-UHFFFAOYSA-N 0.000 description 3
- 229920000742 Cotton Polymers 0.000 description 3
- WSFSSNUMVMOOMR-UHFFFAOYSA-N Formaldehyde Chemical compound O=C WSFSSNUMVMOOMR-UHFFFAOYSA-N 0.000 description 3
- 239000004793 Polystyrene Substances 0.000 description 3
- KHPCPRHQVVSZAH-HUOMCSJISA-N Rosin Natural products O(C/C=C/c1ccccc1)[C@H]1[C@H](O)[C@@H](O)[C@@H](O)[C@@H](CO)O1 KHPCPRHQVVSZAH-HUOMCSJISA-N 0.000 description 3
- 239000000654 additive Substances 0.000 description 3
- 239000002313 adhesive film Substances 0.000 description 3
- 238000006243 chemical reaction Methods 0.000 description 3
- 239000003795 chemical substances by application Substances 0.000 description 3
- 239000000498 cooling water Substances 0.000 description 3
- 239000006185 dispersion Substances 0.000 description 3
- 239000012530 fluid Substances 0.000 description 3
- 239000008187 granular material Substances 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 3
- 238000000265 homogenisation Methods 0.000 description 3
- 239000000155 melt Substances 0.000 description 3
- 238000004806 packaging method and process Methods 0.000 description 3
- 229920002223 polystyrene Polymers 0.000 description 3
- 230000005855 radiation Effects 0.000 description 3
- 239000002964 rayon Substances 0.000 description 3
- 150000003505 terpenes Chemical class 0.000 description 3
- 235000007586 terpenes Nutrition 0.000 description 3
- KHPCPRHQVVSZAH-UHFFFAOYSA-N trans-cinnamyl beta-D-glucopyranoside Natural products OC1C(O)C(O)C(CO)OC1OCC=CC1=CC=CC=C1 KHPCPRHQVVSZAH-UHFFFAOYSA-N 0.000 description 3
- 238000004073 vulcanization Methods 0.000 description 3
- VSKJLJHPAFKHBX-UHFFFAOYSA-N 2-methylbuta-1,3-diene;styrene Chemical compound CC(=C)C=C.C=CC1=CC=CC=C1.C=CC1=CC=CC=C1 VSKJLJHPAFKHBX-UHFFFAOYSA-N 0.000 description 2
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- KXDHJXZQYSOELW-UHFFFAOYSA-M Carbamate Chemical compound NC([O-])=O KXDHJXZQYSOELW-UHFFFAOYSA-M 0.000 description 2
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 2
- 239000004831 Hot glue Substances 0.000 description 2
- 229920000459 Nitrile rubber Polymers 0.000 description 2
- 150000001252 acrylic acid derivatives Chemical class 0.000 description 2
- 239000012190 activator Substances 0.000 description 2
- 239000004840 adhesive resin Substances 0.000 description 2
- 229920006223 adhesive resin Polymers 0.000 description 2
- 230000003712 anti-aging effect Effects 0.000 description 2
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 2
- 229920006378 biaxially oriented polypropylene Polymers 0.000 description 2
- 239000011127 biaxially oriented polypropylene Substances 0.000 description 2
- FACXGONDLDSNOE-UHFFFAOYSA-N buta-1,3-diene;styrene Chemical compound C=CC=C.C=CC1=CC=CC=C1.C=CC1=CC=CC=C1 FACXGONDLDSNOE-UHFFFAOYSA-N 0.000 description 2
- 238000010382 chemical cross-linking Methods 0.000 description 2
- 238000007796 conventional method Methods 0.000 description 2
- 230000005672 electromagnetic field Effects 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 239000006261 foam material Substances 0.000 description 2
- 125000000524 functional group Chemical group 0.000 description 2
- 230000001771 impaired effect Effects 0.000 description 2
- 230000005865 ionizing radiation Effects 0.000 description 2
- 238000005304 joining Methods 0.000 description 2
- 230000014759 maintenance of location Effects 0.000 description 2
- 239000012528 membrane Substances 0.000 description 2
- 239000001301 oxygen Substances 0.000 description 2
- 229910052760 oxygen Inorganic materials 0.000 description 2
- 229920002635 polyurethane Polymers 0.000 description 2
- 239000004814 polyurethane Substances 0.000 description 2
- 230000000717 retained effect Effects 0.000 description 2
- 238000007761 roller coating Methods 0.000 description 2
- 238000010008 shearing Methods 0.000 description 2
- 229920000468 styrene butadiene styrene block copolymer Polymers 0.000 description 2
- 229920001169 thermoplastic Polymers 0.000 description 2
- 239000004416 thermosoftening plastic Substances 0.000 description 2
- 239000013585 weight reducing agent Substances 0.000 description 2
- ROGIWVXWXZRRMZ-UHFFFAOYSA-N 2-methylbuta-1,3-diene;styrene Chemical compound CC(=C)C=C.C=CC1=CC=CC=C1 ROGIWVXWXZRRMZ-UHFFFAOYSA-N 0.000 description 1
- AQWSFUIGRSMCST-UHFFFAOYSA-N 3-pyridin-3-ylsulfonyl-5-(trifluoromethyl)chromen-2-one Chemical compound N1=CC(=CC=C1)S(=O)(=O)C=1C(OC2=CC=CC(=C2C=1)C(F)(F)F)=O AQWSFUIGRSMCST-UHFFFAOYSA-N 0.000 description 1
- 239000004925 Acrylic resin Substances 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- 229920002799 BoPET Polymers 0.000 description 1
- PNVJTZOFSHSLTO-UHFFFAOYSA-N Fenthion Chemical compound COP(=S)(OC)OC1=CC=C(SC)C(C)=C1 PNVJTZOFSHSLTO-UHFFFAOYSA-N 0.000 description 1
- 229920000877 Melamine resin Polymers 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 230000004913 activation Effects 0.000 description 1
- 239000012790 adhesive layer Substances 0.000 description 1
- 238000004220 aggregation Methods 0.000 description 1
- 230000002776 aggregation Effects 0.000 description 1
- 125000001931 aliphatic group Chemical group 0.000 description 1
- 229920006271 aliphatic hydrocarbon resin Polymers 0.000 description 1
- 239000010775 animal oil Substances 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 229910052786 argon Inorganic materials 0.000 description 1
- 229920006272 aromatic hydrocarbon resin Polymers 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 239000001569 carbon dioxide Substances 0.000 description 1
- 229910002092 carbon dioxide Inorganic materials 0.000 description 1
- 239000000969 carrier Substances 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000013043 chemical agent Substances 0.000 description 1
- 239000008199 coating composition Substances 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000007323 disproportionation reaction Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 238000005265 energy consumption Methods 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- 230000005284 excitation Effects 0.000 description 1
- 239000003925 fat Substances 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 238000009472 formulation Methods 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 239000008240 homogeneous mixture Substances 0.000 description 1
- 238000005984 hydrogenation reaction Methods 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000010348 incorporation Methods 0.000 description 1
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 1
- 238000002955 isolation Methods 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 230000000670 limiting effect Effects 0.000 description 1
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 230000036961 partial effect Effects 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 230000002572 peristaltic effect Effects 0.000 description 1
- 125000005498 phthalate group Chemical class 0.000 description 1
- 230000036314 physical performance Effects 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 239000004645 polyester resin Substances 0.000 description 1
- 229920001195 polyisoprene Polymers 0.000 description 1
- 238000010094 polymer processing Methods 0.000 description 1
- 238000006116 polymerization reaction Methods 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000007639 printing Methods 0.000 description 1
- 230000009257 reactivity Effects 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 239000000523 sample Substances 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 238000001228 spectrum Methods 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 239000000454 talc Substances 0.000 description 1
- 229910052623 talc Inorganic materials 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 1
- 239000002966 varnish Substances 0.000 description 1
- 235000015112 vegetable and seed oil Nutrition 0.000 description 1
- 235000019871 vegetable fat Nutrition 0.000 description 1
- 239000008158 vegetable oil Substances 0.000 description 1
- 239000002759 woven fabric Substances 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/22—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of indefinite length
- B29C43/24—Calendering
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D5/00—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures
- B05D5/10—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures to obtain an adhesive surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/30—Mixing; Kneading continuous, with mechanical mixing or kneading devices
- B29B7/34—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices
- B29B7/38—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary
- B29B7/40—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with single shaft
- B29B7/42—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with single shaft with screw or helix
- B29B7/426—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with single shaft with screw or helix with consecutive casings or screws, e.g. for charging, discharging, mixing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/30—Mixing; Kneading continuous, with mechanical mixing or kneading devices
- B29B7/34—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices
- B29B7/38—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary
- B29B7/46—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft
- B29B7/48—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft with intermeshing devices, e.g. screws
- B29B7/485—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft with intermeshing devices, e.g. screws with three or more shafts provided with screws
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/30—Mixing; Kneading continuous, with mechanical mixing or kneading devices
- B29B7/34—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices
- B29B7/38—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary
- B29B7/46—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft
- B29B7/48—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft with intermeshing devices, e.g. screws
- B29B7/487—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft with intermeshing devices, e.g. screws with consecutive casings or screws, e.g. for feeding, discharging, mixing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/30—Mixing; Kneading continuous, with mechanical mixing or kneading devices
- B29B7/34—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices
- B29B7/38—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary
- B29B7/46—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft
- B29B7/48—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft with intermeshing devices, e.g. screws
- B29B7/488—Parts, e.g. casings, sealings; Accessories, e.g. flow controlling or throttling devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/74—Mixing; Kneading using other mixers or combinations of mixers, e.g. of dissimilar mixers ; Plant
- B29B7/7476—Systems, i.e. flow charts or diagrams; Plants
- B29B7/7495—Systems, i.e. flow charts or diagrams; Plants for mixing rubber
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/80—Component parts, details or accessories; Auxiliary operations
- B29B7/84—Venting or degassing ; Removing liquids, e.g. by evaporating components
- B29B7/845—Venting, degassing or removing evaporated components in devices with rotary stirrers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/80—Component parts, details or accessories; Auxiliary operations
- B29B7/86—Component parts, details or accessories; Auxiliary operations for working at sub- or superatmospheric pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/07—Flat, e.g. panels
- B29C48/08—Flat, e.g. panels flexible, e.g. films
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/15—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor incorporating preformed parts or layers, e.g. extrusion moulding around inserts
- B29C48/154—Coating solid articles, i.e. non-hollow articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
- B29C48/305—Extrusion nozzles or dies having a wide opening, e.g. for forming sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/395—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using screws surrounded by a cooperating barrel, e.g. single screw extruders
- B29C48/40—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using screws surrounded by a cooperating barrel, e.g. single screw extruders using two or more parallel screws or at least two parallel non-intermeshing screws, e.g. twin screw extruders
- B29C48/425—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using screws surrounded by a cooperating barrel, e.g. single screw extruders using two or more parallel screws or at least two parallel non-intermeshing screws, e.g. twin screw extruders using three or more screws
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/395—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using screws surrounded by a cooperating barrel, e.g. single screw extruders
- B29C48/40—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using screws surrounded by a cooperating barrel, e.g. single screw extruders using two or more parallel screws or at least two parallel non-intermeshing screws, e.g. twin screw extruders
- B29C48/435—Sub-screws
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/395—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using screws surrounded by a cooperating barrel, e.g. single screw extruders
- B29C48/40—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using screws surrounded by a cooperating barrel, e.g. single screw extruders using two or more parallel screws or at least two parallel non-intermeshing screws, e.g. twin screw extruders
- B29C48/435—Sub-screws
- B29C48/44—Planetary screws
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/38—Pressure-sensitive adhesives [PSA]
- C09J7/381—Pressure-sensitive adhesives [PSA] based on macromolecular compounds obtained by reactions involving only carbon-to-carbon unsaturated bonds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D1/00—Processes for applying liquids or other fluent materials
- B05D1/26—Processes for applying liquids or other fluent materials performed by applying the liquid or other fluent material from an outlet device in contact with, or almost in contact with, the surface
- B05D1/265—Extrusion coatings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D1/00—Processes for applying liquids or other fluent materials
- B05D1/28—Processes for applying liquids or other fluent materials performed by transfer from the surfaces of elements carrying the liquid or other fluent material, e.g. brushes, pads, rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/30—Mixing; Kneading continuous, with mechanical mixing or kneading devices
- B29B7/58—Component parts, details or accessories; Auxiliary operations
- B29B7/72—Measuring, controlling or regulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/80—Component parts, details or accessories; Auxiliary operations
- B29B7/82—Heating or cooling
- B29B7/823—Temperature control
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/80—Component parts, details or accessories; Auxiliary operations
- B29B7/88—Adding charges, i.e. additives
- B29B7/90—Fillers or reinforcements, e.g. fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2009/00—Use of rubber derived from conjugated dienes, as moulding material
- B29K2009/06—SB polymers, i.e. butadiene-styrene polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2019/00—Use of rubber not provided for in a single one of main groups B29K2007/00 - B29K2011/00, as moulding material
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2453/00—Presence of block copolymer
Description
本発明は、粘着性賦与剤、典型的にはゴム性の可塑剤を用い、随時充填剤および熱賦活性の交叉結合剤を使用し、非熱可塑性エラストマーをベースにした圧感性、自己接着性組成物を溶媒および素練りを使用せずに連続的に製造する方法、および自己接着性製品、特に高性能の自己接着性テープを製造するための該組成物の被膜に関する。
【0002】
圧感性の接着系、およびそれからつくられた圧感性の接着性製品に対する一般的な性能に関する要求の中で基本的なものは、接着および凝集という二つの物理的な現象である。接着という言葉は専門的な言葉として瞬間接着力(粘着)および接着強度(剥離強さ)の意味に使用され、定義として「自己接着剤」および/または「圧感性接着剤」、即ち「穏やかな圧力」下において接合する永久的な接着剤を記述する言葉である。
【0003】
特に天然ゴムをベースにした圧感性接着剤の場合には、この性質は粘着性賦与用の樹脂(粘着性賦与剤)と比較的低い分子量をもつ可塑剤とを混合して得られる。
【0004】
圧感性接着剤に対し第2に規定される性質は、使用後跡を残さずに簡単に取除き得る性質である。この性質は特にエラストマー成分として高分子量のゴムの部分が存在することによって決定され、これによってその接着系に凝集力(内部強度)の形で剪断下において必要な強度が与えられる。この性質は比較的高い温度および/または高い機械的負荷の下でこれらの製品を使用する際に特に重要である。例えばイオン化を生じる放射線、反応性の樹脂成分または他の交叉結合剤を用いてさらに交叉結合させると、この性質を補強することができる。
【0005】
従って圧感性接着剤の性能は接着性と凝集性とのバランスの取れた割合によって、また分子量が極めて高い成分と比較的低い成分との配合物の相容性、均一性および安定性によって厳密に決定されるが、工業的な標準となっている溶媒を使用した混合機および捏加機でこれらの組成物を製造する場合には、その幾つかは比較的容易に達成される。
【0006】
他方自己接着性組成物を溶媒を用いないで配合し処理する方法は、主として熔融性のいわゆる熱可塑性エラストマーを処理する場合にだけ確立されている。
【0007】
この場合、組成物を製造する工程は通常比較的高温において熔融状態で二軸スクリュー押出し機を用いて行われ、被覆は通常スロットダイス型(slot dies)により行われる。
【0008】
熱可塑性のエラストマーを用いる利点は実質的に被覆工程が簡単であるという点にある。燃焼性の溶媒を避けているため、乾燥ユニットを使用する必要がなく、蒸発のための高いエネルギー消費及び溶媒の回収も必要なく、また爆発防止装置を使用する必要もない。高温熔融被覆装置は小型であり、遥かに高い被覆速度を得ることができる。さらにこの方法は、溶媒を放出することがないので、環境に優しい方法である。
【0009】
溶媒を用いないで熱可塑性エラストマーを配合するためには、従来法では主としてポリスチレンのブロック部分を有するブロック共重合体を使用した。この種の物質を使用する利点は、重合体中に存在するポリスチレンの領域が100℃以上で軟化し、それに伴って接着性組成物の粘度が急激に減少し、そのため処理が容易になる点である。室温に冷却した後、ポリスチレンの領域は元に戻り、この熱可塑性エラストマーをベースとした圧感性接着剤に或る程度の剪断強度を賦与する。
【0010】
熱可塑性エラストマーは接着強度の増加を促進する炭化水素樹脂を使用して押出し機の中で完全に配合することができる。このようにして比較的容易に所望の程度の接着強度を得ることができる。しかし得られた圧感性接着剤はなお40℃よりも高い温度に対して敏感である。この方法で製造される自己接着性のテープに対しては、このような残留「クリープ挙動」は、無制限の貯蔵安定性(特に比較的温い気候の区域で輸送を行なう際に生じる積み重ねたロールの粘着に対する安定性)を必要とする場合、および比較的高い温度で操作する場合(例えば自動車の仕上げ用のマスキング・テープのように、後で交叉結合させてもこのようなテープがその機能特性を失う場合、即ち圧感性接着剤が軟化してマスク用の紙を固定する剪断強度が保証されなくなるような場合)には致命的である。
【0011】
この理由によりブロック共重合体をベースにした公知の高温で熔融する圧感性接着剤はその殆どが室温で使用される包装用テープおよびラベルの用途に用いられて来た。他方非熱可塑性のエラストマー、例えば天然ゴムを使用し、必要な剪断強度を得ることはできる。しかし天然ゴムの圧感性接着剤を溶媒を用いないで製造し加工する方法は、現在当業者にとって未解決の問題を突き付けている。
【0012】
ゴムは極端に大きな分子量の部分をもっている(Mw≧1,000,000)から,高温熔融圧感性接着剤の技術では溶媒を含まない自己接着性組成物を処理することはできないか、或いは処理の前に使用するゴムの分子量を著しく低下させ(切断し)、このように切断を行った結果として高性能の自己接着性組成物としての適合性を賦与しなければならない。
【0013】
剪断応力、温度および大気中の酸素の作用が組み合わされた条件下においてゴムの解重合を行なう巧妙に工夫された工業的方法は技術文献では素練り(mastication)と呼ばれており、一般に技術文献では素練り剤(masticating agent)または素練り促進剤(peptizer)、或いは単に「化学的可塑化助剤」と呼ばれている化学的な助剤を存在させて行なわれている。ゴム工業では添加剤の混入を容易にするためには素練り工程が必要である。
【0014】
この素練りはすべての標準的な溶媒を用いない重合体処理法、例えば熔融物中における配合、輸送および被覆において行なわれているような解重合として知られている分子量減少法とは明確に区別しなければならない。制御されない解重合はしばしば望ましくない現象を引き起こす。このようなことは不活性ガス雰囲気を加えることにより最低限度に抑制することができる。
【0015】
ゴムの圧感性接着剤を溶媒を用いないで製造し処理するには、多様な方法を用いるできる。
【0016】
カナダ特許698 518号には、可塑剤を高比率で加えるかおよび/または同時にゴムを強く素練りすることにより組成物を製造する方法が記載されている。この方法は極端に高い粘着性をもった圧感性接着剤を得るのに用いることはできるが、後でかなりの程度の交叉結合を行なわせた場合でも、可塑剤の含量が比較的多いか、或いはエラストマーの分子構造が平均分子量Mw≦1,000,000の程度まで著しく減少するために、使用者に使い易い剪断強度は一定限度内でしか得られない。
【0017】
非熱可塑性天然ゴムの他にブロック共重合体を約1:1の割合で用いた重合体の配合物を使用する方法は、満足できない妥協的な解決法である。何故なら自己接着性のテープを比較的高い温度で使用する場合高い剪断強度を与えず、また該特許に記載されている性質に関し著しい改善をもたらさないからである。
【0018】
日本特許公開07 324 182 A2号には、アクリル樹脂系の接着剤をベースにした圧感性接着剤の層を有し、またイソプレン−スチレン・エラストマー、天然ゴムおよび非反応性の炭化水素樹脂(Arkon P 100)の配合物を含んでなる第2の層を有している両面接着テープの多段工程製造法が記載されている。このテープは絨毯を敷くためのテープとして使用されるが、この場合も高温における剪断強度について何等厳密な要求は存在しない。
【0019】
非熱可塑性のエラストマーの使用は日本特許95 331 197号にも記載されており、この場合は平均分子量が1,000,000以下で脂肪族の非反応性の炭化水素樹脂とグラフトさせたイソシアネート反応性をもった天然ゴム(例えばマレイン酸エステルとグラフトさせたポリイソプレン)を、ブロッキングされたイソシアネート(例えばDesmodur CT)と交叉結合させたものを使用し;この混合物を最初150℃において5分間交叉結合させ、次いでPETフィルムに被覆して180℃で数分間(例えば15分間)硬化させる。この方法は、製造工程中天然ゴムの分子量を過度に減少させた場合、後で交叉結合させることが如何に複雑であるかを明らかに示している。
【0020】
日本特許出願明細書95 278 509号には、天然ゴムの素練りを行ない平均分子量Mwを100,000〜500,000まで減少させ、炭化水素樹脂、ロジン/ロジン誘導体樹脂およびテルペン樹脂を含んでなる被覆可能な均一混合物にする方法が記載されている。この混合物は、140〜200℃で被覆粘度10〜50×103cpsにおいて容易に処理することができるが、使用するのに必要な剪断強度を得るためには後で極端に高いEBC投与量(40Mrad)を必要とする。含浸したおよび/またはサイジングした紙のような担体材料に対し、またビスコース・ステープル等をベースにした織物の担体に対しては、この接着系は非常に適しているとは言えない。何故なら上記のように高い必要投与量においては担体が著しく劣化するからである。
【0021】
圧感性接着剤組成物におけるエラストマー成分として完全に非熱可塑性のゴムを使用し、例えば標準的な市販のブロック共重合体に比べて天然ゴムのもつ現在の価格上の利点、並びに天然ゴムおよび対応する合成ゴムの優れた性質、特に剪断強度を得ることに関しては、国際特許公開明細書(WO)94 11 175号、同95 25 774号、同97 07 963号、および対応して米国特許(US)5,539,033号および同5,550,175号に詳細に記載されている。これらの場合圧感性接着剤の技術において通常使用される添加剤、例えば粘着剤樹脂、可塑剤および充填剤が記載されている。
【0022】
それぞれの場合に記載された製造方法は二軸スクリュー押出し機によるものであり、これによってゴムの素練り、およびその後適切に温度を管理して個々の添加剤を徐々に添加する工程を含め、選ばれた工程の基準の下で均一な圧感性接着剤の配合物を配合することができる。
【0023】
いずれの場合にも、実際の製造工程に先行するゴムの素練り工程について詳細に記述されている。素練りは必要でありまたこの選ばれた方法の特徴である。何故ならこの選ばれた方法では素練りは後での他の成分の混入、および配合される組成物の押出し可能性に対して必要不可欠であるからである。またR.Brzoskowski,J.L.およびB.Kalvaniにより推奨されるようにKunststoffe誌、80巻(8号)(1990年)922頁以降には、ゴムの素練りを促進するために大気中の酸素の中で供給を行なうことが記載されている。
【0024】
この方法では、後で電子ビームによる交叉結合(EBC)を行ない、効率的な交叉結合の収率を得るためにはEBC促進剤として反応性物質を用いることが絶対に必要である。
【0025】
両方の方法共上記の特許に記載されているが、選ばれたEBC促進剤は高温ではやはり望ましくない化学的な交叉結合反応を起こす傾向があり、そのためある種の粘着剤樹脂の使用が制限される。
【0026】
二軸スクリュー押出し機で配合を行なうと、製品の温度が高くなることが避けられないために、接着剤組成物を交叉結合させるのに適した熱賦活性物質、例えば反応性の(随時ハロゲン化された)フェノール性樹脂、硫黄または硫黄供与体の交叉結合系を使用することが妨げられる。何故なら後で起こる化学的な交叉結合反応の結果、得られた圧感性接着剤組成物の被覆性が損なわれる程度に粘度が著しく増加するからである。
【0027】
要約すれば、公知の方法はすべてゴムを極端に著しく切断することを特徴としている。この組成物をさらに処理して自己接着性のテープにする場合、極端な交叉結合の条件が必要になり、特に得られた自己接着性のテープを高温で使用することに関し、用途の範囲が部分的に制限される結果になる。
【0028】
溶媒を用いないで重合体系を連続的に製造し加工する装置は多数知られている。通常の用途ではスクリュー型の機械、例えば単軸スクリューおよび二軸スクリュー押出し機が種々の付属品と共に種々の工程に使用される。しかし例えば捏加機とスクリュー装置、または何か他の遊星ロール押出し機との組合せを含む非常に広範な構造をもった連続的に操作される捏加機もこの目的に対して使用されている。
【0029】
遊星ロール押出し機はかなり以前から知られており、最初は主としてPVCのような熱可塑性プラスティックスを例えばカレンダー掛け装置またはロール・ミルのような下手の装置に供給するのに用いられた。この押出し機は材料の交換および熱の交換のための表面積が大きく更新され、それによって摩擦エネルギーが迅速かつ効率的に消費されるため、また滞在時間が短く、また滞在時間のスペクトルも狭いために、その用途は最近、特に特別な温度制御様式を必要とする配合工程にまで拡張されて来た。
【0030】
製造業者に依存して、遊星ロール押出し機は種々の設計および大きさのものが得られる。ロール・シリンダーの直径は所望の通過処理量に依存して典型的には70〜400mmである。
【0031】
遊星ロール押出し機は一般に充填区画と配合区画をもっている。充填区画はすべての固体成分が連続的に供給されてくる輸送スクリューから成っている。輸送スクリューは次いで材料を配合区画へと送り出す。充填区画の区域を輸送スクリューと共に好ましくは冷却し、材料がスクリューに焼き付くのを防ぐ。別法としてスクリュー区域のない設計もあり、この場合材料は直接中央のスピンドルと遊星スピンドルとの間に供給される。しかし本発明の有効性に対してはこのことは重要なことではない。
【0032】
配合区画は駆動される中央のスピンドルと多数の遊星スピンドルとから成り、遊星スピンドルはロール・シリンダーの内部で内部の螺旋状の歯車により中央のスピンドルの周りを回転する。中央のスピンドルの回転速度、従って遊星スピンドルの回転速度は変えることができ、従ってこれは配合工程を制御するための重要なパラメータである。材料は中央のスピンドルと遊星スピンドルとの間、或いは遊星スピンドルとロール区画の螺旋状の歯車との間を循環し、従って剪断エネルギーおよび外部からの加熱の影響により材料は分散して均一な配合物をつくる。
【0033】
各ロール・シリンダーの中における遊星スピンドルの数は変えることができ、従って工程の要求に合わせることができる。スピンドルの数は遊星ロール押出し機の内部の自由容積、並びにこの工程における材料の滞在時間に影響を与え、熱および材料の交換を行なうための表面積を決定する。導入された剪断エネルギーにより遊星スピンドルの数は配合の結果に影響を及ぼす。ロール・シリンダーの直径を一定とすれば、スピンドルの数が多いとそれぞれ均一化および分散が良好になり、或いは生成物の通過処理量が大きくなる。
【0034】
中央のスピンドルとロール・シリンダーとの間に装着し得る遊星スピンドルの最大数は、使用するロール・シリンダーの直径および遊星スピンドルの直径に依存する。工業的規模の通過処理量を得るのに必要とされるようにロールの直径が比較的大きい場合、および/または遊星スピンドルの直径が比較的小さい場合、ロール・シリンダーには比較的多数の遊星スピンドルを装着することができる。ロールの直径D=70mmの場合、典型的には最大7個の遊星スピンドルが使用され、他方例えばロールの直径D=200mmの場合には10個、ロールの直径D=400mmの場合には例えば24個の遊星スピンドルを使用することができる。
【0035】
この点に関してはそれぞれドイツ特許出願及び実用新案(DE)196 31 182号、同94 21 955号、同195 34 813号、同195 18 255号、および同44 33 487号を参照されたい。これらの文献には遊星ロール押出し機の分野における従来法の概要が記載されいる。
【0036】
さらにドイツ特許出願(DE)39 08 415A1号には、遊星ロール押出し機によりゴム混合物またはゴム状材料混合物の処理を行なう方法が記載されている。下手にある装置でさらに処理を行なう目的に対しては、予備バッチまたは仕上げ混合物を遊星ロール押出し機で素練りし可塑化する。遊星ロール押出し機で仕上げ混合物を製造する方法も記載されており、この場合には加硫系または他の成分を計量してゴムの予備混合物の中に加える。
【0037】
本発明の目的は、非熱可塑性エラストマーをベースにした圧感性の自己接着性組成物を、溶媒を用いずに、また熱的に反応する成分を使用しまたは使用しないで連続的に製造することができ、また必要に応じ性質を損なうゴムの素練りを行なう必要なくライン上で該組成物を被覆し得る方法を提供することである。
【0038】
この目的は特許請求の範囲の主要請求項に記載した方法によって達成される。従属請求項は本発明方法を有利に発展させる方法に関する。最後に本発明の概念には本発明方法によって製造される自己接着性テープも包含される。
【0039】
従って本発明によれば、充填区画および配合区画を有する連続作動装置において、非熱可塑性エラストマーをベースにした自己接着性組成物を溶媒を用いず且つ素練りを行なわずに連続的に製造する方法において、
a)自己接着性組成物の固体成分、例えばエラストマーおよび樹脂を該装置の充填区画に供給し、随時充填剤、着色剤および/または交叉結合剤を供給し、
b)自己接着性組成物の固体成分を充填区画から配合区画へと移動させ、
c)自己接着性組成物の液体成分、例えば可塑剤、交叉結合剤および/または他の粘着性賦与剤の樹脂を、随時熔融した状態で、配合区画に加え、
d)配合区画の中で均一な自己接着性組成物をつくり、
e)自己接着性組成物を取出すことを特徴とする方法が提供される。
【0040】
連続操作装置として、配合区画が好ましくは少なくとも2個、特に好ましくは3個の連結したロール・シリンダーから成り、各ロール・シリンダーは1個またはそれ以上の別々の温度制御回路を有することができる遊星ロール押出し機を用いることが特に有利である。
【0041】
それ以外の点では通常の製造工程とは異なり、本発明方法における遊星ロール押出し機においては、特に非熱可塑性のエラストマーの性質を損なうような素練りは行なわない。何故ならこの場合、これらのエラストマーは別々に高剪断エネルギーを受けるのではなく、1種またはそれ以上の液体成分と一緒に処理されるからである。これらの液体成分は例えばオイルのような可塑剤、および剪断エネルギーおよび/または外部からの熱の効果で配合工程中にだけ熔融する樹脂の両方を含んでいることができる。これらの液体成分が存在すると、ゴムの素練りを避けることができる程度に、即ちエラストマーの分子量の減少およびそれによって生じる高い配合温度を避け得る程度に摩擦エネルギーを制限することができる。
【0042】
さらに、遊星ロール押出し機は材料の交換および表面の更新が起こる極めて大きな区域を有しており、それによって摩擦エネルギーが迅速に消費でき、従って製品の温度が望ましくないほど高くなるのを防ぐことができる。
【0043】
ロール・シリンダーの充填区画は、すべての固体成分が連続的に供給される輸送スクリューから成っている。ついで輸送スクリューにより材料は配合区画へ運ばれる。充填区画の区域をスクリューと一緒に冷却し、材料がスクリューに焼き付くのを防ぐことが好ましい。別法として、スクリュー区画のない設計もあり、この場合材料は中央のスピンドルと遊星スピンドルとの間に直接供給される。しかし本発明の有効性に対しこのことは重要ではない。
【0044】
既に述べたように、遊星スピンドルの数は導入された剪断エネルギーにより配合の結果に影響を与え、ロール・シリンダーの直径を一定とすれば、多数のスピンドルを使用して均質化および分散を良好にするか、製品の通過処理量を多くすることができる。本発明に従えば、可能な遊星スピンドルの数の好ましくは少なくとも半分、特に好ましくは3/4を使用して、配合の品質対製造速度の割合を良好にすることができる。
【0045】
本発明に対しては、少なくとも2個のロール・シリンダーを連結することにより配合区画を伸長した遊星ロール押出し機を使用することが有利である。先ず、ゴムの素練りを避ける目的で摩擦を減少させる機素が存在しているにもかかわらず、この方法によってエラストマー成分を完全に蒸解し、経済的な通過処理量において所望の均一化および分散を行なうことができ、第2に好ましくは別々に温度制御されたロール・シリンダーを連結することにより、この工程の温度様式がバランスの取れたものになり、従って熱で賦活し得る交叉結合剤系を使用することができるようになる。
【0046】
遊星ロール押出し機の前方の配合区画ではロール・シリンダーは使用する樹脂の融点より高い温度に加熱することが有利であるが、後方の配合区画は冷却し製品の温度を下げることが有利である。この方法により自己接着性組成物の滞在時間を比較的高温において出来るだけ短く保ち、それにより自己接着性組成物の中に存在する熱的な交叉結合剤系の賦活を防ぐことができる。
【0047】
勿論任意のロール・シリンダーは遊星スピンドルの数および種類によって異なった方法で装着することができ、従って特定の組成と処理の要求に合わせることができる。二つの連結されたロール・シリンダーの間には一般に進入リング(approach ring)が存在し、その自由断面を通って中央のスピンドルが案内され、このリングによりロール・シリンダーの遊星スピンドルが固定した位置に保持される。進入リングは種々の自由断面積をもつことができ、これにより製品の保持量、従って充填量および/または剪断エネルギーの程度を変えることができ、工程の要求に合わせることができる。また進入リングには半径方向の孔が備えられ、これを通って流体、例えば可塑剤油または他の不活性ガス、例えば窒素、アルゴン、二酸化炭素などを遊星ロール押出し機の配合区画に供給することができる。
【0048】
中央のスピンドル、および各ロール・シリンダーは温度設定形式を変えるための一つまたはそれ以上の温度制御回路または冷却回路を有し、これによって熱により賦活される交叉結合系の使用を可能にしている。この必要がない場合には連結されたロール・シリンダーの温度制御回路は温度制御回路の数を最小にするように互いに組み合わされている。
【0049】
本発明の目的に対しては、遊星ロール押出し機の充填区画および中央のスピンドルは好ましくは加熱せずその代わりに冷却して材料が充填用スクリューに焼き付くのを防ぎ、接着組成物と効果的に熱交換を行なうようにしなければならない。
【0050】
本発明方法においては、すべての固体成分、例えばエラストマー、充填剤および助剤、樹脂、老化防止剤等を一緒に計量して遊星ロール押出し機の充填区画に入れる。これらの物質はそれぞれ別々の成分として、または一緒にした予備混合物として、或いは部分的な予備混合物として配合装置に加えることができる。成分が同様な供給形態をしているか、或いは同様な嵩比重をもっている場合には成分を計量して予備混合物にすることは特に適切であり、この方法で計量システムの数を最小にすることができる。予備混合物は例えば粉末混合機の中で簡単につくることができる。個々の固体成分の計量は通常の設計の容積計量系または重量計量系により適当に行なわれる。他の可能性としては、流体成分を加える場合、その一部、例えば可塑剤油だけを予備混合する場合がある。
【0051】
計量して加えられた材料は充填区画のスクリューにより遊星ロール押出し機の第1のロール・シリンダーの中へ送られる。各ロールのシリンダーの間で流体成分、例えば可塑剤油、柔らかい樹脂または樹脂熔融物を進入リングの孔を介して加えることができる。剪断エネルギーの影響を受ける前に加えられる液の量は、これを用いてエラストマーの切断の程度および圧感性接着剤組成物の配合温度の両方に影響を与えることができる。例えば摩擦エネルギーが未だ何の影響も及ぼしていない時点において、即ち可塑剤を固体の予備混合物に加えるか、或いは可塑剤油を充填スクリューと第1のロール・シリンダーとの間で連続的に計量して加える時点において液体の可塑剤を加えるならば、エラストマーの分子量の減少を特に低い程度にすることができる。また液体の成分をいわゆる分割供給の形で胴部の長さ全体に亙って細分化することも可能であり、これはエラストマーの切断と製品の温度に関し工程を制御する他のパラメータである。
【0052】
本発明方法によれば、高性能の自己接着性組成物が製造でき、特に下手の被覆および交叉結合装置と組み合わせて特別の価格上の利点を伴い高性能の自己接着性テープを製造することができる。
【0053】
本発明方法は実質的に上記の工程から成っており、これらの工程は随時不活性ガスの雰囲気下で行ない酸化による重合体の劣化を防ぐことができる。
【0054】
第1の工程においては、エラストマーおよび自己接着性の製造に必要な公知の助剤、例えば充填剤、老化防止剤、可塑剤および粘着性賦与剤を含む組成物を遊星ロール押出し機の中で溶媒を用いないでつくる。この組成物は最終温度が150℃より、好ましくは130℃より低く、特に好ましくは70〜110℃である。組成物の遊星ロール押出し機中の全体としての滞在時間は3分を越えてはいけない。得られた高温熔融接着剤組成物の粘度は130℃、100rad/秒の剪断測度の下で300〜1500Pa秒、特に800〜1200Pa秒である。
【0055】
第2の工程は遊星ロール押出し機中における配合工程と組み合わせて行なうことが有利であり、この工程中本発明によって製造された高温で熔融した圧感性の接着剤組成物を溶媒を用いないで被覆装置を使用してウエッブの形の担体に被覆する。
【0056】
自己接着性組成物の粘度に依存して、ウエッブの形の材料を被覆するには種々の方法が適している。剪断速度1rad/秒の下で粘度が最高5000Pa秒の自己接着性組成物が得られ、例えば比較的高い割合の可塑剤油を用いるか、或いは非熱可塑性エラストマーに熱可塑性エラストマーを加えることにより、遊星ロール押出し機の下手にある押出し機のダイス型によって被覆することができる。使用する好適な押出し機のダイス型はコートハンガーマニホールドダイス型である。ウエッブの形の材料の上に規定された区域全体に亙り被覆を行なうためには、ダイス型の中に入れる前に、自己接着性組成物に揮発分除去処理を行なうことが有利であり、これは遊星ロール押出し機の中で配合工程を行なう際に不活性ガスを使用する場合には特に重要である。
【0057】
本発明方法に従えば、揮発分除去処理は、パイプラインおよび被覆用のダイス型の圧力低下を同時に克服することができるスクリュー装置中において減圧を作用させることによって行なわれる。この目的に対しては、圧力制御系が付加され、従って被覆組成物の被覆量の変動範囲を非常に低くしてウエッブの形の材料に被覆し得る単軸スクリュー押出し機が特に好適である。
【0058】
本発明方法によって製造される自己接着性組成物を用いてウエッブの形の単体材料を被覆する他の可能性は、好ましくは3個、特に好ましくは4個の被覆ロールから成るローラ被膜被覆装置または多重ロール被膜カレンダー掛け装置を用いる方法であり、自己接着性組成物はそれが1個またはそれ以上のロールのニップを通った後ウエッブの形の材料へと輸送される際に成形されて所望の厚さになる。この被覆方法は自己接着性組成物の粘度が1rad/秒の剪断速度の下で5000Pa秒を越える場合に特に好適である。何故ならこの場合押出し機のダイス型を用いる被覆法では、被覆される組成物の量に関し必要な精度が得られないからである。
【0059】
被覆すべきウエッブの形の担体材料の性質に依存して、同方向回転方式または反対方向回転方式によって被覆を行なうことができる。
【0060】
ローラ被膜被覆装置または多重ロール被覆カレンダー掛け装置での被覆は温度が100℃よりも低い場合に可能であり、熱で賦活され得る交叉結合剤を含む自己接着性組成物でさえも被覆することができる。被覆された接着剤組成物の中に気泡をなくす機会を増大させる目的のために、遊星ロール押出し機と被覆装置との間に真空による揮発分除去装置、例えば真空室、揮発分除去押出し機等を装着することができる。
【0061】
第3の工程において組成物の製造と被覆とを組み合わせ、担体上の自己接着性組成物をイオン化用の放射線、例えば電子ビームによって交叉結合させ、得られる自己接着性テープを、剪断に対して抵抗性をもたせ温度に対して安定にすることが有利である。紫外線も交叉結合に使用することができ、この場合には自己接着性組成物に適当な紫外線促進剤を加えなければならない。
【0062】
さらに性能を改善するためには、或いはEBC感受性の担体の場合には、熱により賦活し得る交叉結合剤を用い温度の効果により交叉結合を行なうことができる。
【0063】
この目的に対して必要な圧感性の高温熔融接着剤組成物の加熱は、公知技術を用い、特に高温のダクトを用いるか、または赤外線のランプを用いるか、或いは高周波交流電磁場、例えばHF波、UHF波またはマイクロ波によって行なうことができる。
【0064】
圧感性の高温熔融接着剤組成物の交叉結合はさらにイオン化放射線および熱により賦活し得る交叉結合剤を組み合わせて行なうことができる。
【0065】
結果として、溶媒を用いた方法で製造される同様な自己接着性組成物の性質と同等な性質をもった、剪断に対して高度の抵抗性を有する圧感性の自己接着性組成物が得られる。
【0066】
本発明方法を用いれば、実質的に例外なく、ゴムをベースにした自己接着性組成物の文献に記載されたすべての公知の成分を溶媒を用いないで処理することができる。
【0067】
非熱可塑性エラストマーは天然ゴムまたは合成ゴムから成る群から選ばれるか、或いは天然ゴムおよび/または合成ゴムの配合物から成っていることが有利であり、天然ゴムまたは合成ゴムは所望の純度および粘度のレベルに依存して、原則として入手可能な品質、例えばクレープ(crepe)級、RSS、ADS、TSRまたはCV級から選ぶことができ、合成ゴムは不規則に共重合したスチレン−ブタジエンゴム(SBR)、ブタジエンゴム(BR)、合成ポリイソプレン(IR)、ブチルゴム(IIR)、ハロゲン化されたブチルゴム(XIIR)、アクリレートゴム(ACM)、エチレン酢酸ビニル共重合体(EVA)およびポリウレタンおよび/またはそれらの配合物から成る群から選ぶことができる。
【0068】
エラストマー全体の含量に関し10〜50重量%の割合で熱可塑性エラストマーを非熱可塑性エラストマーに加えて処理性を改善することも好適である。
【0069】
この点に関し代表的なものとしては、特に高度の相容性をもったスチレン−イソプレン−スチレン(SIS)およびスチレン−ブタジエン−スチレン(SBS)級のものを挙げることができる。
【0070】
使用できる粘着性賦与剤の樹脂は例外なく現在公知の文献に記載された粘着性賦与剤樹脂である。代表的なものとして挙げるべきものにはロジン、その不均化、水素化、重合化、およびエステル化した誘導体および塩、脂肪族および芳香族炭化水素樹脂、テルペン樹脂およびテルペン−フェノール樹脂が含まれる。これらの樹脂および他の樹脂の任意所望の組合せを使用し、得られる接着剤組成物の性質を所望の性質に合うように調節することができる。現時点の知識については特にDonatas Satasの「Handbook of Pressure Sensitive Adhesive Technology」(van Nostrand社、1989年発行)を参照されたい。
【0071】
使用可能な可塑剤はすべて接着テープの技術として公知の可塑性物質である。この中には特にパラフィン油およびナフテン油、(官能基をもった)オリゴマー、例えばオリゴブタジエンおよびオリゴイソプレン、液体のニトリルゴム、液体のテルペン樹脂、動物油および植物油並びに脂肪、フタレート、および官能基をもったアクリレートが含まれる。
【0072】
熱で賦活し得る化学的な交叉結合剤に対しては、本発明方法ではすべての公知の熱で賦活し得る化学的交叉結合剤、例えば促進された硫黄または硫黄供与系、イソシアネート系、反応性メラミン樹脂、フォルムアルデヒド樹脂、および(随時ハロゲン化された)フェノール−フォルムアルデヒド樹脂、および/または反応性フェノール樹脂、または対応する賦活剤を加えたジイソシアネート交叉結合系、エポキシ化されたポリエステル樹脂およびアクリレート樹脂、およびこれらの組合せを使用することができる。
【0073】
交叉結合剤は好ましくは50℃よりも高い温度、特に100〜160℃の温度、極めて好ましくは110〜140℃の温度で賦活される。
【0074】
また交叉結合剤の熱的な励起は赤外線または高エネルギー交流電磁場で行なうことができる。
【0075】
さらにウエッブの形の材料の少なくとも片側に自己接着性の組成物を被覆することにより、該圧感性の高温熔融接着剤組成物を用いて製造された自己接着性テープも本発明の概念に包含される。
【0076】
接着テープの意図された用途に従って、本発明により処理され製造される自己接着性組成物のための適当なウエッブの形をした担体材料はすべて、その被覆側に適当な化学的または物理的な表面処理が施され或いは施されておらず、また反対側には接着防止用の物理的処理または被膜が施され或いは施されていない公知の担体である。例えばクレープ処理を施されまたは施されていない紙、ポリエチレン、ポリプロピレンおよび一軸または二軸配向性のポリプロピレン・フィルム、ポリエステル、PVCおよび他のフィルム、例えばポリエチレンおよびポリウレタンからつくられたウエッブの形の発泡体材料、織物、編物、および不織布を挙げることができる。最後に、ウエッブの形の材料は両側に接着防止用の被膜が施された材料、例えば剥離紙または剥離フィルムであることができる。ウエッブの形の材料の上の自己接着性組成物の厚さは10〜2000μm、好ましくは15〜150μmであることができる。
【0077】
最後に、本発明の自己接着性組成物は剥離紙の上に800〜1200μmの厚さで被覆することができる。この種の接着剤組成物の層は、特に交叉結合後において、裏張りのない両面自己接着テープとして種々の用途に使用することができる。
【0078】
本発明に従えば、素練りをしないエラストマーの高い分子量のために、圧感性接着剤組成物を交叉結合させないですませるか、或いは本発明方法で製造された接着テープを高温で使用できるようにするのに効果的な交叉結合をこの目的のための促進剤を必要としないで高エネルギ−放射線によって行ない得るようににする可能性が初めて提供される。さらに温度範囲を低いレベルに保った結果として、非熱可塑性エラストマーをベースとした自己接着性組成物を溶媒を用いないで製造する場合に、熱によって賦活し得る交叉結合剤を初めて使用することができる。
【0079】
本発明方法により製造される自己接着性組成物は剪断に対し高度の抵抗性をもっている。使用するゴムは素練りを行なわれておらず、個々の工程において解重合過程が起こるが、自己接着性組成物の性質を永久的に損なうものではない。さらにこれらの過程は本発明方法の結果制限され、制御可能になっている。
【0080】
下記実施例により本発明をさらに詳細に例示する。これらの実施例は本発明を限定するものではない。
【0081】
下記に使用した試験法について簡単に説明する。
【0082】
組成物の接着強度(剥離強さ)はAFERA 4001号により決定した。
【0083】
試験した接着剤組成物の剪断強さはPSTC 7(保持力)に従って決定した。与えられたすべての値は10Nまたは20Nの表記の荷重をかけ室温において20×13mm2の接合区域について決定した。結果は分単位の保持時間として報告される。
【0084】
下記実施例においてはENTEX Rust & Mitschke社の遊星ロール押出し機を使用した。ロール・シリンダーの直径は70mmであり、長さは400〜1200mmの間で変化している。図1に下記実施例に使用した遊星ロール押出し機の1種を示す。
【0085】
この遊星ロール押出し機は充填区画(2)および直列に配置された3個のロール・シリンダー(5a〜5c)から成る配合区域(5)をもっている。1個のロール・シリンダーの内部では中央のスピンドル(6)の回転により駆動される遊星スピンドル(7)によって中央のスピンドル(6)と遊星スピンドル(7)との間および遊星スピンドル(7)とロール・シリンダー(5a〜5c)の壁との間で材料が交換される。中央のスピンドル(6)の回転速度を毎分最高110回転まで無段階で調節した。
【0086】
各ロール・シリンダー(5a〜5c)の端には遊星スピンドル(7)を固定した場所に保持している進入リング(8)がある。
【0087】
充填ポート(1)により溶媒を含まない自己接着性組成物のすべての固体成分、例えばエラストマー、樹脂、充填剤、酸化防止剤等は計量された遊星ロール押出し機の充填区画(2)の輸送用スクリュー(3)へ加えられる。次いでこの輸送用スクリュー(3)により材料は第1のロール・シリンダー(5a)の中央のスピンドル(6)へと送られる。中央のスピンドル(6)と遊星スピンドル(7)との間の材料の取り込みを改善するために、第1のロール・シリンダー(5a)の中では異なった長さの6個の遊星スピンドル(7)が交互に使用されている。
【0088】
内部が中空になった輸送用のスクリュー(3)および中央のスピンドル(6)は互いに非積極的な方法で(non−positively)連結され、共通の温度制御回路をもっている。配合区画(5)の各ロール・シリンダー(5a〜5c)は二つの別々の温度制御回路をもっている。充填区画(2)はさらに他の温度制御回路によって冷却されている。使用した温度制御用の媒体は加圧された水であり、15〜18℃の水により冷却を行なった。
【0089】
第1のロール・シリンダー(5a)の前方にある注入リング(4)によるか、および/または孔を備えた進入リング(8a,8b)を用いるか、或いは両者を組み合わせて可塑剤油および/または交叉結合剤のような液を別々に計量して加えた。
【0090】
自己接着性組成物の温度は製品の取り出し点(9)の所にあるプローブにより決定した。
【0091】
さらに他の添付図面を参照して下記に本発明方法を例示する。これらの説明は本発明を限定するものではない。
【0092】
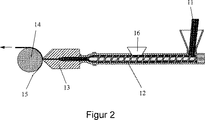
図2を参照すれば、自己接着性組成物のストランド(11)は上手の装置、好ましくは遊星ロール押出し機から輸送用の押出し機(12)に入る。この押出し機(12)の中で真空を用い孔(16)を介して自己接着性組成物は空気を除去され、コートハンガーマニホールドをもった被覆ノズル(13)の中に送られ、このノズルにより自己接着性組成物は冷却ロール(14)の上を走行している担体材料(15)に被覆される。
【0093】
図3は特に有利な具体化例の全工程の概観図である。第1の工程においては自己接着性組成物(28)は遊星ロール押出し機(21)の中で配合される。仕上げられた自己接着性組成物(28)は熔融ポンプ(22)へ送られ、これによって自己接着性組成物(28)はロール被覆装置へ移される。
【0094】
不活性ガス雰囲気下で配合した後、気泡を含まない自己接着性組成物(28)を得る目的で熔融ポンプ(22)とロール被覆装置の間に揮発分除去用の押出し機(23)が配置されている。ロール被覆装置は計量用のロール(24)、担体材料(29)上の自己接着層(28)の厚さを決定する被覆棒ロール(25)、および移送ロール(26)によりつくられている。最後に重ね合わせロール(27)の上で自己接着性組成物(28)および担体材料29)は一緒にして積層品(30)にされる。
【0095】
(実施例)
対照例 1〜3
非熱可塑性エラストマーをベースにした自己接着性組成物を溶媒を用いないで製造する本発明方法に対し、多数のロール・シリンダーを直列に使用した場合に得られる通過処理量についての遊星ロール押出し機の効率を対照例1〜3により示す。使用した遊星ロール押出し機は原理的には図1に示したものである。それぞれ1個、2個または3個のロール・シリンダーをもち、各ロール・シリンダーには6個の遊星スピンドルが装着され、各ロール・シリンダーの間に自由断面が44mmの進入リングを有する遊星ロール押出し機を、同じ組成物を用い、他の点では条件を一定にして動作させた。中央のスピンドルの回転速度は毎分100回転に設定した。各形態の遊星ロール押出し機に対して均一な配合物が得られるまでの製造速度(Qmax)を決定した。
【0096】
対照例1〜3では組成物Aを使用した。これらの対照例および以後のすべての実施例において、非熱可塑性エラストマーは平均粒径が8mmの粒状物の形で使用した。この粒状物を計量可能な状態に保つためにタルクで処理した。この粒状物はPallmann社の切断用のミルを用いてつくった。
【0097】
【表1】

この組成物のすべての成分を使用して50gの粉末混合機の中で予備混合物をつくり、これを容積計量系を介して計量し遊星ロール押出し機の充填区画に加えた。中央のスピンドルおよび充填区画の温度制御回路(TK1およびTK2)を水で冷却し、各ロール区画を100℃に加熱した。得られた最高製造速度をロール・シリンダーの数の関数として下記の表に掲げる。
【0099】
【表2】
実施例 4
紙の裏張り材を取付たマスキング・テープを製造するために、上記対照例1〜3の組成物Aを使用した。この組成物は対照例3と同様にして遊星ロール押出し機でつくった。組成物の取り出し温度は112℃であった。
【0101】
この方法で得た接着剤組成物を、つくった直後に、僅かにクレープ処理された紙の裏地の上に層の厚さ40μmで被覆した。この紙の裏地は坪量が68g/m2であり、標準的な工業的方法で含浸を行ない公知の剥離層および下塗り層を取付けたものである。この接着剤組成物をFarrel社の4−ロール・カレンダー掛け被覆装置を用い、被覆幅1200mmで単軸スクリュー輸送用押出し機を通して組成物を供給して動作させ被覆した。被覆は同期的に行なった。即ち接着剤を第3のカレンダー掛けロールによってクレープ処理した紙へ移送し、第3のロールがウエッブを案内する接触ロール(ゴム)の助けを借りて接着剤の被覆量を決定するようにした。
【0102】
輸送用押出し機から出る接着剤を速度を変えてコンベヤ・ベルトによりカレンダー掛け装置の上方のロールのニップの中に送り込む。カレンダー掛け装置の2個の上方のロールの間につくられたニップにより組成物を予備計量し、これによって厚さ約2〜3cmの接着剤フィルムをつくる。この予備成形した組成物のフィルムを第3のロールによって取り出し、第3のロールに関してつくられたニップにより組成物の所望の用途に適した形に成形する。第3のロールは基質への移送を行なうが、基質は接触ロールによってウエッブの速度で同期して案内される。
【0103】
ロールの間では6:1の割合の速度差が着けられている。すべてのロールは温度が113℃に制御されている。被覆速度は150m/分であった。
【0104】
この方法で得られた接着テープは接合強度が3.5N/cm、剪断保持時間(10N)が1000分より長く、短期間における熱安定性が最高80℃であるマスキング・テープとして適している。
【0105】
冷却後、このようにして得られた接着テープに被覆された接着剤組成物を、電子ビームによって交叉結合させた。TuebingenのPOLYMER PHYSIK社の走査加速器を用い、加速電圧175kV、放射量20kGyで照射を行なった。
【0106】
接合強度を変えずに同じ方法で測定した剪断保持時間(10N)は5000分よりも大きな値に増加し、得られたテープは短期間における熱安定性が最高120℃であるマスキング・テープとして適している。
【0107】
実施例 5
紙の裏地を用いた高温用のマスキング・テープを下記のの例示用の組成物Bを用いてつくった。
【0108】
【表3】
図1に示したような3個のロール・シリンダーを有する遊星ロール押出し機中で組成物をつくった。第1のロール・シリンダーには6個の遊星スピンドルが装着され、第2および第3のロール・シリンダーにはそれぞれ7個が装着されている。中央のスピンドルに対して選ばれた回転速度は110rpmであった。
【0110】
温度制御回路1〜3および7〜8は18℃の冷却水を用いて動作させ、温度制御回路4〜6は95℃に加熱した。組成物の取り出し温度は99℃であった。
【0111】
すべての成分を予備混合し、この予備混合物を毎時66kgの速度で連続的に計量して遊星ロール押出し機の充填区画に加えた。
【0112】
製造工程の直後に、この方法で得られた接着剤組成物を層の厚さ55μmで坪量が85g/m2の中程度にクレープ処理された紙の裏地に被覆した。この紙の裏地は前以て標準的な工業的方法により含浸され、公知の剥離層および下塗り層が取付られたものである。
【0113】
実施例4と同様に作業幅500mmで接着剤組成物を被覆した。すべてのロールは113℃に温度制御した。被覆速度は毎分60mであった。
【0114】
冷却後、この方法で得られた接着剤テープに被覆された接着剤組成物を実施例4と同様にして電子ビームにより交叉結合させた。照射量は25kGyであった。
【0115】
この方法で得られた接着テープは接合強度が4.5〜5N/cm、剪断保持時間(10N)が10,000分より長く、短期間における熱安定性が最高140℃のマスキング・テープとして適している。
【0116】
実施例 6
実施例5でつくられた接着テープの接着剤を、電子ビームを用いずに、温度をかけて化学的に交叉結合させた。
【0117】
加硫用のトンネルを用い滞在時間を120℃で4分間として交叉結合を行なった。
【0118】
この方法で得られたテープの温度安定性は160℃に増加した。
【0119】
実施例 7
下記の例示用の組成物Cを用いフィルムをベースにした包装用テープの試作品をつくった。
【0120】
【表4】
上記成分を容積計量系を通して連続的ではあるが別々に遊星ロール押出し機の充填区画に供給する。その他の処理パラメータは実施例4と同じである。製品取り出し温度は122℃と測定された。
【0122】
製造工程の直後に、この方法で得られた接着剤組成物を層の厚さ20μmで工業的な標準品である30μmのBOPPフィルムに被覆した。このフィルムにはイソシアネートをベースにした工業的な標準品の下塗層並びにカーバメートをベースにした工業的な標準品の剥離層が取付られている。
【0123】
輸送用の押出し機から出てくる接着剤組成物を曲げ剛性をもった2−ロールの被覆装置を用いて被覆する。接着剤フィルムは下塗りしたフィルムの側に直接被覆した。被覆する厚さに対応する被覆先端部は第1および第2のロール、およびウエッブ案内用被覆ロールの間につくられている。第1のロールの温度を100℃に制御し、ウエッブ案内用ロールは90℃に温度制御した。輸送用押出し機から出てくる接着剤組成物の温度は120℃であった。被覆は毎分50mの速度で行なった。
【0124】
この方法で得られた接着テープの接合強度は3〜4N/cm、剪断保持時間(20N)は10,000分より長く、包装用の接着テープとして適していた。
【0125】
実施例 8
下記の例示用組成物Dを使用してフィルムを裏地にした両面接着テープを製造した。
【0126】
【表5】
この組成物は実施例7と同様にして製造した。さらに第1のロール・シリンダーの上手にある注入リングを介して膜ピストンポンプを用い可塑剤を連続的に計量して加えた。製品の取出し温度は105℃と測定された。製造速度は毎時68kgであった。
【0128】
製造工程の直後に、この方法で得られた接着剤組成物を層の厚さを2×40μmにして市販の38μmのE−PVCフィルムの両面に被覆した。
【0129】
実施例5記載の被覆装置を用いて被覆を行なった。接着剤組成物は反対のモードで間接的にE−PVCフィルムに被覆した。輸送ロールをウエッブの85%の速度で作動させた。ロール1およびロール2はそれぞれ100℃および80℃の温度に制御した。ウエッブ案内用ロールの温度は30℃に制御した。冷却直後に接着剤の側を両面シリコーン紙でライニングする。次にこのアセンブリーを第1の側と同じ方法で被覆し、ロールに巻取る。
【0130】
この方法で得られた接着テープの接合強度は7.5N/cm、剪断保持時間(10N)は5000分より長く、広い範囲の用途、例えば印刷工業において版を接着剤で接合する場合のような両面接着テープとして適している。
【0131】
実施例 9
下記の例示用組成物Eを用い織物の裏地を有する絨毯配置用両面テープをつくった。
【0132】
【表6】
この組成物は、実施例5に記載した形の遊星ロール押出し機を用い、中央のスピンドルの回転速度を95rpmにしてつくった。液体を計量する目的で第1および第2のロール・シリンダーの後にある進入リングに半径方向の孔を取付た。この実施例において進入リングの自由断面はそれぞれ46および44mmである。
【0134】
温度制御回路4〜6によりロール・シリンダーを105℃に加熱し、温度制御回路1〜3および7〜8は温度15℃の水で冷却した。
【0135】
EscorezおよびDercolyte樹脂以外、組成物の成分を別々の容積計量系で計量する。この2種の樹脂は予め粉末混合機の中でつくり、次いで計量を行なった。粘稠な柔らかい樹脂Wingtack 10は計量を容易にするために予め60℃に加熱し、第1のロール・シリンダーの上手において電気的な加熱を伴うパイプラインによって注入リングの中に計量して加える。使用した計量ポンプは二重作用を行なうピストンをもった計量ポンプであり、その受器は加熱され断熱されたジャケットを有し、その温度は60℃に制御されている。製品取り出し温度は109℃と測定された。製造速度は毎時65kgであった。
【0136】
このようにして得られた接着性組成物を、製造工程の直後に、層の厚さを2×120μmにして市販の紡績レーヨン(糸の密度19/17)の織物の両側に被覆した。
【0137】
移動被覆法によって織物の裏地をもった絨毯配置用の両面テープをつくった。実施例4の方法により両面をシリコーン処理した剥離紙に直接厚さ120μmで被覆した。積層化ステーションにより市販の粗く紡績したレーヨン繊維布を積層化し、第2の操作としてこのアセンブリーの露出した側に直接120μmの接着剤を被覆した。接着剤組成物の温度は103℃であった。被覆ロールの温度は90℃に制御した。粗い紡績したレーヨン繊維布を加熱した積層化ステーションにより供給し、シリコーンが被覆された表面をもつ第1の積層化ロール、および第2のウエッブ案内用積層化ロールの温度を80℃に制御する。被覆は毎分30mの速度で行なった。
【0138】
この方法で得られた接着テープは接合強度が7N/cmよりも大きく、剪断時保持時間(10N)は200分よりも長かった。この接着テープは種々の目的、特に絨毯を敷く場合の両面接着テープとして適している。
【0139】
実施例10
下記の例示用組成物Fを用い異なった織物の裏地を有する汎用の接着テープをつくった。
【0140】
【表7】
実施例9と同じ実験工程を用い自己接着性組成物をつくった。
【0142】
2種の固体の樹脂、2種の粉末成分および2種のエラストマーからそれぞれ予備混合物をつくり、容積計量装置によりこれらの予備混合物を遊星ロール押出し機の充填区画に別々に加えた。膜ピストンポンプにより第1のロール・シリンダーの上手にある注入リングを介して可塑剤油を加え、60℃に予熱した柔らかい樹脂を第1のロール・シリンダーの下手にある進入リングを介して二重動作ピストン計量ポンプにより加えた。すべての成分は製造速度が毎時62kgになるように計量した。製品取り出し速度は105℃であると計測された。
【0143】
この方法で得られた接着剤組成物を層の厚さ120μmで、80μmのポリエチレン層が積層化されている糸の密度が22/10のポリエステル/綿配合物の繊維布に被覆した。この繊維布は反対側に工業的な標準品のカーバメート剥離用ワニスが取付られている。
【0144】
実施例4の方法により汎用の繊維布を裏地にしたテープをつくった。この場合紙を裏地にしたウエッブの代わりに、ポリエステル/綿配合物の繊維布およびポリエチレン・フィルムを接触ロールの上で案内し、ロールにより被覆を行なうカレンダー掛け装置によって成形された厚さ120μmの接着層をポリエステル/綿配合繊維布の上に被覆した。被覆は作業幅1200mmにおいて毎分155mの速度で行なった。被覆ロールは6:1の比で動作させた。この方法でつくられたテープは接合強度が5N/cmよりも大きく、極めて広い範囲の目的に使用される汎用の接着テープとして適している。
【0145】
実施例11
例示用組成物Gを用いて接着剤組成物をつくった。
【0146】
【表8】
この接着剤組成物は3個のロール・シリンダーを有する図1に示した遊星ロール押出し機に図5に示した遊星スピンドルを装着して製造した。中央のスピンドルの回転速度は100rpmに設定した。
【0148】
熱的な交叉結合剤を含む自己接着性組成物をつくるためには、温度制御回路1〜3および7〜8を16℃の冷却水で作動させ、温度制御回路4〜5を110℃に加熱し、温度制御回路6を95℃に加熱した。この温度設定で組成物の取出し温度は98℃になった。
【0149】
すべての固体成分を一緒にして計量可能な予備混合物にし、これを連続的に計量して遊星ロール押出し機の充填区画に供給した。液体の樹脂Wingtack 10はピストン計量ポンプによって実施例9と同様に予熱した形で加えた。熱的交叉結合剤Rhenocure HXの高温における滞在時間をできるだけ短くするために、この交叉結合剤は第2の進入リングを介して、即ち第3のロール・シリンダーの上手において、臑動ポンプにより連続的に計量して加えた。この実施例においては毎時75kgの製造速度で操作を行なった。
【0150】
この方法で得られた接着剤組成物を、製造工程の直後において、両側に剥離被膜をもった通常の剥離紙に層の厚さ1000μmで被覆した。
【0151】
実施例7の方法により、両面にシリコーン処理を施した剥離紙に厚さが1000μmになるように直接被覆した。
【0152】
次いで加硫用のトンネルの中で有効滞在時間を4分/80℃にして交叉結合を行なった。
【0153】
この方法で得られた被覆された剥離紙は種々の用途に使用できる両面接着テープである。例えば組み立て助材として、接合すべき部品または彫像の自己接着処理に、また接着フィルムを他の担体に転写するのに使用することができる。
【0154】
実施例12
織物の裏地をもった絨毯配置用の両面テープを下記の例示用組成物Hを用いてつくった。
【0155】
【表9】
この自己接着性組成物は、3個のロール・シリンダーを有する図1に示した遊星ロール押出し機に図5に示した遊星スピンドルを装着して製造した。中央のスピンドルの回転速度を110rpmに設定して遊星ロール押出し機を動作させた。
【0157】
温度制御回路1〜3および温度制御回路8を16℃の冷却水で作動させた。温度制御回路4〜5を120℃に加熱し、温度制御回路6〜7を100℃に加熱した。これにより組成物の温度は遊星ロール押出し機の出口の所で112℃になった。
【0158】
実施例11と同様にして、すべての固体成分を一緒にして計量可能な予備混合物にし、これを連続的に計量して遊星ロール押出し機の充填区画に供給した。粘稠な可塑剤Nipolは計量を容易にするために75℃に予熱し、第2のロール・シリンダーの上手にある進入リングを介して実施例9記載の二重動作ピストン計量ポンプを用いて加えた。確立した製造速度は毎時81kgであった。
【0159】
転写被覆法を用い、この接着剤組成物を、厚さ1000μm、密度95kg/m3の市販のポリエチレンをベースにした発泡体材料の両面に2×55g/m2の厚さで被覆した。
【0160】
織物の裏地を有する絨毯配置用の両面テープが製造された。両面にシリコーン処理を施した剥離紙を実施例8の方法により55μmの厚さで直接被覆した。積層化ステーションにおいてポリエチレンの発泡体を積層化し、第2の操作としてこのアセンブリーの露出した側に同様にして直接55μmの接着剤を被覆した。接着剤組成物の温度は100℃であった。被覆ロールの温度は90℃に制御した。ポリエチレン発泡体材料を加熱した積層化ステーションによって供給し、シリコーン処理を行なった表面を有する第1の積層化ロールおよび第2のウエッブ案内用の積層化ロールの温度を80℃に制御した。被覆は毎分30mの速度で行なった。
【0161】
この方法で得られた接着テープは接合強度が3.5N/cmよりも大きく、剪断保持時間(10N)は250分よりも長かった。このものは許容度補償性および防振性をもつ両面接着テープとして広範囲の用途に適している。
【図面の簡単な説明】
【図1】 実施例に使用した遊星ロール押出し機の1種を示す図。
【図2】 上手の装置、好ましくは遊星ロール押出し機から担体材料の上の被覆点まで自己接着性組成物を取出す経路を示す図。
【図3】 特に有利な具体化例の全工程の概観図。
Claims (26)
- 自己接着性テープの製造方法であって、(1)充填区画および配合区画を有する遊星ロール押出し機において、非熱可塑性エラストマーをベースにした自己接着性組成物を溶媒を用いず且つ素練りを行なわずに連続的に製造する工程、ただし該工程は、
a)自己接着性組成物の固体成分を該押出し機の充填区画に供給し、
b)自己接着性組成物の固体成分を充填区画から配合区画へと移動させ、
c)自己接着性組成物の液体成分を配合区画に加え、
d)配合区画の中で均一な自己接着性組成物をつくり、
e)自己接着性組成物を取出す、
ことからなる、(2)このようにして得られた自己接着性組成物をウェッブの形の材料に被覆する工程、及び(3)該被覆した材料を交叉結合させる工程、から成ることを特徴とする方法。 - 自己接着性テープの製造方法であって、(1)充填区画および配合区画を有する遊星ロール押出し機において、非熱可塑性エラストマーをベースにした自己接着性組成物を溶媒を用いず且つ素練りを行なわずに連続的に製造する工程、ただし該工程は、
a)自己接着性組成物の固体成分を該押出し機の充填区画に供給し、且つ充填剤、着色剤および/または交叉結合剤を供給し、
b)自己接着性組成物の固体成分を充填区画から配合区画へと移動させ、
c)自己接着性組成物の液体成分を配合区画に加え、
d)配合区画の中で均一な自己接着性組成物をつくり、
e)自己接着性組成物を取出す、
ことからなる、(2)このようにして得られた自己接着性組成物をウェッブの形の材料に被覆する工程、及び(3)該被覆した材料を交叉結合させる工程、から成ることを特徴とする方法。 - 自己接着性組成物の固体成分がエラストマーおよび樹脂である、請求項1または2記載の方法。
- 自己接着性組成物の液体成分が可塑剤、交叉結合剤および/または他の粘着性賦与剤の樹脂である、請求項1または2記載の方法。
- 該遊星ロール押出し機の配合区画は少なくとも2個の連結したロール・シリンダーから成っている、請求項1〜4のいずれか1つに記載の方法。
- 該遊星ロール押出し機の配合区域は3個の連結したロール・シリンダーから成っている、請求項5記載の方法。
- 該遊星ロール押出し機の各ロール・シリンダーは可能な数の少なくとも半分の数の遊星スピンドルを含んでいる、請求項5または6記載の方法。
- 該遊星ロール押出し機の各ロール・シリンダーは可能な数の3/4よりも多くの数の遊星スピンドルを含んでいる、請求項7記載の方法。
- 該遊星ロール押出し機から取出した後、減圧をかけて自己接着性組成物からガスを除去する、請求項1〜8のいずれか1つに記載の方法。
- 回転速度の調節または圧力の調節を行ないながら操作される接着剤組成物を移送するための熔融物ポンプまたは押出し機が遊星ロール押出し機と被覆装置との間に配置されている、請求項1記載の方法。
- 該遊星ロール押出し機と被覆装置との間に配置される押出し機が揮発分除去押出し機である、請求項10記載の方法。
- ウエッブの形の材料の被覆はロール・ミルまたはカレンダー掛け装置を用いて行なわれ、自己接着性組成物がウエッブの形の材料へと送られる前に1個またはそれ以上のロールのニップを通過する際、自己接着性組成物を所望の厚さに成形する、請求項10または11記載の方法。
- ウエッブの形の材料の被覆は押出し機によって供給される押出しダイス型を用いて行なわれる、請求項12記載の方法。
- 該押出し機が揮発分除去押出し機である、請求項13記載の方法。
- 押出しダイス型はコートハンガーマニホールドダイス型の形をしている、請求項13または14記載の方法。
- 促進剤を用いずに電子ビームにより被覆した材料を交叉結合させる、請求項1〜15のいずれか1つに記載の方法。
- 被覆した材料を熱的に交叉結合させる、請求項1〜15のいずれか1つに記載の方法。
- 該遊星ロール押出し機からの出口の所で自己接着性組成物は150℃より低い温度をもっている、請求項1〜17のいずれか1つに記載の方法。
- 該遊星ロール押出し機からの出口の所で自己接着性組成物は130℃より低い温度をもっている、請求項18記載の方法。
- 該遊星ロール押出し機からの出口の所で自己接着性組成物は70〜110℃の温度をもっている、請求項19記載の方法。
- 非熱可塑性のエラストマーは天然ゴム、不規則に共重合したスチレン−ブタジエン・ゴム(SBR)、ブタジエン・ゴム(BR)、合成ポリイソプレン(IR)、ブチル・ゴム(IIR)、ハロゲン化さけたブチル・ゴム(XIIR)、アクリレート・ゴム(ACM)、エチレン酢酸ビニル共重合体(EVA)および/またはそれらの配合物から成る群から選ばれる、請求項1〜20のいずれか1つに記載の方法。
- 非熱可塑性エラストマーの10〜50重量%の割合で熱可塑性エラストマーを加える、請求項1〜21のいずれかに1つに記載の方法。
- 交叉結合剤は硫黄系、促進された硫黄系、反応性フェノール樹脂系およびジイソシアネート交叉結合剤系から成る群から選ばれる、請求項2〜22のいずれか1つに記載の方法。
- 交叉結合剤は熱で賦活することができ、50℃より高い温度で賦活される、請求項2〜23のいずれか1つに記載の方法。
- 交叉結合剤は熱で賦活することができ、100〜160℃の温度で賦活される、請求項24記載の方法。
- 交叉結合剤は熱で賦活することができ、110〜140℃の温度で賦活される、請求項25記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19806609.0 | 1998-02-18 | ||
| DE19806609A DE19806609A1 (de) | 1998-02-18 | 1998-02-18 | Verfahren zur kontinuierlichen, lösungsmittel- und mastikationsfreien Herstellung von druckempfindlichen Selbstklebemassen auf Basis von nicht-thermoplastischen Elastomeren sowie deren Beschichtung zur Herstellung von selbstklebenden Artikeln |
| PCT/EP1999/000968 WO1999042276A1 (de) | 1998-02-18 | 1999-02-13 | Verfahren zur kontinuierlichen, lösungsmittel- und mastikationsfreien herstellung von druckempfindlichen selbstklebemassen auf basis von nicht-thermoplastischen elastomeren sowie deren beschichtung zur herstellung von selbstklebenden artikeln |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2002503567A JP2002503567A (ja) | 2002-02-05 |
| JP4399111B2 true JP4399111B2 (ja) | 2010-01-13 |
Family
ID=7858056
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000532262A Expired - Lifetime JP4399111B2 (ja) | 1998-02-18 | 1999-02-13 | 自己接着性テープの製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US6780271B1 (ja) |
| EP (1) | EP1056584B2 (ja) |
| JP (1) | JP4399111B2 (ja) |
| DE (2) | DE19806609A1 (ja) |
| ES (1) | ES2175946T5 (ja) |
| WO (1) | WO1999042276A1 (ja) |
Families Citing this family (55)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19939077A1 (de) * | 1999-08-18 | 2001-02-22 | Beiersdorf Ag | Verfahren zur kontinuierlichen, lösungsmittel- und mastikationsfreien Herstellung von druckempfindlichen Selbstklebemassen auf Basis von nicht-thermoplastischen Elastomeren sowie deren Beschichtung zur Herstellung von selbstklebenden Artikeln |
| DE19939075A1 (de) * | 1999-08-18 | 2001-02-22 | Beiersdorf Ag | Selbstklebendes Abdeckband unter Verwendung eines bahnförmigen Trägers auf Papier- oder Vliesbasis und einer lösungsmittelfrei und mastikationsfrei hergestellten und beschichteten druckempfindlichen Selbstklebemasse auf Basis nicht thermoplastischer Elastomere |
| DE19939073A1 (de) * | 1999-08-18 | 2001-02-22 | Beiersdorf Ag | Verfahren zur kontinuierlichen, lösungsmittel- und mastikationsfreien Herstellung von druckempfindlichen Selbstklebemassen auf Basis von nicht-thermoplastischen Elastomeren sowie deren Beschichtung zur Herstellung von selbstklebenden Artikeln |
| DE10001546A1 (de) * | 2000-01-14 | 2001-07-19 | Beiersdorf Ag | Verfahren zur kontinuierlichen Herstellung und Beschichtung von Selbstlebemassen auf Basis von Polyisobutylen mit mindestens einem pharmazeutischen Wirkstoff |
| JP4393691B2 (ja) * | 2000-04-21 | 2010-01-06 | 日東電工株式会社 | カレンダーロール及び積層シートの製造方法 |
| DE10029553A1 (de) * | 2000-06-15 | 2002-01-03 | Beiersdorf Ag | Verfahren zur Herstellung vernetzbarer Acrylathaftklebemassen |
| DE10037549A1 (de) | 2000-08-02 | 2002-02-14 | Beiersdorf Ag | Verfahren und Vorrichtung zum Auftragen von Schmelzhaftklebern auf ein Trägermaterial |
| DE50209346D1 (de) | 2001-04-18 | 2007-03-15 | Advanced Photonics Tech Ag | Strahlermodul und hochleistungs-bestrahlungsanlage |
| DE10137405A1 (de) * | 2001-07-31 | 2003-02-20 | Beiersdorf Ag | Verfahren zur kontinuierlichen Herstellung und Beschichtung von Selbstklebemassen auf Basis von SBC mit mindestens einem pharmazeutischen Wirkstoff |
| DE10322830A1 (de) | 2003-05-19 | 2004-12-09 | Tesa Ag | Verfahren zur kontinuierlichen Herstellung von Polymeren aus vinylischen Verbindungen durch Substanz-beziehungsweise Lösungsmittelpolymerisation |
| KR100849612B1 (ko) † | 2003-11-24 | 2008-07-31 | 인터테이프 폴리머 코포레이션 | 유성형 압출기를 사용하여 접착제를 제조하는 방법 |
| US20100105847A1 (en) | 2006-01-24 | 2010-04-29 | Intertape Polymer Corp. | Plug flow bulk polymerization of vinyl monomers |
| US7906598B2 (en) * | 2006-08-30 | 2011-03-15 | Intertape Polymer Corp. | Recirculation loop reactor bulk polymerization process |
| JP2009524706A (ja) * | 2006-01-24 | 2009-07-02 | インターテープ ポリマー コーポレーション | 遊星ローラー押出機における連続バルク重合 |
| ATE516877T1 (de) | 2006-08-30 | 2011-08-15 | Intertape Polymer Corp | Massenpolymerisierungsverfahren für einen rückführungskreislaufreaktor |
| US8034873B2 (en) * | 2006-10-06 | 2011-10-11 | Lubrizol Advanced Materials, Inc. | In-situ plasticized thermoplastic polyurethane |
| DE102008012185A1 (de) | 2008-03-03 | 2009-09-10 | Tesa Se | Verfahren zur Herstellung einer hochkohäsiven Haftklebemasse |
| DE102008062368A1 (de) * | 2008-12-17 | 2010-06-24 | Tesa Se | Haftklebemassen auf Basis von Naturkautschuk und Polyacrylaten |
| DE102008063036A1 (de) | 2008-12-23 | 2010-07-01 | Tesa Se | Verfahren zur Herstellung einer thermisch reaktiven Haftklebemasse |
| DE102011112081A1 (de) | 2011-05-11 | 2015-08-20 | Entex Rust & Mitschke Gmbh | Verfahren zur Verarbeitung von Elasten |
| EP2828077B1 (en) | 2012-03-20 | 2017-05-10 | Firestone Building Products Co., LLC | System and method for continuously manufacturing cured membranes |
| DE102012206648A1 (de) | 2012-04-23 | 2013-10-24 | Tesa Se | Abdeckklebeband |
| DE102012207868A1 (de) | 2012-05-11 | 2013-11-14 | Tesa Se | Haftklebstoff auf Naturkautschukbasis |
| DE102013000708A1 (de) | 2012-10-11 | 2014-04-17 | Entex Rust & Mitschke Gmbh | Verfahren zur Extrusion von Kunststoffen, die zum Kleben neigen |
| DE102013208445A1 (de) * | 2013-05-08 | 2014-11-13 | Tesa Se | Verfahren zum Herstellen einer syntaktisch geschäumten Polymermasse, vorzugsweise einer druckempfindlichen Klebemasse, Vorrichtung zur Durchführung des Verfahrens, Extrudat und Selbstklebeband |
| DE102017001093A1 (de) | 2016-04-07 | 2017-10-26 | Entex Rust & Mitschke Gmbh | Entgasen bei der Extrusion von Kunststoffen mit Filterscheiben aus Sintermetall |
| DE102015001167A1 (de) | 2015-02-02 | 2016-08-04 | Entex Rust & Mitschke Gmbh | Entgasen bei der Extrusion von Kunststoffen |
| DE102015215247A1 (de) | 2015-08-11 | 2017-02-16 | Tesa Se | Haftklebstoff auf Basis von Acrylnitril-Butadien-Kautschuken |
| DE102015217376A1 (de) | 2015-09-11 | 2017-03-16 | Tesa Se | Haftklebstoff auf Basis EPDM |
| DE102015222282A1 (de) | 2015-11-12 | 2017-05-18 | Tesa Se | Klebeband und seine Verwendung |
| DE102016002143A1 (de) | 2016-02-25 | 2017-08-31 | Entex Rust & Mitschke Gmbh | Füllteilmodul in Planetwalzenextruderbauweise |
| US10329463B2 (en) | 2016-05-19 | 2019-06-25 | Shurtape Technologies, Llc | Process for making pressure-sensitive adhesive and duct tape |
| DE102017202668A1 (de) | 2017-02-20 | 2018-08-23 | Tesa Se | Vernetzbare Haftklebmasse |
| DE102017203062A1 (de) | 2017-02-24 | 2018-08-30 | tesa SE, Kst. 9500 - Bf. 645 | Verfahren zur Herstellung von thermisch vernetzbaren Polymeren in einem Planetwalzenextruder |
| DE102017004563A1 (de) | 2017-03-05 | 2018-09-06 | Entex Rust & Mitschke Gmbh | Entgasen beim Extrudieren von Polymeren |
| DE102017003681A1 (de) | 2017-04-17 | 2018-10-18 | Entex Rust & Mitschke Gmbh | Kühlen beim Extrudieren von Schmelze |
| DE102017005999A1 (de) | 2017-05-28 | 2018-11-29 | Entex Rust & Mitschke Gmbh | Herstellung von essbaren Wurstpellen aus Kollagen oder gleichartigen Stoffen durch Extrudieren |
| CN107055555A (zh) * | 2017-06-20 | 2017-08-18 | 上海华震科技有限公司 | 一种无定形硅胶的连续生产装置和生产方法 |
| DE102017005998A1 (de) | 2017-06-23 | 2018-12-27 | Entex Rust & Mitschke Gmbh | Chemische Prozeßführung für fließfähiges Einsatzgut in einem Planetwalzenextruder |
| DE102017006638A1 (de) | 2017-07-13 | 2019-01-17 | Entex Rust & Mitschke Gmbh | Füllteilmodul in Planetwalzenextruderbauweise |
| MX2020007254A (es) * | 2017-11-10 | 2020-08-17 | Pirelli | Dispositivo de mezclado planetario y metodo de produccion de un compuesto elastomerico. |
| DE102017221072A1 (de) | 2017-11-24 | 2019-05-29 | Tesa Se | Verfahren zur Herstellung haftklebriger Reaktivklebebänder |
| CN107791658B (zh) * | 2017-11-24 | 2023-08-18 | 戴维斯标准(苏州)机械有限公司 | 贴合机胶带调节装置 |
| DE102018001412A1 (de) | 2017-12-11 | 2019-06-13 | Entex Rust & Mitschke Gmbh | Entgasen beim Extrudieren von Stoffen, vorzugsweise von Kunststoffen |
| DE102017223003A1 (de) * | 2017-12-18 | 2019-07-18 | Tesa Se | Verfahren zur Steigerung der Verankerungskraft bei der Beschichtung eines Trägers mit einer lösungsmittelfreien Klebemasse durch oberflächliche Trägererhitzung mittels Kontaktflächenwärmeübertrag |
| WO2019166125A1 (de) | 2018-02-28 | 2019-09-06 | Entex Rust & Mitschke Gmbh | Verfahren zur herstellung und verarbeitung von polymeren und polymermischungen in einem modular aufgebauten planetwalzenextruder |
| DE102018204594A1 (de) * | 2018-03-27 | 2019-10-02 | Tesa Se | Verfahren zum homogenen Einarbeiten von Füllstoff in eine, insbesondere thermisch vernetzbare, Selbstklebemasse auf Basis von nicht-thermoplastischem Elastomer |
| DE102018211617A1 (de) * | 2018-07-12 | 2020-02-27 | Tesa Se | Herstellung einer Haftklebemasse auf Basis von festem EPDM-Kautschuk |
| CN112566974B (zh) * | 2018-08-13 | 2023-05-23 | 3M创新有限公司 | 胶粘剂组合物和制品 |
| DE102018221589A1 (de) * | 2018-08-23 | 2020-02-27 | Tesa Se | Verfahren zur Herstellung eines insbesondere thermisch vulkanisierbaren Klebstoffs sowie eines Klebebandes mit dem thermisch vulkanisierbaren Klebstoff |
| DE102019207550A1 (de) | 2019-05-23 | 2020-11-26 | Tesa Se | Verfahren zur Herstellung haftklebriger Reaktivklebebänder |
| DE102019121854A1 (de) * | 2019-08-14 | 2021-02-18 | Brückner Maschinenbau GmbH & Co. KG | Anlage zur Herstellung einer Kunststoffschmelze und Verwendung einer solchen Anlage zur Herstellung einer Kunststoffschmelze für eine poröse Folie |
| EP3892441A1 (de) | 2020-04-07 | 2021-10-13 | Entex Rust & Mitschke GmbH | Nachrüstung für eine extruderanlage |
| DE102020007239A1 (de) | 2020-04-07 | 2021-10-07 | E N T E X Rust & Mitschke GmbH | Kühlen beim Extrudieren von Schmelzen |
| DE102020205795A1 (de) | 2020-05-07 | 2021-11-11 | Tesa Se | Hochtemperatur-Haftklebemasse auf Basis von EPDM-Kautschuk |
Family Cites Families (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA698518A (en) † | 1964-11-24 | Sahler Wilhelm | Process and apparatus for the preparation of self-adhesive tapes or sheets | |
| NL123671C (ja) * | 1956-10-16 | 1900-01-01 | ||
| US3634381A (en) * | 1968-04-27 | 1972-01-11 | Basf Ag | Degradation of high molecular weight polyisobutylene in extruders |
| DE2158246C3 (de) * | 1971-11-24 | 1979-06-28 | Eickhoff-Kleinewefers Kunststoffmaschinen Gmbh, 4630 Bochum | Vorrichtung zum Aufbereiten und Strangpressen von thermoplastischen Kunststoffen |
| DE2303366A1 (de) * | 1973-01-24 | 1974-07-25 | Ludwig Wittrock | Verfahren zur herstellung einer extrusionsfaehigen masse aus kunststoff, sowie schneckenstrangpresse zur durchfuehrung des verfahrens |
| DE2521774A1 (de) * | 1975-05-16 | 1976-11-25 | Eickhoff Kleinewefers Kunststo | Vorrichtung zum aufbereiten und strangpressen von thermoplastischen kunststoffen |
| DE2719095C2 (de) * | 1977-04-29 | 1984-07-05 | Hermann Berstorff Maschinenbau Gmbh, 3000 Hannover | Schneckenpresse zur Verarbeitung von plastischen Massen, insbesondere von Kunststoffen und Kautschuk |
| AU7696881A (en) * | 1980-11-21 | 1982-05-27 | Permacel | Extrusion coating |
| DE3133647A1 (de) * | 1981-08-26 | 1983-03-17 | Hermann Berstorff Maschinenbau Gmbh, 3000 Hannover | "vorrichtung zum aufbereiten von plastischen formmassen" |
| US4614778A (en) * | 1984-02-03 | 1986-09-30 | Hirokazu Kajiura | Random copolymer |
| DE3908415A1 (de) | 1989-03-15 | 1990-09-20 | Rust & Mitschke Entex | Verarbeitung von gummimischungen |
| US5539033A (en) | 1992-11-06 | 1996-07-23 | Minnesota Mining And Manufacturing Company | Solventless compounding and coating of non-thermoplastic hydrocarbon elastomers |
| CA2147507C (en) | 1992-11-06 | 2003-07-29 | Timothy D. Bredahl | Solventless compounding and coating of non-thermoplastic hydrocarbon elastomers |
| US5274036A (en) * | 1992-11-17 | 1993-12-28 | Ralf Korpman Associates | Pressure sensitive adhesive |
| GB2274429B (en) | 1993-01-25 | 1996-07-31 | Xerox Corp | Book binding |
| DE9421955U1 (de) | 1994-09-20 | 1997-05-07 | Rust & Mitschke Entex | Planetwalzenextruder |
| DE4433487C2 (de) | 1994-09-20 | 1998-07-02 | Rust & Mitschke Entex | Planetwalzenextruder |
| DE19518255C5 (de) | 1995-05-18 | 2004-07-08 | Entex Rust & Mitschke Gmbh | Planetwalzenextruder |
| FR2738337B1 (fr) | 1995-08-30 | 1997-10-17 | Sagem | Procede de filtrage d'un signal representant le niveau de liquide d'un reservoir |
| US5914157A (en) | 1995-08-31 | 1999-06-22 | Minnesota Mining And Manufacturing Company | Solventless hot melt process for the preparation of pressure sensitive adhesives |
| DE19631182A1 (de) | 1996-01-12 | 1997-07-17 | Rust & Mitschke Entex | Vorrichtung zum Granulieren |
| DE19628177B4 (de) | 1996-07-12 | 2005-12-22 | Tesa Ag | Selbstklebeband und dessen Verwendung |
| US5798175A (en) * | 1997-01-31 | 1998-08-25 | American Tape Company | Pressure sensitive adhesives and tape product prepared therefrom |
| JPH10259359A (ja) | 1997-03-21 | 1998-09-29 | Oji Paper Co Ltd | 粘着剤組成物、および粘着テープまたはシート |
| DE19716996C1 (de) | 1997-04-23 | 1998-06-04 | Beiersdorf Ag | Verfahren zur Herstellung eines druckempfindlichen doppelseitigen Klebebands auf Kautschukbasis |
| DE29710235U1 (de) * | 1997-06-12 | 1997-08-14 | Battenfeld Extrusionstech | Vorrichtung zum Plastifizieren von Kunststoffmaterial |
-
1998
- 1998-02-18 DE DE19806609A patent/DE19806609A1/de not_active Withdrawn
-
1999
- 1999-02-13 US US09/582,069 patent/US6780271B1/en not_active Expired - Lifetime
- 1999-02-13 ES ES99906236T patent/ES2175946T5/es not_active Expired - Lifetime
- 1999-02-13 DE DE59901494T patent/DE59901494D1/de not_active Expired - Lifetime
- 1999-02-13 EP EP99906236A patent/EP1056584B2/de not_active Expired - Lifetime
- 1999-02-13 WO PCT/EP1999/000968 patent/WO1999042276A1/de active IP Right Grant
- 1999-02-13 JP JP2000532262A patent/JP4399111B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| WO1999042276A1 (de) | 1999-08-26 |
| ES2175946T5 (es) | 2011-05-05 |
| EP1056584B1 (de) | 2002-05-22 |
| EP1056584A1 (de) | 2000-12-06 |
| EP1056584B2 (de) | 2010-12-15 |
| DE19806609A1 (de) | 1999-08-19 |
| JP2002503567A (ja) | 2002-02-05 |
| US6780271B1 (en) | 2004-08-24 |
| DE59901494D1 (de) | 2002-06-27 |
| ES2175946T3 (es) | 2002-11-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4399111B2 (ja) | 自己接着性テープの製造方法 | |
| US6506447B1 (en) | Process for the continuous, solvent- and mastication-free production of pressure-sensitive self-adhesive compositions based on non-thermoplastic elastomers and coating thereof to produce self-adhesive articles | |
| JP2001115118A (ja) | 非熱可塑性の弾性重合体を基とする感圧自己接着性組成物の製造を溶媒も素練りも用いないで連続的に行う方法そしてそれのコーティングで自己接着品を製造する方法 | |
| JP2001106999A (ja) | 紙または不織物を基とするウエブ形態の裏地を用いかつ非熱可塑性の弾性重合体を基に溶媒も素練りも無しに調製して付着させた感圧自己接着性組成物を用いた自己接着性マスキングテープ | |
| US20060234047A1 (en) | Adhesive packaging tape with natural-rubber hot-melt pressure sensistive adhesive | |
| EP2716353B1 (en) | Process for preparing a self-adhesive composition using a planetary extruder | |
| EP1102809B1 (en) | Articles that include a polymer foam and method for preparing same | |
| JP5654875B2 (ja) | 発泡した感圧性の接着剤の製造方法 | |
| US6150017A (en) | Process for preparing high-performance pressure-sensitive hotmelt adhesive compositions and the use thereof for producing self-adhesive tapes | |
| JPH10298507A (ja) | ゴムをベースとする両面感圧性接着テープを製造する方法 | |
| KR102240255B1 (ko) | 고형 epdm 러버를 기반으로 한 감압 접착제의 제조 | |
| JP4489858B2 (ja) | 感圧接着剤組成物および接着剤製品の製造法 | |
| US20210094204A1 (en) | Method for Homogenously Incorporating Filler into a Self-Adhesive Compound, in Particular a Thermally Crosslinkable Self-Adhesive Compound, Based on Non-Thermoplastic Elastomer | |
| Khanjani | Pressure-Sensitive Adhesive Joints | |
| JP2000202847A (ja) | エラストマ―基質ウェブの製造法 | |
| JPS5945705B2 (ja) | 感圧性接着シ−トまたはテ−プの製造法 | |
| CA2184702C (en) | Solventless compounding and coating of non-thermoplastic hydrocarbon elastomers |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051108 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20080529 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080701 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080708 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20081007 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20081015 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081106 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090421 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20090721 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20090728 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20090821 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20090828 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090914 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20091020 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20091026 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121030 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121030 Year of fee payment: 3 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R371 | Transfer withdrawn |
Free format text: JAPANESE INTERMEDIATE CODE: R371 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121030 Year of fee payment: 3 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121030 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131030 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |