JP4370341B2 - ACF pasting device - Google Patents
ACF pasting device Download PDFInfo
- Publication number
- JP4370341B2 JP4370341B2 JP2007086927A JP2007086927A JP4370341B2 JP 4370341 B2 JP4370341 B2 JP 4370341B2 JP 2007086927 A JP2007086927 A JP 2007086927A JP 2007086927 A JP2007086927 A JP 2007086927A JP 4370341 B2 JP4370341 B2 JP 4370341B2
- Authority
- JP
- Japan
- Prior art keywords
- acf
- substrate
- tape
- unit
- liquid crystal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images











Landscapes
- Liquid Crystal (AREA)
- Wire Bonding (AREA)
- Electric Connection Of Electric Components To Printed Circuits (AREA)
Description
本発明は、液晶ディスプレイやプラズマディスプレイ等のフラットディスプレイ装置を構成するディスプレイパネル等からなる基板にドライバ回路等の半導体回路素子を搭載するために、この基板にACF(Anisotropic Conductive Film)を貼り付けるためのACF貼り付け装置及びこのACF貼り付け装置により貼り付けられたACFを含むフラットディスプレイ装置に関するものである。 In order to mount a semiconductor circuit element such as a driver circuit on a substrate composed of a display panel constituting a flat display device such as a liquid crystal display or a plasma display, the present invention is for attaching an ACF (Anisotropic Conductive Film) to the substrate. The present invention relates to an ACF pasting apparatus and a flat display apparatus including an ACF pasted by the ACF pasting apparatus.
例えば、液晶ディスプレイは、液晶封入空間を形成した上下2枚の透明基板からなる液晶パネルに半導体回路素子を介して印刷回路基板を接続する構成としたものである。ここで、半導体回路素子はドライバ回路であって、このドライバ回路はインナ側及びアウタ側の電極を備えており、インナ側の電極は液晶パネルを構成する一方の基板に、またアウタ側の電極は印刷回路基板に、それぞれ電気的に接続される。ドライバ回路の搭載方式の代表的なものとしては、チップ状のICパッケージを、直接液晶パネルを構成する基板に搭載すると共に、印刷回路基板を液晶パネルに接続するCOG(Chip On Glass)方式と、フィルム状の基板にドライバ回路を搭載したTCP(Tape Carrier Package)を液晶パネルと印刷回路基板とに接続するTAB(Tape Automated Bonding)方式とがある。 For example, a liquid crystal display has a configuration in which a printed circuit board is connected via a semiconductor circuit element to a liquid crystal panel composed of two upper and lower transparent substrates in which a liquid crystal sealing space is formed. Here, the semiconductor circuit element is a driver circuit, and this driver circuit includes inner and outer electrodes. The inner electrode is on one substrate constituting the liquid crystal panel, and the outer electrode is Each is electrically connected to the printed circuit board. As a typical driver circuit mounting method, a chip-like IC package is directly mounted on a substrate constituting a liquid crystal panel, and a COG (Chip On Glass) method in which a printed circuit board is connected to the liquid crystal panel; There is a TAB (Tape Automated Bonding) system in which a TCP (Tape Carrier Package) in which a driver circuit is mounted on a film-like substrate is connected to a liquid crystal panel and a printed circuit board.
いずれにしろ、液晶パネルを構成する一方の基板の表面には、少なくとも2辺に配線パターンが形成されており、この配線パターンにおける電極とドライバ回路のインナ電極とが電気的に接続される。従って、液晶パネルには微小ピッチ間隔で配線パターンが形成されているが、それに搭載される半導体回路素子毎に所定数の電極が群として形成される。従って、液晶パネルは、複数の電極群と、相隣接する電極群間の空白領域とを有している。なお、ドライバ回路は印刷回路基板とも接続され、従って印刷回路基板側にも、液晶パネル側と同様、所定数の電極群が複数群形成されている。なお、印刷回路基板側の電極群を構成する配線の数は、通常、液晶パネル側の電極群の配線数より少ない。 In any case, a wiring pattern is formed on at least two sides on the surface of one substrate constituting the liquid crystal panel, and the electrode in the wiring pattern and the inner electrode of the driver circuit are electrically connected. Therefore, although the wiring pattern is formed on the liquid crystal panel at a minute pitch interval, a predetermined number of electrodes are formed as a group for each semiconductor circuit element mounted thereon. Therefore, the liquid crystal panel has a plurality of electrode groups and a blank area between adjacent electrode groups. The driver circuit is also connected to the printed circuit board. Therefore, a plurality of groups of a predetermined number of electrode groups are formed on the printed circuit board side as well as the liquid crystal panel side. Note that the number of wires constituting the electrode group on the printed circuit board side is usually smaller than the number of wires in the electrode group on the liquid crystal panel side.
半導体回路素子としてのドライバ回路と、液晶パネルなり印刷回路基板なりとを接続するに当っては、微小間隔に配列されている多数の電極間を確実に電気的に接続し、かつドライバ回路を固定しなければならない。このために、ACFが用いられる。ACFは粘着性のあるバインダ樹脂に微小な導電粒子を均一に分散させたものであり、このACFを熱圧着することによって、導電粒子を介して電極間が電気的に接続され、かつ加熱によりバインダ樹脂を硬化させて、ドライバ回路を液晶パネルや印刷回路基板に固定させる。 When connecting a driver circuit as a semiconductor circuit element to a liquid crystal panel or a printed circuit board, a large number of electrodes arranged at a minute interval are securely electrically connected and the driver circuit is fixed. Must. For this purpose, ACF is used. ACF is obtained by uniformly dispersing minute conductive particles in an adhesive binder resin. By thermocompression bonding the ACF, electrodes are electrically connected through the conductive particles, and the binder is heated by heating. The resin is cured and the driver circuit is fixed to the liquid crystal panel or the printed circuit board.
従って、例えば液晶パネルの一方の基板における配線パターンが設けられている部位にACFを貼り付けた上でドライバ回路としてのTCPをこの基板にTAB搭載する。ACFは粘着物質であるから、台紙テープに剥離層を介して積層されており、これによりACFテープを構成している。このACFテープを供給リールに巻回させておき、この供給リールから送り出されて、貼り付けユニットを用いて基板表面に貼り付けられる。このために、貼り付けユニットには、供給リールを装架する部材が設けられ、また供給リールから供給されるACFテープを所定の経路を沿って引き回すために、適宜の箇所にガイドローラ等からなるガイド部材が配置される。 Therefore, for example, an ACF is attached to a portion of the one substrate of the liquid crystal panel where the wiring pattern is provided, and a TCP as a driver circuit is mounted on the TAB on this substrate. Since ACF is an adhesive substance, it is laminated on the backing tape via a release layer, thereby constituting an ACF tape. The ACF tape is wound around a supply reel, sent out from the supply reel, and pasted onto the substrate surface using a pasting unit. For this purpose, the pasting unit is provided with a member for mounting the supply reel, and includes a guide roller or the like at an appropriate place for drawing the ACF tape supplied from the supply reel along a predetermined path. A guide member is disposed.
基板へのACFの貼り付けは、基板の1辺における全長にわたって連続的に貼り付ける一括貼りと、各々の電極群毎に分割し、空白領域にはACFを付着しないようにして貼り付ける分割貼りとがある。一括貼りは、不必要な空白領域にもACFが貼り付けられる関係から、材料に無駄が生じることになり、また空白領域ではACFを構成する粘着性のある樹脂と導電粒子とが露出したままになるので、半導体回路素子の搭載後の処理や加工にとって不都合が生じることもある。従って、分割貼りの方が望ましい。 The ACF is attached to the substrate by batch attachment that is continuously attached over the entire length of one side of the substrate, divided attachment for each electrode group, and attachment so that the ACF is not attached to the blank area. There is. In the case of batch pasting, the ACF is also pasted to unnecessary blank areas, so that the material is wasted. In the blank area, the adhesive resin and the conductive particles constituting the ACF are left exposed. Therefore, inconvenience may occur for processing and processing after mounting the semiconductor circuit element. Therefore, it is preferable to divide and paste.
例えば、特許文献1に基板の電極群毎にACFの分割貼りを行う方式が開示されている。この特許文献1においては、1回の貼り付け長さ分のACFを保持させた保持部を回転体の回転方向に複数配列して、台紙テープを接合させたままのACFテープを貼り付け長さ毎に切断して、台紙テープを保持部に吸着させるように構成している。そして、この保持部は回転体に設けたシャフトを出没させることにより液晶パネルに接離させるようにしている。
For example,
液晶パネルを構成する基板を移動させて各々の電極群を回転体と順次対面するように所定のピッチ間隔毎に位置決めし、保持部に連結したシャフトを伸長させることによって、この保持部に吸着させているACFと台紙テープとの積層テープを基板に押圧する。そして、保持部により台紙テープを吸着状態に保持して、シャフトを回転体側に引き込むことによって、ACFを台紙テープから剥離させて基板に貼り付けられる。
前述したように、特許文献1においては、回転体を含むACFの貼り付けユニットを固定的に保持し、液晶パネルの基板を水平方向に移動させるようにしてACFの貼り付け操作を行うようにしている。このために、ACFの貼り付けステージとしては、電極群の並び方向のサイズの2倍乃至それ以上のスペースを必要とする。そして、基板のサイズが大きくなれば、その分だけ広いスペースが必要となり、装置が極めて大型化するという問題点がある。
As described above, in
本発明は以上の点に鑑みてなされたものであって、その目的とするところは、ACF貼り付けステージの構成を小型化,コンパクト化することにある。 The present invention has been made in view of the above points, and an object of the present invention is to reduce the size and the size of the ACF attaching stage.
前述した目的を達成するために、本発明は、複数の電極が形成された基板に対して、これら複数の電極をそれぞれ1枚のACFが貼り付けられる電極群に分割して、複数箇所の貼り付け領域を設定し、これら貼り付け領域毎に個別的にACFを貼り付けるACF貼り付け装置であって、前記基板は定位置に設けたテーブルに固定的に装着されており、前記基板の電極群の並び方向に移動可能な搬送手段に所定のストロークだけ昇降動する支持部材が装着され、前記支持部材には、台紙テープの剥離層にACFを積層させたACFテープを送り出す供給リールがセットされ、前記供給リールから送り出される前記ACFテープの前記台紙テープには連続性を持たせ、ACFを前記基板の各々の電極群に貼り付ける長さ分毎に切断するハーフカット手段と、このハーフカット手段により切断されたACFを前記基板の表面に圧着させる圧着ヘッドとからなる貼り付けユニットを設け、前記搬送手段は、前記貼り付けユニットを、前記圧着ヘッドが前記貼り付け領域毎に位置決めされるようにしてピッチ送りさせ、前記圧着ヘッドは、前記各貼り付け領域に位置決めされる毎に下降させて、ACFを前記基板に貼り付けるようになし、前記テーブル上の前記基板への前記各貼り付け領域にACFが貼り付けられているか否かを検出するために、前記搬送手段及び前記貼り付けユニットとは独立したACF検出手段を設ける構成としたことをその特徴とするものである。 In order to achieve the above-described object, the present invention divides a plurality of electrodes into a group of electrodes to which a single ACF is attached, and attaches a plurality of electrodes to a substrate on which a plurality of electrodes are formed. An ACF adhering apparatus for setting an attaching area and individually attaching an ACF to each of the attaching areas , wherein the substrate is fixedly mounted on a table provided at a fixed position, and an electrode group of the substrate A support member that moves up and down by a predetermined stroke is attached to the transporting means that can move in the arrangement direction, and a supply reel that feeds an ACF tape in which an ACF is laminated on a release layer of a mount tape is set on the support member, The mounting tape of the ACF tape fed from the supply reel is made continuous, and a half-cut is cut for each length of the ACF attached to each electrode group of the substrate. Means and, this ACF cut by the half-cut unit provided pasting unit comprising a bonding head which is pressed against the surface of the substrate, said transport means, said attachment unit, the attachment region wherein the bonding head is Each position is pitch-fed so that it is positioned, and the crimping head is lowered each time it is positioned in each of the pasting areas, so that the ACF is not stuck to the board, and the head on the table is moved to the board. In order to detect whether or not an ACF is attached to each of the attachment areas, an ACF detection means independent of the transport means and the attachment unit is provided. is there.
ここで、基板のサイズとACF貼り付け機構のサイズとを比較したときに、貼り付け機構の方が小さい場合に適用される。貼り付け機構のサイズは、ACFが貼り付けられる電極群からなる貼り付け領域の長さに依存するものであって、それ以下のサイズとすることはできない。ACFは基板に対して複数個所貼り付けられるので、搬送手段により貼り付け機構を移動させ、基板を固定的に配置して、ACFの貼り付けを行う構成とすることにより、基板を移動させる場合より、装置構成の小型化及びコンパクト化が図られる。基本的には、基板のサイズではなく、それに貼り付けられるACFの1単位に依存する。従って、搬送手段はボールねじ等を用いた高精度に位置決め可能な送り手段により搬送させて、圧着ヘッドが各々の貼り付け領域と対面する位置に位置決めしながら移動させて、ACFの貼り付けを行うことになる。 Here, when the size of a board | substrate and the size of an ACF sticking mechanism are compared, it is applied when the sticking mechanism is smaller. The size of the pasting mechanism depends on the length of the pasting region composed of the electrode group to which the ACF is pasted, and cannot be smaller than that. Since ACF is affixed a plurality of locations with respect to the substrate, moving the bonding mechanism by the conveying means, by arranging the substrate in a fixed manner, with the configuration of performing paste ACF, than when moving the substrate Thus, the device configuration can be reduced in size and size. Basically, not the size of the substrate, dependent on the 1 unit of the ACF to be pasted thereto. Accordingly, the conveying means is conveyed by a feeding means that can be positioned with high accuracy using a ball screw or the like, and the crimping head is moved while being positioned at a position facing each of the pasting areas, and the ACF is pasted. It will be.
ACFテープは供給リールから送り出されて、ハーフカット手段によりACFを切断するが、台紙テープは連続性を持たせたままにして、圧着ヘッドと対面する部位まで導かれる。そして、圧着ヘッドでACFテープを基板に押圧させることにより貼り付けられる。その後には、ACFを基板に固着させて、台紙テープを回収するために、台紙テープをACFから剥離させる。この台紙テープの剥離を確実に行うために、支持部材に設けられる供給リールからのACFテープの走行経路において、ACFの貼り付け始端位置と終端位置とにACFテープをガイドする鍔付きのガイドローラを配置し、ACFの貼り付けが終わり、ガイドローラを引き上げる際に、ACFテープの幅方向に移動させるように制御すると、ACFと台紙テープとの剥離性が良好になる。 The ACF tape is fed out from the supply reel, and the ACF is cut by the half-cut means. However, the mount tape is guided to the portion facing the pressure-bonding head while maintaining the continuity. And it is affixed by pressing an ACF tape against a board | substrate with a crimping head. Thereafter, in order to fix the ACF to the substrate and collect the mount tape, the mount tape is peeled from the ACF. In order to reliably peel off the mount tape, a guide roller with a hook for guiding the ACF tape to the ACF attachment start end position and the end position in the travel path of the ACF tape from the supply reel provided on the support member is provided. When it is arranged, the ACF is pasted, and the guide roller is pulled up, when it is controlled to move in the width direction of the ACF tape, the peelability between the ACF and the mount tape is improved.
ACFを基板に貼り付けたことを検出するようになし、ACFに抜けがあったり、貼り付けが正確に行われていなかったりしたときには、直ちに修復できるようにする。このために、画像認識等によるACF検出手段を設けて、基板にACFが貼り付けられているか否かを検出する。このACF検出手段は搬送手段や貼り付けユニットとは独立に設けられる。そして、ACF検出手段を駆動する場合には、搬送手段とは独立した駆動手段によって、テーブルに載置した基板の電極群の並び方向に移動可能とする。これによって、ACFの貼り付けとその検査をより効率的に行うことができることになる。 It is detected that the ACF is pasted on the substrate, and when the ACF is missing or not pasted correctly, it can be repaired immediately. For this purpose, ACF detection means by image recognition or the like is provided to detect whether or not the ACF is attached to the substrate. The ACF detection means is provided independently of the transport means and the pasting unit. When the ACF detection means is driven, it can be moved in the direction in which the electrode groups of the substrates placed on the table are arranged by the drive means independent of the transport means. As a result, the ACF can be attached and inspected more efficiently.
以上によって、ACFの貼り付けステージの省スペース化が図られて、その構成が小型化、コンパクト化でき、しかもACFの貼り付けステージで実際にACFが所定の位置に貼り付けられているか否かを迅速かつ確実に検出できる。 As described above, the space saving of the ACF attaching stage is achieved, the configuration can be reduced in size and size , and whether the ACF is actually attached at a predetermined position on the ACF attaching stage. It can be detected quickly and reliably .
以下、図面に基づいて本発明の実施の形態について説明する。まず、図1にACFが貼り付けられる基板の一例として液晶パネルを示し、またACFを介して搭載される半導体回路素子の一例として、基板にTAB搭載されるTCPからなるドライバ回路を示す。なお、基板は液晶パネルを構成するものだけでなく、印刷回路基板等であっても良く、またこの基板に搭載されるのはドライバ回路に限らず、ACFを介して電気的に接続されるものであれば良い。 Hereinafter, embodiments of the present invention will be described with reference to the drawings. First, FIG. 1 shows a liquid crystal panel as an example of a substrate to which the ACF is attached, and a driver circuit made of TCP mounted on the substrate as a TAB as an example of a semiconductor circuit element mounted via the ACF. The substrate may be a printed circuit board or the like as well as a liquid crystal panel, and is not limited to a driver circuit and is electrically connected via an ACF. If it is good.
図1において、1は液晶パネルであって、この液晶パネル1は、共にガラス薄板からなる下基板2と上基板3とで構成され、両基板2,3間には液晶が封入されている。下基板2は、その少なくとも2辺において、上基板3から所定幅分だけ張り出しており、この張り出し部2aにフィルム基板4aに集積回路素子4bを実装したドライバ回路4が複数枚搭載される。
In FIG. 1,
下基板2の張り出し部2aには、両基板2,3が重ね合わせられた部位に形成されているTFT(Thin Film Transistor)にそれぞれ接続した配線に接続した所定数の電極が設けられており、これらの電極は、図中に符号5で示したように、ドライバ回路4の搭載部毎に所定数の電極が群として形成されている。そして、各電極群5の左右両側にはアライメントマーク6が形成されている。従って、相隣接する電極群5,5間には所定幅を有する空白領域が形成されている。一方、ドライバ回路4には、これら電極群5を構成する各電極と電気的に接続される複数の電極が設けられており、電極群5と接続される電極群は符号7で示されている。また、ドライバ回路4にも、電極群7の左右両側にアライメントマーク8が形成されており、ドライバ回路4が液晶パネル1に搭載される際には、これらアライメントマーク6,8を基準として電極群7を構成する各電極と電極群5を構成する各電極とが一致するように位置調整がなされる。
The projecting
ドライバ回路4はACF9を介して液晶パネル1に搭載される。ACF9は、周知のように、接着機能を有するバインダ樹脂に微小な導電粒子を多数分散させたものであり、ドライバ回路4と液晶パネル1との間でACF9を加熱及び加圧することによって、導電粒子を介して電極群5を構成する各電極と電極群7を構成する各電極とが電気的に導通状態となり、かつバインダ樹脂が熱硬化することによって、ドライバ回路4を液晶パネル1に固着させることになる。ここで、ACF9は下基板2の張り出し部2aに設けた電極群5の位置毎に分割され、長さL分毎に貼り付けられる。これによって、ACF9を無駄なく使用することができ、しかも貼り付けられたACF9はほぼ完全にドライバ回路4により覆われることになる。
The
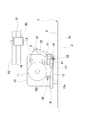
図2及び図3に下基板2の張り出し部2aにACF9を貼り付けるための貼り付け機構の概略構成を示す。図中において、10はACF9の液晶パネル1への貼り付けユニットを装着した支持部材であって、この支持部材10には供給リール11が着脱可能に装着されている。後述するように、ACF9は台紙テープ12の剥離層上に積層されてACFテープ13を構成し、このACFテープ13が供給リール11に巻回されている。ACFテープ13は、支持部材10に装着したローラ14〜17からなる走行経路に沿って走行ガイドされるようになっている。さらに、18は駆動用ローラであり、ACF9を液晶パネル1に貼り付けた後の台紙テープ12を挟持して、排出部19に送り込むように駆動される。
2 and 3 show a schematic configuration of an attaching mechanism for attaching the
ローラ14,15は、ACFテープ13のフィーダ用のガイドローラであり、ガイドローラ15はスイングアーム20に装着されており、このスイングアーム20は回動軸21を中心として揺動するようになっている。回動軸21にはモータ等からなる駆動手段(図示せず)が接続されて、スイングアーム20を矢印F方向に揺動させることによって、供給リール11から少なくとも1回の貼り付け分、つまり図1に示した長さL分のACFテープ13が送り出されて、ローラ14,15間に供給される。その結果、ACFテープ13を送る際に作用する反力が常に一定となり、供給リール11の巻回量の差により送り力に対する抵抗が変動することはない。
The
ローラ16,17は、図4及び図5にも示したように、ACFテープ13を、その走行経路において、水平方向にガイドし、ACF9の液晶パネル1への1回分の貼り付け長さを規定するための水平ガイドローラであり、水平ガイドローラ17がACF9の貼り付け始端位置を、また水平ガイドローラ16はACF9の貼り付け終端位置を規定するものであって、これらによってACF9の貼り付け領域が設定される。これら水平ガイドローラ16,17は、円筒部16a,17aの両側部に鍔部16b,17bを形成したものであり、この鍔部16b,17bの円筒部16a,17aから突出する部位の高さはACFテープ13における台紙テープ12の厚み分とほぼ同じか、それより僅かに大きい寸法となっている。
As shown in FIGS. 4 and 5, the
従って、水平ガイドローラ16,17間でACF9が液晶パネル1に貼り付けられ、台紙テープ12から分離される。また、水平ガイドローラ17より下流側の位置で、ACF9が剥離された後の台紙テープ12が回収される。そして、水平ガイドローラ16,17により区画されているACF9の貼り付け領域より下流側の位置に駆動用ローラ18が設けられており、この駆動用ローラ18は駆動ローラ18aとピンチローラ18bとからなり、台紙テープ12はこれら駆動ローラ18aとピンチローラ18bとの間に挟持されるようになっている。そして、駆動ローラ18aを回転駆動することによって、ACFテープ12を長さL分毎にピッチ送りがなされることになる。
Accordingly, the
図3から明らかなように、支持部材10は昇降駆動部22に装着されており、この昇降駆動部22は前後動駆動部23に装着され、さらに前後動駆動部23は平行動駆動部24に装着されている。これらの機構により、ACFテープ13の引き回し経路における水平ガイドローラ16−17間(図2参照)により規定されるACF9の貼り付け領域を水平面でX軸方向(ACF9が貼り付けられる電極群5の並びと直交する方向)とY軸方向(電極群5の並び方向)とに移動可能となっている。これに対して、液晶パネル1はテーブル25上に載置され、真空吸着等の手段で固定的に保持されている。ここで、前後動駆動部23は、貼り付け領域を液晶パネル1に対して近接・離間する方向に移動させるものであり、平行動駆動部24は、液晶パネル1において、ACF9が貼り付けられる電極群5の並び方向と平行な方向、つまりX軸方向に貼り付け領域を移動させるものである。
As is clear from FIG. 3, the
昇降駆動部22は、傾斜ブロック30と、この傾斜ブロック30を前後方向に移動させるために、シリンダ31とを有するものである。また、支持部材10には傾斜ブロック30の傾斜面に係合するスライド部材32が連結されており、このスライド部材32は傾斜ブロック30と一致する傾斜面を有するものであり、規制杆33により上下方向以外には変位できない構成となっている。従って、シリンダ31を駆動することによって、支持部材10が上下方向に変位することになる。ここで、シリンダ31に代えてモータを用いることもできる。
The raising / lowering
次に、前後動駆動部23は、傾斜ブロック30を装着した台座34を前後動させるためのものであって、この台座34の往復動はシリンダやモータ等からなる駆動手段35により行われることになる。そして、この台座34及びその駆動手段35は、搬送手段36に装着されている。搬送手段36はボールねじ送り手段を構成するボールねじ37をモータ38(図13参照)で回転駆動することによって、貼り付け機構全体を液晶パネル1における電極群5の配列方向と平行に移動可能となっている。なお、テーブル25には、液晶パネル1を前工程と後工程との間で受け渡しを行うため等のXY方向移動機構や、水平回転方向の位置調整部や、傾き方向の調整部等を設けることもできる。
Next, the longitudinal
支持部材10に装着したACFテープ12の走行経路において、図6及び図7に示したように、水平ガイドローラ16の位置より僅かに下流側の位置にハーフカット手段としてのカッタユニット40が設けられており、このカッタユニット40は支持部材10に水平方向に移動可能に装着されている。このカッタユニット40はカッタ41とカッタ受け42とを備え、カッタ41は、同図に矢印で示したように、軸43を中心としてカッタ受け42に近接・離間する方向に回動可能となっている。そして、常時にはカッタ41に作用するばね44の付勢力によりカッタ受け42から離間した状態に保持されており、シリンダ45に設けた押動ローラ46によって、ばね44に抗する方向にカッタ41を押動して、カッタ受け42に近接する方向に揺動変位させるようになっている。そして、カッタ41がカッタ受け42に最も近接した位置では、その間にACFテープ13の台紙テープ12の厚みと同じか、それより僅かに短い間隔が形成されることになる。これによって、ACF9のみをハーフカットすることができるようになる。
In the travel path of the
さらに、ACF9を下基板2における張り出し部2aに貼り付けるために、ACFテープ13は、水平ガイドローラ16,17間の位置で、圧着ヘッド47により上部から所定の加圧力で押圧されるようになっている。圧着ヘッド47は支持部材10に、上下動駆動手段48(図3)により昇降可能に装着されており、この上下動駆動手段48によってACFテープ13を液晶パネル1に対して所定の加圧力を作用させるようになる。また、この圧着ヘッド47には図示しないヒータが内蔵されている。従って、圧着ヘッド47はACFテープ13を液晶パネル1に熱圧着させることになる。ただし、加熱の度合いはACF9のバインダ樹脂が軟化する程度の比較的低いものとする。そして、圧着ヘッド47は、ACFテープ13の幅を十分カバーできる幅寸法を有し、かつ長さ方向の寸法はACF9の貼り付け長さLを有するものである。この圧着ヘッド47によるACFテープ13の液晶パネル1への圧着時に、この液晶パネル1における圧着領域を下方から支承する受け台49が設けられている。
Further, in order to attach the
以上のように、支持部材10にACF貼り付け装置を構成する貼り付けユニット、即ち供給リール11と、この供給リール11から供給されるACFテープ13の走行経路,ハーフカット手段を構成するカッタユニット40及び圧着ヘッド47が装着されている。このACF貼り付け装置によって、液晶パネル1の下基板2における張り出し部2aに所定数形成されている電極群5にドライバ回路4をTAB搭載するために必要なACF9を貼り付ける方法について、図7乃至図12を参照して説明する。そして、このACF9の貼り付け動作の手順は、図3に示した制御装置50により制御される。
As described above, the affixing unit constituting the ACF affixing device on the
まず、図7に示したようにして、ACFテープ13に対してハーフカットを行う。このときには、昇降駆動手段22によって、支持部材10を上昇位置に保持し、固定テーブル25上に設置されている液晶パネル1における電極群5に対して、ハーフカットしたACF9を貼り付けるべき位置に配置する。このように、ACFテープ13のハーフカットが行われると、このハーフカットされた位置が貼り付け終端位置で、前回ACF9を貼り付けた端部が貼り付け始端位置となる。そして、水平ガイドローラ17は貼り付け始端位置に、また水平ガイドローラ16は貼り付け終端位置に配置されている。この状態から、昇降駆動部22を作動させて、図8に示したように支持部材10を下降させる。この支持部材10の最下降位置は、水平ガイドローラ16,17間に位置するACFテープ13のACF9の面が液晶パネル1の下基板2における張り出し部2aには非接触状態で僅かな隙間をもって対面させる。
First, as shown in FIG. 7, the
そこで、図9に示したように、圧着ヘッド47を下降させて、ACFテープ13を下基板2に圧着させる。このときには、圧着ヘッド47は所定温度に加熱されていることが望ましい。この圧着時には、上下動駆動手段48により設定した所定の荷重がACFテープ13に作用するようになし、しかもACFテープ13における貼り付け始端位置から終端位置までの間には均等な加圧力が作用し、ハーフカットされた貼り付け終端位置より基端側には圧着ヘッド47による加圧力が作用しないようにする。このときには、液晶パネル1の下基板2における張り出し部2aのうち、少なくともACF9が貼り付けられる位置の下面は受け台49に当接している。
Therefore, as shown in FIG. 9, the
ACF9が下基板2に圧着されると、図10に示したように、圧着ヘッド47を上昇させて、ACFテープ13に対する加圧力を解除する。ACF9は下基板2に貼り付けられているが、このACF9にはなお台紙テープ12が積層されている。従って、台紙テープ12を剥離させる時にACF9が浮き上がりを防止するために、圧着が終了して、圧着ヘッド47をACFテープ12から離間させた後には、図11及び図12に示したように、昇降駆動部22を作動させて支持部材10を上昇させるが、このときに昇降駆動部22と共に前後動駆動部23も駆動して、ACFテープ12の幅方向において、斜め上方に引き上げるように動作させると、台紙テープ12はACF9から擦り切られるようにして剥離される。
When the
以上によって、下基板2の張り出し部2aにおける1つの電極群5に対してACF9の貼り付けが完了する。支持部材10を上昇させた位置に保持して、駆動用ローラ18を作動させて、供給リール11からACFテープ13を引き出して1ピッチ分だけ送る。そして、平行動駆動部24を作動させて、貼り付け機構全体を1ピッチ分移動させる。この1ピッチは、図1に示したように、前後のACF9の貼り付け始端位置間の間隔である。従って、この平行動駆動部24の作動によって、次の電極群5へのACF9の貼り付け作業が行われる。これに対して、液晶パネル1を保持する固定テーブル25は動かない。そして、前述と同様の動作を繰り返すことによって、順次電極群5に対するACF9の貼り付けが行われる。
As described above, the attachment of the
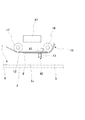
ところで、図13において、同図に矢印Sで示したように、液晶パネル1を電極群5の並び方向(X軸方向)に移動させるようにした場合、その全長にわたって各電極群5の部位にACF9を貼り付けるためには、液晶パネル1の幅方向の概略サイズの2倍分のスペースが必要となる。とりわけ、近年においては、フラットディスプレイの画面サイズの大型化の要請から、液晶パネル1の寸法が極めて大きくなるこので、そのY軸方向の2倍以上のスペースは膨大な空間となる。
Incidentally, in FIG. 13, when the
ACF9の貼り付け機構は、電極群5の全長により多少サイズに差があるものの、液晶パネル1の全長と比較すると、著しく小型のものである。そこで、本発明においては、平行動駆動部24における搬送手段36に貼り付けユニットを構成する各部材を装着した支持部材10を設けており、モータ38を駆動することによって、ボールねじ37を回転させて、搬送手段36を液晶パネル1の電極群5の並び方向、つまりX軸方向に搬送させるようになし、しかも貼り付けユニットを装着した支持部材10を、図13に矢印Pで示したように、ACF9の貼り付け部の1ピッチ分毎に位置決めして、ACF9の貼り付けを行うようにしている。従って、ACF貼り付けステージは、実質的に液晶パネル1を収容するのに必要なスペースを確保しておけば良く、従って液晶パネル1を動かす場合と比較して、このACF貼り付けステージを小型化、コンパクト化することができ、無駄なスペースが生じることはない。
The attachment mechanism of the
前述のようにしてACF9が下基板2に順次貼り付けられるが、圧着ヘッド47を作動させることにより行われるACFの貼り付け時において、ACF9が基板2に完全に密着せず、台紙テープ12に付着したまま引き上げられて、下基板2側に貼り付けられないことがある。また、下基板2に貼り付けられてはいるものの、貼り付け位置がずれている場合もないとは言えない。そこで、貼り付け機構によりACF9を液晶パネル1に貼り付けた後、ACF9が正規の位置に貼り付けられているか否かを検出するために、テレビカメラ60を用いてACF9の貼り付けステージの画像を取得して、この画像に基づいてACF9の貼り付けの有無及び貼り付け位置を検出するようにしている。
As described above, the
このテレビカメラ60は貼り付け機構とは独立に移動できるように構成している。このために、平行動駆動部24の走行方向と平行にガイド部材61とボールねじ送り手段62からなるテレビカメラ60の駆動手段を設けて、貼り付け機構とは独立してガイド部材61に沿って移動できるようになし、貼り付け機構で貼り付けが終わった電極群5の位置をテレビカメラ60で撮影して、その映像を制御装置50に伝送して、画像分析を行うことによって、ACF9が適正な位置に貼り付けられているか否かの判定が行われる。この判定の結果、ACF9が貼り付けられていない場合には、再度ACF9を貼り付けて、以後の工程を続行する。また、ACF9の貼り付け位置が適正ではない場合には、系外に液晶パネル1を取り出して、この適正でないACF9を剥離して、正しい位置にACF9を貼り付けて、以後の工程を続行する。
The
1 液晶パネル 2 下基板
2a 張り出し部 3 上基板
4 ドライバ回路 5 電極群
9 ACF 10 支持部材
11 供給リール 12 台紙テープ
13 ACFテープ
16,17 水平ガイドローラ
16a,17a 円筒部
16b,17b 鍔部
22 昇降駆動部
23 前後動駆動部
24 平行動駆動部
25 固定テーブル
35 駆動手段 36 搬送手段
37 ボールねじ 38 モータ
40 カッタユニット
41 カッタ 42 カッタ受け
47 圧着ヘッド 48 上下動駆動手段
60 テレビカメラ 61 ガイド部材
62 ボールねじ送り手段
DESCRIPTION OF
Claims (3)
前記基板は定位置に設けたテーブルに固定的に装着されており、
前記基板の電極群の並び方向に移動可能な搬送手段に所定のストロークだけ昇降動する支持部材が装着され、
前記支持部材には、台紙テープの剥離層にACFを積層させたACFテープを送り出す供給リールがセットされ、前記供給リールから送り出される前記ACFテープの前記台紙テープには連続性を持たせ、ACFを前記基板の各々の電極群に貼り付ける長さ分毎に切断するハーフカット手段と、このハーフカット手段により切断されたACFを前記基板の表面に圧着させる圧着ヘッドとからなる貼り付けユニットを設け、
前記搬送手段は、前記貼り付けユニットを、前記圧着ヘッドが前記貼り付け領域毎に位置決めされるようにしてピッチ送りさせ、前記圧着ヘッドは、前記各貼り付け領域に位置決めされる毎に下降させて、ACFを前記基板に貼り付けるようになし、
前記テーブル上の前記基板への前記各貼り付け領域にACFが貼り付けられているか否かを検出するために、前記搬送手段及び前記貼り付けユニットとは独立したACF検出手段を設ける
構成としたことを特徴とするACF貼り付け装置。 For a substrate on which a plurality of electrodes are formed, each of the plurality of electrodes is divided into an electrode group to which one ACF is pasted, and a plurality of pasting areas are set, and each pasting area is individually set. An ACF pasting apparatus for pasting ACF,
The substrate is fixedly attached to a table provided at a fixed position,
A support member that moves up and down by a predetermined stroke is attached to the transport means that can move in the direction in which the electrodes of the substrate are arranged ,
The support member is provided with a supply reel for sending out an ACF tape in which an ACF is laminated on a release layer of the mount tape, and the mount tape of the ACF tape sent from the supply reel is provided with continuity, A half-cut unit that cuts for each length to be pasted to each electrode group of the substrate, and a bonding unit that includes a pressure-bonding head that crimps the ACF cut by the half-cut unit to the surface of the substrate,
The conveying means pitch-feeds the affixing unit so that the pressure-bonding head is positioned for each of the affixing regions, and the pressure-bonding head is lowered every time it is positioned in each of the affixing regions. ACF is attached to the substrate,
In order to detect whether or not an ACF is attached to each of the attachment regions on the substrate on the table, ACF detection means independent of the transfer means and the attachment unit is provided. An ACF adhering apparatus characterized by having a configuration.
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007086927A JP4370341B2 (en) | 2007-03-29 | 2007-03-29 | ACF pasting device |
| TW97109626A TW200905341A (en) | 2007-03-29 | 2008-03-19 | ACF paste device and flat panel display |
| CN200810087992A CN100591196C (en) | 2007-03-29 | 2008-03-28 | ACF paste device and flat panel display |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007086927A JP4370341B2 (en) | 2007-03-29 | 2007-03-29 | ACF pasting device |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008242400A JP2008242400A (en) | 2008-10-09 |
| JP4370341B2 true JP4370341B2 (en) | 2009-11-25 |
Family
ID=39913778
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007086927A Expired - Fee Related JP4370341B2 (en) | 2007-03-29 | 2007-03-29 | ACF pasting device |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP4370341B2 (en) |
| CN (1) | CN100591196C (en) |
| TW (1) | TW200905341A (en) |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4392766B2 (en) * | 2007-08-21 | 2010-01-06 | 株式会社日立ハイテクノロジーズ | ACF pasting device |
| US8646504B2 (en) | 2009-01-22 | 2014-02-11 | Panasonic Corporation | Adhesive tape affixing equipment and press-fitting equipment |
| JP5325669B2 (en) * | 2009-06-22 | 2013-10-23 | 株式会社日立ハイテクノロジーズ | ACF sticking device |
| JP2011149756A (en) * | 2010-01-20 | 2011-08-04 | Hitachi High-Technologies Corp | Processing operation device, acf attached condition inspection method, or display substrate module assembly line |
| JP2012004336A (en) * | 2010-06-17 | 2012-01-05 | Panasonic Corp | Device and method for sticking tape |
| JP5273128B2 (en) * | 2010-11-15 | 2013-08-28 | パナソニック株式会社 | Tape sticking apparatus and tape sticking method |
| JP5605215B2 (en) * | 2010-12-24 | 2014-10-15 | パナソニック株式会社 | Tape sticking apparatus and tape sticking method |
| CN102866517A (en) * | 2012-08-29 | 2013-01-09 | 昆山维信诺显示技术有限公司 | Anisotropic conductive film (ACF) attachment method |
| CN104914595B (en) * | 2014-03-10 | 2018-01-09 | 旭东机械工业股份有限公司 | Substrate briquetting machine |
| CN106154608B (en) * | 2016-09-09 | 2019-04-19 | 京东方科技集团股份有限公司 | Conductive adhesive attachment device and preparation method of display panel |
| CN108475484B (en) * | 2017-06-22 | 2022-02-15 | 深圳市柔宇科技股份有限公司 | Bearing device and laminating equipment |
| CN107087348B (en) * | 2017-06-26 | 2019-04-09 | 潍坊路加精工有限公司 | A kind of attaching method and device of circuit board |
| CN108663863B (en) * | 2018-06-25 | 2021-01-26 | Tcl华星光电技术有限公司 | Array substrate |
| CN110187528B (en) * | 2019-05-22 | 2022-02-01 | 深圳汉和智造有限公司 | Bonding equipment and attaching device thereof |
| CN116864433B (en) * | 2023-09-04 | 2023-11-10 | 砺铸智能设备(天津)有限公司 | Automatic feeding hot-pressing packaging mechanism for chip packaging |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI243386B (en) * | 2004-02-26 | 2005-11-11 | Au Optronics Corp | Anisotropic conductive film pad |
-
2007
- 2007-03-29 JP JP2007086927A patent/JP4370341B2/en not_active Expired - Fee Related
-
2008
- 2008-03-19 TW TW97109626A patent/TW200905341A/en not_active IP Right Cessation
- 2008-03-28 CN CN200810087992A patent/CN100591196C/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| CN101277588A (en) | 2008-10-01 |
| CN100591196C (en) | 2010-02-17 |
| JP2008242400A (en) | 2008-10-09 |
| TW200905341A (en) | 2009-02-01 |
| TWI375843B (en) | 2012-11-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4370341B2 (en) | ACF pasting device | |
| JP4501036B2 (en) | ACF pasting device | |
| JP5096835B2 (en) | ACF pasting device and flat panel display manufacturing device | |
| WO2011158476A1 (en) | Tape adhesion device and tape adhesion method | |
| JP2008016594A (en) | Acf (anisotropic conductive film) sticking device, acf sticking method, temporary press-bonding device and liquid crystal driver mounting machine | |
| KR100810086B1 (en) | AFC Adhesive System | |
| JPH10163276A (en) | Thermocompression bonding device for work | |
| JP5021394B2 (en) | ACF pasting device and flat panel display manufacturing device | |
| JP4539856B2 (en) | ACF pasting method and ACF pasting apparatus | |
| JP4818008B2 (en) | Anisotropic conductive tape sticking apparatus and method of manufacturing electrical equipment | |
| TWI815370B (en) | Electronic parts mounting device | |
| JP2011014790A (en) | Acf sticking device and sticking method | |
| CN105938263B (en) | ACF pasting method and ACF pasting device | |
| JP5325669B2 (en) | ACF sticking device | |
| JP5424976B2 (en) | FPD module assembly equipment | |
| JP2003066479A (en) | Press-contacting method of tape automatic bonding component to liquid crystal panel | |
| JP2006264906A (en) | Tape adhering device | |
| JP5045177B2 (en) | Mounting method of electronic parts | |
| TWI834137B (en) | Electronic parts mounting device | |
| JP2010067996A (en) | Acf sticking device | |
| JP2009187037A (en) | Acf sticking method and acf sticking device | |
| JP2006013214A (en) | Anisotropic conductive film sticking method | |
| JP2001298045A (en) | Conductive film sticking method and conductive film sticking device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090128 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20090128 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20090305 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090311 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090508 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090617 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| R155 | Notification before disposition of declining of application |
Free format text: JAPANESE INTERMEDIATE CODE: R155 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090831 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120904 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130904 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |