JP4366555B2 - 熱接着性バインダー繊維 - Google Patents
熱接着性バインダー繊維 Download PDFInfo
- Publication number
- JP4366555B2 JP4366555B2 JP2000266535A JP2000266535A JP4366555B2 JP 4366555 B2 JP4366555 B2 JP 4366555B2 JP 2000266535 A JP2000266535 A JP 2000266535A JP 2000266535 A JP2000266535 A JP 2000266535A JP 4366555 B2 JP4366555 B2 JP 4366555B2
- Authority
- JP
- Japan
- Prior art keywords
- fiber
- heat
- weight
- internal moisture
- acrylic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Landscapes
- Artificial Filaments (AREA)
- Nonwoven Fabrics (AREA)
- Paper (AREA)
Description
【産業上の利用分野】
本発明は、熱接着性のアクリル系繊維に関するもので、アクリル系繊維でありながら熱接着を可能とするとともに、当該繊維を使用した高強度で特に湿潤強度に優れる紙或いは湿式不織布などのシート状製品に関するものである。
【0002】
【従来の技術】
溶融紡糸可能なポリエチレン、ポリエステルなどでは熱接着可能な繊維が市販されている。最近では芯を高融点ポリマーとし、鞘を低融点ポリマーとする芯鞘複合繊維が開発され、熱接着時の収縮を抑えることが可能となり、この芯鞘複合熱接着性バインダー繊維は、接着時の簡便性、高速性、無公害性のメリットを生かして、ますます用途拡大しつつある。
【0003】
しかし、これらの熱接着性バインダー繊維は、ポリビニルアルコール系、セルロース系やアクリル系などの親水性繊維に対してはその接着効果が低く、強力を必要とする用途には使用できない。
【0004】
また、親水性ポリマーの代表例であるポリビニルアルコール系ポリマー、セルロース系ポリマーは分子内に有する水酸基による分子間相互作用が強く、融点が熱分解温度に近く、通常は熱分解させずに溶融することが出来ず、熱接着性バインダー繊維を得ることができない。すなわち、親水性繊維でありながら熱接着性と耐水性を兼備し、かつ実用に耐えるバインダー繊維は知られていないのである。
【0005】
一方、ポリアクリロニトリル系ポリマーは、繊維にしたとき低ヤング率で肌触りがやさしくソフト感があり、鮮やかに染色可能で耐候性も良好で、かつ親水性と親油性を兼備するという他ポリマーでは例のない特徴的性質を有しており、3大合繊の1つとして衣料分野などには大量に使用されているが、不織布分野などには殆んど使用されていない。この1つの原因はポリアクリロニトリル系ポリマーが熱融着し難いため紙や不織布といったシート状製品を得ることが困難であるためと考えられていた。
【0006】
そこで熱接着性を有するアクリル系繊維として、ポリアクリロニトリル系ポリマーとその融着温度より30℃以上低い融着温度を有するポリマーを特定範囲内でブレンドし、ポリアクリロニトリル系ポリマーが海成分、低融着温度ポリマーが島成分である海島構造からなる熱圧着性ポリアクリロニトリル系繊維が特開平7−278962号公報に提案されている。しかしながらこの方法は性質の異なる2種のポリマーを使用することによる紡糸原液作成の煩雑さ、なかでも両方のポリマーを溶解させるため紡糸原液作成に使用する溶剤に制約があり、アクリル系繊維一般に応用できるものではなかった。また、十分な性能を発現させるには線圧1kg/cm以上または面圧2kg/cm2以上で熱圧着させることが必要であった。
【0007】
また、特開2000−73229号公報においては、アクリロニトリル含有率の異なるポリアクリロニトリル系重合体の混合物から内部水分率が130重量%から300重量%であるアクリル繊維とすることによって、フィブリル化の容易なアクリル繊維とすることが提案されている。この場合には、フィブリル化アクリル繊維は本発明と同じく紙などに使用する際のバインダーとしての効果を狙ったものであるが、その作用効果は細かく枝分かれしたフィブリルの絡み合いによって機械的にバインダー効果を発揮させるものである。従って、バインダー効果としては熱接着した場合のような極めて高い強度を紙などに付与する事は困難であった。
【0008】
【発明が解決しようとする課題】
上記の如く、熱接着性バインダー繊維として用いる事ができ、親水性繊維に対しても接着効果を有するアクリル系繊維の出現が強く望まれているが、従来の技術では十分な特性のものが得られているとは言い難い。本発明の課題は、通常のシート製造条件に使用し得る熱接着性を有するアクリル系繊維からなる熱接着性バインダー繊維を得ることにある。また該熱接着性バインダー繊維を用いた紙及び不織布のごときシート状製品を得る事にある。さらに該熱接着性バインダー繊維の製造法を提供することにある。
【0009】
【課題を解決するための手段】
上記課題に対し、本発明者らは鋭意検討を重ねた結果、紙や不織布にバインダー繊維として使用したとき、十分な強度を付与し得る熱接着性を有するアクリル系繊維からなる熱接着性バインダー用繊維(以下、単に熱接着性バインダー繊維とも呼ぶ)を発明するに至った。すなわち本発明は、60重量%以上のアクリロニトリルを含有するアクリロニトリル系重合体を単独で使用してなり、内部水分率が50から400%であり、かつ120℃以上で接着性を発現するアクリル系繊維からなる熱接着性バインダー用繊維である。また、該熱接着性バインダー用繊維を15重量%以上含有するシートを120℃以上で熱接着せしめたシート状製品である。更に、本発明は、アクリロニトリルを60重量%以上含有するポリアクリロニトリル系重合体を湿式紡糸または乾湿式紡糸し、凝固、水洗、延伸したゲル状糸を、内部水分を含んだまま2から30mmに切断する事を特徴とする内部水分率が50から400%であり、かつ120℃以上で接着性を発現するアクリル系繊維からなる熱接着性バインダー用繊維の製造方法である。ここで述べる内部水分率とは、バインダー繊維として使用する直前、例えばシート状製品に加工する前の段階での、熱接着性バインダー繊維の内部水分率であって、十分に水を含ませたバインダー繊維を加速度1000Gで2分間脱水した後の重量Aと、該繊維をさらに絶乾した後の重量Bとから以下の式を用いて算出されるものである。
内部水分率(重量%)=[(A−B)/B]×100
【0010】
【発明の実施の形態】
以下、本発明を詳述する。まず、本発明の熱接着性バインダー繊維に使用するポリアクリロニトリル系重合体は、少なくとも60重量%以上のアクリロニトリルを含んだ共重合体あるいはアクリロニトリル単独重合体である。好ましくは75重量%、更に好ましくは85重量%以上のアクリロニトリルを含んだものであることが望ましい。共重合成分としては、アクリル酸、メタクリル酸、クロトン酸、イソクロトン酸、イタコン酸、マレイン酸、メサコン酸、シトラコン酸およびこれらの水溶性塩(アルカリ金属塩、アンモニウム塩)、アリルアルコール、メタアリルアルコール、オキシプロピオンアクリロニトリル、メタアクリロニトリル、α−メチレングルタロニトリル、イソプロペニルアセテート、アクリルアミド、ジメチルアミノエチルメタアクリレート、ビニルピリジン、ビニルピロリドン、アクリル酸メチル、メタアクリル酸メチル、酢酸ビニル、アリルクロライド、メタアリルスルホン酸ナトリウム、p−スチレンスルホン酸ナトリウム、p−スチレンスルホン酸カリウム等の周知のエチレン系不飽和化合物を挙げる事が出来る。
【0011】
また、当該アクリロニトリル系重合体は例えば水系懸濁重合法、エマルジョン重合法など一般的重合法により製造されるものであり、その製造方法に限定はない。本発明において、ポリアクリロニトリル系重合体の分子量は特に限定はないが、重量平均分子量46,000から460,000であることが望ましい。重量平均分子量46,000未満では紡糸性が低下するとともに繊維の糸質も悪化する傾向にある。逆に、重量平均分子量が460,000を超えると紡糸原液の好適粘度を与えるポリマー濃度が低くなり、生産性が低下し、経済的に不利になる。原料とするポリアクリロニトリル系重合体は特定の組成を持つ重合体単独で使用する。
【0012】
このように作成したポリアクリロニトリル系重合体を溶剤に溶解して紡糸原液を得る。溶剤の具体例としてはジメチルスルホキシド、ジメチルアセトアミド、ジメチルホルムアミドなどの有機極性溶媒や硝酸などの強酸、ロダン塩、塩化亜鉛などの濃厚水溶液などがあげられる。とりわけロダン塩が毒性の問題が少ないことや、得られる繊維の内部水分率の制御の容易さなどの点で好ましい。溶解方法については特に制約は無く、分散加熱方式、濃縮溶解方式などが適用できる。紡糸原液にはその他特定の目的のために種々の添加剤を添加してもよい。例えば、ポリマーの劣化防止のための酸化防止剤、光安定剤、紫外線吸収剤、繊維着色のための顔料や染料、界面張力制御のための界面活性剤、pH調整のための酸あるいはアルカリなどである。
【0013】
紡糸の際の紡糸原液の粘度は、例えば乾湿式紡糸では2000〜10000ポイズ、湿式紡糸では10〜2000ポイズ程度が好ましく、これらの範囲内になるよう紡糸原液のポリマー濃度、ポリマー分子量及び温度を調整することで好適に本発明繊維を得る事ができる。
【0014】
次に得られた原液を湿式紡糸あるいは乾湿式紡糸する。乾式紡糸法は繊維中の内部水分率を制御できず現実的には適用できない。湿式紡糸においては、紡糸原液をノズルより直接凝固液中に吐出し、凝固、水洗(脱溶剤)、延伸を施す。乾湿式紡糸においては、原液をノズルより一旦不活性気体層(例えば空気層)に吐出し、次いで凝固液中を走行させて凝固させた後、水洗、延伸を施す。凝固液としては紡糸原液中の溶剤組成よりも溶剤濃度の低い溶液が使用される。この凝固液の溶剤濃度、温度を適宜組み合わせる事によって繊維構造を制御する事が出来る。ここでいう繊維構造とは凝固してゲル状となった繊維中のポリマーの疎密の程度であり、この疎密の程度によって繊維の内部水分率が決定される。従って、凝固条件を適当な範囲に調整する事によって、内部水分率50〜400重量%のゲル状のアクリル系繊維(ゲル状糸)を得る事が出来る。もちろんこのゲル状糸の構造は単に凝固条件のみで一義的に決定されるものではなく、紡糸原液の組成によっても変化する。紡糸原液中のポリマー濃度に対応して、目的とする内部水分率となるように凝固条件(溶剤濃度、温度)を選択する必要がある。さらに、原料として使用するポリアクリロニトリル系重合体の組成、すなわちアクリロニトリル単独か共重合体である場合には共重合組成によっても、目標とする内部水分率をもったゲル状糸を得る事のできる紡糸原液組成、凝固条件は異なる。
【0015】
なお、本発明に於いてはアクリル系繊維の繊度、断面形状について特に制約は無いが、紙あるいは不織布に使用するという点に鑑みて、繊度としては0.2dtexから11dtexの範囲で利用されることが多い。ここでいう繊度とは、本発明繊維は内部水分を含むため絶乾後のポリマー重量基準で算出した繊度である。断面形状についてはなんら特段の制約は無く、紡糸の容易さなどから通常の丸断面で用いられるのが一般的である。
【0016】
かくして得られたアクリル系ゲル状糸はバインダー繊維として使用するため、内部水分を含んだまま通常2mmから30mmの長さに切断されるが、この際、アクリル系ゲル状糸が内部水分を含んだ状態であれば、アクリル系ゲル状糸を乾燥することなくそのまま切断しても構わないし、バインダー繊維として使用したときの接着性を阻害しない程度のマイルドな条件で、アクリル系ゲル状糸を乾燥せしめた後、切断しても構わない。尚、切断した後、バインダー繊維として使用したときの接着性を阻害しない程度のマイルドな条件で乾燥しても構わない。いずれにしても、乾燥の有無にかかわらず内部水分率が50から400重量%であることが必要であり、バインダー繊維として最も好ましい製造方法は、アクリル系ゲル状糸を乾燥することなくそのまま切断し、切断後も乾燥しない方法である。
【0017】
かくして得られる本発明が採用する熱接着性バインダー繊維は、上述の通り内部水分率が50から400重量%のものである。内部水分率が50重量%未満では120℃以上の温度においても十分な熱接着性が得られず、400重量%を超える場合には紡糸時の繊維強度が著しく低下するため紡糸工程通過性を確保できず現実的でない。
【0018】
以上のように、本発明繊維は、従来熱接着し難いと考えられてきたアクリル系繊維を特定の内部水分をもつ状態で使用することにより、特別の圧力の印加がなくても熱接着性を発現するようにしたものである。
【0019】
本発明において熱接着は本発明繊維を120℃以上の温度で処理することによって生じる。この際に加圧処理、所謂熱圧着を施すとより強固に接着させる事ができるが、紙あるいは不織布の一般的実用強度を得るためには熱圧着処理は必ずしも必要ではなく、通常製紙工程で使用されている乾燥機、例えばヤンキー型乾燥機を通過せしめればよい。もちろん線圧印加タイプの熱カレンダーロールを使用することに差し支えはない。
【0020】
次に本発明繊維の用途について説明する。本発明繊維は、15重量%以上を含有せしめて紙及び不織布などのシート状製品に有効に用い得る。シート状製品を作成するには好ましくは湿式法が採用される。なぜなら湿式法を用いる方がシート全体として均一なものが得られるからである。だだし、本発明バインダー繊維と他の材料を用いてシート化する方法自体に制約はなく、一般的に慣用されている技術に従えばよい。例えば、湿式法に使用されている長編抄紙機、傾斜金網などが好適に使用できる。シート化後の乾燥に際しては主としてシリンダードライヤーやファンドライヤーが使用できるが、他の乾燥方式、例えば、高周波乾燥、マイクロウエーブ乾燥などの方法を採用する事もできる。
【0021】
本発明繊維の含有量が15重量%未満であるシート状製品は実用に耐えるシート強度が得られない。本発明シート状製品の強度をさらに高めるためには、本発明繊維の含有量を20重量%以上にすると好ましく、30重量%以上にすると一層好ましい。本発明シート状製品を作成するには本発明繊維と他の繊維で構成することが一般的であり、他の繊維としては通常のアクリル、ビニロンまたはレーヨン、ポリノジツクなどのセルロース繊維のごとき親水性繊維や、疎水性のポリエステル、ナイロンなどの有機繊維さらにはガラス繊維を混合して使用することができる。
【0022】
【実施例】
以下、実施例により本発明を具体的に説明するが、本発明はこれらの実施例に限定されるものではない。実施例中、「%」および「部」は特にことわりのない限り重量基準で用いる。
【0023】
アクリル系繊維からなる熱接着性バインダー繊維候補の製造例
アクリロニトリル90部とアクリル酸メチル10部からなる単量体混合物を水系懸濁重合し、重量平均分子量102,000のポリアクリロニトリル系重合体を作成し、得られた重合体をロダン酸ナトリウムの濃厚水溶液を溶剤として溶解し、重合体濃度9.0、10.5、11.8%の紡糸原液を作成した。この紡糸原液を濾過した後、孔径0.07mm、孔数100のノズルを用いて湿式紡糸した。ロダン酸ナトリウム濃度15%水溶液でなる凝固液の温度を−2.5℃から20℃の範囲内で変化させながら凝固せしめてゲル糸とし、冷延伸比2.4倍を施した後、温度60℃の温湯で水洗、続いて95℃の熱水中でさらに5.0倍の延伸を施し、サンプルAからO及びQ、Rのアクリル系繊維を得た。これらのうち相当数のものは本発明を充たす熱接着性バインダー繊維である。得られたアクリル系繊維の繊度は3.3dtexであり、その内部水分率を前述した方法に従って求めた。凝固液温度、紡糸原液濃度と内部水分率との関係を表1に示す。尚、表中の内部水分率は後述の6mmに切断した後に測定した値である。
【0024】
【表1】
この結果から、紡糸原液濃度と凝固液温度を変化させることにより得られたアクリル系繊維の内部水分率を広範囲に制御できることが分る。なお、サンプルPの場合には凝固浴から出たゲル糸は強度が著しく低く、その後の冷延伸、水洗、熱延伸工程で繊維切れを生じて走行できず、アクリル系繊維は得られなかった。
【0026】
実施例1〜16、比較例1、2
アクリル系繊維サンプルA〜Rを乾燥を防ぎつつ長さ6mmに切断し(Pの場合を除く)、乾燥重量で15部を繊度1.7dtex、長さ6mmの通常のアクリル繊維(日本エクスラン工業(株)製、K8タイプ)85部に混合し、水を加えて繊維濃度1%とした。この繊維分散液1000mlをとり、プロペラ型攪拌機で攪拌した後目付け35g/m2で一片25cmの正方形に抄紙した。得られた17種のシートをロータリー式乾燥機で温度を105℃から135℃の範囲内で変化させながら、接触時間5分間で乾燥した。その結果を表2に示す。
【0027】
【表2】
この結果から、内部水分率が50%以上のアクリル系繊維は120℃以上の乾燥温度で熱融着を生じ、熱接着性バインダー繊維として利用できる事が分る。
【0029】
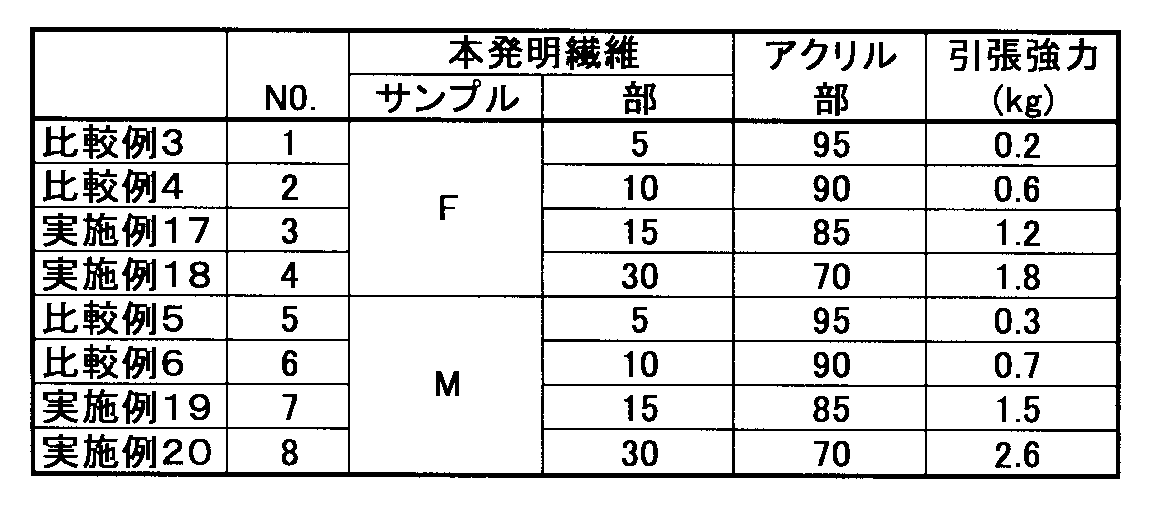
実施例17〜20、比較例3〜6
サンプルF及びMのアクリル系繊維からなる熱接着性バインダー繊維を用いて表3に示す組成で実施例1〜16と同様の方法でロータリー乾燥機温度135℃でシートを作成した。作成したシートを幅50mmにカットし、引張り試験機(テンシロンRTA−500;株式会社オリエンテック製)で引張り強力を測定した。その結果も表3に示す。
【0030】
【表3】
この結果より、本発明熱接着性バインダー繊維の添加量が15%未満では十分な実用強度が得られず、15%以上では著しくシートの引張り強力が向上することが分る。
【0032】
実施例21
アクリル系繊維サンプルMを内部水分率が250%となるよう風乾した後、長さ6mmに切断した。該アクリル系繊維からなる熱接着性バインダー繊維を、実施例1〜16と同様の方法でロータリー乾燥機温度135℃でシートを作成し、実施例17〜20と同じ方法で引張り強力を測定したところ、引張り強力は1.4kgと風乾しなかった実施例19とほぼ同等の強力を示した。
【0033】
比較例7
実施例1〜20で用いたのと同じ通常のアクリル繊維80部とエステルバインダー繊維(帝人株式会社製、TJ04CN、1.7dtex)20部を用いて、実施例1〜16と同様の方法でロータリー乾燥機温度135℃でシートを作成し、実施例17〜20と同じ方法で引張り強力を測定したところ引張強力は0.8kgであった。すなわち、本発明熱接着性バインダー繊維を使用することにより従来一般的に使われてきたエステルバインダー繊維と同等あるいはそれ以上の強度を有するシートが得られる事を示している。
【0034】
【発明の効果】
本発明のアクリル系繊維からなる熱接着性バインダー繊維は120℃という紙および不織布などのシート状製品を製造する際の一般的乾燥温度で熱接着性を有し、また、該熱接着性バインダー繊維の使用においては相手繊維を選ばず、特に親水性繊維とともに用いたときのシート状製品は強度が高く、さらに有機溶剤や接着剤を用いる必要がないため、ローラーへの接着剤などの付着もなく、環境への影響も小さい点が、本発明の特筆すべき効果であり、工業的意義の大なるものがある。
Claims (3)
- 60重量%以上のアクリロニトリルを含有するアクリロニトリル系重合体を単独で使用してなり、内部水分率が50から400%であり、かつ120℃以上で接着性を発現するアクリル系繊維からなる熱接着性バインダー用繊維。
- 請求項1記載の熱接着性バインダー用繊維を15重量%以上含有するシートを120℃以上で熱接着せしめたシート状製品。
- アクリロニトリルを60重量%以上含有するポリアクリロニトリル系重合体を湿式紡糸または乾湿式紡糸し、凝固、水洗、延伸したゲル状糸を、内部水分を含んだまま2から30mmに切断する事を特徴とする請求項1記載の熱接着性バインダー用繊維の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000266535A JP4366555B2 (ja) | 2000-09-04 | 2000-09-04 | 熱接着性バインダー繊維 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000266535A JP4366555B2 (ja) | 2000-09-04 | 2000-09-04 | 熱接着性バインダー繊維 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2002069744A JP2002069744A (ja) | 2002-03-08 |
| JP4366555B2 true JP4366555B2 (ja) | 2009-11-18 |
Family
ID=18753601
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000266535A Expired - Lifetime JP4366555B2 (ja) | 2000-09-04 | 2000-09-04 | 熱接着性バインダー繊維 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4366555B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016173966A (ja) * | 2015-03-18 | 2016-09-29 | 三菱レイヨン株式会社 | 多孔質電極基材、その製造方法 |
-
2000
- 2000-09-04 JP JP2000266535A patent/JP4366555B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2002069744A (ja) | 2002-03-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7892992B2 (en) | Polyvinyl alcohol fibers, and nonwoven fabric comprising them | |
| CN1085678C (zh) | 水溶性热压合聚乙烯醇粘合纤维,及其制法和用途 | |
| JP6548634B2 (ja) | ポリエステルバインダー繊維 | |
| JPH0192415A (ja) | 熱接着繊維及びその不織布 | |
| JPH11293516A (ja) | 極細吸水性アクリル繊維、そのシート状物及び割繊吸水性アクリル繊維 | |
| JP4604911B2 (ja) | 炭素繊維前駆体繊維およびその製造方法および極細炭素繊維の製造方法 | |
| JP4366555B2 (ja) | 熱接着性バインダー繊維 | |
| JPH11241225A (ja) | 複合高ニトリルフィラメント | |
| JP4028965B2 (ja) | 分割型複合繊維、その製造方法、およびそれを用いた極細繊維不織布 | |
| US4663232A (en) | Acrylic fiber having excellent durability and dyeability and process for preparation thereof | |
| JPS63243324A (ja) | 熱接着繊維及びその不織布 | |
| JP2003138424A (ja) | ポリエステル系バインダー繊維 | |
| JPH10102322A (ja) | 易フィブリル化繊維 | |
| JP4446531B2 (ja) | 漁網 | |
| JP6534885B2 (ja) | 延伸ポリエステル主体繊維および該繊維を含む繊維構造体 | |
| JP3892132B2 (ja) | アクリル繊維およびその製造方法 | |
| JP4645945B2 (ja) | ポリアクリロニトリル系透明シートおよびその製造方法 | |
| JPH01168949A (ja) | 複合不織布 | |
| JP2003342831A (ja) | 吸水性アクリル繊維及びその製造方法並びに該繊維を含有する繊維構造物 | |
| JPH11256423A (ja) | 割繊性アクリル繊維およびこれを用いたアクリル繊維シート、不織布シート | |
| WO2018123986A1 (ja) | ポリエステルバインダー繊維 | |
| JPH09170115A (ja) | 易フィブリル化繊維およびその製造方法 | |
| JPH10158928A (ja) | 分割性アクリル系合成繊維及びその製造方法 | |
| JPH05272014A (ja) | 熱融着性アクリル系複合繊維 | |
| JP2000080521A (ja) | 割繊性アクリル繊維及び割繊アクリル繊維並びにシート状物 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051201 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080304 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090220 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090415 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090609 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090630 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090729 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090811 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4366555 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120904 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130904 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130904 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |