JP4350016B2 - 光学ガラス、精密プレス成形用プリフォームとその製造方法、ならびに光学素子とその製造方法 - Google Patents
光学ガラス、精密プレス成形用プリフォームとその製造方法、ならびに光学素子とその製造方法 Download PDFInfo
- Publication number
- JP4350016B2 JP4350016B2 JP2004284506A JP2004284506A JP4350016B2 JP 4350016 B2 JP4350016 B2 JP 4350016B2 JP 2004284506 A JP2004284506 A JP 2004284506A JP 2004284506 A JP2004284506 A JP 2004284506A JP 4350016 B2 JP4350016 B2 JP 4350016B2
- Authority
- JP
- Japan
- Prior art keywords
- glass
- preform
- precision press
- optical
- sio
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000000465 moulding Methods 0.000 title claims description 108
- 230000003287 optical effect Effects 0.000 title claims description 77
- 238000004519 manufacturing process Methods 0.000 title claims description 50
- 239000005304 optical glass Substances 0.000 title claims description 50
- 239000011521 glass Substances 0.000 claims description 158
- 229910004298 SiO 2 Inorganic materials 0.000 claims description 53
- 238000000034 method Methods 0.000 claims description 38
- 239000006060 molten glass Substances 0.000 claims description 29
- 229910021193 La 2 O 3 Inorganic materials 0.000 claims description 21
- 229910018068 Li 2 O Inorganic materials 0.000 claims description 19
- 238000010438 heat treatment Methods 0.000 claims description 5
- 229910052688 Gadolinium Inorganic materials 0.000 claims description 3
- 230000008569 process Effects 0.000 claims description 2
- 239000000155 melt Substances 0.000 claims 1
- 239000010408 film Substances 0.000 description 14
- 239000000203 mixture Substances 0.000 description 13
- 230000009477 glass transition Effects 0.000 description 12
- 239000000047 product Substances 0.000 description 11
- 238000005498 polishing Methods 0.000 description 8
- 238000005520 cutting process Methods 0.000 description 7
- 230000001771 impaired effect Effects 0.000 description 7
- 230000007423 decrease Effects 0.000 description 6
- 239000007789 gas Substances 0.000 description 6
- 230000001965 increasing effect Effects 0.000 description 6
- 238000003825 pressing Methods 0.000 description 6
- 230000000052 comparative effect Effects 0.000 description 5
- 230000000694 effects Effects 0.000 description 5
- 230000005484 gravity Effects 0.000 description 5
- 238000003754 machining Methods 0.000 description 5
- 238000002844 melting Methods 0.000 description 5
- 230000008018 melting Effects 0.000 description 5
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 4
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 4
- 238000000137 annealing Methods 0.000 description 4
- 229910052799 carbon Inorganic materials 0.000 description 4
- 239000013078 crystal Substances 0.000 description 4
- 239000002994 raw material Substances 0.000 description 4
- 229910001260 Pt alloy Inorganic materials 0.000 description 3
- 238000001816 cooling Methods 0.000 description 3
- 238000004031 devitrification Methods 0.000 description 3
- 239000010453 quartz Substances 0.000 description 3
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N silicon dioxide Inorganic materials O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- 239000010409 thin film Substances 0.000 description 3
- 229910014230 BO 3 Inorganic materials 0.000 description 2
- -1 Gd 2 O 3 Inorganic materials 0.000 description 2
- 229910019142 PO4 Inorganic materials 0.000 description 2
- 239000012298 atmosphere Substances 0.000 description 2
- 150000004649 carbonic acid derivatives Chemical class 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 239000013530 defoamer Substances 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 230000007613 environmental effect Effects 0.000 description 2
- 238000000227 grinding Methods 0.000 description 2
- 150000004679 hydroxides Chemical class 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 150000002823 nitrates Chemical class 0.000 description 2
- 229910052757 nitrogen Inorganic materials 0.000 description 2
- 230000001590 oxidative effect Effects 0.000 description 2
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 description 2
- 239000010452 phosphate Substances 0.000 description 2
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 238000003756 stirring Methods 0.000 description 2
- 150000003467 sulfuric acid derivatives Chemical class 0.000 description 2
- 238000007088 Archimedes method Methods 0.000 description 1
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 239000002518 antifoaming agent Substances 0.000 description 1
- 238000003491 array Methods 0.000 description 1
- 150000001495 arsenic compounds Chemical class 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 229910052793 cadmium Inorganic materials 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000002425 crystallisation Methods 0.000 description 1
- 230000008025 crystallization Effects 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 230000002708 enhancing effect Effects 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 239000005357 flat glass Substances 0.000 description 1
- 150000002222 fluorine compounds Chemical class 0.000 description 1
- 229940093920 gynecological arsenic compound Drugs 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 229910052745 lead Inorganic materials 0.000 description 1
- 239000007791 liquid phase Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 239000012299 nitrogen atmosphere Substances 0.000 description 1
- 229910000510 noble metal Inorganic materials 0.000 description 1
- 239000005365 phosphate glass Substances 0.000 description 1
- 229910052697 platinum Inorganic materials 0.000 description 1
- 239000002244 precipitate Substances 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 238000003303 reheating Methods 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 1
- 229910010271 silicon carbide Inorganic materials 0.000 description 1
- 238000010583 slow cooling Methods 0.000 description 1
- 230000003595 spectral effect Effects 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 229910052716 thallium Inorganic materials 0.000 description 1
- 230000000930 thermomechanical effect Effects 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C3/00—Glass compositions
- C03C3/04—Glass compositions containing silica
- C03C3/062—Glass compositions containing silica with less than 40% silica by weight
- C03C3/064—Glass compositions containing silica with less than 40% silica by weight containing boron
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C3/00—Glass compositions
- C03C3/04—Glass compositions containing silica
- C03C3/062—Glass compositions containing silica with less than 40% silica by weight
- C03C3/064—Glass compositions containing silica with less than 40% silica by weight containing boron
- C03C3/068—Glass compositions containing silica with less than 40% silica by weight containing boron containing rare earths
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B11/00—Pressing molten glass or performed glass reheated to equivalent low viscosity without blowing
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C3/00—Glass compositions
- C03C3/04—Glass compositions containing silica
- C03C3/062—Glass compositions containing silica with less than 40% silica by weight
- C03C3/064—Glass compositions containing silica with less than 40% silica by weight containing boron
- C03C3/066—Glass compositions containing silica with less than 40% silica by weight containing boron containing zinc
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Life Sciences & Earth Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Manufacturing & Machinery (AREA)
- Glass Compositions (AREA)
Description
したがって、アッベ数(νd)が50〜59を示すようなガラスであって、精密プレス成形用に適した光学ガラスには、プレス成形型と反応しにくい性質、低温軟化性、優れたガラス安定性(耐失透性)、高屈折率特性が求められる。
(1) B2O3とSiO2を必須成分として含む光学ガラスにおいて、モル%表示で、
B2O3とSiO2の合計含有量(B2O3+SiO2)が45〜70%、B2O3含有量に対するSiO2含有量のモル比率(SiO2/B2O3)が0.1〜0.5であり、La2O3 5〜15%、Gd2O3 0.1〜8%(ただし、La2O3含有量とGd2O3含有量の合計量が8%以上)、Y2O3 0〜10%、Li2O 3〜18%〔ただし、B2O3+SiO2に対するLi2Oの含有量のモル比率[Li2O/(B2O3+SiO2)]が0を超え0.2以下〕、ZnO 0.1〜15%、CaO 2〜20%、BaO 0〜5%(ただし、BaO含有量はZnO含有量よりも少ない)、SrO 0〜5%、MgO 0〜5%〔ただし、B2O3+SiO2に対するMgO、CaO、SrO及びBaOの合計含有量のモル比率[(MgO+CaO+SrO+BaO)/(B2O3+SiO2)]が0.1〜0.4〕、およびZrO2 0〜5%を含み、B 2 O 3 、SiO 2 、La 2 O 3 、Gd 2 O 3 、Y 2 O 3 、Li 2 O、ZnO、CaO、BaO、SrO、MgOおよびZrO 2 の合計含有量が98%以上であり、Sb 2 O 3 を外割りで0〜1重量%含有し、かつ式(1)
νd≧308.5−150×nd(ただし、50≦νd≦59) …(1)
の関係を満たす屈折率(nd)及びアッベ数(νd)を有することを特徴とする光学ガラス、
(2) 精密プレス成形に供する上記(1)項に記載の光学ガラス、
(3) 上記(2)項に記載の光学ガラスからなる精密プレス成形用プリフォーム、
(4) 上記(1)または(2)項に記載の光学ガラスからなる光学素子、
(5) 流出する熔融ガラスを分離して得たガラス塊を前記ガラスが冷却する過程で成形する精密プレス成形用プリフォームの製造方法において、前記熔融ガラスが、上記(2)項に記載の光学ガラスが得られる熔融ガラスであることを特徴とする精密プレス成形用プリフォームの製造方法、
(6) ガラス製のプリフォームを加熱、精密プレス成形する光学素子の製造方法において、上記(3)項に記載の精密プレス成形用プリフォームまたは上記(5)項に記載の方法により作製した精密プレス成形用プリフォームを加熱、精密プレス成形することを特徴とする光学素子の製造方法、
(7) プレス成形型にプリフォームを導入し、前記成形型と前記プリフォームを一緒に加熱し、精密プレス成形する上記(6)項に記載の光学素子の製造方法、および
(8) プレス成形型に予熱したプリフォームを導入し、精密プレス成形する上記(6)項に記載の光学素子の製造方法、
を提供するものである。
また、優れたガラス安定性を有する上記ガラスを用いて、熔融ガラスから直接、精密プレス成形用プリフォームを作製することができるので、高い生産性のもとに高品質のプリフォームを作製するための精密プレス成形用プリフォームの製造方法を提供することができる。
さらに、上記各性質を兼備したガラスを使用することにより、高い生産性のもとに光学素子を作製するための光学素子の製造方法を提供することができる。
[光学ガラス]
本発明者らは、アッベ数(νd)が50〜59である精密プレス成形に適したガラスを実現するため、リン酸塩系ガラスではなく、B2O3とSiO2をガラスの網目構造を構成する成分として含むB2O3−SiO2系のガラス組成を出発点とした。その上で、高屈折率特性を付与するため、La2O3とGd2O3を必須成分として導入する。La2O3とGd2O3を共存させることにより、単独で導入する場合に比べてガラスの安定性を向上させることができる。また、ガラスに低温軟化性を付与するとともに、高屈折率特性を維持するため、Li2O、ZnOを必須成分として導入する。さらに、B2O3、SiO2およびCaOを共存させることにより、目的とする光学特性を実現しつつ、ガラスに低温軟化性を付与することができる。以上の理由から、本発明の目的を達成するガラス組成として、ガラス成分としてB2O3、SiO2、La2O3、Gd2O3、Li2O、ZnO、CaOが共存する組成をベースとし、各成分の含有量をバランスさせることによって、本発明を完成させた。
B2O3とSiO2の合計含有量(B2O3+SiO2)が45〜70%、B2O3含有量に対するSiO2含有量のモル比率(SiO2/B2O3)が0.1〜0.5であり、La2O3 5〜15%、Gd2O3 0.1〜8%(ただし、La2O3含有量とGd2O3含有量の合計量が8%以上)、Y2O3 0〜10%、Li2O 3〜18%〔ただし、B2O3+SiO2に対するLi2Oの含有量のモル比率[Li2O/(B2O3+SiO2)]が0を超え0.2以下〕、ZnO 0.1〜15%、CaO 2〜20%、BaO 0〜5%(ただし、BaO含有量はZnO含有量よりも少ない)、SrO 0〜5%、MgO 0〜5%〔ただし、B2O3+SiO2に対するMgO、CaO、SrO及びBaOの合計含有量のモル比率[(MgO+CaO+SrO+BaO)/(B2O3+SiO2)]が0.1〜0.4〕、およびZrO2 0〜5%を含み、かつ式(1)
νd≧308.5−150×nd(ただし、50≦νd≦59) …(1)
の関係を満たす屈折率(nd)及びアッベ数(νd)を有することを特徴とする。
次に、上記組成範囲の限定理由について説明する。以下、特記しない限り、各成分の含有量、ならびにそれら合計量、比率はモル%あるいはモル比によって表すものとする。
B2O3はガラスの網目構造を構成する成分であって、ガラスに低分散性を与え、低温軟化性を付与するために必要不可欠な成分である。
SiO2はB2O3と同様、ガラスの網目構造を構成する成分であり、ガラスの耐久性を向上させるために欠かせない成分でもある。
また、所望の光学特性を付与しつつ、ガラスの低温軟化性を維持し、ガラスの耐久性、安定性を向上させる上から、SiO2の含有量を5%を超え、かつ20%以下の範囲にすることが好ましく、6〜18%の範囲にすることがより好ましい。
ただし、ガラスの良好な耐候性を維持しつつ、所望の範囲の光学特性を付与する上から、La2O3とGd2O3の合計含有量(La2O3+Gd2O3)を8%以上、好ましくは10%以上とする。
なお、La2O3、Gd2O3、Y2O3の導入効果をより高める上から、La2O3、Gd2O3及びY2O3の合計含有量(La2O3+Gd2O3+Y2O3)を8%以上にすることが好ましく、10%以上にすることがより好ましい。
ただし、B2O3+SiO2に対するLi2Oの含有量のモル比率[Li2O/(B2O3+SiO2)]を過大にするとガラスの安定性が低下するので0.2以下、好ましくは0.18以下とする。重量比による上記比率は0.10以下が好ましく、0.08以下がより好ましい。
ZrO2は光学恒数の調整や安定性の向上に有用な成分であるが、その含有量が5%を超えるとガラスの安定性を損ねてしまうため、その含有量を0〜5%、好ましくは0〜3%とする。
上記各成分の効果を一層高める上から、B2O3、SiO2、La2O3、Gd2O3、Y2O3、Li2O、ZnO、CaO、BaO、SrO、MgO、ZrO2の合計含有量を好ましくは98%以上、より好ましくは99%以上、さらに好ましくは100%とする。
上記ガラスに少量のFを導入することもできるが、後述するプリフォームの成形時に揮発による問題を起こすことから、導入しないことが望ましい。
次に本発明の光学ガラスの光学特性について説明する。ガラスの用途面、すなわち光学機器の設計上の観点からは、アッベ数(νd)を一定とした場合、屈折率(nd)が高いほど設計の自由度が大きくなる。したがって、高屈折率のガラスが望まれているが、ガラスの製造面からはアッベ数(νd)の減少を抑えつつ、屈折率(nd)を高めようとすると、ガラスの安定性が損なわれやすい。特に本発明のガラスのように低温軟化性も備えたガラスでは、アッベ数(νd)の減少を抑えつつ、屈折率(nd)を一定値より高めることは困難であった。本発明は上記ガラス組成により、アッベ数(νd)が50〜59の範囲で、下記式(1)の関係を満たす屈折率(nd)及びアッベ数(νd)をガラスに付与している。
次に本発明の光学ガラスのガラス転移温度(Tg)について説明する。ガラス転移温度は屈伏点(Ts)と同様、ガラスの低温軟化性の指標となる。ガラス転移温度が低ければ、精密プレス成形時のガラスの温度、プレス成形型の温度を低く設定することができ、プレス成形型の寿命を延ばす上でも、良好な精密プレス成形品を得る上でも好ましい。
このような観点から、本発明の光学ガラスの好ましい態様は、ガラス転移温度(Tg)が600℃以下のものである。より好ましい態様は、ガラス転移温度(Tg)が580℃以下のものである。
なお、本発明の光学ガラスは、精密プレス成形用のガラスに限定されるものではないが、上記のように低温軟化性など精密プレス成形に好適な性質を有しているので、精密プレス成形に使用する光学ガラスとして好適である。
次に本発明の光学ガラスを製造する方法について説明する。まず、ガラス各成分の原料として各々相当する酸化物、炭酸塩、硫酸塩、硝酸塩、弗化物、水酸化物など、例えば、H3BO3、SiO2、La2O3、Gd2O3、Y2O3、Li2CO3、ZnO、CaCO3、ZrO2などの原料を秤量し、十分に混合して調合バッチと成し、これを白金合金製の熔融容器に入れ、1200〜1250℃に加熱し、攪拌しながら空気中で原料が完全に熔解するまで熔融を行う。次に、得られた熔融ガラスを清澄し、十分攪拌して均質化し、成形すれば上記光学ガラスを得ることができる。ここで使用する設備としては公知のものを使用すればよい。
次に、精密プレス成形用プリフォームについて説明する。本発明の精密プレス成形用プリフォームは、上記光学ガラスからなることを特徴とする。精密プレス成形用プリフォーム(以下、単にプリフォームと記すことがある。)は、精密プレス成形品に等しい重量のガラス成形体であって、精密プレス成形に適した形状に予め成形された予備成形体である。プリフォームの形状としては、球、一つの対称軸を有する回転体などを例示することができる。前記回転体としては、前記対称軸を含む任意の断面において角や窪みがない滑らかな輪郭線をもつもの、例えば上記断面において短軸が回転対称軸に一致する楕円を輪郭線とするものがある。また、前記断面におけるプリフォームの輪郭線上の任意の点と対称軸上にあるプリフォームの重心を結ぶ線と、前記輪郭線上の点において輪郭線に接する接線とのなす角の一方の角の角度をθとしたとき、前記点が回転対称軸上から出発して輪郭線上を移動するときに、θが90°から単調増加し、続いて単調減少した後、単調増加して輪郭線が対称軸と交わる他方の点において90°になる形状が好ましい。プリフォームは、プレス成形可能な粘度になるよう、加熱してプレス成形に供される。
上記プリフォームには、その製造方法に応じて全表面が自由表面からなるもの、全表面が研磨面からなるもの、全表面がエッチングによって形成されたものなどに分けることもできる。
プリフォームは以下に説明する本発明のプリフォームの製造方法によって製造することもできるし、ガラス成形体に研磨加工などの機械加工を施して製造することもできる。
上記プリフォームの製造方法では、プリフォーム1個分の熔融ガラス塊を分離し、このガラス塊が軟化点以上の高温状態にある間にプリフォームに成形する。
本発明の光学素子は、上記光学ガラスからなるものである。本発明によれば、光学素子を構成するガラスが上記ガラスであるので、前記ガラスの各特性(屈折率(nd)、アッべ数(νd)など)を備えており、所要の光学恒数を有する光学素子を提供することができる。
なお、この光学素子には必要に応じて、反射防止膜、全反射膜、部分反射膜、分光特性を有する膜などの光学薄膜を設けることもできる。
本発明の光学素子の製造方法は、ガラス製のプリフォームを加熱、精密プレス成形する光学素子の製造方法において、上記精密プレス成形用プリフォームまたは上記製造方法により作製した精密プレス成形用プリフォームを加熱、精密プレス成形することを特徴とする。
精密プレス成形法はモールドオプティクス成形法とも呼ばれ、既に当該発明の属する技術分野においてはよく知られたものである。
したがって、本発明の方法は、レンズ、レンズアレイ、回折格子、プリズムなどの光学素子の製造に好適であり、特に非球面レンズを高生産性のもとに製造する際に最適である。
精密プレス成形法では、プレス成形型の成形面を良好な状態に保つため成形時の雰囲気を非酸化性ガスにすることが望ましい。非酸化性ガスとしては窒素、窒素と水素の混合ガスなどが好ましい。
[精密プレス成形法1]
この方法は、プレス成形型に前記プリフォームを導入し、前記成形型と前記プリフォームを一緒に加熱し、精密プレス成形することを特徴とする(精密プレス成形法1という)。
また前記ガラスが1012dPa・s以上、より好ましくは1014dPa・s以上、さらに好ましくは1016dPa・s以上の粘度を示す温度にまで冷却してから精密プレス成形品をプレス成形型から取り出すことが望ましい。
上記の条件により、プレス成形型成形面の形状をガラスにより精密に転写することができるとともに、精密プレス成形品を変形することなく取り出すこともできる。
この方法は、プレス成形型に予熱したプリフォームを導入し、精密プレス成形することを特徴とする(精密プレス成形法2という)。
この方法によれば、前記プリフォームをプレス成形型に導入する前に予め加熱するので、サイクルタイムを短縮化しつつ、表面欠陥のない良好な面精度の光学素子を製造することができる。
なおプレス成形型の予熱温度をプリフォームの予熱温度よりも低く設定することが好ましい。このようにプレス成形型の予熱温度を低くすることにより、前記型の消耗を低減することができる。
また、前記プリフォームを浮上しながら予熱することが好ましく、さらに前記プリフォームを構成するガラスが105.5〜109dPa・s、より好ましくは106〜108dPa・sの粘度を示す温度に予熱することがさらに望ましい。
またプレス開始と同時又はプレスの途中からガラスの冷却を開始することが好ましい。
なおプレス成形型の温度は、前記プリフォームの予熱温度よりも低い温度に調温させるが、前記ガラスが109〜1012dPa・sの粘度を示す温度を目安にすればよい。
精密プレス成形された光学素子はプレス成形型より取り出され、必要に応じて徐冷される。成形品がレンズなどの光学素子の場合には、必要に応じて表面に光学薄膜をコートしてもよい。
実施例1〜11
各ガラス成分の原料として各々対応する酸化物、炭酸塩、硫酸塩、硝酸塩、水酸化物など、例えば、H3BO3、SiO2、La2O3、Gd2O3、Y2O3、Li2CO3、ZnO、CaCO3、ZrO2などを用いて表1および表2に示した組成のガラスが得られるように、所定の割合に250〜300g秤量し、十分に混合して調合バッチとし、これを白金ルツボに入れ、1200〜1250℃で攪拌しながら空気中において2〜4時間、熔融を行った。熔融後、熔融ガラスを40×70×15mmのカーボン製の金型に流し、ガラス転移温度まで放冷してから直ちにアニール炉に入れ、ガラス転移温度で約1時間アニール処理して炉内で室温まで放冷した。
(1)屈折率(nd)及びアッべ数(νd)
徐冷降温速度を−30℃/hにして得られた光学ガラスについて測定した。
(2)比重
アルキメデス法により測定した。
(3)ガラス転移温度(Tg)及び屈伏点(Ts)
理学電機株式会社の熱機械分析装置により昇温速度を4℃/分にして測定した。
(4)液相温度(LT)
失透試験炉に試料を入れ、1000℃、1時間保持した後、倍率10〜50倍の顕微鏡により結晶の有無を観察した。前記結晶が認められない場合、液相温度を1000℃未満とした。
(5)ガラスの粘度
“JIS Z 8803−1991「液体の粘度−測定方法」 8.単一円筒形回転粘度計による粘度測定”に基づき、回転円筒法によってガラスの液相温度における粘性を測定した。
このように各実施例のガラスは、精密プレス成形に適した低温軟化性、熔融ガラスからプリフォームを直接、成形する際に適した高温領域における優れたガラス安定性と上記高温領域における優れた成形性、光学素子の軽量化を可能にする低比重を備えている。
比較例1、2の組成を表1および表2に示す。比較例1はGd2O3を含まないガラスであるが、液相温度を測定するための1000℃で保持したところ、ガラス全体が失透してしまった。比較例1のガラスの特性を表3に示す。
比較例2はBaOを過剰に含むガラスであるが、ガラスを熔融、攪拌中に結晶が析出し、ガラスを得ることができなかった。

実施例1〜11の各ガラスが得られる清澄、均質化した熔融ガラスを、ガラスが失透することなく、安定した流出が可能な温度域に温度調整された白金合金製のパイプから一定流量で流出させ、滴下又は降下切断法にて目的とするプリフォームの重量の熔融ガラス塊を分離し、この熔融ガラス塊をガス噴出口を底部に有する受け型に受け、ガス噴出口からガスを噴出してガラス塊を浮上させながらプリフォームを成形した。熔融ガラスの分離間隔を調整、設定することにより直径2〜30mmの球状プリフォームを得た。プリフォームの重量は設定値に精密に一致しており、いずれも表面が滑らかなものであった。
精密プレス成形により得られた非球面レンズには必要に応じて反射防止膜を設けてもよい。
精密プレス成形により得られた非球面レンズには必要に応じて反射防止膜を設けてもよい。
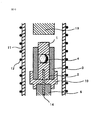
2 下型
3 案内型(胴型)
4 プリフォーム
9 支持棒
10 支持台
11 石英管
12 ヒーター
13 押し棒
14 熱電対
Claims (8)
- B2O3とSiO2を必須成分として含む光学ガラスにおいて、モル%表示で、
B2O3とSiO2の合計含有量(B2O3+SiO2)が45〜70%、B2O3含有量に対するSiO2含有量のモル比率(SiO2/B2O3)が0.1〜0.5であり、La2O3 5〜15%、Gd2O3 0.1〜8%(ただし、La2O3含有量とGd2O3含有量の合計量が8%以上)、Y2O3 0〜10%、Li2O 3〜18%〔ただし、B2O3+SiO2に対するLi2Oの含有量のモル比率[Li2O/(B2O3+SiO2)]が0を超え0.2以下〕、ZnO 0.1〜15%、CaO 2〜20%、BaO 0〜5%(ただし、BaO含有量はZnO含有量よりも少ない)、SrO 0〜5%、MgO 0〜5%〔ただし、B2O3+SiO2に対するMgO、CaO、SrO及びBaOの合計含有量のモル比率[(MgO+CaO+SrO+BaO)/(B2O3+SiO2)]が0.1〜0.4〕、およびZrO2 0〜5%を含み、B 2 O 3 、SiO 2 、La 2 O 3 、Gd 2 O 3 、Y 2 O 3 、Li 2 O、ZnO、CaO、BaO、SrO、MgOおよびZrO 2 の合計含有量が98%以上であり、Sb 2 O 3 を外割りで0〜1重量%含有し、かつ式(1)
νd≧308.5−150×nd(ただし、50≦νd≦59) …(1)
の関係を満たす屈折率(nd)及びアッベ数(νd)を有することを特徴とする光学ガラス。 - 精密プレス成形に供する請求項1に記載の光学ガラス。
- 請求項2に記載の光学ガラスからなる精密プレス成形用プリフォーム。
- 請求項1または2に記載の光学ガラスからなる光学素子。
- 流出する熔融ガラスを分離して得たガラス塊を前記ガラスが冷却する過程で成形する精密プレス成形用プリフォームの製造方法において、前記熔融ガラスが、請求項2に記載の光学ガラスが得られる熔融ガラスであることを特徴とする精密プレス成形用プリフォームの製造方法。
- ガラス製のプリフォームを加熱、精密プレス成形する光学素子の製造方法において、請求項3に記載の精密プレス成形用プリフォームまたは請求項5に記載の方法により作製した精密プレス成形用プリフォームを加熱、精密プレス成形することを特徴とする光学素子の製造方法。
- プレス成形型にプリフォームを導入し、前記成形型と前記プリフォームを一緒に加熱し、精密プレス成形する請求項6に記載の光学素子の製造方法。
- プレス成形型に予熱したプリフォームを導入し、精密プレス成形する請求項6に記載の光学素子の製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004284506A JP4350016B2 (ja) | 2004-09-29 | 2004-09-29 | 光学ガラス、精密プレス成形用プリフォームとその製造方法、ならびに光学素子とその製造方法 |
| US11/225,886 US7700507B2 (en) | 2004-09-29 | 2005-09-14 | Optical glass, preform for precision press-molding, process for the production of the preform, optical element, and process for the production of the element |
| CNB2005101165765A CN100378019C (zh) | 2004-09-29 | 2005-09-29 | 光学玻璃、用于精密压模的预制体、生产该预制体的方法、光学元件、和生产该元件的方法 |
| KR1020050091164A KR101137744B1 (ko) | 2004-09-29 | 2005-09-29 | 광학 유리, 정밀 프레스 성형 프리폼과 그 제조방법, 및광학 소자와 그 제조방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004284506A JP4350016B2 (ja) | 2004-09-29 | 2004-09-29 | 光学ガラス、精密プレス成形用プリフォームとその製造方法、ならびに光学素子とその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006096610A JP2006096610A (ja) | 2006-04-13 |
| JP4350016B2 true JP4350016B2 (ja) | 2009-10-21 |
Family
ID=36146086
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004284506A Expired - Fee Related JP4350016B2 (ja) | 2004-09-29 | 2004-09-29 | 光学ガラス、精密プレス成形用プリフォームとその製造方法、ならびに光学素子とその製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US7700507B2 (ja) |
| JP (1) | JP4350016B2 (ja) |
| KR (1) | KR101137744B1 (ja) |
| CN (1) | CN100378019C (ja) |
Families Citing this family (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4140775B2 (ja) * | 2004-01-23 | 2008-08-27 | Hoya株式会社 | 光学ガラス、精密プレス成形用プリフォームおよびその製造方法、ならびに光学素子およびその製造方法 |
| JP4960221B2 (ja) * | 2004-04-29 | 2012-06-27 | コーニンクレッカ フィリップス エレクトロニクス エヌ ヴィ | 青色電球用ガラス組成物、該組成物の電球形成への使用、及び青色光を発する電球を備える自動車のランプ |
| WO2006115183A1 (en) * | 2005-04-22 | 2006-11-02 | Ohara Inc. | A glass composition |
| JP4410733B2 (ja) * | 2005-07-29 | 2010-02-03 | Hoya株式会社 | 光学ガラス、精密プレス成形用プリフォームとその製造方法、光学素子とその製造方法 |
| JP4751225B2 (ja) | 2006-03-28 | 2011-08-17 | Hoya株式会社 | 光学ガラス、精密プレス成形用プリフォーム、光学素子およびそれらの製造方法 |
| JP5379473B2 (ja) * | 2006-04-14 | 2013-12-25 | Hoya Candeo Optronics株式会社 | 銅含有偏光ガラスおよび光アイソレーター |
| JP5237534B2 (ja) * | 2006-07-10 | 2013-07-17 | 株式会社オハラ | ガラス |
| TW200833626A (en) * | 2007-02-01 | 2008-08-16 | Asia Optical Co Inc | Optical glass |
| JP5276288B2 (ja) * | 2007-08-10 | 2013-08-28 | Hoya株式会社 | 光学ガラス、精密プレス成形用プリフォームおよび光学素子 |
| JP5610684B2 (ja) * | 2008-09-26 | 2014-10-22 | キヤノン株式会社 | 光学ガラス及び光学素子 |
| JP6049591B2 (ja) * | 2013-07-31 | 2016-12-21 | 株式会社オハラ | 光学ガラス、プリフォーム材及び光学素子 |
| JP5979723B2 (ja) * | 2013-07-31 | 2016-08-31 | 株式会社オハラ | 光学ガラス及び光学素子 |
| JP6689057B2 (ja) * | 2014-12-24 | 2020-04-28 | 株式会社オハラ | 光学ガラス、プリフォーム及び光学素子 |
| JP6756482B2 (ja) * | 2015-01-21 | 2020-09-16 | 株式会社オハラ | 光学ガラス、プリフォーム及び光学素子 |
| TWI731991B (zh) * | 2016-06-29 | 2021-07-01 | 日商小原股份有限公司 | 光學玻璃、預成形材以及光學元件 |
| TWI752046B (zh) * | 2016-06-29 | 2022-01-11 | 日商小原股份有限公司 | 光學玻璃、預成形材以及光學元件 |
| JP2017171578A (ja) * | 2017-06-23 | 2017-09-28 | 株式会社オハラ | 光学ガラス及び光学素子 |
| CN111453988A (zh) * | 2019-01-22 | 2020-07-28 | 成都光明光电股份有限公司 | 光学玻璃及其玻璃预制件、元件和仪器 |
| CN109455925B (zh) * | 2019-01-22 | 2022-04-22 | 成都光明光电股份有限公司 | 一种低软化点光学玻璃及其玻璃预制件、元件和仪器 |
| CN111453989A (zh) * | 2019-01-22 | 2020-07-28 | 成都光明光电股份有限公司 | 镧系光学玻璃及其玻璃预制件、元件和仪器 |
| CN112028475B (zh) * | 2020-09-11 | 2022-04-15 | 成都光明光电股份有限公司 | 光学玻璃和光学元件 |
| CN112028474B (zh) * | 2020-09-11 | 2022-04-15 | 成都光明光电股份有限公司 | 光学玻璃 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3102690C2 (de) * | 1981-01-28 | 1984-02-23 | Schott Glaswerke, 6500 Mainz | CdO- und ThO↓2↓-freies optisches Glas mit einem Brechwert von 1,75 - 1,82 und einem Abbe-Wert von 37 - 48 im System B↓2↓O↓3↓ - La↓2↓O↓3↓ - Y↓2↓O↓3↓ - Nb↓2↓O↓5↓ - ZnO - ZrO↓2↓ |
| JPS5825607A (ja) | 1981-08-08 | 1983-02-15 | Canon Inc | 投影装置 |
| DE3201344C2 (de) * | 1982-01-18 | 1984-02-16 | Schott Glaswerke, 6500 Mainz | Hochbrechende optische Gläser im System SiO↓2↓-B↓2↓O↓3↓-Alkalioxid-Erdalkalioxid-La↓2↓O↓3↓-ZrO↓2↓-TiO↓2↓-Nb↓2↓O↓5↓ mit Brechwerten von 1,79 - 1,82, Abbezahlen ≥ 32 und Dichten ≦ 4,0 |
| FR2540486A1 (fr) * | 1983-02-09 | 1984-08-10 | Corning Glass Works | Verres d'optique de fluoro-borates moulables |
| JPS62100449A (ja) | 1985-10-24 | 1987-05-09 | Ohara Inc | 光学ガラス |
| GB9204537D0 (en) * | 1992-03-03 | 1992-04-15 | Pilkington Plc | Alkali-free glass compositions |
| JP3521942B2 (ja) | 1993-10-22 | 2004-04-26 | 株式会社住田光学ガラス | 精密プレス成形用光学ガラス |
| JP3458462B2 (ja) | 1994-07-07 | 2003-10-20 | 株式会社ニコン | 光学ガラス |
| JPH08259257A (ja) | 1995-03-28 | 1996-10-08 | Nikon Corp | 光学ガラス |
| US6251813B1 (en) * | 1998-04-28 | 2001-06-26 | Hoya Corporation | Optical glass and its use |
| JP3377454B2 (ja) * | 1998-10-12 | 2003-02-17 | 株式会社オハラ | モールドプレス用光学ガラス |
| JP4093524B2 (ja) * | 2001-02-20 | 2008-06-04 | Hoya株式会社 | 光学ガラス、プレス成形予備体および光学部品 |
| US7138348B2 (en) * | 2001-07-03 | 2006-11-21 | Kabushiki Kaisha Ohara | Optical glass |
| JP4789358B2 (ja) * | 2001-07-03 | 2011-10-12 | 株式会社オハラ | 光学ガラス |
| JP3912774B2 (ja) * | 2002-03-18 | 2007-05-09 | Hoya株式会社 | 精密プレス成形用光学ガラス、精密プレス成形用プリフォームおよびその製造方法 |
| JP4140775B2 (ja) * | 2004-01-23 | 2008-08-27 | Hoya株式会社 | 光学ガラス、精密プレス成形用プリフォームおよびその製造方法、ならびに光学素子およびその製造方法 |
-
2004
- 2004-09-29 JP JP2004284506A patent/JP4350016B2/ja not_active Expired - Fee Related
-
2005
- 2005-09-14 US US11/225,886 patent/US7700507B2/en not_active Expired - Fee Related
- 2005-09-29 KR KR1020050091164A patent/KR101137744B1/ko not_active Expired - Fee Related
- 2005-09-29 CN CNB2005101165765A patent/CN100378019C/zh not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| KR20060051834A (ko) | 2006-05-19 |
| KR101137744B1 (ko) | 2012-04-24 |
| US7700507B2 (en) | 2010-04-20 |
| CN1765791A (zh) | 2006-05-03 |
| US20060079390A1 (en) | 2006-04-13 |
| JP2006096610A (ja) | 2006-04-13 |
| CN100378019C (zh) | 2008-04-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4350016B2 (ja) | 光学ガラス、精密プレス成形用プリフォームとその製造方法、ならびに光学素子とその製造方法 | |
| JP4124749B2 (ja) | 光学ガラス、精密プレス成形用プリフォームおよびその製造方法、光学素子およびその製造方法 | |
| JP4218804B2 (ja) | 光学ガラス、精密プレス成形用プリフォームとその製造方法および光学素子とその製造方法 | |
| JP4140775B2 (ja) | 光学ガラス、精密プレス成形用プリフォームおよびその製造方法、ならびに光学素子およびその製造方法 | |
| JP4361004B2 (ja) | 光学ガラス、精密プレス成形用プリフォームおよびその製造方法ならびに光学素子およびその製造方法 | |
| JP4093524B2 (ja) | 光学ガラス、プレス成形予備体および光学部品 | |
| JP5008639B2 (ja) | 光学ガラス、精密プレス成形用プリフォームとその製造方法および光学素子とその製造方法 | |
| KR101205677B1 (ko) | 광학유리, 정밀 프레스 성형용 프리폼 및 그 제조 방법과광학 소자 및 그 제조 방법 | |
| KR101478831B1 (ko) | 광학 유리, 정밀 프레스 성형용 프리폼 및 그의 제조 방법,광학 소자 및 그의 제조 방법 | |
| JP5079273B2 (ja) | リン酸塩ガラス、フツリン酸塩ガラス、精密プレス成形用プリフォーム、光学素子およびそれぞれの製造方法 | |
| JP4408937B2 (ja) | ガラスの製造方法およびこのガラスから得られる精密プレス成形用プリフォームと光学素子 | |
| JP2009173543A (ja) | 光学ガラス、プレス成形用プリフォーム及びその製造方法、光学素子及びその製造方法 | |
| JP2005154248A (ja) | 光学ガラス、プレス成形用プリフォーム及びその製造方法、光学素子及びその製造方法 | |
| JP4003874B2 (ja) | 光学ガラス、プレス成形用プリフォームおよび光学部品 | |
| JP2004099428A (ja) | 光学ガラス、精密プレス成形用プリフォーム及びその製造方法、光学素子及びその製造方法 | |
| JP5902327B2 (ja) | 光学ガラス、プレス成形予備体および光学部品 | |
| JP2008120677A (ja) | 光学ガラス、精密プレス成形用プリフォームおよびその製造方法、光学素子およびその製造方法 | |
| JP2006315954A (ja) | 光学ガラス、プレス成形予備体および光学部品 | |
| JP4691056B2 (ja) | 光学ガラス、精密プレス成形用プリフォーム及びその製造方法、光学素子及びその製造方法 | |
| JP5734246B2 (ja) | 光学ガラス、プレス成形予備体および光学部品 | |
| JP5734245B2 (ja) | 光学ガラス、プレス成形予備体および光学部品 | |
| JP2006321717A (ja) | 光学ガラス、プレス成形用プリフォームおよび光学部品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080327 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080805 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081003 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090127 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090721 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090721 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120731 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4350016 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130731 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |