JP4314111B2 - 導電性ローラの製造方法 - Google Patents
導電性ローラの製造方法 Download PDFInfo
- Publication number
- JP4314111B2 JP4314111B2 JP2003417998A JP2003417998A JP4314111B2 JP 4314111 B2 JP4314111 B2 JP 4314111B2 JP 2003417998 A JP2003417998 A JP 2003417998A JP 2003417998 A JP2003417998 A JP 2003417998A JP 4314111 B2 JP4314111 B2 JP 4314111B2
- Authority
- JP
- Japan
- Prior art keywords
- adhesive
- roller
- rubber layer
- conductive
- core metal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 11
- 229920001971 elastomer Polymers 0.000 claims description 89
- 239000005060 rubber Substances 0.000 claims description 85
- 239000010410 layer Substances 0.000 claims description 70
- 229910052751 metal Inorganic materials 0.000 claims description 70
- 239000002184 metal Substances 0.000 claims description 70
- 239000000853 adhesive Substances 0.000 claims description 59
- 230000001070 adhesive effect Effects 0.000 claims description 58
- 238000005520 cutting process Methods 0.000 claims description 43
- 239000000203 mixture Substances 0.000 claims description 30
- 238000010438 heat treatment Methods 0.000 claims description 17
- 230000002093 peripheral effect Effects 0.000 claims description 15
- 239000012790 adhesive layer Substances 0.000 claims description 14
- 239000011231 conductive filler Substances 0.000 claims description 6
- 239000011248 coating agent Substances 0.000 claims description 2
- 238000000576 coating method Methods 0.000 claims description 2
- 238000004073 vulcanization Methods 0.000 description 24
- 239000002994 raw material Substances 0.000 description 16
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 12
- 238000000034 method Methods 0.000 description 10
- 239000000463 material Substances 0.000 description 9
- 229920000642 polymer Polymers 0.000 description 9
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 8
- 239000006260 foam Substances 0.000 description 8
- 238000001125 extrusion Methods 0.000 description 7
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 6
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 6
- 230000007547 defect Effects 0.000 description 6
- 238000010586 diagram Methods 0.000 description 6
- 239000004088 foaming agent Substances 0.000 description 6
- 108091008695 photoreceptors Proteins 0.000 description 6
- 239000011230 binding agent Substances 0.000 description 5
- 229910052799 carbon Inorganic materials 0.000 description 5
- 238000005187 foaming Methods 0.000 description 5
- 238000007747 plating Methods 0.000 description 5
- 229920000459 Nitrile rubber Polymers 0.000 description 4
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 4
- 230000000052 comparative effect Effects 0.000 description 4
- 239000000806 elastomer Substances 0.000 description 4
- 238000000465 moulding Methods 0.000 description 4
- 229910052759 nickel Inorganic materials 0.000 description 4
- 239000011593 sulfur Substances 0.000 description 4
- 229910052717 sulfur Inorganic materials 0.000 description 4
- 229920002725 thermoplastic elastomer Polymers 0.000 description 4
- 239000004156 Azodicarbonamide Substances 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 3
- CBENFWSGALASAD-UHFFFAOYSA-N Ozone Chemical compound [O-][O+]=O CBENFWSGALASAD-UHFFFAOYSA-N 0.000 description 3
- -1 TiO 2 Chemical compound 0.000 description 3
- XOZUGNYVDXMRKW-AATRIKPKSA-N azodicarbonamide Chemical compound NC(=O)\N=N\C(N)=O XOZUGNYVDXMRKW-AATRIKPKSA-N 0.000 description 3
- 235000019399 azodicarbonamide Nutrition 0.000 description 3
- 239000006229 carbon black Substances 0.000 description 3
- 239000006258 conductive agent Substances 0.000 description 3
- 229920001577 copolymer Polymers 0.000 description 3
- 239000010439 graphite Substances 0.000 description 3
- 229910002804 graphite Inorganic materials 0.000 description 3
- 238000003825 pressing Methods 0.000 description 3
- 239000002904 solvent Substances 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- 238000004381 surface treatment Methods 0.000 description 3
- 239000011787 zinc oxide Substances 0.000 description 3
- YXIWHUQXZSMYRE-UHFFFAOYSA-N 1,3-benzothiazole-2-thiol Chemical compound C1=CC=C2SC(S)=NC2=C1 YXIWHUQXZSMYRE-UHFFFAOYSA-N 0.000 description 2
- ICGLPKIVTVWCFT-UHFFFAOYSA-N 4-methylbenzenesulfonohydrazide Chemical compound CC1=CC=C(S(=O)(=O)NN)C=C1 ICGLPKIVTVWCFT-UHFFFAOYSA-N 0.000 description 2
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- MWRWFPQBGSZWNV-UHFFFAOYSA-N Dinitrosopentamethylenetetramine Chemical compound C1N2CN(N=O)CN1CN(N=O)C2 MWRWFPQBGSZWNV-UHFFFAOYSA-N 0.000 description 2
- 229920002943 EPDM rubber Polymers 0.000 description 2
- 229910006404 SnO 2 Inorganic materials 0.000 description 2
- 235000021355 Stearic acid Nutrition 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 238000004140 cleaning Methods 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 2
- 238000007667 floating Methods 0.000 description 2
- 239000003273 ketjen black Substances 0.000 description 2
- 229910044991 metal oxide Inorganic materials 0.000 description 2
- 150000004706 metal oxides Chemical class 0.000 description 2
- QIQXTHQIDYTFRH-UHFFFAOYSA-N octadecanoic acid Chemical compound CCCCCCCCCCCCCCCCCC(O)=O QIQXTHQIDYTFRH-UHFFFAOYSA-N 0.000 description 2
- OQCDKBAXFALNLD-UHFFFAOYSA-N octadecanoic acid Natural products CCCCCCCC(C)CCCCCCCCC(O)=O OQCDKBAXFALNLD-UHFFFAOYSA-N 0.000 description 2
- 229920001084 poly(chloroprene) Polymers 0.000 description 2
- 229910052709 silver Inorganic materials 0.000 description 2
- 239000006104 solid solution Substances 0.000 description 2
- 239000008117 stearic acid Substances 0.000 description 2
- 239000004636 vulcanized rubber Substances 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- CPGFMWPQXUXQRX-UHFFFAOYSA-N 3-amino-3-(4-fluorophenyl)propanoic acid Chemical compound OC(=O)CC(N)C1=CC=C(F)C=C1 CPGFMWPQXUXQRX-UHFFFAOYSA-N 0.000 description 1
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 1
- ATRRKUHOCOJYRX-UHFFFAOYSA-N Ammonium bicarbonate Chemical compound [NH4+].OC([O-])=O ATRRKUHOCOJYRX-UHFFFAOYSA-N 0.000 description 1
- ZAMOUSCENKQFHK-UHFFFAOYSA-N Chlorine atom Chemical compound [Cl] ZAMOUSCENKQFHK-UHFFFAOYSA-N 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- 239000005977 Ethylene Substances 0.000 description 1
- 229920000181 Ethylene propylene rubber Polymers 0.000 description 1
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 1
- 229910000915 Free machining steel Inorganic materials 0.000 description 1
- 244000043261 Hevea brasiliensis Species 0.000 description 1
- 239000006057 Non-nutritive feed additive Substances 0.000 description 1
- 239000005662 Paraffin oil Substances 0.000 description 1
- 239000005062 Polybutadiene Substances 0.000 description 1
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 1
- UIIMBOGNXHQVGW-DEQYMQKBSA-M Sodium bicarbonate-14C Chemical compound [Na+].O[14C]([O-])=O UIIMBOGNXHQVGW-DEQYMQKBSA-M 0.000 description 1
- 239000004902 Softening Agent Substances 0.000 description 1
- 241000519995 Stachys sylvatica Species 0.000 description 1
- 229910010413 TiO 2 Inorganic materials 0.000 description 1
- 229920006311 Urethane elastomer Polymers 0.000 description 1
- 239000006230 acetylene black Substances 0.000 description 1
- 229920006397 acrylic thermoplastic Polymers 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 239000001361 adipic acid Substances 0.000 description 1
- 235000011037 adipic acid Nutrition 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 239000001099 ammonium carbonate Substances 0.000 description 1
- 235000012501 ammonium carbonate Nutrition 0.000 description 1
- 230000004323 axial length Effects 0.000 description 1
- 230000033228 biological regulation Effects 0.000 description 1
- 230000001680 brushing effect Effects 0.000 description 1
- 229920005549 butyl rubber Polymers 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- 244000145845 chattering Species 0.000 description 1
- 239000000460 chlorine Substances 0.000 description 1
- 229910052801 chlorine Inorganic materials 0.000 description 1
- 239000004927 clay Substances 0.000 description 1
- 239000011247 coating layer Substances 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 238000007598 dipping method Methods 0.000 description 1
- 229920005558 epichlorohydrin rubber Polymers 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 239000006232 furnace black Substances 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- WNLRTRBMVRJNCN-UHFFFAOYSA-N hexanedioic acid Natural products OC(=O)CCCCC(O)=O WNLRTRBMVRJNCN-UHFFFAOYSA-N 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 239000011256 inorganic filler Substances 0.000 description 1
- 229910003475 inorganic filler Inorganic materials 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 239000004200 microcrystalline wax Substances 0.000 description 1
- 235000019808 microcrystalline wax Nutrition 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 229920003052 natural elastomer Polymers 0.000 description 1
- 229920001194 natural rubber Polymers 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 238000007517 polishing process Methods 0.000 description 1
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 1
- 229920002857 polybutadiene Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 239000010734 process oil Substances 0.000 description 1
- 239000011241 protective layer Substances 0.000 description 1
- 229920002379 silicone rubber Polymers 0.000 description 1
- 239000004945 silicone rubber Substances 0.000 description 1
- 239000004332 silver Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 229920003048 styrene butadiene rubber Polymers 0.000 description 1
- 239000002344 surface layer Substances 0.000 description 1
- 239000000454 talc Substances 0.000 description 1
- 229910052623 talc Inorganic materials 0.000 description 1
- 229920001897 terpolymer Polymers 0.000 description 1
- ISXSCDLOGDJUNJ-UHFFFAOYSA-N tert-butyl prop-2-enoate Chemical compound CC(C)(C)OC(=O)C=C ISXSCDLOGDJUNJ-UHFFFAOYSA-N 0.000 description 1
- KBLZDCFTQSIIOH-UHFFFAOYSA-M tetrabutylazanium;perchlorate Chemical compound [O-]Cl(=O)(=O)=O.CCCC[N+](CCCC)(CCCC)CCCC KBLZDCFTQSIIOH-UHFFFAOYSA-M 0.000 description 1
- KUAZQDVKQLNFPE-UHFFFAOYSA-N thiram Chemical compound CN(C)C(=S)SSC(=S)N(C)C KUAZQDVKQLNFPE-UHFFFAOYSA-N 0.000 description 1
- 229960002447 thiram Drugs 0.000 description 1
- 238000009966 trimming Methods 0.000 description 1
- BOXSVZNGTQTENJ-UHFFFAOYSA-L zinc dibutyldithiocarbamate Chemical compound [Zn+2].CCCCN(C([S-])=S)CCCC.CCCCN(C([S-])=S)CCCC BOXSVZNGTQTENJ-UHFFFAOYSA-L 0.000 description 1
Images









Landscapes
- Dry Development In Electrophotography (AREA)
- Electrophotography Configuration And Component (AREA)
- Electrostatic Charge, Transfer And Separation In Electrography (AREA)
- Rolls And Other Rotary Bodies (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
- Molding Of Porous Articles (AREA)
- Fixing For Electrophotography (AREA)
Description
(i)軸方向に前記幅A1よりも大きい幅B1で接着剤を周面に塗布した芯金を、導電性フィラーを含有している未加硫のゴム組成物と共に押し出して、該芯金の周面を、該芯金周面上の該接着剤を覆うように該未加硫のゴム組成物で被覆する工程、
(ii)該芯金周面を被覆している未加硫のゴム組成物を加熱し、該ゴム組成物中のゴムを加硫してゴム層を形成する工程、及び
(iii)前記工程(ii)により得られた芯金周面のゴム層の両端部を、前記幅A1で切断する工程
を有していることを特徴とする導電性ローラの製造方法である。
ゴム層用原料として、エピクロルヒドリン−エチレンオキサイド−アリルグリシジルエーテル3元共重合体(商品名:CG102、ダイソー社製)100部、イオン導電剤としてテトラブチルアンモニウムパークロレート1部、炭酸カルシウム(商品名:シルバーW、白石工業社製)60部、加工助剤としてステアリン酸1部、可塑剤としてアジピン酸エステル(商品名:W305ELS、大日本インキ化学工業社製)20部、加硫剤として硫黄0.5部、加硫助剤としてジペンタメチレンチウラムテトラスルフイド1.5部をオープンロールにて混合した物を用いた。
端部切断処理として芯金を加熱しながら行なう以外は実施例1と同様に導電性ローラを作成した。すなわち、図6に示す端部切断処理装置の加圧保持手段52の代わりに、図8に示すように芯金両端部を加熱する芯金保持部材61を用いた。芯金保持部材61は、あらかじめ200℃に熱し、2分間保持した後に実施例1と同様に切断処理を行った。切断後の両端部を除去したところ、芯金の露出部は溶剤などで後処理する必要はなかった。
接着剤の塗布領域の両端部の接着剤として、バインダーを軟化点125℃のスチレン−ブチレン共重合体エラストマー(商品名:ラバロン、三菱油化社製)としたもの用い、両端部の切断前の保持時間を1分とした以外は実施例2と同様に導電性ローラを作成した。なお、図9に模式的に示した接着剤層12xは各7mmであり、接着剤の耐熱温度(バインダーの軟化点で)125℃であり、接着剤層12yに塗布した接着剤の耐熱温度は145℃であった。切断した両端部は実施例2と同様に簡単に除去することができた。また、芯金とゴム層との剥離などによる外径不良など無く、外径精度は安定していた。
本実施例ではゴム層を発泡体とした導電性ローラを製造した。
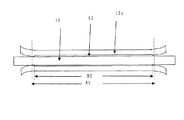
図11に示すように、接着剤塗布領域B2を両端切断領域A1(224mm)より狭く210mmとする以外は、実施例1と同様に導電性ローラを作成した。
図11に示すように、接着剤塗布領域B2を両端切断領域A1(224mm)より狭く210mmする以外は、実施例4と同様に導電性ローラを作成した。
2 帯電ローラ
3 露光手段
4 現像手段
5 転写材
6 転写部材
7 定着部材
8 クリーニング部材
9 トナー
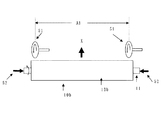
10 導電性ローラ
10a 未加硫のローラ
10b 加硫後のローラ
11 芯金
12 接着剤層
12x 接着剤層(低耐熱温度)
12y 接着剤層(高耐熱温度)
13 ゴム層
13a 未加硫のゴム層
13b 加硫後のゴム層
21 加硫・発泡金型本体
22 蓋体(芯金保持部材)
23 通気孔
24 金型内空間
31 熱盤(上下に分割可)
32 加硫金型を挿入する空間
41 クロスヘッド
42 押出し機
43 ゴム層原料供給口
51 切断用丸刃
52 芯金保持手段
61 芯金保持手段(芯金加熱手段)
A1 帯電性ローラのゴム層範囲(切断残り範囲、切断刃間隔)
B1 接着剤塗布範囲(>A1)
B2 接着剤塗布範囲(<A1)
C1 未加硫のローラを加硫処理前に両端を切断する際の残り範囲
X 加硫後のローラを切断刃の付勢する方向。
Claims (1)
- 芯金と、該芯金の周面を被覆している接着層と、該接着層を介して該芯金の周面を被覆している導電性のゴム層とを具備し、該ゴム層が、該芯金の軸方向に幅A1を有している導電性ローラの製造方法であって、
(i)軸方向に前記幅A1よりも大きい幅B1で接着剤を周面に塗布した芯金を、導電性フィラーを含有している未加硫のゴム組成物と共に押し出して、該芯金の周面を、該芯金周面上の該接着剤を覆うように該未加硫のゴム組成物で被覆する工程、
(ii)該芯金周面を被覆している未加硫のゴム組成物を加熱し、該ゴム組成物中のゴムを加硫してゴム層を形成する工程、及び
(iii)前記工程(ii)により得られた芯金周面のゴム層の両端部を、前記幅A1で切断する工程
を有していることを特徴とする導電性ローラの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003417998A JP4314111B2 (ja) | 2003-12-16 | 2003-12-16 | 導電性ローラの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003417998A JP4314111B2 (ja) | 2003-12-16 | 2003-12-16 | 導電性ローラの製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2005178021A JP2005178021A (ja) | 2005-07-07 |
| JP2005178021A5 JP2005178021A5 (ja) | 2007-02-01 |
| JP4314111B2 true JP4314111B2 (ja) | 2009-08-12 |
Family
ID=34780322
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003417998A Expired - Fee Related JP4314111B2 (ja) | 2003-12-16 | 2003-12-16 | 導電性ローラの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4314111B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4537283B2 (ja) * | 2005-07-22 | 2010-09-01 | キヤノン化成株式会社 | ゴムローラの製造方法及び製造装置 |
| JP4986518B2 (ja) * | 2006-07-06 | 2012-07-25 | 株式会社ブリヂストン | 弾性ローラの研磨方法 |
| JP5300316B2 (ja) * | 2008-05-09 | 2013-09-25 | キヤノン株式会社 | 弾性ローラの製造方法 |
| KR102214810B1 (ko) * | 2018-10-17 | 2021-02-09 | 최경미 | 픽업롤러의 제조방법 |
-
2003
- 2003-12-16 JP JP2003417998A patent/JP4314111B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005178021A (ja) | 2005-07-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101866128B (zh) | 带电辊及其制造方法 | |
| JP6519362B2 (ja) | 導電性部材、帯電装置、プロセスカートリッジ及び画像形成装置 | |
| JP6056705B2 (ja) | 帯電ロール、帯電装置、プロセスカートリッジ、画像形成装置、および帯電ロールの製造方法 | |
| JP2011164399A (ja) | 帯電部材、帯電装置、画像形成装置及びプロセスカートリッジ | |
| JP4741868B2 (ja) | 弾性ローラ及びその再生方法 | |
| JP5186337B2 (ja) | 発泡弾性体およびその製造方法ならびに電子写真機器用導電性ロール | |
| JP4314111B2 (ja) | 導電性ローラの製造方法 | |
| JP2008180273A (ja) | 導電性ゴムローラ及び現像ローラ | |
| JP4262000B2 (ja) | 導電性ローラ、導電性ローラの製造方法及び電子写真装置 | |
| JP3225491B2 (ja) | 帯電ローラの再生方法 | |
| JP2007193001A (ja) | 導電性ローラの製造方法 | |
| EP0708382B1 (en) | Process for remanufacturing a charging member | |
| JP6515485B2 (ja) | 帯電ロール、帯電装置、プロセスカートリッジおよび画像形成装置 | |
| JP2003316124A (ja) | 帯電ローラ | |
| JP2006337737A (ja) | ゴムローラの再生方法、再生方法により再生されたゴムローラ、ゴムローラを有するプロセスカートリッジおよび画像形成装置 | |
| JP4476048B2 (ja) | 弾性ローラの製造方法および帯電ローラ | |
| JP2002347056A (ja) | 発泡ローラの製造方法 | |
| JP2002236407A (ja) | 帯電部材、プロセスカートリッジ及び電子写真装置 | |
| JP3950591B2 (ja) | ゴムローラおよびその製造方法 | |
| JP2005090627A (ja) | 発泡ローラ及び該発泡ローラの製造方法 | |
| JP2005148488A (ja) | 画像形成装置部品 | |
| JP2005178027A (ja) | ゴムローラの製造方法 | |
| JPH08272209A (ja) | 導電性ロールおよびその製法 | |
| JP2004326099A (ja) | 帯電ローラー、プロセスカートリッジ及び電子写真装置 | |
| JP2002326248A (ja) | 導電性発泡ローラの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061206 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061206 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090128 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090204 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090220 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090512 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090518 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120522 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4314111 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120522 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130522 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140522 Year of fee payment: 5 |
|
| LAPS | Cancellation because of no payment of annual fees |