JP4303115B2 - 可塑化装置内のスクリューの混合エレメント/セクション - Google Patents
可塑化装置内のスクリューの混合エレメント/セクション Download PDFInfo
- Publication number
- JP4303115B2 JP4303115B2 JP2003545457A JP2003545457A JP4303115B2 JP 4303115 B2 JP4303115 B2 JP 4303115B2 JP 2003545457 A JP2003545457 A JP 2003545457A JP 2003545457 A JP2003545457 A JP 2003545457A JP 4303115 B2 JP4303115 B2 JP 4303115B2
- Authority
- JP
- Japan
- Prior art keywords
- screw
- land
- mixing element
- hollow space
- polymer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/50—Details of extruders
- B29C48/505—Screws
- B29C48/56—Screws having grooves or cavities other than the thread or the channel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/30—Mixing; Kneading continuous, with mechanical mixing or kneading devices
- B29B7/34—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices
- B29B7/38—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary
- B29B7/40—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with single shaft
- B29B7/42—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with single shaft with screw or helix
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/30—Mixing; Kneading continuous, with mechanical mixing or kneading devices
- B29B7/34—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices
- B29B7/38—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary
- B29B7/40—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with single shaft
- B29B7/42—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with single shaft with screw or helix
- B29B7/421—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with single shaft with screw or helix with screw and additionally other mixing elements on the same shaft, e.g. paddles, discs, bearings, rotor blades of the Banbury type
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
- Mixers Of The Rotary Stirring Type (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Details Of Spanners, Wrenches, And Screw Drivers And Accessories (AREA)
Description
本発明において、混合要素の全ランドのランド剪断断面積の合計は、ポリマーが混合要素に入る直前に通過するスクリューの隣接フライト間の流れ断面積の102%以上であってよい。
溶融ポリマーを搬送するスクリューの区域は、バレルの出口端部に近接した計量部を有し、この計量部に混合要素を配してもよい。この場合、計量部が両端を有すると共にこの計量部の両端の間の中間点があり、この中間点と中空空間の入口端部の方を向く計量部の端部との間に混合要素を配することができる。あるいは、計量部が1つ以下のフライトを有し、混合要素を計量部の出口端部に配したものであってよい。
混合要素は、バレル中空空間の入口端部の方を向く計量部の端部に近接しているものであってよい。
スクリューが供給部および圧縮部を有し、供給部内のフライトの体積と計量部内のフライトの体積との比が1.8未満であってよい。
混合要素が少なくとも3つの入力溝と少なくとも3つの出力溝とを有し、より好ましくは少なくとも5つの入力溝と少なくとも5つの出力溝とを有することができる。
バレルの中空空間が円柱形であってよい。
装置がポリマー押出機の一部であってよい。
装置が射出成形機のポリマー押出機であってよい。
W=P(cosθ)−e
ここで、「θ」は、スクリューの長手方向の軸に垂直な方向に対するフライトの角度であり、「P」はピッチであり、「e」はフライトの厚さである。

実施例1において、本発明によるスクリューを製造し、ポリアセタール熱可塑性樹脂を射出成形するのに使用した。ポリアセタール樹脂を、直径が約2から4mmの粒状ペレットの形態で、供給ゾーンに導入した。ポリアセタール樹脂は、デルリン(Delrin)(登録商標)500P、すなわち、添加された熱安定剤および潤滑剤約1重量%と混合され、融点が177℃であり(ISO3146方法C2)、2.16Kgの重量で、190℃の温度における、標準技術(ISO1133)によるメルトフローレートが15g/10分であり、本願特許出願人から入手可能なポリアセタール樹脂であった。
実施例3および4において、実施例1で上述されたような、混合エレメントを備えたスクリューを、実施例1の射出成形機に使用して、同じ配合のポリアセタール熱可塑性樹脂組成物を射出成形したが、それを異なった形態でスクリューの供給セクションに導入した。実施例3において、射出成形前に、別個の混合操作で、組成物の成分を予め混合した。実施例4において、前の予めの混合操作を伴わずに、組成物の成分を射出成形スクリューに直接導入した。比較例5において、実施例3および4で使用された射出成形機を、実施例4の多数の成分樹脂を射出成形するのに使用したが、使用されたスクリューは、混合エレメントを含まない、比較例2のスクリューであった。
引張強度−平均 72Mpa 72Mpa 69.9Mpa
モジュラス−平均 3.3Gpa 3.3Gpa 3.1Gpa
破断点伸び−最小 44% 40% 18%
破断点伸び−最大 65% 71% 53.5%
破断点伸び−平均 51.0% 58.7% 43.3%
Claims (3)
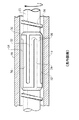
- 内面を持つ中空空間をほぼ円形の断面および長手方向の軸線と共に有するバレルと、
このバレルの中空空間に回転可能に取り付けられると共にこの中空空間の長手方向の軸線と同軸に取り付けられ、回転させた場合にポリマー材料を前記中空空間の入口端部からこの中空空間を通って当該中空空間の出口端部へと送るために取り付けられ、螺旋状に延在して複数のフライトを形成するねじをその周りに持ったスクリュー軸および溶融ポリマーが搬送される区域を有するスクリューと
を具えたポリマー溶融物を押出す装置であって、
前記スクリューは隣接するフライト間に流れ断面積を有し、これはスクリュー軸の上に突出する隣接フライトのねじ山の半径方向高さに対し、隣接フライト間の幅を乗じたものと等しく、
前記スクリューは、溶融ポリマーが搬送される前記区域内にねじ山のない部分を有し、前記スクリュー軸は前記中空空間の入口端部の方を向く入口端部および前記中空空間の出口端部の方を向く出口端部を有する混合要素を形成し、この混合要素は、
前記スクリュー軸の上に突出し、かつ前記スクリュー軸と同軸のドラム形表面を具え、
このドラム形表面は、ほぼ軸線方向に延在して前記混合要素の出口端部に達する前に終わる複数の入力溝を前記混合要素の入口端部にある溝開口部と共にこのドラム形表面の上に有し、
前記ドラム形表面は、ほぼ軸線方向に延在して前記混合要素の入口端部に達する前に終わる複数の出力溝を前記混合要素の出口端部にある溝開口部と共にこのドラム形表面の上に有し、これら複数の入力溝は前記複数の出力溝と互い違いとなって前記入力および出力溝が前記混合要素の表面の一部に亙り相互に隣接し、
前記入力溝と前記出力溝との間に延在して前記入力溝を前記出力溝から隔てるランドを具え、各ランドの長さは隣接する入力および出力溝の隣接部分の長さとほぼ同じであり、前記ランドのそれぞれは前記入力溝と前記出力溝との間の厚さが2mm未満であり、前記ランドの全長に延在する上面を有し、これらランドの各上面が、前記中空空間の内面と接触せずにこの内面の方に延在し、前記ランドの各上面と前記中空空間の内面との間の空隙が0.5mm未満であり、
各ランドに対応し、かつランドの長さに対してランドの上面と前記中空空間の内面との間の空隙を乗じたものに等しいランド剪断断面積があり、前記混合要素の全ランドのランド剪断断面積の合計は、ポリマーが前記混合要素に入る直前に通過する前記スクリューの隣接フライト間の流れ断面積の95%以上であることを特徴とする装置。 - 前記混合要素の全ランドのランド剪断断面積の合計は、ポリマーが前記混合要素に入る直前に通過する前記スクリューの隣接フライト間の流れ断面積の100%以上であることを特徴とする請求項1に記載の装置。
- 前記ランドの全長に延在するランドの各上面は、前記入力溝と前記出力溝との間の厚さが0.2mmから1.4mmであり、前記ランドの上面と前記中空空間の内面との間の前記空隙が、0.1mmから0.3mmの範囲にあることを特徴とする請求項1に記載の装置。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US33181701P | 2001-11-20 | 2001-11-20 | |
| PCT/US2002/037307 WO2003043798A1 (en) | 2001-11-20 | 2002-11-20 | Mixing element/section of a screw in a plastification apparatus |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2005509542A JP2005509542A (ja) | 2005-04-14 |
| JP2005509542A5 JP2005509542A5 (ja) | 2006-01-05 |
| JP4303115B2 true JP4303115B2 (ja) | 2009-07-29 |
Family
ID=23295499
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003545457A Expired - Fee Related JP4303115B2 (ja) | 2001-11-20 | 2002-11-20 | 可塑化装置内のスクリューの混合エレメント/セクション |
Country Status (18)
| Country | Link |
|---|---|
| US (1) | US6712495B2 (ja) |
| EP (1) | EP1448356B1 (ja) |
| JP (1) | JP4303115B2 (ja) |
| KR (1) | KR100927521B1 (ja) |
| CN (1) | CN100425430C (ja) |
| AT (1) | ATE293531T1 (ja) |
| AU (1) | AU2002366104A1 (ja) |
| BR (1) | BR0214229B1 (ja) |
| CA (1) | CA2468078C (ja) |
| DE (1) | DE60203819T2 (ja) |
| DK (1) | DK1448356T3 (ja) |
| ES (1) | ES2240853T3 (ja) |
| IL (2) | IL161117A0 (ja) |
| PL (1) | PL370527A1 (ja) |
| PT (1) | PT1448356E (ja) |
| TR (1) | TR200401013T2 (ja) |
| TW (1) | TWI239284B (ja) |
| WO (1) | WO2003043798A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20170114964A (ko) * | 2016-04-06 | 2017-10-16 | 데이비스-스탠다드, 엘엘씨 | 가변 각도 및 깊이의 그루브를 가지는 가소화 장치 스크루 |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6712495B2 (en) * | 2001-11-20 | 2004-03-30 | E. I. Du Pont De Nemours And Company | Mixing apparatus |
| JP5483804B2 (ja) * | 2007-04-27 | 2014-05-07 | 富士フイルム株式会社 | シクロオレフィン樹脂フィルム、およびこれらを用いた偏光板、光学補償フィルム、反射防止フィルム、液晶表示装置、ならびに、シクロオレフィン樹脂フィルムの製造方法 |
| US9533432B2 (en) * | 2008-03-18 | 2017-01-03 | Rutgers, The State University Of New Jersey | Just-in-time compounding in an injection molding machine |
| DE102008038529B3 (de) * | 2008-08-20 | 2009-11-05 | Kraussmaffei Technologies Gmbh | Einschneckenextruder |
| KR101582322B1 (ko) * | 2009-02-03 | 2016-01-05 | 엘에스전선 주식회사 | 믹싱헤드 |
| BRPI1008816A2 (pt) * | 2009-02-09 | 2016-03-15 | Basf Se | processo para a produção de peças moldadas compostas de um polímero de polioximetileno |
| JP5622782B2 (ja) * | 2012-04-16 | 2014-11-12 | 京セラドキュメントソリューションズ株式会社 | トナー搬送装置及びそれを備えた画像形成装置 |
| US9586187B2 (en) * | 2013-04-12 | 2017-03-07 | Corning Incorporated | Mixing segments for an extrusion apparatus and methods of manufacturing a honeycomb structure |
| CA2843392C (en) | 2014-02-19 | 2020-08-25 | Redetec Inc. | Apparatus for extruding plastic materials |
| CN107000295B (zh) | 2014-11-19 | 2019-12-06 | 埃克森美孚化学专利公司 | 用于减少凝胶的结构元件以及凝胶减少装置和方法 |
| CN105666730A (zh) * | 2016-02-29 | 2016-06-15 | 昆山美弧橡塑机械有限公司 | 一种挤出机用高效混合螺杆 |
| CN106808664B (zh) * | 2016-12-02 | 2019-04-05 | 湖北工业大学 | 一种面剪切塑化方法及装置 |
| DE102017124091B4 (de) * | 2017-10-17 | 2019-08-01 | Kraussmaffei Technologies Gmbh | Scherteil und Einschnecken-Plastifiziereinheit |
Family Cites Families (38)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2607077A (en) * | 1951-06-28 | 1952-08-19 | Dow Chemical Co | Mixing torpedo for plastics extruders |
| US3346192A (en) * | 1963-12-18 | 1967-10-10 | Hege Hermann | Atomizing apparatus |
| US3486192A (en) * | 1967-03-24 | 1969-12-30 | Union Carbide Corp | Apparatus for extrusion of thermoplastics |
| US3555616A (en) * | 1967-08-07 | 1971-01-19 | Goodrich Co B F | Apparatus for extruding thermoplastic materials |
| US3564651A (en) * | 1968-04-29 | 1971-02-23 | Du Pont | Non-stick fluorocarbon resin-surfaced mixing element |
| GB1370429A (en) * | 1970-10-16 | 1974-10-16 | Ici Ltd | Mixing device suitable for incorporation in screw extruders |
| DE2030755A1 (de) * | 1970-06-23 | 1971-12-30 | Barmag Barmer Maschf | Schnecke mit einer Temperaturausgleichsspitze für eine kontinuierlich arbeitende Schneckenstrangpresse |
| US3730492A (en) * | 1971-06-17 | 1973-05-01 | Union Carbide Corp | Mixing of thermoplastic materials |
| US3756574A (en) * | 1971-06-17 | 1973-09-04 | Union Carbide Corp | Thermoplastic material mixing |
| US3870284A (en) | 1972-08-23 | 1975-03-11 | Koehring Co | Extruder screws |
| US3788612A (en) * | 1972-09-15 | 1974-01-29 | Feed Screws Inc | Mixing element for extruder screw |
| GB1423976A (en) * | 1973-04-05 | 1976-02-04 | Plastic Kogaku Kenkyusho Kk | Screw extruder |
| JPS57178B2 (ja) * | 1974-12-21 | 1982-01-05 | ||
| US3942774A (en) * | 1975-02-28 | 1976-03-09 | Beloit Corporation | Method of and means for effecting redistributive mixing in an extruder |
| US4169679A (en) * | 1975-09-04 | 1979-10-02 | Union Carbide Corporation | Apparatus for the extrusion of cellular thermoplastic material |
| US4302409A (en) * | 1975-09-04 | 1981-11-24 | Union Carbide Corporation | Method for the extrusion of thermoplastic material composites |
| DE2558638C3 (de) * | 1975-12-24 | 1979-02-15 | Hermann Berstorff Maschinenbau Gmbh, 3000 Hannover | Schneckenstrangpresse für thermoplastische Kunststoffe oder Elastomere |
| JPS5381567A (en) * | 1976-12-28 | 1978-07-19 | Ube Industries | Resin forming screw |
| BE886316Q (nl) * | 1977-02-25 | 1981-03-16 | Ingen Housz Jan F | Inrichting voor het smelten van een thermoplastisch materiaal |
| JPS565748A (en) * | 1979-06-28 | 1981-01-21 | Sumitomo Heavy Ind Ltd | Kneading part of extruder screw |
| NL8001053A (nl) * | 1980-02-21 | 1981-09-16 | Stamicarbon | Werkwijze voor het vormgeven van kunststoffen. |
| NL8001732A (nl) * | 1980-03-25 | 1981-10-16 | Stamicarbon | Werkwijze voor de vervaardiging van produkten bestaande uit geschuimde en/of verknoopte polymere kunststoffen. |
| JPS5734936A (en) | 1980-08-12 | 1982-02-25 | Mitsubishi Petrochem Co Ltd | Screw for kneading thermoplastic resin |
| US4321229A (en) * | 1980-10-22 | 1982-03-23 | Union Carbide Corporation | Method for extruding linear polyolefin materials having high viscosities |
| US4350657A (en) * | 1980-11-04 | 1982-09-21 | Union Carbide Corporation | Low-energy extruder-pump system |
| US4425044A (en) * | 1981-10-21 | 1984-01-10 | Union Carbide Corporation | Mixer heads for polyolefin extruders |
| US4461734A (en) * | 1982-09-13 | 1984-07-24 | Union Carbide Corporation | Process for plasticization and pumping of low bulk density plastics |
| US4842414A (en) * | 1987-09-16 | 1989-06-27 | Dray Robert F | Mixing device for a feed screw |
| US5098267A (en) * | 1990-06-22 | 1992-03-24 | Union Carbide Industrial Gases Technology Corporation | Apparatus and method for producing and molding structural foam |
| US5156790A (en) * | 1991-07-25 | 1992-10-20 | Union Carbide Chemicals & Plastics Technology Corporation | Method for extruding ethylene polymers |
| DE4232988A1 (de) | 1992-10-01 | 1994-04-07 | Hoechst Ag | Verfahren und Vorrichtung zur Herstellung von Extrudaten aus ultrahochmolekularem Polyethylen |
| US5439633A (en) * | 1994-07-27 | 1995-08-08 | Spirex Corporation | Plastic extruder having a mixing valve with automatic shut-off |
| US6454454B1 (en) * | 1996-04-30 | 2002-09-24 | Robert A. Barr | Polymer melting and extruding apparatus with linear downstream threads |
| US6136246A (en) | 1997-11-07 | 2000-10-24 | Rauwendaal Extrusion Engineering | Screw extruder with improved dispersive mixing elements |
| US5932159A (en) * | 1997-11-07 | 1999-08-03 | Rauwendaal Extrusion Engineering, Inc. | Screw extruder with improved dispersive mixing |
| ATE228054T1 (de) | 1998-05-06 | 2002-12-15 | Du Pont | Plastifizierschnecke |
| US6132076A (en) * | 1998-12-09 | 2000-10-17 | General Electric Company | Single extruder screw for efficient blending of miscible and immiscible polymeric materials |
| US6712495B2 (en) * | 2001-11-20 | 2004-03-30 | E. I. Du Pont De Nemours And Company | Mixing apparatus |
-
2002
- 2002-11-06 US US10/288,763 patent/US6712495B2/en not_active Expired - Lifetime
- 2002-11-18 TW TW091133607A patent/TWI239284B/zh not_active IP Right Cessation
- 2002-11-20 DK DK02803699T patent/DK1448356T3/da active
- 2002-11-20 PL PL02370527A patent/PL370527A1/xx not_active Application Discontinuation
- 2002-11-20 CA CA002468078A patent/CA2468078C/en not_active Expired - Fee Related
- 2002-11-20 IL IL16111702A patent/IL161117A0/xx not_active IP Right Cessation
- 2002-11-20 DE DE60203819T patent/DE60203819T2/de not_active Expired - Lifetime
- 2002-11-20 CN CNB028229053A patent/CN100425430C/zh not_active Expired - Lifetime
- 2002-11-20 AT AT02803699T patent/ATE293531T1/de not_active IP Right Cessation
- 2002-11-20 BR BRPI0214229-5A patent/BR0214229B1/pt not_active IP Right Cessation
- 2002-11-20 TR TR2004/01013T patent/TR200401013T2/xx unknown
- 2002-11-20 WO PCT/US2002/037307 patent/WO2003043798A1/en active IP Right Grant
- 2002-11-20 EP EP02803699A patent/EP1448356B1/en not_active Expired - Lifetime
- 2002-11-20 AU AU2002366104A patent/AU2002366104A1/en not_active Abandoned
- 2002-11-20 ES ES02803699T patent/ES2240853T3/es not_active Expired - Lifetime
- 2002-11-20 KR KR1020047007593A patent/KR100927521B1/ko not_active IP Right Cessation
- 2002-11-20 JP JP2003545457A patent/JP4303115B2/ja not_active Expired - Fee Related
- 2002-11-20 PT PT02803699T patent/PT1448356E/pt unknown
-
2004
- 2004-03-25 IL IL161117A patent/IL161117A/en unknown
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20170114964A (ko) * | 2016-04-06 | 2017-10-16 | 데이비스-스탠다드, 엘엘씨 | 가변 각도 및 깊이의 그루브를 가지는 가소화 장치 스크루 |
| KR102309658B1 (ko) | 2016-04-06 | 2021-10-12 | 데이비스-스탠다드, 엘엘씨 | 가변 각도 및 깊이의 그루브를 가지는 가소화 장치 스크루 |
Also Published As
| Publication number | Publication date |
|---|---|
| TR200401013T2 (tr) | 2004-09-21 |
| BR0214229B1 (pt) | 2011-06-28 |
| IL161117A0 (en) | 2004-08-31 |
| US6712495B2 (en) | 2004-03-30 |
| EP1448356B1 (en) | 2005-04-20 |
| ES2240853T3 (es) | 2005-10-16 |
| TW200305491A (en) | 2003-11-01 |
| DE60203819D1 (de) | 2005-05-25 |
| CA2468078C (en) | 2009-01-27 |
| CA2468078A1 (en) | 2003-05-30 |
| TWI239284B (en) | 2005-09-11 |
| DE60203819T2 (de) | 2006-01-26 |
| KR100927521B1 (ko) | 2009-11-17 |
| PT1448356E (pt) | 2005-06-30 |
| US20030128623A1 (en) | 2003-07-10 |
| AU2002366104A1 (en) | 2003-06-10 |
| DK1448356T3 (da) | 2005-06-06 |
| BR0214229A (pt) | 2004-09-21 |
| PL370527A1 (en) | 2005-05-30 |
| EP1448356A1 (en) | 2004-08-25 |
| CN1589194A (zh) | 2005-03-02 |
| CN100425430C (zh) | 2008-10-15 |
| KR20050044528A (ko) | 2005-05-12 |
| JP2005509542A (ja) | 2005-04-14 |
| WO2003043798A1 (en) | 2003-05-30 |
| ATE293531T1 (de) | 2005-05-15 |
| IL161117A (en) | 2006-10-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4303115B2 (ja) | 可塑化装置内のスクリューの混合エレメント/セクション | |
| EP2101983B1 (de) | Mischung von kunststoff mit holzpartikeln | |
| US3577494A (en) | Method for the preparation of extrudable synthetic resinous materials | |
| CZ280786B6 (cs) | Výtlačný šnek | |
| US3749375A (en) | Process for mixing, kneading and granulating thermosetting plastic material in continuous operation | |
| US7070404B2 (en) | Computer-controlled compounding extrusion blending apparatus and method | |
| WO2005120788A2 (en) | Dynamic mixer screw tip | |
| JPS60202723A (ja) | 連続式混合およびせん断ロ−ルミル | |
| US7387426B2 (en) | Extruder screw with mixing section | |
| US6497508B1 (en) | Plasticating process, apparatus and screw with mixing | |
| US6488399B1 (en) | Apparatus for plasticating thermoplastics | |
| DE60211177T2 (de) | Misch- und knetvorrichtung für kunststoffe | |
| US20190118441A1 (en) | Injection molding machine and injection molding machine screw for injecting molten resin in which thermoplastic resin and reinforcing fibers have been mixed and melted | |
| JP3786981B2 (ja) | 繊維強化熱可塑性樹脂混練用フルフライトスクリュー及びスクリュー式射出機 | |
| JP2005520008A (ja) | 多モードポリマーの均一化 | |
| KR930701281A (ko) | 직접 성형 가공법 | |
| KR0185698B1 (ko) | 성형기용 스크류 | |
| EP3730275A2 (de) | Verfahren zur direktcompoundierung faserverstärkter verbundwerkstoffe für das herstellen von kunststoffformteilen und direktcompoundierungsvorrichtung | |
| EP3569384A1 (de) | Vorrichtung zum extrudieren von faserverstärkten kunststoffen | |
| US6699416B2 (en) | Impact modifier material and method and apparatus for the production thereof | |
| RU2798335C1 (ru) | Установка для получения резино-полиолефиновых композиций | |
| US5626806A (en) | Carbon black incorporation in polymeric material | |
| DE1778950C3 (de) | Verfahren und Vorrichtung zur Herstellung von granulierten Formmassen aus härtbaren Kunstharzen | |
| KR19990049455A (ko) | 합성수지 압출기용 스크류 | |
| WO1999056925A1 (de) | Vorrichtung und verfahren zum kontinuierlichen agglomerieren von kunststoffgut, insbesondere zu recyclingzwecken |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050727 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050727 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080515 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080815 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081114 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090327 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090423 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120501 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130501 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |