JP4276076B2 - フォームを形成するための方法及び装置 - Google Patents
フォームを形成するための方法及び装置 Download PDFInfo
- Publication number
- JP4276076B2 JP4276076B2 JP2003542703A JP2003542703A JP4276076B2 JP 4276076 B2 JP4276076 B2 JP 4276076B2 JP 2003542703 A JP2003542703 A JP 2003542703A JP 2003542703 A JP2003542703 A JP 2003542703A JP 4276076 B2 JP4276076 B2 JP 4276076B2
- Authority
- JP
- Japan
- Prior art keywords
- foam
- web
- headbox
- head box
- fibers
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 239000006260 foam Substances 0.000 title claims abstract description 221
- 238000000034 method Methods 0.000 title claims abstract description 135
- 239000000835 fiber Substances 0.000 claims abstract description 147
- 239000000725 suspension Substances 0.000 claims abstract description 89
- 238000004519 manufacturing process Methods 0.000 claims abstract description 55
- 239000000463 material Substances 0.000 claims abstract description 40
- 239000011343 solid material Substances 0.000 claims abstract 14
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 36
- 239000007787 solid Substances 0.000 claims description 28
- 238000002156 mixing Methods 0.000 claims description 16
- 239000007788 liquid Substances 0.000 claims description 12
- 239000004094 surface-active agent Substances 0.000 claims description 11
- 239000011230 binding agent Substances 0.000 claims description 10
- 239000002657 fibrous material Substances 0.000 claims description 8
- 239000000945 filler Substances 0.000 claims description 7
- 239000007921 spray Substances 0.000 claims description 5
- 239000003086 colorant Substances 0.000 claims description 3
- 238000005303 weighing Methods 0.000 claims description 2
- 238000005507 spraying Methods 0.000 claims 3
- 239000000109 continuous material Substances 0.000 claims 1
- 239000003365 glass fiber Substances 0.000 abstract description 12
- 244000198134 Agave sisalana Species 0.000 abstract description 4
- 229920003235 aromatic polyamide Polymers 0.000 abstract description 2
- 239000001913 cellulose Substances 0.000 abstract description 2
- 229920002678 cellulose Polymers 0.000 abstract description 2
- 241000531908 Aramides Species 0.000 abstract 1
- 239000010410 layer Substances 0.000 description 105
- 239000000047 product Substances 0.000 description 70
- 239000011347 resin Substances 0.000 description 23
- 229920005989 resin Polymers 0.000 description 23
- 239000000243 solution Substances 0.000 description 19
- 239000002344 surface layer Substances 0.000 description 16
- 230000003014 reinforcing effect Effects 0.000 description 15
- 239000012467 final product Substances 0.000 description 9
- 229910052751 metal Inorganic materials 0.000 description 7
- 239000002184 metal Substances 0.000 description 7
- 230000015572 biosynthetic process Effects 0.000 description 6
- 229910000831 Steel Inorganic materials 0.000 description 5
- 230000002411 adverse Effects 0.000 description 5
- 239000010959 steel Substances 0.000 description 5
- 239000004760 aramid Substances 0.000 description 4
- 239000002131 composite material Substances 0.000 description 4
- 239000000203 mixture Substances 0.000 description 4
- 229920000728 polyester Polymers 0.000 description 4
- 229920000642 polymer Polymers 0.000 description 4
- 238000003860 storage Methods 0.000 description 4
- 229920000049 Carbon (fiber) Polymers 0.000 description 3
- 229920000297 Rayon Polymers 0.000 description 3
- 229920006231 aramid fiber Polymers 0.000 description 3
- 239000004917 carbon fiber Substances 0.000 description 3
- 238000001035 drying Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 239000012510 hollow fiber Substances 0.000 description 3
- 238000001746 injection moulding Methods 0.000 description 3
- -1 pH adjusters Substances 0.000 description 3
- 239000002994 raw material Substances 0.000 description 3
- 239000003381 stabilizer Substances 0.000 description 3
- 229920001169 thermoplastic Polymers 0.000 description 3
- 239000004416 thermosoftening plastic Substances 0.000 description 3
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- 240000000491 Corchorus aestuans Species 0.000 description 2
- 235000011777 Corchorus aestuans Nutrition 0.000 description 2
- 235000010862 Corchorus capsularis Nutrition 0.000 description 2
- 239000002250 absorbent Substances 0.000 description 2
- 230000002745 absorbent Effects 0.000 description 2
- 238000010276 construction Methods 0.000 description 2
- 244000144992 flock Species 0.000 description 2
- 239000003002 pH adjusting agent Substances 0.000 description 2
- 238000012805 post-processing Methods 0.000 description 2
- 210000003660 reticulum Anatomy 0.000 description 2
- 238000005096 rolling process Methods 0.000 description 2
- 239000002356 single layer Substances 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 239000012815 thermoplastic material Substances 0.000 description 2
- 229920002972 Acrylic fiber Polymers 0.000 description 1
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 1
- 229920003043 Cellulose fiber Polymers 0.000 description 1
- 229920000433 Lyocell Polymers 0.000 description 1
- 229920002821 Modacrylic Polymers 0.000 description 1
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 description 1
- 229920002544 Olefin fiber Polymers 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- QCWXUUIWCKQGHC-UHFFFAOYSA-N Zirconium Chemical compound [Zr] QCWXUUIWCKQGHC-UHFFFAOYSA-N 0.000 description 1
- 239000011358 absorbing material Substances 0.000 description 1
- 230000035508 accumulation Effects 0.000 description 1
- 238000009825 accumulation Methods 0.000 description 1
- 229920006221 acetate fiber Polymers 0.000 description 1
- 230000002378 acidificating effect Effects 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 239000007900 aqueous suspension Substances 0.000 description 1
- 229910052790 beryllium Inorganic materials 0.000 description 1
- ATBAMAFKBVZNFJ-UHFFFAOYSA-N beryllium atom Chemical compound [Be] ATBAMAFKBVZNFJ-UHFFFAOYSA-N 0.000 description 1
- 229910052796 boron Inorganic materials 0.000 description 1
- 239000003518 caustics Substances 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000004040 coloring Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 238000007865 diluting Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 229920002457 flexible plastic Polymers 0.000 description 1
- 238000005189 flocculation Methods 0.000 description 1
- 230000016615 flocculation Effects 0.000 description 1
- 239000013505 freshwater Substances 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 231100000206 health hazard Toxicity 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 239000004615 ingredient Substances 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 239000012784 inorganic fiber Substances 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 1
- 239000002648 laminated material Substances 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 229920006277 melamine fiber Polymers 0.000 description 1
- 229910052750 molybdenum Inorganic materials 0.000 description 1
- 239000011733 molybdenum Substances 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 230000007935 neutral effect Effects 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 239000004767 olefin fiber Substances 0.000 description 1
- 239000013307 optical fiber Substances 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 239000010453 quartz Substances 0.000 description 1
- 239000002964 rayon Substances 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 239000005060 rubber Substances 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N silicon dioxide Inorganic materials O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 239000004753 textile Substances 0.000 description 1
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- 239000010937 tungsten Substances 0.000 description 1
- 229910052726 zirconium Inorganic materials 0.000 description 1
Images













Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F11/00—Processes for making continuous lengths of paper, or of cardboard, or of wet web for fibre board production, on paper-making machines
- D21F11/002—Processes for making continuous lengths of paper, or of cardboard, or of wet web for fibre board production, on paper-making machines by using a foamed suspension
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F1/00—Wet end of machines for making continuous webs of paper
- D21F1/02—Head boxes of Fourdrinier machines
- D21F1/022—Means for injecting material into flow within the headbox
Landscapes
- Paper (AREA)
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
- Nonwoven Fabrics (AREA)
- Separation, Recovery Or Treatment Of Waste Materials Containing Plastics (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Laminated Bodies (AREA)
- Ropes Or Cables (AREA)
Description
上述の用途において、種々の積層物及び複合材料は一層の耐久性があるが、それらの価格は時として、上述の金属薄板構造物の価格よりも僅かに高い。コストが高い理由の1つは、製造技術が複雑であることである。次の例は、自動車のフェンダー(wing; 泥除け)又はボンネットの製法に関する。
従って、その結果は、米国特許第5,672,309号明細書に記述されているような、部分的に開放されるモールドの方法を用いない限り、この例では少なくとも3種の異なる層が必要であるという状況にある。他の事例では、次の層:即ち、生成物の外側の表面層;生成物の内側の補強用層;及び、これら2種の層の間の流れ層;が必要である。
各々の層が別々に造られる理由は、外観と強度の両方に関して最終生成物の十分な品質を得るための、多層生成物を造る方法がこれまで存在しなかったことである。
多層生成物を製造する(即ち、いわゆる多層ウェブの形成を行う)場合、ヘッドボックスは、多数の区画室(compartments)であって、それらの各々が個々に作動する該区画室から成るであろう。そのような構造の例を、図5(米国特許第6,136,153号明細書)に例示する。場合によっては、ヘッドボックスの内側に配置されているか;又は、ヘッドボックスを通過している;特殊な供給管(図6;米国特許第6,238,518号明細書)が、所望のフォーム懸濁液を、所望の位置で、ヘッドボックスによって形成されるウェブの内側に供給するのに使用されるように、多層ウェブの形成は行われるであろう。
場合によっては、例えば、細長い軟質の繊維及び(又は)長い繊維[例えば、1.7デシテックス(dtex)のポリエステル及びビスコース繊維であって、長さが30mmを越えるもの]を処理する場合、乱流は全く役に立たない。これらの繊維の場合、従来技術のフォーム法さえ、用いることはできない。なぜなら、混合用パルパー中に存在する比較的小さい乱流さえ、繊維を曲げ且つそれら繊維を混合し、その結果、互いの周りにねじれ、且つ、該プロセスと最終生成物の両方に悪影響を及ぼすフロックを形成するからである。ウォータ法も、乱流のために全く論外である。この乱流は、従来のフォーム法のものより大きい。
従って、本発明による方法において、繊維材料をフォームの中に混入させるのに、パルパーは全く必要でない。それによって、ヘッドボックスからのフォームポンプも管も全く必要でなく、ヘッドボックスとヘッドボックスの間の管については言うまでもなく必要でない。
本発明による方法と装置とを用いると、形成されるウェブの1つ以上の層の中に、例えば、連続繊維;連続ヤーン;連続リボン;連続網;又は、最終生成物に必要なほとんどあらゆる成分;を導入することが可能となる。
本発明による方法及び装置の他の特徴は、特許請求の範囲から明らかになるであろう。
図1は、パルパー(pulper)10から出発すると見なすことのできる、従来技術のフォームプロセスであって、フォームが少なくとも液体(好ましくは水)とガス(好ましくは空気)と界面活性剤とから形成され、該フォームの中には、フォーム繊維、充填材、pH調整剤、安定剤、着色剤、及び結合剤、及び他の添加剤が、フォーム懸濁液を形成するために更に導入される上記プロセスを示す。水は、ポンプ14及び流量計16を通り、導管14を経由してパルパー10の中に導入される。その水は当初、例えば、生産機の水分離装置由来のもの、又は(清水を包含する)他の適切な源由来のものである場合がある。界面活性剤20は、秤量計18等を用いてパルパーの中に投与し;適切な繊維材料24は、秤量計22等を用いてパルパーの中に投与し;また、充填材、安定剤、着色剤、及び結合剤及びpH調整剤は、1つ又は複数の秤量計26等を用いて投与する。これらの各々は、それら自体の計測装置を通して導入するのが好ましい。このようにして生成されるフォーム懸濁液のガス含有量は、標準気圧及び標準温度で50〜80%の範囲に及ぶことがあり、時にはこの広範囲の外にある場合もある。フォーム懸濁液の固形物含有量は、フォームの密度と、繊維の種類及び長さと、造るべき生成物とによって決まるが、2〜25%の間にあり、ときどきこれより更に低い。このフォーム懸濁液は、次いで、所望の生成物を造るために、パルパー10から、ヘッドボックス40を経由して生産機のウェブ形成用ワイヤ(wire; 漉き網)30まで導かれる。この開示されている従来技術のフォームプロセスにおいて、上述の(繊維材料を包含する)固形物、界面活性剤、充填材、等は、パルパー10の中に導かれる。それら原料の混合比は、例えば、秤量計に連結された専用の供給装置であって、時間単位当りの精確な比のために必要な量(kg/分)を混合するための該供給装置を経由して各々の原料を導くことによって決定される。水の必要量もまた、流量計を用いてパルパーの中に導かれるので、水及び界面活性剤によって、固形物が該パルパー中で均一に分散したフォームが形成される。
実質的に繊維を含有しないフォームであって、直接的か又はワイヤピット(wire pit; ワイヤ用空間)34を経由し、ポンプ36からの助けを得て、ウェブ形成用部分のサクションボックス(suction boxes; 吸込み箱)32から送り返される(returned; 戻される)該フォームもまた、管路38を経由してパルパー10の中に導入することができる。
フォーム懸濁液は、これのために特別に考案されたポンプ42を用いて一定流量で、パルパー10から排出される;該ポンプは、遠心力ポンプであるか又は置換ポンプである場合がある。フォーム懸濁液は、それの密度(consistency; 濃度)が精確であるならば、ヘッドボックス40までポンプで直接的に送り込むことができる。フォーム懸濁液は、ワイヤーピット34までポンプで送り込むこともできる。ワイヤーピット34において、フォーム懸濁液の密度は、精確になるように調整し;次いで、該懸濁液は更に、ワイヤーピットからヘッドボックス40の中にポンプで送り込むか、又は、貯蔵タンク44を使用することが必要であると考えられるならば、該懸濁液は貯蔵タンク44の中にポンプで送り込むこともできる。貯蔵タンク44からのフォーム懸濁液は、使用のために、ポンプ46を用いて導くのが好ましい。
実質的に繊維を含有していないフォームもまた、フォーム懸濁液の密度及び(又は)生成物の坪量(grammage)を調整するために、例えば、ワイヤピット34からヘッドボックス40及び(又は)供給管装置まで導くことができる。
ヘッドボックス40からのフォーム懸濁液は、ウェブ形成用部分のワイヤ30であって、それの下方に(上位概念で言えば、フォーム懸濁液の反対側に)サクションボックス32が配置されている該ワイヤ30の中に送り込んで、ワイヤ30を通して吸引によってフォームを除去する。このようにして形成したウェブから除去されたフォームは、ワイヤピット34の中に導くか;又は、代替的に、フォーム懸濁液を生成するパルパー10の中に直接導く。
図2に示す入口ノズル52及び管装置54は、ヘッダー50と現行のヘッドボックス40の間に配置されている。ヘッダー50内に複数のノズル52が配置されてきた。ヘッダー50の内面は円筒形ではないものの、管装置54の前におけるフォーム懸濁液の乱流レベル(turbulence level)を高めるために、ヘッダー50は隆起部(ridges)等を備えている。管装置54中の管の数は、ヘッダー50内のノズル52の数に等しい。管装置の管54は大抵、該図に示すように、ループ(loop; 輪)として配列されている。この形状の管及びノズルによって、フォーム懸濁液が均質に保持され;且つ、管装置54の管全体において同等の乱流が維持される;ものと思われる。その目標は当然、それら管によってフォーム懸濁液をヘッドボックス40の中に放出させることであり、その際、繊維は毛くずで覆われていないが、それら繊維は生産機のワイヤの上に容易に且つ均一に分配させることができる。
これに加えて、特殊なフォームパルパー84中で生成したフォームは、ベイスン80の中に導入する。既に図1で示したように、フォームは、水、界面活性剤、及びガス(適当であるのは空気)からフォームパルパー84中で形成されるが、本方法には、他の如何なる材料も該パルパーの中に導入する必要がないという相違がある。しかし、ベイスン80の中に導入する前、フォームに固形物を混合することが望ましい場合、パルパー84中でフォームを形成する工程と絡めてそれを行うことができる。最適なフォームを形成するために、水及び界面活性剤の量は、パルパー84中に導入する時、互いに関連して割り当てる。所望のガス含有量と気泡寸法とを作り出すのに適した量の空気が、水と界面活性剤の混合物の中に取り込まれるように、該混合物は混合機を用いてかき混ぜる。
フォームは、好ましくは各々の繊維の種類に適した速度(換言すれば、均質なフォーム懸濁液を形成するものの、それら繊維に大き過ぎる乱流を生じさせるほど大きくない速度)で、ノズル94から供給する。ある環境下では、ベイスンの中に機械混合機(図示せず)を配置するか;又は、超音波若しくはマイクロ波による混合を用いる;ことによって、混合工程を改善することができる。
しかし、上記のことから、その設備は、単層、二層、三層、又は多層の生成物を製造するのに適用することができることに注目すべきである。このように、上記のことは、本発明の多くの変形の単なる一例に過ぎないものと見なすべきである。
図8及び図9に示す具体例のベイスンは、実質的に垂直に配置されている。2つの向き合ったワイヤ30と、それらワイヤの外側に配置されているサクションボックス32とから成っているウェブ形成区域も、実質的に垂直である。
連続ヤーンが、最終生成物中の適切な位置に正確に達するのを確実にする方法は、適切な管を用いて、ヘッドボックスの乱流部を通って層流の領域まで、連続ヤーン等を導くことである。
図13は、2本の供給管(114及び116)が、ヘッドボックスの中間ベイスン80''を通って、該ヘッドボックスの開口部100を僅かに通り過ぎて、ウェブ形成区域のギャップ(gap; 隙間)に導かれる方法を示す。図7に示す生成物表面層64のために必要な材料は、ベイスン80'から供給し、表面層70のための材料は、室80'''から供給する。これに加えて、それら表面層の間のいわゆる流動層(flow layer)は、中間室80''から供給することが可能である。その層の樹脂は、生成物の全体に渡って均一に広がる。他方、管114は、もう1つのフォーム懸濁液を供給するのに使用され、図7の参照番号66によって示される、いっそう薄いマットウェブ(66及び68)で形成されるウェブであって、表面層(64及び70)の間に配置されている該ウェブを形成するのに必要である(それら管114の多くは、生成物の幅を横切って(across the width; 幅の端から端まで)(即ち、ヘッドボックスの長さ方向に)配置するのが好ましい)。従って、管116は、完成品中のマットウェブ68を形成するフォーム懸濁液を供給するのに使用される。図13は、管(114及び116)が、フォーム形態の繊維懸濁液を供給するのに使用されている状況を示している。同一の最終結果は、図11に示すウェブの上述の位置に、狭い繊維ウェブ又はリボンを供給することによって達成することができる。並行している多数の製品ブランク(product blanks)を有するウェブは、図13に例示される供給管(114及び116)を、ヘッドボックスの全長に沿って適切な間隔を置いて配列することによって製造することができる。次いで、それらブランクは後で切断して、例えば、生成物のローリング(rolling)との関連で、それら自身の別々のいっそう狭いウェブにすることができる。
2つの表面層の間の端部領域に補強用層を有する、図7による生成物が望まれる場合、図13による装置を用いるだけでなく;導入されるフォーム懸濁液の噴霧液の厚さが変化するように、単一の供給管の端部を形成することによって;該生成物を製造することができる。この場合、噴霧液のいっそう厚い部分は、重ね合わされる(superimposed)2枚の繊維ウェブ又はリボンに相当し、また、いっそう薄い部分は、これら繊維ウェブ又はリボンのいっそう広いものに相当する。
更に、ヘッドボックスの1つ以上の室を通って導かれる管は、完成ウェブ又はフォーム懸濁液の他に、生成物に必要な固形物をも、ウェブの中に供給するために使用することができる。それら固形物は、例えば、簡単に細かく切り刻んだ繊維(simply chopped fibres);結合材;結合材とチョップトファイバーの混合物;又は、実際の層形成に関係のない他のある種の材料;である場合がある。この場合、その材料は、例えば、液体を吸収するために使用されるSAP(高吸水性樹脂);又は、例えば、種(seeds)が一定間隔でリボンに固定される該リボン;である場合がある。
Claims (38)
- 生産機のヘッドボックス(78,178)からそれのウェブ形成区域まで、固形物とフォームを含有する繊維のフォーム懸濁液を導き;繊維ウェブを形成するための該ウェブ形成区域に配置されている少なくとも1つのワイヤ(30)を通して前記フォームを除去する;フォームウェブの形成を行なう方法であって、前記フォーム懸濁液を形成するのに必要な前記固形物の少なくとも一部分は、乾燥した又は湿った状態で前記ヘッドボックスの中に導入し;次いで、ノズル(94)から前記フォームを噴霧し、前記ヘッドボックス(78,178)中で、前記固形物がフォームのジェットにより生じる乱流によって前記フォームに混入される;ことを特徴とする、上記方法。
- 前記フォームは、パルパー(84)で別々に生成することを特徴とする、請求項1に記載の方法。
- 前記フォームの一部分は、生産機のウェブ形成区域から得ることを特徴とする、請求項1に記載の方法。
- チョップト形態(chopped;細断された)の繊維材料は、ヘッドボックス(78,178)中でフォームに混入させて、前記フォーム懸濁液を形成することを特徴とする、請求項1に記載の方法。
- ヘッドボックス(78,178)中で、結合剤、充填材、着色剤及び他の材料をフォームに混入させることを特徴とする、請求項1に記載の方法。
- ヘッドボックス(78,178)の中に固形物を導入すると共にヘッドボックス(78,178)の中にフォームを噴霧して、前記フォーム懸濁液を形成することを特徴とする、請求項1に記載の方法。
- ヘッドボックス(78,178)を複数の並行部分又は重ね合わせ部分(78',78'',78''')に分割して、複層ウェブを形成することを特徴とする、請求項1に記載の方法。
- 形成すべきウェブの中に、ヘッドボックス(78,178)又はそれの少なくとも1つの部分(78',78'',78''')を経由して、連続繊維材料を導入することを特徴とする、請求項1又は7に記載の方法。
- 形成すべきウェブの上に、ヘッドボックス(78,178)又はそれの少なくとも1つの部分(78',78'',78''')を経由して、平らな材料を導入することを特徴とする、請求項1又は7に記載の方法。
- ヘッドボックス(78,178)の各々の部分(78',78'',78''')の中に、少なくとも部分的に相違する固形物を導入することを特徴とする、請求項7に記載の方法。
- ヘッドボックス(78,178)の部分(78',78'',78''')を用いて形成されるウェブの層の中に必要な共通の固形物を、フォームが噴霧されているヘッドボックス(78,178)の部分(78',78'',78''')の2つ以上の中に導入することを特徴とする、請求項7又は10に記載の方法。
- 形成すべきウェブの中に、ヘッドボックス(78,178)又はそれの少なくとも1つの部分(78',78'',78''')を経由して、連続繊維、連続糸、連続ケーブル等の材料を導入することを特徴とする、請求項1又は7に記載の方法。
- 前記材料の速度は、ウェブ形成速度と同一であるように調整することを特徴とする、請求項8、9又は12に記載の方法。
- 材料の速度は、ウェブ形成速度より大きいように調整することを特徴とする、請求項8、9又は12に記載の方法。
- 前記固形材料は、生成物の基本構造を得るために必要な「乾燥」材料であることを特徴とする、請求項1に記載の方法。
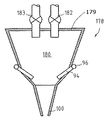
- 開口部(100,101,102,103)を有するヘッドボックス(78,178)と、ウェブ形成区域とを備え;1つ以上のワイヤ(30)と、形成されたウェブの向かい側の、ワイヤ(30)の側に配置されているフォーム除去手段(32)とを更に備え;しかも、前記ヘッドボックス(78,178)が、フォームを受け入れるた めの手段(80,80 ' ,80 '' ,80 ''' )と、少なくとも1種の乾燥した又は湿った固形材料を、ヘッドボックス(78,178)に導入するための手段(82,83,182,183)とを備えている;フォームウェブの形成を行なうための装置であって、ヘッドボックス(78,178)が、フォームのジェットにより生じる乱流によって、前記の少なくとも1種の乾燥した又は湿った固形材料を前記フォームの中に混入させてフォーム懸濁液を形成するためのフォーム供給用ノズル(94)を備えていることを特徴とする、上記装置。
- 前記のフォームを受け入れるための手段及び固形材料を混入させるための手段が、ヘッドボックス(78,178)のベイスン(80,80 ' ,80 '' ,80 ''' ,180)と、フォームをヘッドボックス(78,178)に噴霧するノズル(94)とを備えていることを特徴とする、請求項16に記載の装置。
- 前記のフォームを受け入れるための手段及び固形材料を混入させるための手段が、少なくとも1つのフォームヘッダー管(96)であってフォームがそこからノズル(94)に分配される該ヘッダー管(96)を更に備えていることを特徴とする、請求項16に記載の装置。
- 少なくとも1つのパルパー(84)と、ポンプ(90)と、それを前記ヘッダー管(96)に連結している管装置(92)とを更に備えていることを特徴とする、請求項16に記載の装置。
- 少なくとも1つのフォームヘッダー管(96)が、流れ経路(86,92)によってフォーム除去手段(32)に連結されていることを特徴とする、請求項18に記載の装置。
- 前記固形材料導入手段が、固形材料を投与するための少なくとも1つの装置(82,83,182,183)を備えていることを特徴とする、請求項16に記載の装置。
- 固形材料を投与するための前記装置(82,83,182,183)が、秤量計に連結されているチョッパー、又は運搬装置(82,83)であることを特徴とする、請求項21に記載の装置。
- 前記固形材料導入手段が、加圧空間の中に供給することのできる供給装置(182,183)を備えていることを特徴とする、請求項16に記載の装置。
- 前記ノズルが、ノズル(94)から放出される噴霧液が互い違いに交差するように、ヘッドボックス(78,178)のベイスン(80,80 ' ,80 '' ,80 ''' )の向かい合う壁の上に配列されていることを特徴とする、請求項17に記載の装置。
- 前記ノズルが、ノズル(94)から放出された噴霧液が互いに直接向かい合うように、ヘッドボックス(78,178)のベイスン(80,80 ' ,80 '' ,80 ''' )の向かい合う壁の上に配列されていることを特徴とする、請求項17に記載の装置。
- 前記ノズル(94)が、ヘッドボックス(78,178)のベイスン(80,80 ' ,80 '' ,80 ''' ,180)の少なくとも1つの壁の上に、異なる高さで配列されていることを特徴とする、請求項17に記載の装置。
- パルパー(84)が、少なくとも1つの混合機と、界面活性剤及び水を該パルパー(84)の中に投与するための手段とを備えていることを特徴とする、請求項19に記載の装置。
- パルパー(84)が、1種の固形材料又は複数種の固形材料を、パルパー(84)の中に投与するための手段とを備えていることを特徴とする、請求項19に記載の装置。
- ヘッドボックス(78,178)が、形成されるべきウェブの上に層を形成するための、並行して配列されている複数の部分(78 ' ,78 '' ,78 ''' )から成っていることを特徴とする、請求項16に記載の装置。
- ヘッドボックス(78,178)の少なくとも1つの部分(78 ' ,78 '' ,78 ''' )の開口部(101,102,103)の少なくとも1つの、ウェブの移 動方向の位置を、他の開口部(101,102,103)の関連で調整できることを特徴とする、請求項29に記載の装置。
- ヘッドボックス(78,178)、又はそれの部分(78 ' ,78 '' ,78 ''' )の少なくとも1つが、ヘッドボックス(78,178)を経由して、形成されているウェブの中に連続材料(106,112)を導入するための手段(108,110)を備えていることを特徴とする、請求項16又は29に記載の装置。
- 前記材料(106,112)を導入するための前記手段が、前記材料(106,112)の供給速度を調節するための、少なくとも制御ローラー又はロール(110)を備えていることを特徴とする、請求項31に記載の装置。
- 前記材料(106,112)を導入するための前記手段が、ヘッドボックス(78,178)の中に配置されている制御手段であって製造されるべきウェブの中の材料(106,112)の位置を調整するための、開口部(100,101,102,103)にいっそう近い該制御手段を更に備えていることを特徴とする、請求項31に記載の装置。
- ヘッドボックス(78,178)、又はそれの部分(78 ' ,78 '' ,78 ''' )の少なくとも1つが、形成されているウェブの中に材料を導入するための手段(114,116)であってウェブ形成区域に至るまでの該手段(114,116)を備えていることを特徴とする、請求項16又は29に記載の装置。
- 前記材料が、チョップトファイバー、結合材、充填材等の固形材料;又は、少なくともフォーム及び1種の固形材料を含有しているフォーム懸濁液;であることを特徴とする、請求項34に記載の装置。
- 前記装置が、固定されているか又はウェブの少なくとも長さ方向に移動することのできる1つ以上の管(114,116)等であることを特徴とする、請求項31又は34に記載の装置。
- 前記ヘッドボックス(78)が大気圧であることを特徴とする、請求項16に記載の装置。
- 前記ヘッドボックス(178)が、耐圧性供給手段(182,183)を備えていることを特徴とする、請求項16に記載の装置。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FI20012168 | 2001-11-09 | ||
| FI20012168A FI115512B (fi) | 2001-11-09 | 2001-11-09 | Menetelmä ja laitteisto vaahtorainauksen suorittamiseksi |
| PCT/FI2002/000865 WO2003040469A1 (en) | 2001-11-09 | 2002-11-07 | Method and apparatus for foam forming |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005508461A JP2005508461A (ja) | 2005-03-31 |
| JP4276076B2 true JP4276076B2 (ja) | 2009-06-10 |
Family
ID=8562215
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003542703A Expired - Lifetime JP4276076B2 (ja) | 2001-11-09 | 2002-11-07 | フォームを形成するための方法及び装置 |
Country Status (14)
| Country | Link |
|---|---|
| US (1) | US7416636B2 (ja) |
| EP (1) | EP1461494B1 (ja) |
| JP (1) | JP4276076B2 (ja) |
| KR (1) | KR100866915B1 (ja) |
| CN (1) | CN100529252C (ja) |
| AT (1) | ATE361392T1 (ja) |
| CA (1) | CA2466576C (ja) |
| DE (1) | DE60219958T2 (ja) |
| ES (1) | ES2286289T3 (ja) |
| FI (1) | FI115512B (ja) |
| NO (1) | NO20042381L (ja) |
| PL (1) | PL210100B1 (ja) |
| RU (1) | RU2304187C2 (ja) |
| WO (1) | WO2003040469A1 (ja) |
Families Citing this family (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FI115512B (fi) * | 2001-11-09 | 2005-05-31 | Ahlstrom Glassfibre Oy | Menetelmä ja laitteisto vaahtorainauksen suorittamiseksi |
| JP4916888B2 (ja) * | 2004-12-03 | 2012-04-18 | 三菱製紙株式会社 | 石膏ボード用不織布及びその製造方法 |
| US9714478B2 (en) * | 2012-07-20 | 2017-07-25 | Ahlstrom Corporation | Unidirectional reinforcement and a method of producing a unidirectional reinforcement |
| WO2014013138A1 (en) | 2012-07-20 | 2014-01-23 | Ahlstrom Corporation | A stitched unidirectional or multi-axial reinforcement and a method of producing the same |
| FI125024B (fi) * | 2012-11-22 | 2015-04-30 | Teknologian Tutkimuskeskus Vtt | Muotoiltava kuitutuote ja menetelmä sen valmistamiseksi |
| FI127368B (fi) * | 2013-06-20 | 2018-04-30 | Metsae Board Oyj | Menetelmä kuituradan valmistamiseksi sekä kuitutuote |
| CN103437237B (zh) * | 2013-08-07 | 2015-10-21 | 杭州诺邦无纺股份有限公司 | 一种纤维网湿态成型方法及其专用装置 |
| FI126194B (en) * | 2013-09-13 | 2016-08-15 | Teknologian Tutkimuskeskus Vtt Oy | Ways to form fibrous product |
| FI126699B (en) | 2014-05-15 | 2017-04-13 | Metsä Board Oyj | Process for making cardboard |
| SE539865C2 (en) * | 2014-10-03 | 2017-12-27 | Stora Enso Oyj | Method for producing a foam web involving electron beam radiation |
| AT517303B1 (de) * | 2015-06-11 | 2018-02-15 | Chemiefaser Lenzing Ag | Verwendung cellulosischer Fasern zur Herstellung eines Vliesstoffes |
| WO2017079169A1 (en) | 2015-11-03 | 2017-05-11 | Kimberly-Clark Worldwide, Inc. | Paper tissue with high bulk and low lint |
| ES2774928T3 (es) | 2015-12-01 | 2020-07-23 | Essity Hygiene & Health Ab | Proceso para producir material no tejido con propiedades de superficie mejoradas |
| FI127749B (fi) * | 2016-05-23 | 2019-01-31 | Paptic Oy | Menetelmä kuituradan valmistamiseksi |
| US10981294B2 (en) | 2016-08-05 | 2021-04-20 | United States Gypsum Company | Headbox and forming station for fiber-reinforced cementitious panel production |
| US10272399B2 (en) | 2016-08-05 | 2019-04-30 | United States Gypsum Company | Method for producing fiber reinforced cementitious slurry using a multi-stage continuous mixer |
| US11224990B2 (en) | 2016-08-05 | 2022-01-18 | United States Gypsum Company | Continuous methods of making fiber reinforced concrete panels |
| US11173629B2 (en) | 2016-08-05 | 2021-11-16 | United States Gypsum Company | Continuous mixer and method of mixing reinforcing fibers with cementitious materials |
| MX2019002446A (es) | 2016-09-01 | 2019-05-30 | Essity Hygiene & Health Ab | Proceso para producir no tejido. |
| RU2708341C2 (ru) * | 2016-09-19 | 2019-12-05 | Федеральное Государственное Казенное Военное Образовательное Учреждение Высшего Образования "Военный Учебно-Научный Центр Сухопутных Войск "Общевойсковая Академия Вооруженных Сил Российской Федерации" | Газожидкостная установка для генерирования водовоздушной и твердеющей полимерной пены с адаптивной системой управления физическими параметрами пенного маскировочного покрытия |
| KR102107102B1 (ko) | 2016-12-22 | 2020-05-06 | 킴벌리-클라크 월드와이드, 인크. | 폼 형성 공정에서 섬유를 재배향하는 공정 및 시스템 |
| GB2582508B (en) * | 2017-11-29 | 2022-02-16 | Kimberly Clark Co | Fibrous sheet with improved properties |
| FI20176206A1 (en) * | 2017-12-31 | 2019-07-01 | Paptic Oy | Process for making a fiber product and a fiber product |
| WO2020200403A1 (en) | 2019-03-29 | 2020-10-08 | Ahlstrom-Munksjö Oyj | A process of producing a heat storage material and a heat storage material |
| BR112022010896A2 (pt) * | 2019-12-31 | 2022-09-06 | Kimberly Clark Co | Sistema e processo de fabricação à base de espuma |
| CN115298370B (zh) * | 2020-03-31 | 2023-05-02 | 金伯利-克拉克环球有限公司 | 用于生产分区和/或分层基材的方法和设备 |
| EP4158096A4 (en) | 2020-05-29 | 2024-06-12 | Kimberly-Clark Worldwide, Inc. | HEADBOX FOR MANUFACTURING A SUBSTRATE |
| FI20205988A1 (en) * | 2020-10-08 | 2022-04-09 | Munksjoe Ahlstrom Oyj | Filter sheet media and method for manufacturing a filter sheet media |
| DE102022115964A1 (de) | 2022-06-27 | 2023-12-28 | Andritz Küsters Gmbh | Verfahren und Vorrichtung zum Herstellen einer Faserbahn |
Family Cites Families (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3007840A (en) * | 1958-04-03 | 1961-11-07 | Du Pont | Process of dispersing fibrous material in a foam and resulting product |
| DE1560872A1 (de) | 1964-06-16 | 1970-06-11 | Kalle Ag | Verfahren zur Herstellung von Wirrfaservliesen |
| US3846232A (en) * | 1973-03-23 | 1974-11-05 | Valmet Oy | Twin-wire paper forming with wires wrapping around a suction web-forming breast roll and then following a curved path to a suction couch roll |
| GB1129757A (en) * | 1966-05-31 | 1968-10-09 | Wiggins Teape Res Dev | Method of producing a thixotropic liquid suspending medium particularly for the forming of non-woven fibrous webs |
| US3837999A (en) * | 1971-12-20 | 1974-09-24 | Kimberly Clark Co | Method of controlling the orientation of fibers in a foam formed sheet |
| FI65459C (fi) * | 1972-04-07 | 1984-05-10 | Wiggins Teape Res Dev | Foerfarande och anordning foer framstaellning av en foerskummad fibersuspension |
| US3892622A (en) | 1973-12-05 | 1975-07-01 | Beloit Corp | Inlaying continuous filamentous reinforcement in a nonwoven web |
| US4062721A (en) * | 1976-10-26 | 1977-12-13 | Conwed Corporation | Use of surfactant to increase water removal from fibrous web |
| US4443299A (en) * | 1980-08-18 | 1984-04-17 | James River-Dixie/Northern, Inc. | Apparatus and method for the manufacture of a non-woven fibrous web |
| US4486268A (en) | 1981-05-04 | 1984-12-04 | Kimberly-Clark Corporation | Air/water hybrid former |
| US4543156A (en) * | 1982-05-19 | 1985-09-24 | James River-Norwalk, Inc. | Method for manufacture of a non-woven fibrous web |
| US4686006A (en) * | 1984-04-16 | 1987-08-11 | James River - Norwalk, Inc. | Apparatus and method for the manufacture of fibrous webs |
| ATE48861T1 (de) | 1984-04-16 | 1990-01-15 | James River Norwalk Inc | Vorrichtung zur herstellung von faserbahnen. |
| ATE140046T1 (de) * | 1990-10-17 | 1996-07-15 | James River Corp | Schaumbildende methode und vorrichtung |
| US5164045A (en) * | 1991-03-04 | 1992-11-17 | James River Corporation Of Virginia | Soft, high bulk foam-formed stratified tissue and method for making same |
| US5200035A (en) * | 1992-01-24 | 1993-04-06 | James River Corporation Of Virginia | High uniformity foam forming |
| SE503065C2 (sv) * | 1994-07-13 | 1996-03-18 | Moelnlycke Ab | Förfarande och anordning för framställning av en skumformad fiber- eller pappersbana |
| US5904809A (en) * | 1997-09-04 | 1999-05-18 | Ahlstrom Paper Group Oy | Introduction of fiber-free foam into, or near, a headbox during foam process web making |
| US6019871A (en) * | 1998-04-30 | 2000-02-01 | Ahlstrom Paper Group Oy | Effective utilization of sap in producing non-woven webs using the foam process |
| US6136153A (en) * | 1999-02-23 | 2000-10-24 | Ahlstrom Glassfibre Oy | Foam process web formation using pressure removal of fluid |
| US6238518B1 (en) * | 1999-03-02 | 2001-05-29 | Ahlstrom Paper Group Oy | Foam process for producing multi-layered webs |
| US6258203B1 (en) * | 1999-09-21 | 2001-07-10 | Ahlstrom Glassfibre Oy | Base webs for printed circuit board production using the foam process and acrylic fibers |
| CA2423827C (en) * | 2000-11-08 | 2010-07-27 | Kimberly-Clark Worldwide, Inc. | Foam treatment of tissue products |
| US6723670B2 (en) * | 2001-08-07 | 2004-04-20 | Johns Manville International, Inc. | Coated nonwoven fiber mat |
| US20030031854A1 (en) * | 2001-08-07 | 2003-02-13 | Kajander Richard Emil | Method of making coated mat online and coated mat products |
| FI115512B (fi) | 2001-11-09 | 2005-05-31 | Ahlstrom Glassfibre Oy | Menetelmä ja laitteisto vaahtorainauksen suorittamiseksi |
| US6682215B2 (en) * | 2002-04-10 | 2004-01-27 | Fibermark, Inc. | Process and apparatus for making sheet of fibers using a foamed medium |
| US6835418B2 (en) * | 2002-05-31 | 2004-12-28 | Kimberly-Clark Worldwide, Inc. | Use of gaseous streams to aid in application of foam to tissue products |
| US6921459B2 (en) * | 2002-09-10 | 2005-07-26 | Fibermark, Inc. | Process for making a sheet of aramid fibers using a foamed medium |
| SE0302875D0 (sv) * | 2003-10-31 | 2003-10-31 | Sca Hygiene Prod Ab | Method of producing a nonwoven material |
| US7422660B2 (en) * | 2003-10-31 | 2008-09-09 | Sca Hygiene Products Ab | Method of producing a nonwoven material |
-
2001
- 2001-11-09 FI FI20012168A patent/FI115512B/fi not_active IP Right Cessation
-
2002
- 2002-11-07 JP JP2003542703A patent/JP4276076B2/ja not_active Expired - Lifetime
- 2002-11-07 KR KR1020047006731A patent/KR100866915B1/ko active IP Right Grant
- 2002-11-07 PL PL368733A patent/PL210100B1/pl unknown
- 2002-11-07 RU RU2004117524/12A patent/RU2304187C2/ru active
- 2002-11-07 WO PCT/FI2002/000865 patent/WO2003040469A1/en active IP Right Grant
- 2002-11-07 ES ES02774805T patent/ES2286289T3/es not_active Expired - Lifetime
- 2002-11-07 DE DE60219958T patent/DE60219958T2/de not_active Expired - Lifetime
- 2002-11-07 US US10/494,945 patent/US7416636B2/en not_active Expired - Lifetime
- 2002-11-07 CA CA002466576A patent/CA2466576C/en not_active Expired - Lifetime
- 2002-11-07 AT AT02774805T patent/ATE361392T1/de not_active IP Right Cessation
- 2002-11-07 CN CNB02826875XA patent/CN100529252C/zh not_active Expired - Lifetime
- 2002-11-07 EP EP02774805A patent/EP1461494B1/en not_active Expired - Lifetime
-
2004
- 2004-06-08 NO NO20042381A patent/NO20042381L/no unknown
Also Published As
| Publication number | Publication date |
|---|---|
| KR20050044346A (ko) | 2005-05-12 |
| CN1612961A (zh) | 2005-05-04 |
| RU2304187C2 (ru) | 2007-08-10 |
| JP2005508461A (ja) | 2005-03-31 |
| CA2466576A1 (en) | 2003-05-15 |
| CA2466576C (en) | 2009-07-07 |
| PL368733A1 (en) | 2005-04-04 |
| KR100866915B1 (ko) | 2008-11-04 |
| DE60219958D1 (de) | 2007-06-14 |
| NO20042381L (no) | 2004-06-08 |
| FI115512B (fi) | 2005-05-31 |
| DE60219958T2 (de) | 2008-01-17 |
| ES2286289T3 (es) | 2007-12-01 |
| PL210100B1 (pl) | 2011-12-30 |
| RU2004117524A (ru) | 2005-03-10 |
| FI20012168A0 (fi) | 2001-11-09 |
| US7416636B2 (en) | 2008-08-26 |
| EP1461494B1 (en) | 2007-05-02 |
| FI20012168A (fi) | 2003-05-10 |
| ATE361392T1 (de) | 2007-05-15 |
| EP1461494A1 (en) | 2004-09-29 |
| WO2003040469A1 (en) | 2003-05-15 |
| CN100529252C (zh) | 2009-08-19 |
| US20050039870A1 (en) | 2005-02-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4276076B2 (ja) | フォームを形成するための方法及び装置 | |
| US8187418B2 (en) | Method of making multilayer nonwoven fibrous mats | |
| US6875308B2 (en) | Method of making foam coated mat online | |
| CA2396854C (en) | Method of making coated mat online and coated mat products | |
| US6503372B1 (en) | Twin wire former assembly | |
| IE843322L (en) | Air-permeable sheet - like structure | |
| RU2705616C1 (ru) | Способ получения нетканого материала | |
| US5269049A (en) | Process and apparatus for dry forming of a material web from a long-fiber material | |
| RU2209265C2 (ru) | Способ формования нетканного волокнистого полотна из пеноволокнистой смеси с использованием процесса разбавления пеной | |
| US7597779B2 (en) | Shake mechanism for glass mat production line | |
| US3384537A (en) | Multi-layer papermaking apparatus | |
| PL110071B1 (en) | Method of manufacturing multi-layer band of fibres | |
| EP1939351B1 (en) | Suction tube for nonwoven mat machine and method | |
| KR19980015181A (ko) | 섬유강화 열가소성 수지시이트와 그 제조방법 및 장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051017 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080731 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080812 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20081111 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20081017 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20081118 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20081212 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20081219 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090109 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090206 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090305 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4276076 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120313 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130313 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130313 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140313 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |