JP4267247B2 - 高負荷伝動ベルトの製造方法、製造装置及び高負荷伝動ベルト - Google Patents
高負荷伝動ベルトの製造方法、製造装置及び高負荷伝動ベルト Download PDFInfo
- Publication number
- JP4267247B2 JP4267247B2 JP2002123490A JP2002123490A JP4267247B2 JP 4267247 B2 JP4267247 B2 JP 4267247B2 JP 2002123490 A JP2002123490 A JP 2002123490A JP 2002123490 A JP2002123490 A JP 2002123490A JP 4267247 B2 JP4267247 B2 JP 4267247B2
- Authority
- JP
- Japan
- Prior art keywords
- tension band
- block
- belt
- load transmission
- mold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images








Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16G—BELTS, CABLES, OR ROPES, PREDOMINANTLY USED FOR DRIVING PURPOSES; CHAINS; FITTINGS PREDOMINANTLY USED THEREFOR
- F16G5/00—V-belts, i.e. belts of tapered cross-section
- F16G5/16—V-belts, i.e. belts of tapered cross-section consisting of several parts
- F16G5/166—V-belts, i.e. belts of tapered cross-section consisting of several parts with non-metallic rings
Description
【発明の属する技術分野】
本発明は、張力帯の長手方向に沿って複数のブロックを固定した高負荷伝動ベルトの製造方法および製造装置そして高負荷伝動ベルトに係り、より短い時間で効率よく製造することができるものに関する。
【0002】
【従来の技術】
ベルト式無段変速装置に使用するベルトは、プーリのV溝幅を変えることによってプーリに巻きかかる有効径を変化させ変速比を調節する様な変速プーリに巻き掛けて使用するものであり、プーリからの側圧が大きくなるのでベルトは大きな側圧に耐えるものでなくてはならない。また、無段変速の用途以外にも通常のゴムベルトでは寿命が短くなりすぎるような高負荷伝動の用途には特別に高負荷に耐えうるようなベルトを用いる必要がある。
【0003】
そのようなベルトとして使用されるものの中に、センターベルトにブロックを固定してベルト幅方向の強度を高めた引張伝動式の高負荷伝動ベルトがあり、具体的な構成としては、心線をゴムなどのエラストマー中に埋設したセンターベルトにボルトやリベットなどの止着材を用いてセンターベルトに使用しているエラストマーよりも比較的硬質のエラストマーからなるブロックを止着固定したものがある。
【0004】
このような引張伝動式の高負荷伝動ベルトに用いられるブロックの要求品質としては、上記のように摩擦伝動において高負荷の伝動を目的としているために、曲げ疲労性、耐摩耗性、耐熱性、剛性、耐衝撃性等の性質をバランス良く保有する必要がある。さらにプーリを摩耗させないようにすることも大切な要素である。
【0005】
これらの要求を満たす高負荷伝動ベルトとして、例えば、特開昭63−34342号公報に開示されているようなものがある。このベルトは、ブロックとプーリの接触する部分が、フェノール系樹脂成分にゴム成分が添加された樹脂成形材料によって、金属等によって形成されているインサート材を被覆した2重構造のブロックを用いたものである。
【0006】
また、特公平7−110900号公報には、フェノール系樹脂にアクリロニトリル−ブタジエン系ゴムをマトリックスとして炭素繊維及びアラミド繊維の2繊維を含む繊維質充填率25〜60重量部を配合させて、炭素繊維はオニオン構造を有し、結晶層厚が25〜200μmであるフェノール系樹脂を用いたブロックが用いられた高負荷伝動ベルトが開示されている。
【0007】
このため、例えば特開昭63−34342号公報に開示されているベルトは、アルミニウム合金等をインサート材として使用しているため、高速で回転すると、その重量のため、大きな遠心力がかかり、ベルトに大きな張力が作用して、ベルトが早期破損するという問題が生じるようになった。
【0008】
また、高速回転により、プーリとブロック間で発生する熱量も多くなり、そのため、特公平7−110900号公報で開示されているようなフェノール系樹脂を主成分とするブロックでは、フェノール系樹脂が耐衝撃性に劣るところがあり、ベルトの破損が発生することがある。これを改善しなくては、前述の高負荷伝動ベルトとしての要求を高いレベルで満足することができないものであった。また、フェノール樹脂は熱硬化性樹脂であるために成形サイクルが長くなってしまうことやリサイクル性に劣るといった問題もある。
【0009】
そこで、まずブロックを軽量化するためにブロック内に埋設していたアルミニウム合金などからなるインサートを埋設しておらず、更に熱可塑性樹脂素材で形成したブロックを用いるということが考えられる(特願2001−127548)。
【0010】
【発明が解決しようとする課題】
ところが、このようなブロックを装着したベルトの製造は張力帯にブロックを一つ一つ嵌め込んでやるという作業をおこなわなければならず、製造には非常に手間がかかってしまう。それだけ製造コストの面では不利であり、価格の高いベルトとなってしまうといった問題があった。
【0011】
そこで本発明はこのようなブロックを張力帯に装着したタイプのベルトを製造するにあたり、ブロックの成形とブロックを張力帯に装着するのを同時に行うことによって非常に簡単にしかも短時間で高負荷伝動ベルトを製造することができる製造方法の提供を課題とする。
【0012】
【課題を解決するための手段】
上記のような課題を解決するために本発明の請求項1では張力帯と、該張力帯の長手方向に沿って複数のブロックを設けた高負荷伝動ベルトの製造方法において、金型は張力帯保持部と、該張力帯保持部に保持された張力帯の所定位置に成形されたブロックが嵌合されるように配置したブロックを成形するためのキャビティを有していると共に、金型の張力帯保持部は張力帯の厚み方向の間隔を変化させることが可能に構成されて、間隔を広げた状態で張力帯をセットし、セットした後に間隔を狭くすることによって樹脂漏れを防止するようなしており、張力帯を前記張力帯保持部にセットした状態で金型内のキャビティに樹脂を射出することによって、ブロックを成形すると同時に張力帯にブロックを取り付けることを特徴とする。
【0013】
このような方法を採ることによってブロックの成形と、ブロックの張力帯への取り付け作業を同時に行うことができ、ブロックの張力帯への取り付け作業も一つ一つのブロックを張力帯に嵌め込むといった作業が不要になるのでベルトの製造に要する時間を大幅に短縮することができる。また、このような金型を用いることによってブロックを成形するために樹脂を射出する際には金型と張力帯が密着した状態になっており、樹脂漏れを防止することができる。
【0014】
請求項2では金型のパーティングラインをベルトの幅方向に設けた請求項1記載の高負荷伝動ベルトの製造方法としている。
【0015】
このように金型の割り方向をベルトの幅方向とすることによって、ブロックがベルトとして走行する際にプーリに接するブロックの側面にはパーティングラインができることがなく、ベルト走行時の騒音の発生や、走行初期における初期摩耗といった問題が防止される。
【0016】
請求項3では隣り合うブロックの間隔が成形するブロック厚みの1/6〜3/2の範囲とした請求項1または2記載の高負荷伝動ベルトの製造方法としている。
【0017】
ブロックの間隔を適当な大きさに設定することによってベルト走行時の騒音の発生を低減することができるとともにブロックを成形する金型の変形を抑えることができる。
【0020】
請求項4では、張力帯と、該張力帯の長手方向に沿って複数のブロックを設けた高負荷伝動ベルトの製造装置において、一対の金型と射出成形機からなり、金型には張力帯を一時的に固定保持する張力帯保持部と、前記張力帯保持部と連通しているとともに張力帯保持部を取り囲んだ少なくとも一つのキャビティを有していると共に、金型の張力帯保持部は張力帯の厚み方向の間隔を変化させることが可能に構成されて、間隔を広げた状態で張力帯をセットし、セットした後に間隔を狭くすることによって樹脂漏れを防止するようなしており、張力帯を前記張力帯保持部に保持した状態で前記キャビティに樹脂材料を射出することによってブロックが成形されるとともに張力帯に固定されるようになしたことを特徴とする。
【0021】
このような製造装置を用いることによって、ブロックの成形と、ブロックの張力帯への取り付け作業を同時に行うことができ、ブロックの張力帯への取り付け作業も一つ一つのブロックを張力帯に嵌め込むといった作業が不要になるのでベルトの製造に要する時間を大幅に短縮することができる。
【0026】
【発明の実施の形態】
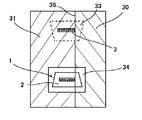
図1は本発明の高負荷伝動ベルトの製造方法に用いる金型の例を示す斜視図であり、図2は金型を開いたところから見た正面図、図3は金型を閉じた状態で見た側断面図、図4は図3における別の例を示す側断面図である。また、図5は本発明の製造方法により製造される高負荷伝動ベルトの一例を示す斜視図であり、図6は高負荷伝動ベルトの側断面図である。
【0027】
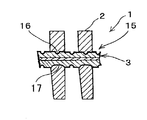
本発明の製造方法により製造される高負荷伝動ベルトとは、例えば図5、図6に示すようなものであり、高負荷伝動ベルト1はエラストマー4内に心線5をスパイラル状に埋設してなる張力帯3と、この張力帯3の上面に所定ピッチで形成された凹部6に嵌合し、係止固定されている複数のブロック2とから構成されている。このブロック2の両側面2a、2bは、プーリのV溝と係合する傾斜のついた面となっており、駆動されたプーリから動力を受け取って、係止固定されている張力帯3を引張り、駆動側プーリの動力を従動側プーリに伝動している。
【0028】
ブロック2は、図5に示すように、上ビーム部11および下ビーム部12と、両側部13、14が一体的に張力帯3の周囲に形成されている。ブロック2の中央には張力帯3を嵌めこむ開口部15を有し、開口部15内の上面および下面には張力帯3の上面に設けた凹条部6と下面に設けた凹条部7に係合する凸条部16、17が形成されている。
【0029】
このようにブロックに張力帯を嵌め込んで形成するような高負荷伝動ベルトの製造するにあたり、図1および図2、図3に示すように一対の金型30、31を用い、その金型30、31には張力帯保持部32を有するとともに、一対の金型30、31が合さった状態でブロック2を成形するためのキャビティ33を形成するようになっており、張力帯3を前記張力帯保持部32にセットした状態で金型30、31内のキャビティ33に樹脂を射出する。張力帯3には上下面のブロック2と嵌合する凹条部6、7の間に金型の張力帯保持部32と嵌合する凹部8、9を有しており、ブロック2を射出成形で成形する際に張力帯3の位置決めを行うようになっている。
【0030】
キャビティ33は張力帯保持部32に張力帯3を嵌め込んだ状態で張力帯3を取り囲むように配置されており、キャビティ33でブロック2を成形すると張力帯3にブロック2が凹条部6、7で嵌合された状態で成形されるようになっている。
【0031】
以上のような構成を採ることによって、ブロック2を成形すると同時に張力帯3にブロック2を取り付けることができる。
【0032】
従来、このような高負荷伝動ベルトの製造においては張力帯3を製造し、別途ブロック2を製造した上で張力帯3にブロック2を一つ一つ嵌め込んでいく作業を行っており、特にブロック2を張力帯3に嵌め込んでいく作業に多くに時間をとられていたが、上記のような製造方法を採ることによって、ブロック2を張力帯3の所定位置に成形しているので、ブロック2を成形し終わった時点でブロック2は張力帯3に嵌め込まれた状態となるので、改めてブロック2を張力帯3に嵌め込むといった作業が不要になるので、製造に要する時間を大幅に短縮することができるものである。
【0033】
また図3に示すように、金型30と金型31とはブロックの上ビーム部11及び下ビーム部12の中央にパーティングラインができるように分割面36を位置させている。このようにすることによってベルトが走行する際にプーリと接触するブロックの側面2a、2bを平滑な面に仕上げることができるので、ベルト走行初期の騒音や摩耗の問題を解消することができる。
【0034】
分割面36の位置は図3では張力帯3の中央付近に位置させているが、ブロックの側面2a、2bを平滑に仕上げるということからすれば、図4に示すように張力帯3の端に位置させることも可能である。そうすることによって金型31に張力帯3を挿入した状態で張力帯3が金型31から突出することがないので、金型30をあわせる際に突出した張力帯3が折れ曲がったり金型に引っかかって損傷したりするといったことがないので好ましい形態であるということができる。
【0035】
図2に示す例では、金型30、31に設けられたキャビティ33は5箇所であり、一度に成形できるブロックの数は5個である。よって5個のブロックを成形した後に金型から一度ベルトを取り外してブロック5個分を図2中の矢印方向に回転させて次の位置にブロック2を成形できるようにして再度金型30、31に装着し、次の位置に5個のブロック2を成形する。このような操作を繰り返してベルト全周のブロック2全部を成形してベルトが完成する。
【0036】
ブロック2を成形するキャビティ33以外のところでは張力帯は固定する必要がなく、金型を閉じる時のベルトの逃げ場所としてベルトの概略形状よりやや広い通路34が形成されている。
【0037】
それぞれのキャビティ33にはブロックの上側中央付近に射出成形のゲート35を配置しており、溶融した樹脂を射出することによってブロック1を形成するものである。
【0038】
ブロックの成形が完了したら金型30、31を開いてブロック2を金型から脱型する。脱型には金型から突出するイジェクトピンを用いて行うのが便利であり、例えば図7に示すブロックのようにブロック2の傾斜した側面2a、2bの上下位置に垂直面部2cを形成してイジェクトピンを当接させる箇所としてもよい。
【0039】
このような張力帯3にブロック2を取り付けた高負荷伝動ベルト1においてブロック2のピッチ(張力帯3に取り付けるブロック2同士の間隔)は騒音の問題などに関与するものであり、ピッチが大きすぎると騒音が増すことになる。しかし、一方でブロック2の成形をする際のブロック間に存在する金型の厚みが薄くなりすぎると射出圧力によって金型が変形しブロック2の変形にもつながるので好ましくない。そこで、ブロック2とブロック2間の金型の厚みはブロック2の厚みの1/6〜3/2とする。ただし図2に示すように高負荷伝動ベルト1の全ブロックの内、一度に成形する数が数個であるなど一部の場合はより好ましくは1/2〜3/2とする。
【0040】
ブロック2とブロック2間の金型の厚みがブロック厚みの3/2をこえると、ブロックのピッチが大きくなりすぎてベルトの強度や騒音の問題が発生し、1/2未満では射出圧力によって金型の変形が発生してしまう。
【0041】
以上の説明ではブロック2は一度に5個を成形し、順送り的に全数を成形して高負荷伝動ベルト1を完成させているが、ブロック2の全数と同じ数のキャビティを有する金型を用いて一度に全部を成形しても構わない。
【0042】
金型に全ブロック数と同じだけのキャビティ33を設け、ブロック2の全数を一度に成形する場合には、各キャビティ33が全部隣り合って位置しており、各キャビティ33内の圧力が略一定になるのでブロック2間の金型の厚みは小さくても金型の変形は起こりにくくなる。そのためブロック厚みの1/6〜1/2の範囲で十分にブロックを成形することが可能になる。
【0043】
次に、図8では金型30の中でキャビティ33を形成している部分30aが可動となっており、張力帯保持部32に張力帯3を嵌めて金型を閉じたあとに、図示しない油圧、電動、エア圧などの手段で張力帯3方向(図中矢印方向)に移動して金型と張力帯とを互いに押し付けあうことができ、射出成形時の樹脂の漏れを防止することができる。
【0044】
本発明に適用できる高負荷伝動ベルトは図5で示した例に限られることはなく、様々な形態を採ることができる。図9に示すベルトは図5に示すベルトとほぼ同じ形状を有しているが、張力帯3の幅方向の中央にブロックを取り付けるのと同じピッチで貫通孔18を有しており、ブロック2が成形される際にその貫通孔18を通して樹脂が連結19されている。
【0045】
このように張力帯3に設けた貫通孔18を通して上下でブロックを形成する樹脂が連結19されていることによって、ブロック2と張力帯3との固定力がより強固なものになる。ベルト1が長期にわたって走行を続けるとブロック2と張力帯3とのがたつきが発生し、それが原因でベルト1の騒音が大きくなったり、ブロック2の破損や張力帯3の切断したりといった故障につながることがあるが、ブロック2と張力帯3の固定力を高めることによってベルト1の寿命を長期化することができるものである。
【0046】
図9の例では一つのブロック2につき張力帯3に設けている貫通孔18の数は一つであるが、一つであることに限定されるものでなく、二つや三つといった複数の孔を設けることも可能である。
【0047】
また、更に別の例としては図10に示すように一対の張力帯43a、43bをブロック42の両側面42a、42bに設けた溝44、45に嵌め込むようなタイプの高負荷伝動ベルト41を挙げることができる。
【0048】
このブロック2は合成樹脂素材のみからなっており、アルミニウム合金などの金属などからなるインサート材は一切埋設されていない。ただし、ここで金属などからなるインサート材というのは、それだけでほぼブロックの形状を呈する骨組的なものことを指し、例えば合成樹脂素材中に配合する形で加える短繊維やウィスカなどの補強材を添加することは本発明の範囲から外れるものではない。
【0049】
ブロックの樹脂として用いることができるのは、ポリアミド樹脂、ポリアミドイミド(PAI)樹脂、ポリフェニレンスルフィド(PPS)樹脂、ポリブチレンテレフタレート(PBT)樹脂、ポリイミド(PI)樹脂、ポリエーテルスルフォン(PES)樹脂、ポリエーテルエーテルケトン(PEEK)樹脂等の合成樹脂が用いられるが、中でも低摩擦係数で耐摩耗性に優れ、剛性があるとともに曲げに対しても弾力性を有しており、簡単に破損してしまうことのない樹脂がよく、ポリアミド樹脂、なかでもナイロン46が好ましいといえる。
【0050】
本発明では前述のようにブロックを形成する合成樹脂中に繊維状の補強材やウィスカ状の補強材を配合することは可能であり、繊維状の補強材は15〜40重量%の範囲で配合する。15重量%未満であると補強効果が少なくブロックの耐磨耗性が十分でないなどの問題があり、40重量%を超えると樹脂への配合が困難になったり射出成形が困難になるなどの問題があるので好ましくない。
【0051】
合成樹脂に配合する繊維状補強材としては、アラミド繊維、炭素繊維、ガラス繊維、ポリアミド繊維、ポリエステル繊維などを挙げることができる。その中でも前記のブロックを構成する樹脂で好ましい例であるナイロン46と炭素繊維を組み合わせて用いることによって炭素繊維がナイロン46の吸水性の欠点を改善し、剛性を大幅に向上させることができて、且つナイロン46の有する耐摩耗性、耐衝撃性、耐疲労性を生かすことができるものである。炭素繊維の中でも、PAN系炭素繊維を用いることが好ましい。また、炭素繊維と組み合わせてアラミド繊維を配合することによってブロックの靭性が向上し、耐摩耗性や、耐衝撃性を一層向上させることができる。
【0052】
ここで、使用されるPAN系炭素繊維は、熱可塑性樹脂と相性が良く、用いる炭素繊維の長さは1〜5mmのものが好ましい。1mm未満であると、ブロックの補強が十分になされず、また、5mmを越えると、樹脂との混練が困難になること、また、混練時に折れて短くなってしまうので好ましくない。
【0053】
また、前記繊維状補強材として上記の有機繊維のほかにも酸化亜鉛ウィスカ、チタン酸カリウムウィスカ、ホウ酸アルミニウムウィスカなどの無機繊維を配合してもよい。これらのウィスカを配合することによって成形時のそりや成形収縮の異方性が改良される。さらに、ブロック2の靭性、曲げ剛性等の強度についての異方性も低減することができ、かつ、摩擦係数が安定するため、耐摩耗性が向上する。
【0054】
また、酸化亜鉛ウィスカは、高比重、高剛性であるため、プーリとの接触時の振動を低減でき、ノイズの発生を小さくすることができる。なお、この酸化亜鉛ウィスカの配合量が少ない場合は、添加した効果が発現せず、多すぎると、混練できず、成形することが困難となる。
【0055】
このような材料構成とすることによって、プーリと接する際に受ける側圧にも十分に耐えうる剛性、靭性等の強度を有するとともに、耐摩耗性に優れ、更には、摩擦時に発生する熱に対しても強いブロックとすることが可能となり、プーリから受ける動力を効率よく張力帯3に引張力として伝えることができ、引張伝動式の高負荷伝動ベルトを構成することができる。
【0056】
なお、これらの他に、二硫化モリブデン、グラファイト、フッ素系樹脂から選ばれてなる少なくとも一つを混入することによってもブロック2の潤滑性を向上させることができる。フッ素系樹脂としては、ポリ4フッ化エチレン(PTFE)、ポリフッ化エチレンプロピレンエーテル(PFPE)、4フッ化エチレン6フッ化プロピレン共重合体(PFEP)、ポリフッ化アルコキシエチレン(PFA)等が挙げられる。
【0057】
張力帯3のエラストマー4として使用されるものは、クロロプレンゴム、天然ゴム、ニトリルゴム、スチレン−ブタジエンゴム、水素化ニトリルゴムなどの単一材またはこれらを適宜ブレンドしたゴムあるいはポリウレタンゴム等が挙げられる。そして、心線5としてはポリエステル繊維、ポリアミド繊維、アラミド繊維、ガラス繊維、スチールワイヤ等から選ばれたロープが用いられる。また、心線5はロープをスパイラル状に埋設したもの以外にも、上記の繊維の織布、編み布や金属薄板等を使用することもできる。
【0058】
なお、本発明にかかる高負荷伝動ベルトに用いられるブロックには、本実施形態に示した形態に限定されるものではない。
【0059】
【実施例】
(実施例1)
実施例1としては、図9に示すように張力帯の幅方向の中央にブロックと同じピッチで貫通孔を有し、一つのブロックにつき1箇所の連結を有する高負荷伝動ベルトであり、ブロックに用いた樹脂材料としてはカーボン繊維を30質量%含有した66ナイロンであり、ブロックのピッチは6mmである。表1に示すような条件でベルトを走行させて耐久テストを行うと共に騒音レベルとスリップ率を測定した。その結果を表2に示す。
【0060】
(実施例2)
実施例2は、図5に示すような張力帯には貫通孔がなく連結のない略ロ字形状のブロックを用いた高負荷伝動ベルトを用いた以外は実施例1と全く同様にベルトを作製して、同様に表1に示すような条件でベルトを走行させて耐久テストを行うと共に騒音レベルとスリップ率を測定した。その結果を表2に示す。
【0061】
【表1】

【表2】
表2の結果から、張力帯に貫通孔をもうけた実施例1が実施例2に比べると寿命も長く、ベルト走行時の騒音も少なくスリップ率に関しても低いことがわかる。それは、実施例1のベルトが実施例2のベルトに比べてブロックと張力帯との間の固定力が高くてがたつきが少ないことに起因していると考えられる。
【0064】
【発明の効果】
以上のように本発明の請求項1では張力帯と、該張力帯の長手方向に沿って複数のブロックを設けた高負荷伝動ベルトの製造方法において、金型は張力帯保持部と、該張力帯保持部に保持された張力帯の所定位置に成形されたブロックが嵌合されるように配置したブロックを成形するためのキャビティを有していると共に、金型の張力帯保持部は張力帯の厚み方向の間隔を変化させることが可能に構成されて、間隔を広げた状態で張力帯をセットし、セットした後に間隔を狭くすることによって樹脂漏れを防止するようなしており、張力帯を前記張力帯保持部にセットした状態で金型内のキャビティに樹脂を射出することによって、ブロックを成形すると同時に張力帯にブロックを取り付けることを特徴とする。
【0065】
このような方法を採ることによってブロックの成形と、ブロックの張力帯への取り付け作業を同時に行うことができ、ブロックの張力帯への取り付け作業も一つ一つのブロックを張力帯に嵌め込むといった作業が不要になるのでベルトの製造に要する時間を大幅に短縮することができる。また、このような金型を用いることによってブロックを成形するために樹脂を射出する際には金型と張力帯が密着した状態になっており、樹脂漏れを防止することができる。
【0066】
請求項2では金型のパーティングラインをベルトの幅方向に設けた請求項1記載の高負荷伝動ベルトの製造方法としている。
【0067】
このように金型の割り方向をベルトの幅方向とすることによって、ブロックがベルトとして走行する際にプーリに接するブロックの側面にはパーティングラインができることがなく、ベルト走行時の騒音の発生や、走行初期における初期摩耗といった問題が防止される。
【0068】
請求項3では隣り合うブロックの間隔が成形するブロック厚みの1/6〜3/2の範囲とした請求項1または2記載の高負荷伝動ベルトの製造方法としている。
【0069】
ブロックの間隔を適当な大きさに設定することによってベルト走行時の騒音の発生を低減することができるとともにブロックを成形する金型の変形を抑えることができる。
【0072】
請求項4では、張力帯と、該張力帯の長手方向に沿って複数のブロックを設けた高負荷伝動ベルトの製造装置において、一対の金型と射出成形機からなり、金型には張力帯を一時的に固定保持する張力帯保持部と、前記張力帯保持部と連通しているとともに張力帯保持部を取り囲んだ少なくとも一つのキャビティを有していると共に、金型の張力帯保持部は張力帯の厚み方向の間隔を変化させることが可能に構成されて、間隔を広げた状態で張力帯をセットし、セットした後に間隔を狭くすることによって樹脂漏れを防止するようなしており、張力帯を前記張力帯保持部に保持した状態で前記キャビティに樹脂材料を射出することによってブロックが成形されるとともに張力帯に固定されるようになしたことを特徴とする。
【0073】
このような製造装置を用いることによって、ブロックの成形と、ブロックの張力帯への取り付け作業を同時に行うことができ、ブロックの張力帯への取り付け作業も一つ一つのブロックを張力帯に嵌め込むといった作業が不要になるのでベルトの製造に要する時間を大幅に短縮することができる。
【図面の簡単な説明】
【図1】本発明の製造方法で用いられる製造装置の概要斜視図である。
【図2】金型を開いたところから見た正面図である。
【図3】金型を閉じた状態で見た側断面図である。
【図4】図3における別の例を示す側断面図である。
【図5】本発明の製造方法に製造される高負荷伝動ベルトの斜視図である。
【図6】高負荷伝動ベルトの側断面図である。
【図7】高負荷伝動ベルトのブロックの別の例を示す正面図である。
【図8】本発明の製造方法の別の例で用いられる製造装置の図2に相当する正面図である。
【図9】高負荷伝動ベルトの別の例を示す斜視図である。
【図10】高負荷伝動ベルトの更に別の例を示す斜視図である。
【符号の説明】
1 高負荷伝動ベルト
2 ブロック
3 張力帯
4 エラストマー
5 心線
6 凹条部
7 凹条部
8 凹部
9 凹部
11 上ビーム部
12 下ビーム部
30 金型
31 金型
32 張力帯保持部
33 キャビティ
34 通路
35 ゲート
36 分割面
Claims (4)
- 張力帯と、該張力帯の長手方向に沿って複数のブロックを設けた高負荷伝動ベルトの製造方法において、金型は張力帯保持部と、該張力帯保持部に保持された張力帯の所定位置に成形されたブロックが嵌合されるように配置したブロックを成形するためのキャビティを有していると共に、金型の張力帯保持部は張力帯の厚み方向の間隔を変化させることが可能に構成されて、間隔を広げた状態で張力帯をセットし、セットした後に間隔を狭くすることによって樹脂漏れを防止するようなしており、張力帯を前記張力帯保持部にセットした状態で金型内のキャビティに樹脂を射出することによって、ブロックを成形すると同時に張力帯にブロックを取り付ける工程を含むことを特徴とする高負荷伝動ベルトの製造方法。
- 金型のパーティングラインをベルトの幅方向に設けた請求項1記載の高負荷伝動ベルトの製造方法。
- 隣り合うブロックの間隔を成形するブロックの厚みの1/6〜3/2の範囲とした請求項1または2記載の高負荷伝動ベルトの製造方法。
- 張力帯と、該張力帯の長手方向に沿って複数のブロックを設けた高負荷伝動ベルトの製造装置において、一対の金型と射出成形機からなり、金型には張力帯を一時的に固定保持する張力帯保持部と、前記張力帯保持部と連通しているとともに張力帯保持部を取り囲んだ少なくとも一つのキャビティを有していると共に、金型の張力帯保持部は張力帯の厚み方向の間隔を変化させることが可能に構成されて、間隔を広げた状態で張力帯をセットし、セットした後に間隔を狭くすることによって樹脂漏れを防止するようなしており、張力帯を前記張力帯保持部に保持した状態で前記キャビティに樹脂材料を射出することによってブロックが成形されるとともに張力帯に固定されるようになしたことを特徴とする高負荷伝動ベルトの製造装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002123490A JP4267247B2 (ja) | 2001-10-22 | 2002-04-25 | 高負荷伝動ベルトの製造方法、製造装置及び高負荷伝動ベルト |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001323798 | 2001-10-22 | ||
| JP2001-323798 | 2001-10-22 | ||
| JP2002123490A JP4267247B2 (ja) | 2001-10-22 | 2002-04-25 | 高負荷伝動ベルトの製造方法、製造装置及び高負荷伝動ベルト |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2003202054A JP2003202054A (ja) | 2003-07-18 |
| JP2003202054A5 JP2003202054A5 (ja) | 2005-09-15 |
| JP4267247B2 true JP4267247B2 (ja) | 2009-05-27 |
Family
ID=27666346
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002123490A Expired - Fee Related JP4267247B2 (ja) | 2001-10-22 | 2002-04-25 | 高負荷伝動ベルトの製造方法、製造装置及び高負荷伝動ベルト |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4267247B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITTO20040185A1 (it) * | 2004-03-19 | 2004-06-19 | Dayco Europe Srl | Cinghia per una trasmissione variabile con continuita' |
| JP4749825B2 (ja) * | 2004-10-28 | 2011-08-17 | 三ツ星ベルト株式会社 | 高負荷伝動ベルトおよびそれに用いるブロックの製造方法 |
| US7833211B2 (en) | 2006-04-24 | 2010-11-16 | The Procter & Gamble Company | Stretch laminate, method of making, and absorbent article |
-
2002
- 2002-04-25 JP JP2002123490A patent/JP4267247B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003202054A (ja) | 2003-07-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4267247B2 (ja) | 高負荷伝動ベルトの製造方法、製造装置及び高負荷伝動ベルト | |
| JP4435617B2 (ja) | 高負荷伝動ベルトの製造方法 | |
| JP2006010067A (ja) | 高負荷伝動ベルトおよびその製造方法 | |
| JP2005201401A (ja) | 高負荷伝動ベルトの製造方法 | |
| JP2005170009A (ja) | 高負荷伝動ベルトの製造方法 | |
| JP2005351451A (ja) | 高負荷伝動ベルトおよびその製造方法 | |
| JP2005147378A (ja) | 高負荷伝動ベルト及び高負荷伝動ベルト用ブロックの製造方法 | |
| JP4749825B2 (ja) | 高負荷伝動ベルトおよびそれに用いるブロックの製造方法 | |
| JP2006090544A (ja) | 高負荷伝動ベルトおよびその製造方法 | |
| JP2006038215A (ja) | 高負荷伝動ベルトおよびその製造方法 | |
| JP2006170240A (ja) | 高負荷伝動ベルトおよびその製造方法 | |
| JP2004028200A (ja) | 高負荷伝動ベルト | |
| JP2003322217A (ja) | 高負荷伝動ベルト | |
| JP2006207793A (ja) | 高負荷伝動ベルト | |
| JP2017227327A (ja) | 伝動ベルト | |
| JP2002061716A (ja) | 高負荷伝動ベルト | |
| JP2008157440A (ja) | 高負荷伝動ベルト | |
| JP2007040528A (ja) | 高負荷伝動ベルト | |
| JP2003145636A (ja) | 高負荷伝動ベルト用センターベルトの製造方法 | |
| JP2006292169A (ja) | 高負荷伝動ベルト | |
| JP2004286079A (ja) | 高負荷伝動ベルト | |
| JP2001311453A (ja) | 高負荷伝動ベルト及びそのブロック | |
| JP2010127413A (ja) | 高負荷伝動ベルト | |
| JP2006329375A (ja) | 高負荷伝動ベルト | |
| JP2009262390A (ja) | ブロック製造用金型 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050404 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050404 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20071012 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20071106 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20071220 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090217 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090218 |
|
| R150 | Certificate of patent (=grant) or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120227 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130227 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140227 Year of fee payment: 5 |
|
| LAPS | Cancellation because of no payment of annual fees |