JP4222504B2 - ゾル状熱可塑性樹脂組成物の製造方法 - Google Patents
ゾル状熱可塑性樹脂組成物の製造方法 Download PDFInfo
- Publication number
- JP4222504B2 JP4222504B2 JP2003077686A JP2003077686A JP4222504B2 JP 4222504 B2 JP4222504 B2 JP 4222504B2 JP 2003077686 A JP2003077686 A JP 2003077686A JP 2003077686 A JP2003077686 A JP 2003077686A JP 4222504 B2 JP4222504 B2 JP 4222504B2
- Authority
- JP
- Japan
- Prior art keywords
- sol
- thermoplastic resin
- resin composition
- weight
- component
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Landscapes
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
- Paints Or Removers (AREA)
Description
【発明の属する技術分野】
本発明は、ゾル溶媒組成物、それを用いたゾル状熱可塑性樹脂組成物及びその成形体に関し、特に、室温でのゾル粘度の経時変化が小さいゾル溶媒組成物、それを用いた軽量で、制振性、密着性、遮音特性に優れたゾル状熱可塑性樹脂組成物及びその成形体に関する。
【0002】
【従来の技術】
従来、玩具用、化粧用またはエステティック用人形の人形顔用表皮、あるいは自動車内層部品の製造は、熱可塑性樹脂等の粉末スラッシュ成形法や回転成形法が広く採用されている。表皮材料に用いる熱可塑性樹脂としては、成形体表面に皮シボやステッチを設けることができて、ソフトな感触の成形体を得ることができるという理由から、ポリ塩化ビニル系樹脂およびそのゾルが使用されていた。
【0003】
近年、環境に関する世論の高まりから、ポリ塩化ビニル系樹脂忌避の流れがあり、該ポリ塩化ビニル系樹脂に代えて熱可塑性エラストマーまたはアクリルゾルが使用されるようになってきているが、スラッシュ成形法や回転成形法では、樹脂に与えられる剪断力が小さいために、金型全体に亘って均一な厚みを形成するよう、また0.6mm以下の細かい部分が造型できるように、溶融樹脂が良い流動性を有する必要がある。しかしながら、従来の熱可塑性エラストマーは、溶融樹脂の流動性が悪く、ポリ塩化ビニル系樹脂に比べて金型温度を相当高く、例えば、約300℃に設定しなければ、十分な流動性を得ることができない。そのため、金型を繰り返し加熱および冷却される結果、金属疲労によって金型が速く劣化するという問題があった。また、熱可塑性エラストマーの回転成形では、ポリ塩化ビニル系樹脂に対する可塑剤のように、室温ではゾル溶媒、熱処理によって柔軟剤として機能する適切な溶媒が存在しなかった。非芳香族系の可塑剤を用いる場合も、室温でゾル状態を維持する可塑剤量では、最終製品にブリードが発生したり機械特性を低下させるという問題があった。
【0004】
このような問題を解決する方法として、例えば、塩化ビニル重合体とアクリル重合体を複合化することにより得られる新規なプラスチゾルが提案されている(例えば、特許文献1〜3参照。)。しかしながら、このプラスチゾルは、本質的に塩化ビニル重合体を含有するものであり、適切な燃焼条件でない場合や排煙処理装置が充分でない場合は、焼却時に有害なガスを排出することに関しては従来の塩ビゾルと何ら変わらないものであった。
【0005】
また、塩化ビニル重合体及び他のハロゲン系重合体を全く含有しないプラスチゾルとして、アクリル系重合体からなるプラスチゾルが提案されている(例えば、特許文献4参照。)。ここで用いられている重合体は、均一構造粒子であるが、アクリル系重合体の場合、プラスチゾルの貯蔵安定性と塗膜の可塑剤保持性を均一構造粒子で実現することは不可能であり、該プラスチゾルは、実用レベルにおいては貯蔵安定性がきわめて悪いか、あるいは塗膜物性がきわめて悪くなる傾向にある。
【0006】
さらに、コアシェル構造粒子を用いたアクリル系プラスチゾルが提案され(例えば、特許文献5参照。)、アクリル系重合体に酸又は酸無水物を含有させた重合体が用いられている。しかしながら、特許文献5で提案されている重合体は、可塑剤に対する相溶性が低く、特にシェル部のメチルメタクリレートの共重合比率が高いために、フタル酸エステル系可塑剤のように極性の低い可塑剤を用いた場合には、可塑化状態が不良となり、良好な塗膜を得ることができない。
【0007】
また、同様にコアシェル構造粒子を用いたプラスチゾルが提案されている(例えば、特許文献6参照。)。ここではコアシェル構造粒子といっても、均一構造粒子を製造し、これを後にアルカリ加水分解処理を行うことによって、粒子のごく表層部のエステル基をカルボキシル基に変換するというものである。したがって、シェル部の厚みはきわめて薄く、実質的に粒子の体積の1%前後かそれ以下にすぎない。したがって、シェル部の役割として期待される貯蔵安定性の改良効果はきわめて低い。またアルカリ加水分解により導入されたシェル部は、酸価が非常に高くなっており、可塑剤に対する相溶性が非常に低く、成膜性を著しく低下させる。またこのような高酸価のシェル部は、プラスチゾル中で重合体粒子が構造粘性を作ることに寄与するため、プラスチゾルの粘度が高くなる等、作業性が低下するという弊害がある。
【0008】
さらに、組成の異なるモノマーを段階的に重合することにより、コアシェル構造を構成したコアシェル構造粒子を用いたプラスチゾルの他の例が提案されている(例えば、特許文献7参照。)。ここでは、プラスチゾルの貯蔵安定性を発現するために可塑剤に対して非相溶性のシェルを用いており、多くの可塑剤に対して低い相溶性を示すメチルメタクリレートを80重量%以上共重合したシェルを用いている。しかしながら、相溶性がきわめて低いシェルは、貯蔵安定性においては有利であるが、ゾルの成膜性、得られる塗膜の強度、伸度、透明性、基材に対する密着性、防音性、制振性など各種性能において劣るという傾向を有し、特に可塑剤の保持性において劣るため、可塑剤のブリードアウトを発生しやすく、実用的ではない。
【0009】
基本的に可塑剤に対する相溶性を示すコア部と、可塑剤に対して非相溶性を示すシェル部とからなるコアシェル重合体を用いるコアシェル構造粒子を用いたごく基本的な性能を有するプラスチゾルのさらなる例が提案されている(例えば、特許文献8〜9参照。)。しかしながら、工業的に実用化するためには、きわめて高い物性が要求されることになり、その点においては特許文献8〜9により提案された重合体は、可塑剤との相溶性のバランスが最適化されておらず、貯蔵安定性及び塗膜の可塑剤保持性のいずれも低いレベルであり、工業的な実用化には不適当である。
また、可塑剤として、非芳香族系ゴム用軟化剤を使用する場合は、常温で樹脂と混合してゾル状を維持するためには、大量の軟化剤を必要とし、そのブリードアウトによる弊害が問題となっていた。
【0010】
このように、プラスチゾルの最も基本的な性質である貯蔵安定性と可塑剤保持性を両立させるために、アクリルゾルについて種々の検討がなされているものの、塩ビゾル代替材料としてはいずれも満足な結果が得られず、工業的な実用レベルに達していないのが現状であった。
また、プラスチゾルにおいて上記本質的問題があったため、特に軽量化への取り組みや制振性、防音性、密着性を要求される分野への応用は、実用レベルではなされていないのが現状であった。
【0011】
【特許文献1】
特開昭60−258241号公報
【特許文献2】
特開昭61−185518号公報
【特許文献3】
特開昭61−207418号公報
【特許文献4】
特開平5−255563号公報
【特許文献5】
特開平5−279539号公報
【特許文献6】
特開平6−322225号公報
【特許文献7】
特開昭53−144950号公報
【特許文献8】
特開平7−233299号公報
【特許文献9】
特開平8−295850号公報
【0012】
【発明が解決しようとする課題】
本発明の目的は、上記問題点に鑑み、ポリ塩化ビニル系樹脂ゾルと同様の貯蔵性を有し、220℃以下の低温領域で回転成形が可能で、優れた室温流動性及び溶融樹脂流動性を有し、室温での経時変化が極めて小さいゾル溶媒組成物、それを用いたゾル状熱可塑性樹脂組成物及びそれを用いた軽量、制振性、遮音性に優れる成形体を提供することにある。
【0013】
【課題を解決するための手段】
本発明者は、上記課題を解決するため、室温で安定したゾル状態を確保し、熱処理によって可塑剤として機能する溶媒と樹脂の組み合わせの検討を鋭意行ってきた結果、水系溶媒、界面活性剤、発泡剤、必要に応じて、粘度調整剤、消泡剤をブレンドし、更に、熱可塑性樹脂を共にブレンドすることにより、塗布、スプレー塗装、回転成形、ディッピング成形などのゾル成形可能な組成物が得られることを見出し、本発明を完成させた。得られたゾル状熱可塑性樹脂組成物は、優れた室温流動性、溶融樹脂流動性を有し、室温での粘度の経時変化が極めて小さく、得られる成形体は軽量で遮音性、制振性、密着性に優れるものである。
【0014】
請求項1に記載の発明は、(1)ポリオレフィン系樹脂を250μm未満の粒径に調節する工程と、
(2)(a)水系溶媒、(b)界面活性剤、(c)発泡剤および前記粒径の調節されたポリオレフィン系樹脂を混合する混合工程と、
を有し、
前記混合工程が、(a)水系溶媒100重量部に対して、(b)界面活性剤0.1〜30重量部、(c)発泡剤0.1〜10重量部および前記粒径の調節されたポリオレフィン系樹脂5〜250重量部を混合する工程であることを特徴とするゾル状熱可塑性樹脂組成物の製造方法である。
請求項2に記載の発明は、前記混合工程において、さらに、(d)粘度調整剤0.1〜10重量部が混合されることを特徴とする請求項1に記載のゾル状熱可塑性樹脂組成物の製造方法である。
請求項3に記載の発明は、前記混合工程において、さらに、(e)消泡剤0.1〜10重量部が混合されることを特徴とする請求項1又は2に記載のゾル状熱可塑性樹脂組成物の製造方法である。
請求項4に記載の発明は、(b)界面活性剤が、ノニオン、カチオンまたはアニオン系界面活性剤であり、そのHLBが7〜13であることを特徴とする請求項1〜3のいずれか1項に記載のゾル状熱可塑性樹脂組成物の製造方法である。
請求項5に記載の発明は、(c)発泡剤が、熱膨張マイクロカプセル、化学発泡剤、または物理発泡剤であることを特徴とする請求項1〜4のいずれか1項に記載のゾル状熱可塑性樹脂組成物の製造方法である。
請求項6に記載の発明は、(d)粘度調整剤が、HLBが4以上、7未満のノニオン、カチオンまたはアニオン系界面活性剤、ポリアクリル酸アンモニウム塩系、アクリル共重合物のアンモニウム塩系、HLBが4以上、7未満のシリコーン系、脂肪酸変性アルキド樹脂系、脂肪酸アミド系、HLBが4以上、7未満のパラフィン系、エポキシ変性パラフィン系、ウレタン変性ポリエーテル系及びヒマシ油系粘度調整剤からなる群から選ばれる少なくとも一つであることを特徴とする請求項2〜5のいずれか1項に記載のゾル状熱可塑性樹脂組成物の製造方法である。
請求項7に記載の発明は、(e)消泡剤が、脂肪酸エステル系、ウレア樹脂系、HLBが1以上、4未満のパラフィン系、HLBが1以上、4未満のシリコーン系、及びポリオキシアルキレングリコール系消泡剤からなる群から選ばれる少なくとも一つであることを特徴とする請求項3〜6のいずれか1項に記載のゾル状熱可塑性樹脂組成物の製造方法である。
請求項8に記載の発明は、前記ポリオレフィン系樹脂の重量平均分子量が、10,000〜250,000であることを特徴とする請求項1〜7のいずれか1項に記載のゾル状熱可塑性樹脂組成物の製造方法である。
【0027】
【発明の実施の形態】
1.組成物の構成成分
本発明の組成物は、(a)水系溶媒、(b)界面活性剤、(c)発泡剤、必要に応じて、(d)粘度調整剤、(e)消泡剤等を含有するゾル溶媒組成物、及び(a)水系溶媒、(b)界面活性剤、(c)発泡剤、必要に応じて、(d)粘度調整剤、(e)消泡剤等からなるゾル溶媒組成物成分と、(f)熱可塑性樹脂、必要に応じて、(g)その他の成分等を含有するゾル状熱可塑性樹脂組成物である。各組成物の構成成分を以下に説明する。
【0028】
(a)水系溶媒
本発明のゾル溶媒組成物に用いる水系溶媒(a)は、室温では組成物のゾル状態維持の溶媒として機能し、熱処理後には蒸発する。水系溶媒としては、本発明の機能を阻害しない限り特に制限がなく用いることができる。
水系溶媒とは、水を溶媒として使用している溶媒系を意味し、水単独を溶媒として使用したものが好ましいが、水にメタノール、エタノール、イソプロパノール、n−ブタノール、イソブタノール等などのC1〜C4アルコールやアセトンなどの親水性(特に水溶性)有機溶媒を添加してもよい。
【0029】
(b)界面活性剤
本発明のゾル溶媒組成物に用いる界面活性剤(b)としては、ノニオン系、カチオン系またはアニオン系界面活性剤のいずれの界面活性剤であってもよい。中でも、ノニオン系界面活性剤が好ましい。ノニオン系界面活性剤としては、例えば、エーテル型、エーテルエステル型、エステル型、含窒素型のノニオン系界面活性剤が挙げられる。
上記ノニオン系界面活性剤としては、例えば、ポリオキシエチレンラウリルアルコール、ポリオキシエチレンラウリルエーテル、ポリオキシエチレンオレイルエーテル等のポリオキシエチレン高級アルコールエーテル類;ポリオキシエチレンオクチルフェニルエーテル、ポリオキシエチレンノニルフェニルエーテル等のポリオキシエチレンアルキルアリールエーテル類;ポリオキシエチレングリコールモノステアレート等のポリオキシエチレンアシルエステル類;ポリプロピレングリコールエチレンオキサイド付加物;ポリオキシエチレンソルビタンモノラウレート、ポリオキシエチレンソルビタンモノステアレート等のポリオキシエチレンソルビタン脂肪族エステル類;アルキルリン酸エステル、ポリオキシエチレンアルキルエーテルリン酸エステル等のリン酸エステル類;セルロースエーテル類等が使用される。
その中でも、アルキルおよびアルキルアリルポリオキシエチレンエーテル、アルキルアリルホルムアルデヒド縮合ポリオキシエチレンエーテル、ポリオキシプロピレンを親基油とするブロックポリマー、ポリオキシエチレンポリオキシプロピルアルキルエーテル等のエーテル型ノニオン系界面活性剤が好ましく、これらは、単独でも、2種以上を併用して用いても良い。
【0030】
本発明の組成物に用いる界面活性剤のHLB(親水基と親油基とのバランス)は、7〜13であることが好ましく、より好ましくは8〜11である。HLBが13を超えると、親油性が低下し、成分(a)中での成分(f)の分散性が低下する。一方、3未満であると親水性が低下し、成分(a)中での成分(b)の分散性及び、成分(a)中での成分(f)の分散性が低下する。
【0031】
なお、HLB価を化学構造から算出する方法には種々のものがあるが、それらのうち、本発明に用いるHLB価の計算式と、その計算式に用いる代表的な親水基と親油基の基数を下記式(1)及び下記表1に示す。
HLB=7+S(親水基の基数)+S(親油基の基数)・・・(1)
【0032】
【表1】
成分(b)の配合量は、成分(a)100重量部に対して、0.1〜30重量部であり、好ましくは2.5〜30重量部である。配合量をこの範囲に限定することにより、本発明の溶媒組成物は、1時間以上分離せず、混和性に優れる組成物とすることができ、この範囲をはずれると攪拌後しばらくすると分離してしまう。また、ゾル状熱可塑性樹脂組成物では配合量が30重量部を超えると、揮発成分が多くなり、製品中に気泡が発生し、成形品表面へのブリードも生ずる。一方、0.1重量部未満では、ゾル溶媒の混和性が悪化することによりゾル成形においては成形性が悪化する。
【0034】
(c)発泡剤
本発明のゾル溶媒組成物に用いる発泡剤(c)は、成形時に発泡することにより製品の軽量化、遮音性等の機能を付与する性質を有し、(c)成分としては、熱膨張マイクロカプセル、化学発泡剤、物理発泡剤等を挙げることができる。
【0035】
上記熱膨張マイクロカプセルは、熱膨張によって体積膨張を生じ、比重を低下させる効果を発揮する発泡剤である。すなわち、マイクロカプセル内に熱膨張性の物質を封じ込め、加熱により該熱膨張性物質を膨張させて体積を膨張させる発泡剤であり、均一な微細セルが得られる。
本発明で用いる熱膨張性マイクロカプセルの熱膨張温度は、120〜300℃が好ましく、より好ましくは140〜260℃である。熱膨張性マイクロカプセルの熱膨張温度が120℃未満であると、外殻成分のメチルメタアクリル酸(MMA)、アルリロニトリル(AN)などが、成分(b)界面活性剤によって軟化し、熱処理時に外殻が破壊されるだけでなく、得られた熱膨張性熱可塑性樹脂組成物の耐熱性が悪化する。300℃を超えると熱可塑性樹脂組成物の成形加工温度範囲で熱膨張しなくなる。
ここで、120〜300℃の温度で膨張する熱膨張性マイクロカプセルとしては、平均粒径1〜50μmが必要であり、1μmより小さいと組成物中への分散が不十分となり、50μmより上では組成物から得られる成形品の強度が大きく低下する。また、膨張倍率は10〜100倍が好ましく、10倍未満であると十分な発泡倍率が得られず、100倍を超えると均一微細なセルが得られ難くなる。このような熱膨張性マイクロカプセルとしては、塩化ビニリデン・アクリロニトリルコポリマーを外殻とし、イソブタンを内包したエクスパンセルが、エクスパンセル社から市販されている。
【0036】
上記化学発泡剤は、加熱時に分解して発泡ガスを発生せしめる発泡剤であって、有機系化学発泡剤と無機系化学発泡剤がある。
有機系化学発泡剤としては、例えば、N,N’−ジメチル−N,N’−ジニトロソテレフタルアミド、N,N’−ジニトロソペンタメチレンテトラミン等のニトロソ化合物;ジエチルアゾカルボキシレート、アゾジカルボンアミド、アゾビスイソブチロニトリル、アゾシクロヘキシルニトリル、アゾジアミノベンゼン、アゾジカルボン酸バリウム等のアゾ化合物;ヒドラジン、トリヒドラジントリアジン等のヒドラジン化合物;ベンゼンスルホニルヒドラジド、トルエンスルホニルヒドラジド、4,4’−オキシビス(ベンゼンスルホニルヒドラジド)、ジフェニルスルホン−3,3’−ジスルホニルヒドラジド等のスルホニルヒドラジド化合物;テレフタルアジド、カルシウムアジド、4,4’−ジフェニルスルホニルアジド、p−トルエンスルホニルアジド等のアジド化合物;p、p’−オキシビス(ベンゼンスルホニルカルバジド);シュウ酸誘導体等が挙げられる。これらの発泡剤は、1種単独または複数の組合せを用いることができる。
また、無機系化学発泡剤としては、炭酸水素ナトリウム、炭酸ナトリウム、炭酸水素アンモニウム、炭酸アンモニウム、亜硝酸アンモニウム等が挙げられる。これらの発泡剤は、1種単独または複数の組合せを用いることができる。
さらに発泡助剤を併用することによって、発泡効果をより高めることができる。発泡助剤としては、酸化亜鉛、硫酸鉛、尿素、ステアリン酸亜鉛等が用いられる。また、発泡剤がジニトロソペンタメチレンテトラミンの場合には、発泡助剤としては、サルチル酸、フタル酸、ホウ酸、尿素樹脂等が用いられる。
【0037】
上記物理発泡剤は、熱操作、圧力操作により被発泡体に封じ込めた発泡剤を膨張させて発泡させる発泡剤であって、例えば、ペンタン、ブタン等の揮発性の炭化水素、ハロゲン化炭化水素、窒素ガス、炭酸ガス、水などが挙げられる。
【0038】
本発明の組成物において用いられる発泡剤は、(f)熱可塑性樹脂成分の種類により、上記発泡剤を適宜使い分けるのが好ましい。
【0039】
成分(c)の配合量は、成分(a)100重量部に対して、0.1〜10重量部であり、好ましくは0.3〜5重量部である。本発明のゾル溶媒組成物では、配合量が10重量部を超えると、溶媒の混和性が悪化する。一方、0.1重量部未満では、添加量が少なすぎて混和しにくくまた分離しやすくなる。ゾル状熱可塑性樹脂組成物においては、配合量が10重量部を超えると、成分(c)の凝集により製品の機械特性が低下し、0.1重量部未満では、充分な発泡製品が得られない。
また、成分(c)を本発明における成分(a)と(b)の特定の比率からなるゾル溶媒組成物に含ませることにより、より均一な発泡を(f)熱可塑性樹脂に起こさせることができる。
【0040】
(d)粘度調整剤
本発明のゾル溶媒組成物においては、必要に応じて、粘度調整剤(d)成分を含有させることができる。粘度調整剤(d)成分は、ゾル溶媒に添加することにより、消泡剤(e)成分のゾル溶媒中での混和性向上、及び熱可塑性樹脂成分(f)を含むゾル状熱可塑性樹脂組成物の粘度調整機能を有する。そのため、当該成分を含むことにより、成形性が極めて良好となる。
【0041】
粘度調整剤(d)成分としては、有機系粘度調整剤、無機系粘度調整剤の何れでも良く、以下の化合物が挙げられる。
有機系の粘度調整剤としては、例えば、ウレタン変性ポリエーテル、ポリエーテル・エステル型のノニオン系界面活性剤、カチオン系界面活性剤、アニオン系界面活性剤(ただし、HLB値は4以上、7未満が好ましく、5以上、7未満がより好ましい。);ポリアクリル酸アンモニウム塩、アクリル共重合物のアンモニウム塩等のポリアクリル酸誘導体;シリコーン類(HLBが4以上、7未満);パラフィン系化合物(HLBが4以上、7未満)、エポキシ変性パラフィン;脂肪酸変性アルキド樹脂;ステアリン酸、パルミチン酸、オクチル酸のアルミニウム、亜鉛、カルシウム塩等の金属石けん;脂肪酸アミド、ポリアマイド誘導体、ポリカルボン酸アミド等のアマイドワックス、ポリエーテル・エステル型ワックス、硫酸エステル型ワックス、変性ポリエチレンワックス等の合成ワックス;酸化ポリエチレン;重合アマニ油;ベンジリデンソルビトール系化合物;水添ひまし油及びその誘導体のヒマシ油系化合物;重合植物油;高分子量ポリカルボン酸;高分子量ポリカルボン酸塩;高分子量ポリカルボン酸エステル等が挙げられる。
また、無機系粘度調整剤としては、例えば、アミン変性ベントナイト、アミン変性ヘクライト等の有機粘土(ベントナイト);超微粒子シリカからなるコロイド状シリカ;極微粒子表面処理炭酸カルシウム等が挙げられる。
これらの中では、HLBが4以上、7未満のノニオン系、カチオン系またはアニオン系の界面活性剤、ポリアクリル酸アンモニウム塩、アクリル共重合物のアンモニウム塩、HLBが4以上、7未満のシリコーン、脂肪酸変性アルキド樹脂、脂肪酸アミド、HLBが4以上、7未満のパラフィン系化合物、エポキシ変性パラフィン、またはヒマシ油系粘度調整剤等が好ましく、これらは、単独でも、2種以上を併用して用いても良い。
【0042】
成分(d)の配合量は、配合する場合は、成分(a)100重量部に対して、0.1〜10重量部であり、好ましくは0.3〜5重量部である。配合量が10重量部を超えると、得られるゾル成形品表面外観が悪化し、ベタツキが顕著になるため、外観を重視する用途以外で使用される。
【0043】
(e)消泡剤
本発明のゾル溶媒組成物においては、必要に応じて、消泡剤(e)成分を含有させることができる。消泡剤(e)成分は、ゾル溶媒に添加することにより、粘度調整剤(d)成分のゾル溶媒中での混和性向上と消泡、及び熱可塑性樹脂成分(f)を含むゾル状熱可塑性樹脂組成物の消泡機能を有する。そのため、当該成分を含むことにより、成形性が極めて良好となる。
【0044】
消泡剤(e)成分としては、シリコーン系化合物、非シリコーン系化合物の何れでも良く、以下の化合物が挙げられる。
シリコーン系化合物としては、HLBが1以上、4未満のポリシロキサン共重合物等が挙げられる。
非シリコーン系化合物化合物としては、脂肪酸エステル系化合物、ウレア樹脂系化合物、HLBが1以上、4未満のパラフィン系化合物、ポリオキシアルキレングリコール系化合物、アクリルエステル共重合物、エステル系重合物、エーテル系重合物、ミネラルオイルの乳化タイプ、ポリシロキサンアダクト、フッ素系化合物、ビニル系重合物、アセチレンアルコール、アクリル系ポリマー、特殊ビニル系ポリマー、エチレングリコール、高級アルコール(オクチルアルコール、シクロヘキサノール等)、HLB値は1以上、4未満、好ましくは2以上、4未満の非イオン系界面活性剤等が挙げられる。
これらの中では、脂肪酸エステル系化合物、ウレア樹脂系化合物、HLBが1以上、4未満のパラフィン系化合物、ポリオキシアルキレングリコール系化合物、HLBが1以上、4未満のシリコーン系化合物等が好ましく、これらは、単独でも、2種以上を併用して用いても良い。
【0045】
成分(e)の配合量は、配合する場合は、成分(a)100重量部に対して、0〜10重量部であり、好ましくは0.3〜5重量部である。配合量が10重量部を超えると、得られるゾル成形品表面外観が悪化し、ベタツキが顕著になるため、外観を重視する用途以外に使用される。
【0046】
なお、上記成分(b)、(d)、(e)で重複する化合物名のものは、以下の基準でHLBにより区別することが可能である。
重複成分の内、成分(b)に属するものは、HLBが7〜13であり、成分(d)に属するものは、HLBが4以上、7未満であり、成分(e)に属するものは、HLBが1以上、4未満である。
【0047】
(f)熱可塑性樹脂
本発明のゾル状熱可塑性樹脂組成物で用いる熱可塑性樹脂(f)成分としては、特に制限はないが、ポリオレフィン系樹脂、スチレン系樹脂を好ましく用いることができる。
ポリオレフィン系樹脂としては、エチレン、プロピレン、ブテン−1、ヘキセン−1、4−メチル−ペンテン−1などのα−オレフィンの単独重合体、その2種以上の共重合体、あるいはα−オレフィンと他の重合性単量体との共重合体、例えば、エチレン−酢酸ビニル共重合体、エチレン−(メタ)アクリル酸共重合体、エチレン−(メタ)アクリレート共重合体(エチレン−アクリル酸メチル共重合体、エチレン−アクリル酸エチル共重合体、エチレン−メタクリル酸メチル共重合体等)等が挙げられ、単独でも、2種類以上を併用して用いることができる。その他、オレフィン系樹脂として共役ジエンブロック共重合体の水素添加物(例えば、CEBC:オレフィン結晶ブロック−エチレン・ブテンランダムのブロック−オレフィン結晶ブロック)が挙げられる。これらの中では、エチレンの単独重合体、エチレンと他のα−オレフィンの共重合体が好ましく、特に、シングルサイト触媒を用いて重合されたエチレン−ヘキセン−1共重合体、エチレン−オクテン−1共重合体を主成分とする低温下での耐衝撃性等が改良されたエラストマータイプのエチレン系共重合体が好ましい。
【0048】
スチレン系樹脂としては、例えば、ポリスチレン樹脂、アクリロニトリル・スチレン共重合体(AS樹脂)、アクリロニトリル・共役ジエン・スチレン共重合体(ABS樹脂)、メタクリル酸エステル・スチレン共重合体(MS樹脂)、メタクリル酸エステル・共役ジエン・スチレン共重合体(MBS樹脂)、スチレン・無水マレイン酸共重合体(SMA樹脂)、スチレン・共役ジエン共重合体及びそれらの水素添加共重合体(SBS(スチレン−ブタジエン−スチレン共重合体)、SIS(スチレン−イソプレン−スチレン共重合体)、SIBS(スチレン−イソプレン・ブタジエン−スチレン共重合体)、SEB(スチレン−エチレン・ブタジエン共重合体)、SEBS(スチレン−エチレン・ブテン−スチレン共重合体)、SEP(スチレン−エチレン・プロピレン共重合体)、SEPS(スチレン−エチレン・プロピレン−スチレン共重合体)、SEEPS(スチレン−エチレン・エチレン・プロピレン−スチレン共重合体)、SBBS(部分水添スチレン−ブタジエン−スチレン共重合体)、スチレン系エラストマー組成物(例えば、スチレン・共役ジエン共重合体及び/又はその水素添加共重合体と非芳香族系ゴム用軟化剤、ポリオレフィン系樹脂等から成る組成物)等を挙げることができる。
【0049】
また、熱可塑性樹脂成分(f)は、その重量平均分子量が、10,000〜250,000であることが好ましく、より好ましくは30,000〜200,000である。重量平均分子量が250,000を超えると、成形性が悪化し、10,000未満では機械特性が低下する。
【0050】
さらに、熱可塑性樹脂成分(f)は、回転成形等に用いるためには、粉状または粒状であることが好ましい。その粒径は、10Tylerメッシュ(1.651mm)以下が好ましく、より好ましくは14〜100Tylerメッシュ(1.168〜0.147mm)である。
【0051】
なお、成分(f)の粒状の形状は、さまざまな方法で制御可能である。すなわち、重合によってパウダー状またはマイクロペレット状のポリマー粒子を直接得る方法、通常の方法によるペレット造粒後に冷凍粉砕する方法、常温粉砕する方法等の公知の方法を用いることができる。
【0052】
成分(f)の配合量は、成分(a)100重量部に対して、5〜250重量部、好ましくは20〜200重量部である。配合量が250重量部を超えると、室温でのゾル状態、成形性が悪化する。一方、5重量部未満では、機械特性、ブリード、製品外観が悪化し、樹脂成分として使用できるものではなくなる。
【0053】
(g)非芳香族系ゴム用軟化剤
本発明のゾル状熱可塑性樹脂組成物には、必要に応じて、(g)非芳香族系ゴム用軟化剤成分を配合することができる。(g)成分としては、非芳香族系の鉱物油または液状もしくは低分子量の合成軟化剤を挙げることができる。ゴム用として用いられる鉱物油軟化剤は、芳香族環、ナフテン環およびパラフィン鎖の三者の組み合わさった混合物であって、パラフィン鎖炭素数が全炭素数の50%以上を占めるものはパラフィン系、ナフテン環炭素数が30〜40%のものはナフテン系、芳香族炭素数が30%以上のものは芳香族系と呼ばれて区別されている。
【0054】
本発明の成分(g)として用いられる鉱物油系ゴム用軟化剤は、区分でパラフィン系およびナフテン系のものである。芳香族系の軟化剤は、その使用により組成物の物性の向上が図れないので好ましくない。成分(g)としては、パラフィン系のものが好ましく、更にパラフィン系の中でも芳香族環成分の少ないものが特に適している。また、液状もしくは低分子量の合成軟化剤としては、ポリブテン、水素添加ポリブテン、低分子量ポリイソブチレン等が挙げられる。
【0055】
これらの非芳香族系ゴム用軟化剤の性状は、37.8℃における動的粘度が20〜50,000cSt、100℃における動的粘度が5〜1,500cSt、流動点が−10〜−15℃、引火点(COC)が170〜300℃を示すのが好ましい。さらに、重量平均分子量が100〜2,000のものが好ましい。
【0056】
成分(g)の配合量は、配合する場合は、成分(a)100重量部に対して、0.1〜100重量部であり、好ましくは1〜50重量部である。配合量が100重量部を超えると、得られるゾル状熱可塑性樹脂組成物から軟化剤がブリードアウトしやすくなる。
【0057】
(h)その他の成分
本発明のゾル溶媒組成物及びゾル状熱可塑性樹脂組成物においては、さらに、本発明の目的を損なわない範囲で、熱安定剤、酸化防止剤、光安定剤、紫外線吸収剤、結晶核剤、ブロッキング防止剤、シール性改良剤、ステアリン酸、シリコーンオイル等の離型剤、ポリエチレンワックス等の滑剤、着色剤、顔料、アルミナ等の無機充填剤、難燃剤(水和金属化合物、赤燐、ポリりん酸アンモニウム、アンチモン、シリコーン)などを配合することができる。
酸化防止剤としては、例えば、2,6−ジ−tert−p−ブチル−p−クレゾール、2,6−ジ−tert−ブチルフェノール、2,4−ジメチル−6−tert−ブチルフェノール、4,4−ジヒドロキシジフェニル、トリス(2−メチル−4−ヒドロキシ−5−tert−ブチルフェニル)ブタン等のフェノール系酸化防止剤、ホスファイト系酸化防止剤、チオエーテル系酸化防止剤等が挙げられる。このうちフェノール系酸化防止剤、ホスファイト系酸化防止剤が特に好ましい。
【0058】
2.ゾル溶媒組成物及びゾル状熱可塑性樹脂組成物の製造
本発明のゾル溶媒組成物は、上記成分(a)、(b)及び(c)、必要に応じて、成分(d)、(e)、その他の成分を同時にあるいは任意の順に加えて常温で混合することにより製造することができる。
【0059】
また、本発明のゾル状熱可塑性樹脂組成物は、ゾル溶媒組成物の成分と成分(f)、必要に応じて、その他の成分を同時にあるいは任意の順に加えて常温で混合することにより製造することができる。
なお、成分(c)発泡剤は、製品の成形時に発泡させるようにすることが重要であり、その配合をする工程としては、ゾル溶媒組成物に含有させる方法、予め発泡剤を含有しないゾル状熱可塑性樹脂組成物を得、それに含有させる方法、ゾル溶媒組成物に含有させる方法、熱可塑性樹脂に含有させる方法、発泡剤のマスターバッチを粉砕してゾル溶媒組成物または熱可塑性樹脂に含有させる方法等を用いて行うのが好ましい。
【0060】
具体的には、例えば、(i)第一工程で成分(a)、成分(b)、成分(c)を常温にて混合し、第二工程で成分(f)を添加・混練してゾル状熱可塑性樹脂組成物を得る方法、
(ii)第一工程で成分(a)、成分(b)、成分(f)を常温にて混合し、第二工程で成分(c)を添加・混練してゾル状熱可塑性樹脂組成物を得る方法、
(iii)第一工程で成分(a)と成分(b)を常温にて混合しゾル溶媒組成物を得、第二工程で、予め成分(c)と成分(f)を成分(c)の発泡温度以下で、溶融混練後マイクロペレット化、あるいは粉砕した粉体を常温で添加・混合してゾル状熱可塑性樹脂組成物を得る方法、
(iv)第一工程で成分(a)と成分(f)を常温にて混合し、第二工程で、成分(b)と成分(c)を常温で添加・混合してゾル状熱可塑性樹脂組成物を得る方法、
(v)第一工程で成分(a)と予め成分(c)と成分(f)を成分(c)の発泡温度以下で、溶融混練後ペレット化してその後粉砕した粉体とを常温で添加・混合してを常温にて混合し、第二工程で、成分(b)を添加・混合しゾル状熱可塑性樹脂組成物を得る方法、
【0061】
(vi)成分(f)に必要に応じて(d)〜(i)を加え常温で混合した後、成分(a)、(b)、(c)、を任意の順番で加え常温で混合する方法、
(vii)成分(f)に(c)を加え常温で混合した後、成分(a)、(b)を任意の順番で加え常温で混合する方法、
(viii)成分(f)に(b)を加え常温で混合した後、成分(a)、(c)を加え常温で混合する方法、
(ix)成分(f)に(a)を加え常温で混合した後、成分(b)、(c)を加え常温で混合する方法、
(x)成分(f)に(a)、(b)、(c)からなるゾル溶媒組成物を加え常温で混合する方法等を挙げることができる。
【0062】
混合の方法は、特に制限はなく、通常公知の方法を使用し得る。例えば、常温ミキサー、常圧オートクレーブ、ホモジナイザー等を使用し得る。
【0063】
上記のようにして得られた本発明のゾル溶媒組成物は、熱可塑性樹脂との相溶性に優れ、ポリ塩化ビニル系ゾル溶媒と同様の貯蔵性を有し、220℃以下の低温領域でのゾル成形が可能であり、かつ室温でゾル状態を長期に維持することが可能な組成物である。
したがって、従来のポリ塩化ビニル系ゾル溶媒に比べ、環境汚染が少なく、疑環境ホルモン物質を含まず、燃焼条件にかかわらず低ダイオキシンのゾル成形に有用な組成物である。
【0064】
また、上記のようにして得られたゾル溶媒組成物は、その粘度を10,000〜500,000mPa・s、好ましくは15,000〜300,000mPa・sになるように調整すると、塗布、スプレー塗装、ディッピング成形などのゾル成形性が向上する。
さらに、ゾル状熱可塑性樹脂組成物の粘度を300〜20,000mPa・s、好ましくは3,000〜10,000mPa・sになるように調整すると、塗布、スプレー塗装、回転成形などのゾル成形性、発泡成形性が向上し、ゾル発泡成形用熱可塑性樹脂組成物として用いることが容易である。
【0065】
さらに、本発明のゾル状熱可塑性樹脂組成物は、ポリ塩化ビニル系ゾルと同様の貯蔵性を有し、220℃以下の低温領域でのゾル発泡成形が可能であり、室温での経時変化が小さく、回転成形用をはじめとして、種々のゾル発泡成形用途におけるゾル発泡成形用熱可塑性樹脂組成物として用いることができる。
したがって、従来のポリ塩化ビニル系ゾルに比べ、環境汚染が少なく、疑環境ホルモン物質を含まず、燃焼条件にかかわらず低ダイオキシンのゾル成形に有用な組成物であるので、その成形体としては、次に示す種々の分野の製品に適している。
【0066】
自動車分野においては、自動車のインストルメントパネル、コンソールボックス、アームレスト、ヘッドレスト、ドアトリム、リアパネル、ピラートリム、サンバイザー、トランクルームトリム、トランクリッドトリム、エアーバック収納ボックス、シートバックル、ヘッドライナー、グローブボックス、ステアリングホイールカバー、天井材などの内装表皮材、キッキングプレート、チェンジレバーブーツ、天井材などの内装成形体、スポイラー、サイドモール、ナンバープレートハウジング、ミラーハウジング、エアダムスカート、マッドガードなどの自動車外装部品の成形体やボディーのアンダーコート等に適する。
【0067】
家電・OA機器分野においては、テレビ、ビデオ、洗濯機、乾燥機、掃除機、クーラー、エアコン、リモコンケース、電子レンジ、トースター、コーヒーメーカー、ポット、ジャー、食器洗い器、電気カミソリ、ヘアードライヤー、マイク、ヘッドホーン、ビューテイー器具、CD・カセット収納箱、パーソナルコンピューター、タイプライター、映写機、電話、コピー機、フアクシミリ、テレックスなどのハウジングおよび該ハウジングの表皮材に適する。
【0068】
スポーツ用品分野においては、スポーツシューズ装飾部品、各種球技のラケット・スポーツ機器・用品のグリップ、自転車・二輪車・三輪車のサドル表皮材およびハンドルグリップなどに適する。
【0069】
建築・住宅分野においては、家具・机・椅子などの表皮材、門・扉・塀などの表皮材、壁装飾材料・天井装飾材料・カーテンウォールの表皮材、台所・洗面所・トイレなどの屋内用床材、ベランダ・テラス・バルコニー・カーポートなどの屋外用床材、玄関マット・テーブルクロス・コースター・灰皿敷などの敷物に適する。
【0070】
工業用品分野においては、電動工具類のグリップ・ホースおよびその表皮材、パッキング材料に適する。
【0071】
それ以外にも、食品サンプル・かばん・ケース類・フアイル・手帳・アルバム・文房具・カメラボディー・OAサプライ品・人形やその他玩具等の表皮材、また、時計バンドなどの成形体、額の外枠およびその表皮材に適している。
【0072】
上記用途の中でも自動車内外装部品用(ボディーアンダーカバー用、内装カバーリング材用、表皮用等)、玩具用、化粧用、人形顔表皮用、装飾柱用、コンテナ用、電機部品用(絶縁カバー用、保護膜用等)、電気工具用、ロール用、ドラム用、エンドレスベルト用、防水布用、床材用、壁材用、鋼板コート材用、レザー用、缶コート用、マーキングフィルム、王冠シール用、手袋用(炊事用、医療用、ディスポ用)、オーバーシューズ用、カヌーなどスポーツ用等におけるゾル成形製品に特に有用である。
【0073】
【実施例】
以下実施例、比較例を用いて本発明を詳細に説明するが、本発明は、実施例のみに限定されるものではない。なお、実施例で用いた評価方法及び原料は以下の通りである。
【0074】
1.ゾル溶媒組成物の評価方法
(1)ゾル溶媒の分散:(a)〜(e)、必要に応じてその他の成分を混合した溶媒を室温に放置し、相分離の程度を次の基準で評価した。
○:混合後1時間経過しても相分離が発生しない。
△:混合後1時間以内に(d)粘度調整剤、または(e)消泡剤の相分離のみが発生する。
×:混合後1時間以内に(a)水系溶媒と(b)界面活性剤の相分離が発生する。
【0075】
2.ゾル状熱可塑性樹脂組成物の評価方法
(1)粘度:JIS K 7117−2に基づいて、40℃の環境下でC型回転粘度計(TVC−5型:東機産業(株))を用いて定せん断速度(回転数20rpm)で、さらに測定粘度に合わせてロータの交換を行い粘度測定試験を行い、単位はmPa・sで求めた。また、23℃×1週間放置後、23℃×2週間放置後の40℃の粘度を測定し経時変化を見た。
(2)比重:JIS K 7112に準拠し、試料はオーブン温度180℃×5分の熱処理で得られた130×130×2mm厚のシートを用いて測定を行った。
(3)硬さ:JIS K 6253に準拠して測定した。試料はオーブン温度180℃×5分の熱処理で得られた130×130×2mm厚のシートを重ね合わせて4mm厚以上にして測定を行った。
(4)引張強さ、100%モジュラス、伸び:JIS K 6251に準拠し測定した。試料はオーブン温度180℃×5分の熱処理で得られた130×130×2mm厚のシートを用い、試験片は3号ダンベルとした。
(5)回転成形性:透明摺りメスフラスコ(硬質ガラス製)100mlに、40℃の粘度を5、000mPa・sに調整した本発明の組成物30gを注入し、180℃オーブン中にセットする。2分毎に10分間メスフラスコを手で振り製品を作成した後、水冷しピンセットで取り出す。得られた製品を次の基準で評価した。
◎:ピンホールがなく、製品表面のガラス転写性が良好で、艶むらもない。
○:取り出し時に破れが生じる。
×:ピンホール、破れが存在したり、艶むらがある。
(6)塗布成形性:40℃の粘度を20,000mPa・sに調整した組成物10gをクロムメッキ鋼シートの上に塗布し、約1.0〜1.5mm厚に延伸した後、180℃オーブン中にセットする。5分後にクロムメッキ鋼シートと成形フィルムを水冷し、フィルムを剥がして乾燥させる。得られたフィルムを次の基準で評価した。
◎:ピンホールがなく、表面が平滑で、艶むらもない。
○:ピンホール、艶むらがなく、平面も平滑であるが、剥がすことができる。
×:ピンホール、破れが存在したり、艶むらがある。
(7)スプレー塗装性:40℃の粘度を5,000mPa・sに調整した組成物を5Lのステンレス噴霧器(タンク耐圧=5kg/cm2、平均使用圧力=3.5kg/cm2、ノズル径=0.5mm)に入れ、クロムメッキ鋼シートの上に適量噴霧し、140℃オーブン中にセットする。15分後にクロムメッキ鋼シートと成形フィルムを水冷し、フィルムを剥がして乾燥させる。得られたフィルムを次の基準で評価した。
◎:ピンホールがなく、表面が平滑で、艶むらもない。
○:ピンホール、艶むらがなく、平面も平滑であるが、剥がすことができる。
×:ピンホール、破れが存在したり、艶むらがある。
(8)ブリード評価:上記(6)で取り出した製品を水洗いした後、50℃×4時間オーブンで乾燥させた後、軟化剤のブリードについて次の基準で評価した。
◎:ベタツキ、ブリードがない。
○:わずかにタック感触がある。
×:ベタツキ、ブリードが見られる。
(9)発泡性評価:成形品断面の発泡状態を、ライト付顕微鏡ライトスコープFF−393(松下電器産業(株))を用いて30倍に拡大して目視により観察し、以下の基準で評価した。
◎:均一な大きさにセルが膨張し、均一に分散している。
○:セルの膨張状態がまちまちであるが、均一に分散している。
×:セルの膨張状態が不充分で、凝集しているか、連続している。
【0076】
2.使用原料
(a)水成分:通常の水道水
(b)ノニオン系界面活性剤成分:ノニオン E−205S(日本油脂(株)社製)、ポリオキシエチレンオレイルエーテル、HLB:9.0
(c)熱膨張マイクロカプセル成分:エクスパンセル 092DUX120(エクスパンセル社製)、粒子径:28〜38μm、膨張開始温度:116〜126℃、膨張終了温度:230〜240℃
(d)粘度調整材:Additol VXW6360(伊藤製油(株)社製)、ウレタン変性ポリエーテル30%、溶剤(2−(2−ブトキシ)エタノール)70%、HLB:6
(e)消泡剤:Additol VXW4909(伊藤製油(株)社製)、脂肪酸エステル化合物79%、溶剤(2−ブトキシエタノール)21%、HLB:2(f)ポリエチレン系樹脂粉体成分(PE):Engage EG8401(Dupont Dow Elastomer社製)比重:0.885、硬さ:85(ShoreA)、ムーニー粘度ML1+4(121℃):5以下、重量平均分子量:100,000をサンプル粉砕機SAM−0((株)奈良機械製作所製)を用いて液体窒素雰囲気で約3mm径ペレットの粉砕を2回行い、標準ふるいで60Tylerメッシュ(250μm)パスの粉体を得た。
(h)ヒンダードフェノール/フォスファイト/ラクトン系複合酸化防止剤(Antioxidant):HP2215(商標;チバスペシャリティケミカルズ社製)
【0077】
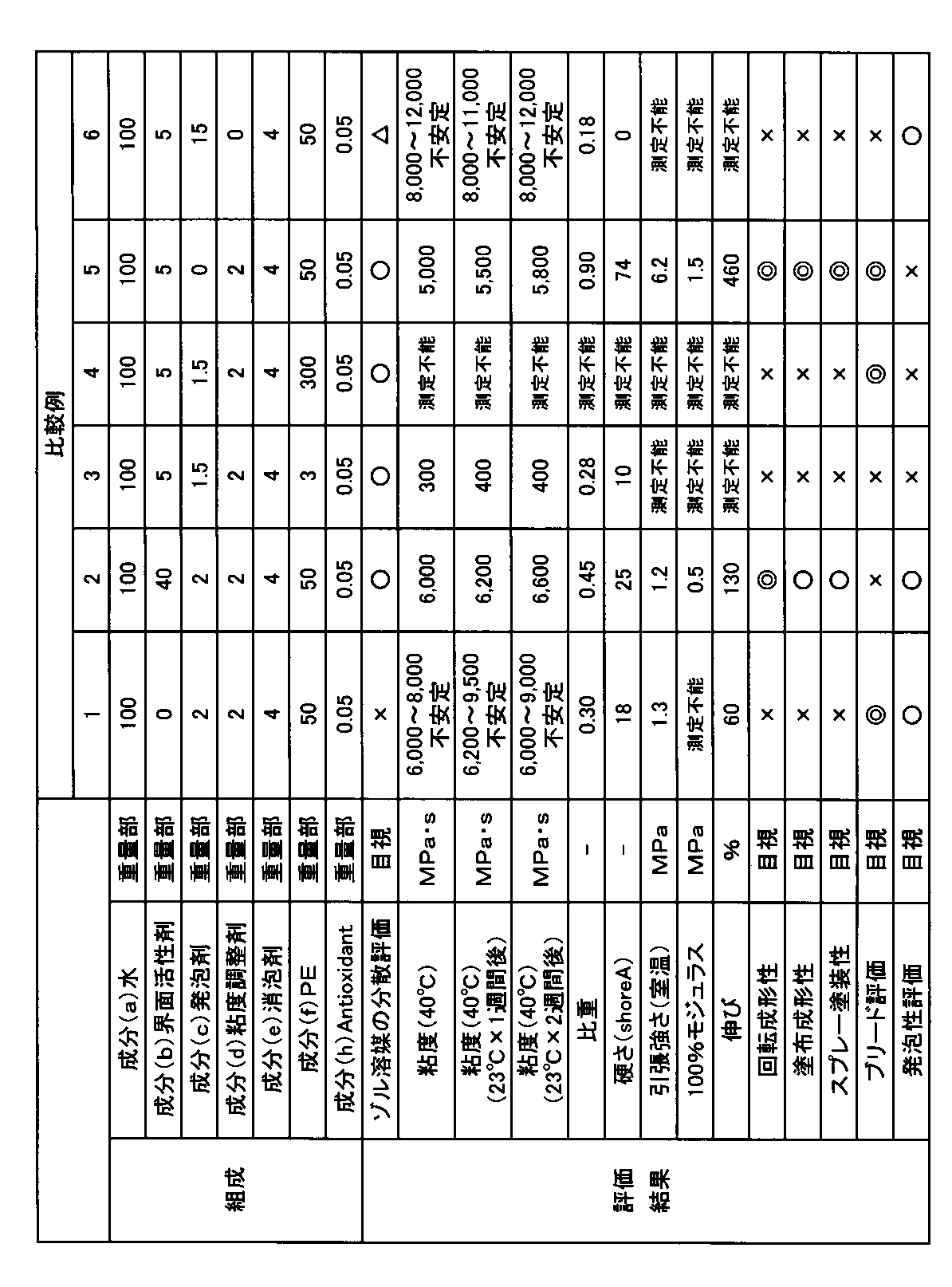
実施例1〜5、比較例1〜6
表2及び3に示す成分比で、成分(a)〜(e)を室温でホモジナイザーを用いて、攪拌翼回転500rpm、5分間混合を行い、ゾル溶媒組成物を得た。さらに、得られたゾル溶媒組成物に成分(f)を加えて、攪拌翼回転500rpm、5分間混合し、ゾル状熱可塑性樹脂組成物を得た。得られた組成物の物性を測定した。その結果を表2及び3に示す。
【0078】
実施例6
表2に示す成分比で、発泡剤成分(c)とPE成分(f)を二軸押出機を用いて樹脂温度120℃以下の混練で得られた約3mm径ペレットをサンプル粉砕機SAM−0((株)奈良機械製作所製)を用いて液体窒素雰囲気で粉砕を2回行い、標準ふるいで60Tylerメッシュ(250μm)パスの粉末を得た。さらにこの粉末とその他の成分を加え、室温でホモジナイザーを用いて、攪拌翼回転500rpm、5分間混合を行い、ゾル状熱可塑性樹脂組成物を得た。得られた組成物の物性を測定した。その結果を表2に示す。
【0079】
【表2】
【表3】
表2及び3より明らかなように、本発明のゾル状熱可塑性樹脂組成物は、回転成形性、塗装成形性、スプレー塗装性、ブリード評価に優れていた(実施例1〜6)。実施例6により、実施例1と同様に均一な発泡樹脂組成物を得ることができた。
一方、界面活性剤(b)を用いない組成物ではゾル溶媒の分散性が悪化し(比較例1)、界面活性剤(b)が多すぎると熱処理後の熱可塑性樹脂組成物からのブリードが顕著になる(比較例2)。
また、発泡剤(c)を用いない組成物では発泡の効果がなく、硬いものとなってしまい(比較例5)、発泡剤(c)が多すぎると熱処理後の熱可塑性樹脂組成物の形状や機械特性が悪化する(比較例6)。
さらに、熱可塑性樹脂(f)が少ないと熱処理後の熱可塑性樹脂組成物の形状や機械特性が悪化し(比較例3)、熱可塑性樹脂(f)が多すぎるとゾル状態が悪化する(比較例4)。
【0082】
【発明の効果】
本発明のゾル溶媒組成物及びゾル状熱可塑性樹脂組成物は、ポリ塩化ビニル系樹脂と同様の貯蔵性を有し、220℃以下の低温領域での回転成形が可能であり、室温での経時変化が小さく、かつ、従来のポリ塩化ビニル系ゾルに比べ、環境汚染が少なく、疑環境ホルモン物質を含まず、燃焼条件にかかわらず低ダイオキシンのゾル発泡成形用組成物として用いることができるので、自動車内外装部品用、玩具用、化粧用、人形顔表皮用、装飾柱用、コンテナ用、カヌーなどスポーツ用等におけるゾル発泡成形製品に有用である。
Claims (8)
- (1)ポリオレフィン系樹脂を250μm未満の粒径に調節する工程と、
(2)(a)水系溶媒、(b)界面活性剤、(c)発泡剤および前記粒径の調節されたポリオレフィン系樹脂を混合する混合工程と、
を有し、
前記混合工程が、(a)水系溶媒100重量部に対して、(b)界面活性剤0.1〜30重量部、(c)発泡剤0.1〜10重量部および前記粒径の調節されたポリオレフィン系樹脂5〜250重量部を混合する工程であることを特徴とするゾル状熱可塑性樹脂組成物の製造方法。 - 前記混合工程において、さらに、(d)粘度調整剤0.1〜10重量部が混合されることを特徴とする請求項1に記載のゾル状熱可塑性樹脂組成物の製造方法。
- 前記混合工程において、さらに、(e)消泡剤0.1〜10重量部が混合されることを特徴とする請求項1又は2に記載のゾル状熱可塑性樹脂組成物の製造方法。
- (b)界面活性剤が、ノニオン、カチオンまたはアニオン系界面活性剤であり、そのHLBが7〜13であることを特徴とする請求項1〜3のいずれか1項に記載のゾル状熱可塑性樹脂組成物の製造方法。
- (c)発泡剤が、熱膨張マイクロカプセル、化学発泡剤、または物理発泡剤であることを特徴とする請求項1〜4のいずれか1項に記載のゾル状熱可塑性樹脂組成物の製造方法。
- (d)粘度調整剤が、HLBが4以上、7未満のノニオン、カチオンまたはアニオン系界面活性剤、ポリアクリル酸アンモニウム塩系、アクリル共重合物のアンモニウム塩系、HLBが4以上、7未満のシリコーン系、脂肪酸変性アルキド樹脂系、脂肪酸アミド系、HLBが4以上、7未満のパラフィン系、エポキシ変性パラフィン系、ウレタン変性ポリエーテル系及びヒマシ油系粘度調整剤からなる群から選ばれる少なくとも一つであることを特徴とする請求項2〜5のいずれか1項に記載のゾル状熱可塑性樹脂組成物の製造方法。
- (e)消泡剤が、脂肪酸エステル系、ウレア樹脂系、HLBが1以上、4未満のパラフィン系、HLBが1以上、4未満のシリコーン系、及びポリオキシアルキレングリコール系消泡剤からなる群から選ばれる少なくとも一つであることを特徴とする請求項3〜6のいずれか1項に記載のゾル状熱可塑性樹脂組成物の製造方法。
- 前記ポリオレフィン系樹脂の重量平均分子量が、10,000〜250,000であることを特徴とする請求項1〜7のいずれか1項に記載のゾル状熱可塑性樹脂組成物の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003077686A JP4222504B2 (ja) | 2003-03-20 | 2003-03-20 | ゾル状熱可塑性樹脂組成物の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003077686A JP4222504B2 (ja) | 2003-03-20 | 2003-03-20 | ゾル状熱可塑性樹脂組成物の製造方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008200425A Division JP2008260956A (ja) | 2008-08-04 | 2008-08-04 | ゾル溶媒組成物及びゾル状熱可塑性樹脂組成物 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004285164A JP2004285164A (ja) | 2004-10-14 |
| JP4222504B2 true JP4222504B2 (ja) | 2009-02-12 |
Family
ID=33292375
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003077686A Expired - Lifetime JP4222504B2 (ja) | 2003-03-20 | 2003-03-20 | ゾル状熱可塑性樹脂組成物の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4222504B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008248187A (ja) * | 2007-03-30 | 2008-10-16 | Cci Corp | 減衰性塗料 |
| JP5258025B2 (ja) * | 2008-05-08 | 2013-08-07 | 株式会社ジェイエスピー | ポリエチレン系樹脂押出発泡体 |
| JP6262464B2 (ja) * | 2013-07-30 | 2018-01-17 | 松本油脂製薬株式会社 | 把持部品 |
-
2003
- 2003-03-20 JP JP2003077686A patent/JP4222504B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004285164A (ja) | 2004-10-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5413363B2 (ja) | 粉体成形用塩化ビニル系樹脂組成物、塩化ビニル系樹脂成形体、積層体、自動車内装材及び粉体成形用塩化ビニル系樹脂組成物の製造方法 | |
| EP1275688B1 (en) | Foamable thermoplastic composition containing volatile blowing agent and expandable microspheres | |
| CA2318633A1 (en) | Chlorinated vinyl resin/cellulosic blends: compositions, processes, composites, and articles therefrom | |
| TW200944558A (en) | Elastic molded foam based on polyolefin/styrene polymer mixtures | |
| US5308700A (en) | Thermoplastic elastomer powder for powder molding, powder molding method using the same and molded article thereof | |
| US5308699A (en) | Thermoplastic elastomer powder for powder slush molding powder slush molding method using the same and molded article thereof | |
| JP2008260956A (ja) | ゾル溶媒組成物及びゾル状熱可塑性樹脂組成物 | |
| JP4222504B2 (ja) | ゾル状熱可塑性樹脂組成物の製造方法 | |
| JP6448416B2 (ja) | 発泡樹脂シート用樹脂組成物、および、発泡樹脂シート | |
| JP5088805B2 (ja) | ロール加工性及びカレンダー加工性に優れた樹脂組成物 | |
| JP2009203397A (ja) | 粉末成形用樹脂組成物及び成形品 | |
| JP6515014B2 (ja) | 発泡成形用エラストマー組成物及び発泡成形体 | |
| JP2008223040A (ja) | ゾル状熱可塑性樹脂組成物 | |
| JP4231309B2 (ja) | ゾル状熱可塑性樹脂組成物の製造方法 | |
| JP4222505B2 (ja) | プラスチゾル成形用熱可塑性樹脂組成物 | |
| JP2004277556A (ja) | 熱可塑性エラストマー組成物 | |
| JP2506020B2 (ja) | 粉末成形用樹脂組成物 | |
| JP3377313B2 (ja) | 複合発泡成形体、それを用いる多層成形体及びそれらの製造方法 | |
| JP3961888B2 (ja) | 回転成形用ゾル状熱可塑性エラストマー組成物 | |
| JPH09151269A (ja) | 射出成形用発泡塩化ビニル系樹脂組成物 | |
| JP2002265801A (ja) | 成形性を向上させた粉体成形用熱可塑性樹脂組成物及びこれを用いた成形体 | |
| JP3984115B2 (ja) | 熱可塑性エラストマー組成物及びその製造方法 | |
| JP2005008852A (ja) | ロール加工性及びカレンダー成型性に優れた樹脂組成物 | |
| JP2004231820A (ja) | 粉体成形用樹脂組成物 | |
| JP2000336219A (ja) | 粉体成形用ポリオレフィン重合体組成物 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051206 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20061226 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20070115 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080605 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080610 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080804 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20081028 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20081113 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4222504 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111128 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121128 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131128 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |