JP4220396B2 - 型間隔調節付型締ユニットおよびその作動のための方法 - Google Patents
型間隔調節付型締ユニットおよびその作動のための方法 Download PDFInfo
- Publication number
- JP4220396B2 JP4220396B2 JP2003574411A JP2003574411A JP4220396B2 JP 4220396 B2 JP4220396 B2 JP 4220396B2 JP 2003574411 A JP2003574411 A JP 2003574411A JP 2003574411 A JP2003574411 A JP 2003574411A JP 4220396 B2 JP4220396 B2 JP 4220396B2
- Authority
- JP
- Japan
- Prior art keywords
- mold
- support member
- mold holder
- holder
- movable mold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/64—Mould opening, closing or clamping devices
- B29C45/66—Mould opening, closing or clamping devices mechanical
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/1751—Adjustment means allowing the use of moulds of different thicknesses
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
- Diaphragms For Electromechanical Transducers (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Description
また、本発明の型締めユニット作動方法は、不動の型ホルダと、可動の型ホルダと、不動の型ホルダへ向かって且つこの型ホルダから離れるよう閉鎖方向(s−s)へ可動の型ホルダを移動する閉鎖装置の支持部材と、型間隔調節装置と、型間隔調節のための駆動装置と、支持部材をその各位置にロックするためのロック装置と、を有する形式の、合成樹脂および可塑化可能な材料を加工する射出成形機において、開閉方向(s−s)へ測定した寸法(a)が可変の射出成形型の型厚み寸法の自動的適合方法であって、下記工程、即ち、ロック装置を開放して従来の型厚みに適合した位置から支持部材をロック解除する工程と、駆動装置によって支持部材を移動して不動の型ホルダと支持部材との間の間隔(x)を変更する工程と、変更して新しい型厚み(Formhoehe)に適合させた位置にロック装置のロック操作によって支持部材を固定する工程と、を有する形式のものに関する。
さらに、本発明の第2の視点において、本発明の型締ユニットの作動方法は、可動の型ホルダが、ロック解除位置において、支持部材をロック解除するため前記ロック装置をロック解除することを特徴とする。(方法基本構成、方法形態1)
なお、特許請求の範囲の各請求項に付記した図面参照符号は、専ら理解を助けるためであり、図示の態様に限定することを意図するものではない。
型締ユニットおよび方法は、可動の型ホルダのために、その移動範囲内に、ロック解除位置を設け、型ホルダが、上記ロック解除位置に移行したならば直ちに、このロック解除位置においてロック装置を作動できるよう、即ち、解ロック(ロック解除)できるよう、構成されている。かくして、比較的簡単な解ロックが結果される。なぜならば、型ホルダを上記範囲に移行させるだけでよく、次いで、支持部材を移動できるからである。可動の型ホルダが、上記範囲に位置しない場合、支持部材は、自動的にロックされる。即ち、高コストの補助のセンサまたは伝達機構を設ける必要はない。可動の型ホルダが、ロック解除位置にある場合には直ちに、支持部材のロック装置の解ロックを誘起することが保証される限り、ロック装置構造は、任意に構成できる。
(形態2)
ロック解除位置が、本来の射出成形プロセス中に必要な可動の型ホルダの移動範囲外に且つ不動の型ホルダとは反対側のその端部にあることを特徴とする。
(形態3)
型厚み調節系が、支持部材に設けてあることを特徴とする。
(形態4)
型厚み調節系が、支持部材のための案内部材のネジ部分と係合し駆動装置によって変位されるナットを有することを特徴とする。
(形態5)
ロック装置の弾性手段の作用の結果として、少なくともそれぞれ2つのナットが固定されることを特徴とする。
(形態6)
ナットが、固定スリーブおよび支持部材に当接し、上記の固定スリーブおよび支持部材の双方が、これら部材に支持された結合手段によって相互に作用結合し、弾性手段の作用を受けてナットを固定することを特徴とする。
(形態7)
結合手段が、少なくとも支持部材を貫通するボルトであり、ボルトと固定スリーブおよび/または支持部材との間には、弾性手段として構成された弾性ディスクが支持されていることを特徴とする。
(形態8)
ボルトが、ネジによって固定スリーブに固定されており、弾性手段によって支持部材に支持されていることを特徴とする。
(形態9)
支持部材に支持された結合手段が、ロック解除位置の範囲まで突出し、可動の型ホルダが、可動の型ホルダのロック解除位置において弾性手段のロック作用の解除とともに作動される作動面を有することを特徴とする。
(形態10)
作動面が、可動の型ホルダを案内するための案内として構成されたボアの範囲に、案内梁として構成された案内部材に設けてあることを特徴とする。
方法は以下の形態を含む。
(方法形態2)
可動の型ホルダが、型締装置によって、ロック装置を作動するためのロック解除位置に移行されることを特徴とする。
(方法形態3)
不動の型ホルダとは反対側の該位置の端部が、生産プロセス中、可動の型ホルダの通常の移動範囲を越えた側にあることを特徴とする。
(方法形態4)
間隔(a)の変更中、支持部材および可動の型ホルダを一緒に移動することを特徴とする。
(方法形態5)
間隔(a)の変更のため、駆動装置が、ナットを作動し、固定状態においてロック装置によってロックされるネジ部分に沿って上記ナットを変位することを特徴とする。
(方法形態6)
可動の型ホルダが、支持部材への接近時、弾性手段を解放し、ナットの間の反作用を排除することを特徴とする。
(方法形態7)
案内部材に沿うロック解除位置への可動の型ホルダの移動によって、弾性手段の作用を排除する力が、本質的に線形に弾性手段に加えられることを特徴とする。
・ロック装置16を開放して従来の型間隔に適合した位置から支持部材21をロック解除する工程、
・駆動装置15によって支持部材21を移動して不動の型ホルダと支持部材21との間の間隔xを変更する工程、
・変更して新しい型間隔に適合させた位置にロック装置16のロックによって支持部材21を固定する工程。
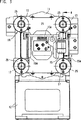
11 可動の型ホルダ
11a 作動面
12 マシン脚
13 射出成形型
14 型間隔調節装置(Formhoehenverstellung)
15 14の駆動装置
15a スピンドル
16 ロック装置
17 案内部材
17a ネジ部分
18 弾性手段
20 閉鎖装置
21 支持部材
21a ボア
22,23 ナット
25 固定スリーブ
26 ボルト
26a ネジ
26b 径のより大きい範囲
a 型(厚み)寸法(Formhoehe)
s−s 閉鎖装置
x 10と21との間の間隔(軸方向距離)
R 型締めスペース
Claims (17)
- −不動の型ホルダ(10)と、
−可動の型ホルダ(11)と、
−不動の型ホルダ(10)へ向かって且つこの型ホルダから離れるよう閉鎖方向(s−s)へ可動の型ホルダ(11)を移動する閉鎖装置と、
−両型ホルダ(10、11)の間に受容できる、閉鎖方向(s−s)へ測定した型厚み寸法(a)が可変の射出成形型(13)と、
−閉鎖装置の支持部材(21)と、
−支持部材を移動して不動の型ホルダ(10)と支持部材(21)との間の距離(x)を調節する型間隔調節装置(14)と、
−型間隔調節装置(14)を自動的に変位する駆動装置(15)と、
−当該の位置において支持部材(21)をロックするロック装置(16)と、
を有する形式の、
合成樹脂および可塑化可能な材料を加工する射出成形機のための、射出成形型(13)の可変の型厚みに自動的に適合させる装置を有する型締ユニットにおいて、
可動の型ホルダ(11)の移動範囲にロック解除位置が設けられ、可動の型ホルダ(11)が該ロック解除位置に位置することにより前記ロック装置(16)のロック解除を誘起するよう構成されることを特徴とする型締ユニット。 - 該ロック解除位置が、本来の射出成形プロセス中に必要な可動の型ホルダ(11)の移動範囲外に且つ不動の型ホルダ(10)とは反対側のその端部にあることを特徴とする請求項1に記載の型締ユニット。
- 型厚み調節系(14)が、支持部材(21)に設けてあることを特徴とする請求項1または2に記載の型締ユニット。
- 型厚み調節系(14)が、支持部材(21)のための案内部材(17)のネジ部分(17a)と係合し駆動装置(15)によって変位されるナット(22、23)を有することを特徴とする請求項1〜3の1つの記載の型締ユニット。
- 前記ロック装置(16)の弾性手段(18)の作用の結果として、少なくともそれぞれ2つのナット(22,23)が固定されることを特徴とする請求項1〜4の1つに記載の型締ユニット。
- ナット(22,23)が、固定スリーブ(25)および支持部材(21)に当接し、上記の固定スリーブおよび支持部材の双方が、これら部材に支持された結合手段(26)によって相互に作用結合し、弾性手段(18)の作用を受けてナット(22,23)を固定することを特徴とする請求項1〜5の1つに記載の型締ユニット。
- 結合手段(26)が、少なくとも支持部材(21)を貫通するボルトであり、ボルトと固定スリーブ(24)および/または支持部材との間には、弾性手段(18)として構成された弾性ディスクが支持されていることを特徴とする請求項1〜6の1つに記載の型締ユニット。
- ボルトが、ネジ(26a)によって固定スリーブ(25)に固定されており、弾性手段(18)によって支持部材(21)に支持されていることを特徴とする請求項7に記載の型締ユニット。
- 支持部材(21)に支持された結合手段(26)が、ロック解除位置の範囲まで突出し、可動の型ホルダが、可動の型ホルダのロック解除位置において弾性手段(18)のロック作用の解除とともに作動される作動面(11a)を有することを特徴とする請求項1〜8の1つに記載の型締ユニット。
- 作動面(11a)が、可動の型ホルダを案内するための案内として構成されたボアの範囲に、案内梁として構成された案内部材(17)に設けてあることを特徴とする請求項9に記載の型締ユニット。
- −不動の型ホルダ(10)と、
−可動の型ホルダ(11)と、
−不動の型ホルダ(10)へ向かって且つこの型ホルダから離れるよう閉鎖方向(s−s)へ可動の型ホルダ(11)を移動する閉鎖装置(20)の支持部材(21)と、
−型間隔調節装置(14)と、
−型間隔調節のための駆動装置(15)と、
−支持部材(21)をその各位置にロックするためのロック装置(16)と、
を有する形式の、合成樹脂および可塑化可能な材料を加工する射出成形機において、開閉方向(s−s)へ測定した型厚み寸法(a)が可変の射出成形型(13)の型厚み寸法の自動的適合方法であって、
下記工程、即ち、
−ロック装置(16)を開放して従来の型厚みに適合した位置から支持部材(21)をロック解除する工程と、
−駆動装置(15)によって支持部材(21)を移動して不動の型ホルダ(10)と支持部材(21)との間の間隔(x)を変更する工程と、
−変更して新しい型厚みに適合させた位置にロック装置(16)のロック操作によって支持部材(21)を固定する工程と、
を有する形式のものにおいて、
可動の型ホルダ(11)が、ロック解除位置において、支持部材(21)をロック解除するため前記ロック装置(16)をロック解除することを特徴とする方法。 - 可動の型ホルダ(11)が、型締装置(20)によって、前記ロック装置(16)を作動するためのロック解除位置に移行されることを特徴とする請求項11に記載の方法。
- 不動の型ホルダ(10)とは反対側の該位置の端部が、生産プロセス中、可動の型ホルダ(11)の通常の移動範囲を越えた側にあることを特徴とする請求項12に記載の方法。
- 前記間隔(a)の変更中、支持部材(21)および可動の型ホルダ(11)を一緒に移動することを特徴とする請求項11〜13の1つに記載の方法。
- 前記間隔(a)の変更のため、駆動装置(15)が、ナット(22、23)を作動し、固定状態においてロック装置(16)によってロックされるネジ部分(17a)に沿って上記ナットを変位することを特徴とする請求項11〜14の1つに記載の方法。
- 可動の型ホルダ(14)が、支持部材(21)への接近時、弾性手段(18)を解放し、ナット(22、23)の間の反作用を排除することを特徴とする請求項11〜15の1つに記載の方法。
- 案内部材(17)に沿うロック解除位置への可動の型ホルダ(11)の移動によって、弾性手段の作用を排除する力が、本質的に線形に弾性手段(18)に加えられることを特徴とする請求項11〜16の1つに記載の方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10210869A DE10210869C1 (de) | 2002-03-12 | 2002-03-12 | Formschliesseinheit mit einer Formhöhenverstellung sowie Verfahren zu deren Betätigung |
| PCT/EP2002/013981 WO2003076161A1 (de) | 2002-03-12 | 2002-12-10 | Formschliesseinheit mit einer formhöhenverstellung sowie verfahren zu deren betätigung |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2006501079A JP2006501079A (ja) | 2006-01-12 |
| JP2006501079A5 JP2006501079A5 (ja) | 2008-09-18 |
| JP4220396B2 true JP4220396B2 (ja) | 2009-02-04 |
Family
ID=7714080
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003574411A Expired - Fee Related JP4220396B2 (ja) | 2002-03-12 | 2002-12-10 | 型間隔調節付型締ユニットおよびその作動のための方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US7217383B2 (ja) |
| EP (1) | EP1487626B1 (ja) |
| JP (1) | JP4220396B2 (ja) |
| AT (1) | ATE321640T1 (ja) |
| CA (1) | CA2477327C (ja) |
| DE (2) | DE10210869C1 (ja) |
| WO (1) | WO2003076161A1 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102004032521A1 (de) | 2004-07-06 | 2006-02-16 | Demag Ergotech Gmbh | Formschließeinheit |
| DE102006016343B4 (de) * | 2006-04-05 | 2009-08-20 | Sumitomo (Shi) Demag Plastics Machinery Gmbh | Schließeinheit für eine Spritzgießmaschine |
| US20080265465A1 (en) * | 2007-04-24 | 2008-10-30 | Husky Injection Molding Systems Ltd. | Apparatus for Injection Compression Molding and Method of Molding Articles |
| DE202009013875U1 (de) | 2008-10-29 | 2009-12-17 | Sumitomo (Shi) Demag Plastics Machinery Gmbh | Spindelanordnung zur Relativverstellung eines Maschinenelements zu einer Spindel |
| DE102016119840A1 (de) * | 2016-10-18 | 2018-04-19 | Arburg Gmbh + Co Kg | Formschließeinheit mit einer Formhöhenverstellung sowie Verfahren zu deren Betätigung |
| CN111164371B (zh) | 2017-10-19 | 2021-08-24 | 赫斯基注塑系统有限公司 | 注射成型装置以及用于检测注射成型装置中的未对准的方法 |
| CN112248372B (zh) * | 2020-10-14 | 2022-06-10 | 克劳斯玛菲机械(中国)有限公司 | 注塑机、模具高度调整方法以及模具高度调整组件 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4281977A (en) * | 1979-10-01 | 1981-08-04 | Package Machinery Company | Apparatus for setting a clamping load |
| FR2467076A1 (fr) * | 1979-10-10 | 1981-04-17 | Pont A Mousson | Dispositif automatique de reglage d'une presse d'injection pour matieres plastiques ou autres matieres analogues |
| BR9103957A (pt) * | 1991-09-16 | 1992-04-21 | Romi Ind | Bloqueio hidromecanico de moldes |
| DE19812741B4 (de) * | 1998-03-24 | 2005-04-28 | Karl Hehl | Formschließeinheit für eine Spritzgießmaschine |
| DE19945287A1 (de) * | 1998-03-24 | 2001-03-29 | Karl Hehl | Formschliesseinheit für eine Spritzgiessmaschine |
| JP3364202B2 (ja) * | 2000-10-02 | 2003-01-08 | 株式会社名機製作所 | 射出成形機の型締装置 |
-
2002
- 2002-03-12 DE DE10210869A patent/DE10210869C1/de not_active Expired - Fee Related
- 2002-12-10 US US10/506,343 patent/US7217383B2/en not_active Expired - Lifetime
- 2002-12-10 AT AT02795136T patent/ATE321640T1/de active
- 2002-12-10 WO PCT/EP2002/013981 patent/WO2003076161A1/de active IP Right Grant
- 2002-12-10 EP EP02795136A patent/EP1487626B1/de not_active Expired - Lifetime
- 2002-12-10 JP JP2003574411A patent/JP4220396B2/ja not_active Expired - Fee Related
- 2002-12-10 CA CA2477327A patent/CA2477327C/en not_active Expired - Lifetime
- 2002-12-10 DE DE50206262T patent/DE50206262D1/de not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| WO2003076161A1 (de) | 2003-09-18 |
| EP1487626B1 (de) | 2006-03-29 |
| EP1487626A1 (de) | 2004-12-22 |
| DE50206262D1 (de) | 2006-05-18 |
| US7217383B2 (en) | 2007-05-15 |
| DE10210869C1 (de) | 2003-07-17 |
| CA2477327C (en) | 2010-05-11 |
| JP2006501079A (ja) | 2006-01-12 |
| US20050214406A1 (en) | 2005-09-29 |
| ATE321640T1 (de) | 2006-04-15 |
| CA2477327A1 (en) | 2003-09-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0271588B2 (en) | Straight-acting mold clamping system | |
| EP1356914B1 (en) | Electric closing gear | |
| JP4643343B2 (ja) | 型締装置 | |
| EP0328671B1 (en) | Nozzle touching mechanism for injection molding machines | |
| US5238394A (en) | Mold clamping apparatus for molding apparatus | |
| US6093361A (en) | Clamp system and method | |
| US20030020194A1 (en) | Method and mould clamping press for injection moulding machines | |
| JP4220396B2 (ja) | 型間隔調節付型締ユニットおよびその作動のための方法 | |
| CN110341149B (zh) | 成形机及成形机的控制方法 | |
| JP2005053022A (ja) | 型締装置および型締方法 | |
| JP2006501079A5 (ja) | ||
| TW200824889A (en) | Molding-system locking mechanism | |
| JP2002507499A (ja) | 射出成形機の型締ユニット | |
| JP3892580B2 (ja) | 射出成形機の型締装置 | |
| JP4089789B2 (ja) | 高速ロッキング式クランプ装置 | |
| JP5026196B2 (ja) | 型締装置及び成形機 | |
| JP3917480B2 (ja) | 型締装置およびその作動方法 | |
| US6719553B1 (en) | Mold-closing unit for an injection molding machine | |
| JP2010029907A (ja) | 型締装置 | |
| JPH06210661A (ja) | 合成樹脂、複合材料、その他の可塑性材料の射出成形機 | |
| CN113165241B (zh) | 用于注塑机的合模单元和用于锁定传力元件的方法 | |
| KR20090078474A (ko) | 사출성형기의 형체장치 | |
| JP2000185345A (ja) | 複合直圧式型締装置のタイバーロック装置 | |
| CN112041145A (zh) | 带整体式高压开模致动器的紧凑型夹持装置 | |
| JP3924743B2 (ja) | 型締装置及び該型締装置に用いる型厚調整方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080304 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20080603 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20080612 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20080731 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20081028 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20081113 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111121 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4220396 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111121 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121121 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121121 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131121 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |