JP4200464B2 - 成形体及びその製造方法 - Google Patents
成形体及びその製造方法 Download PDFInfo
- Publication number
- JP4200464B2 JP4200464B2 JP2006212976A JP2006212976A JP4200464B2 JP 4200464 B2 JP4200464 B2 JP 4200464B2 JP 2006212976 A JP2006212976 A JP 2006212976A JP 2006212976 A JP2006212976 A JP 2006212976A JP 4200464 B2 JP4200464 B2 JP 4200464B2
- Authority
- JP
- Japan
- Prior art keywords
- molding
- temperature
- tag module
- resin
- tag
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000004519 manufacturing process Methods 0.000 title description 14
- 239000012778 molding material Substances 0.000 claims description 51
- 238000000465 moulding Methods 0.000 claims description 47
- 230000003287 optical effect Effects 0.000 claims description 30
- 238000001746 injection moulding Methods 0.000 claims description 20
- 229920005992 thermoplastic resin Polymers 0.000 claims description 19
- 239000000463 material Substances 0.000 claims description 10
- 229920000747 poly(lactic acid) Polymers 0.000 claims description 10
- 239000004626 polylactic acid Substances 0.000 claims description 10
- 230000002093 peripheral effect Effects 0.000 claims description 6
- 229920005989 resin Polymers 0.000 description 29
- 239000011347 resin Substances 0.000 description 29
- 229920003232 aliphatic polyester Polymers 0.000 description 26
- 238000002844 melting Methods 0.000 description 26
- 230000008018 melting Effects 0.000 description 26
- 239000000835 fiber Substances 0.000 description 22
- -1 Polyethylene Polymers 0.000 description 20
- 238000010438 heat treatment Methods 0.000 description 18
- 150000001875 compounds Chemical class 0.000 description 15
- 238000004891 communication Methods 0.000 description 12
- 230000007062 hydrolysis Effects 0.000 description 12
- 238000006460 hydrolysis reaction Methods 0.000 description 12
- 238000007789 sealing Methods 0.000 description 12
- 229910052739 hydrogen Inorganic materials 0.000 description 11
- 239000001257 hydrogen Substances 0.000 description 11
- 239000003112 inhibitor Substances 0.000 description 11
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 10
- 238000002347 injection Methods 0.000 description 10
- 239000007924 injection Substances 0.000 description 10
- 229920000742 Cotton Polymers 0.000 description 9
- 238000000034 method Methods 0.000 description 9
- 239000002131 composite material Substances 0.000 description 8
- 230000000694 effects Effects 0.000 description 8
- 239000000203 mixture Substances 0.000 description 8
- 229910000679 solder Inorganic materials 0.000 description 8
- 239000004793 Polystyrene Substances 0.000 description 6
- 239000002253 acid Substances 0.000 description 6
- 230000006378 damage Effects 0.000 description 6
- 238000002474 experimental method Methods 0.000 description 6
- 230000005484 gravity Effects 0.000 description 5
- 239000012948 isocyanate Substances 0.000 description 5
- 229920003023 plastic Polymers 0.000 description 5
- 239000004033 plastic Substances 0.000 description 5
- 239000004417 polycarbonate Substances 0.000 description 5
- 229920002223 polystyrene Polymers 0.000 description 5
- 239000000126 substance Substances 0.000 description 5
- REKYPYSUBKSCAT-UHFFFAOYSA-N 3-hydroxypentanoic acid Chemical compound CCC(O)CC(O)=O REKYPYSUBKSCAT-UHFFFAOYSA-N 0.000 description 4
- 229920002988 biodegradable polymer Polymers 0.000 description 4
- 229910052736 halogen Inorganic materials 0.000 description 4
- 150000002367 halogens Chemical class 0.000 description 4
- 230000007774 longterm Effects 0.000 description 4
- 229920000515 polycarbonate Polymers 0.000 description 4
- 235000013311 vegetables Nutrition 0.000 description 4
- UHOVQNZJYSORNB-UHFFFAOYSA-N Benzene Chemical compound C1=CC=CC=C1 UHOVQNZJYSORNB-UHFFFAOYSA-N 0.000 description 3
- JVTAAEKCZFNVCJ-REOHCLBHSA-N L-lactic acid Chemical compound C[C@H](O)C(O)=O JVTAAEKCZFNVCJ-REOHCLBHSA-N 0.000 description 3
- 229920000571 Nylon 11 Polymers 0.000 description 3
- 229920000299 Nylon 12 Polymers 0.000 description 3
- 229930182556 Polyacetal Natural products 0.000 description 3
- 239000004698 Polyethylene Substances 0.000 description 3
- 239000004743 Polypropylene Substances 0.000 description 3
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 3
- 230000005856 abnormality Effects 0.000 description 3
- 239000004621 biodegradable polymer Substances 0.000 description 3
- 238000002485 combustion reaction Methods 0.000 description 3
- 230000006866 deterioration Effects 0.000 description 3
- 238000002845 discoloration Methods 0.000 description 3
- 239000003822 epoxy resin Substances 0.000 description 3
- 238000011156 evaluation Methods 0.000 description 3
- 239000000945 filler Substances 0.000 description 3
- 230000006870 function Effects 0.000 description 3
- 238000002156 mixing Methods 0.000 description 3
- VLKZOEOYAKHREP-UHFFFAOYSA-N n-Hexane Chemical compound CCCCCC VLKZOEOYAKHREP-UHFFFAOYSA-N 0.000 description 3
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 3
- 229920000647 polyepoxide Polymers 0.000 description 3
- 229920000573 polyethylene Polymers 0.000 description 3
- 239000004926 polymethyl methacrylate Substances 0.000 description 3
- 229920006324 polyoxymethylene Polymers 0.000 description 3
- 229920001155 polypropylene Polymers 0.000 description 3
- 230000009257 reactivity Effects 0.000 description 3
- 230000000630 rising effect Effects 0.000 description 3
- 229910052710 silicon Inorganic materials 0.000 description 3
- 239000010703 silicon Substances 0.000 description 3
- 230000035882 stress Effects 0.000 description 3
- 239000000758 substrate Substances 0.000 description 3
- 238000004381 surface treatment Methods 0.000 description 3
- FKTHNVSLHLHISI-UHFFFAOYSA-N 1,2-bis(isocyanatomethyl)benzene Chemical compound O=C=NCC1=CC=CC=C1CN=C=O FKTHNVSLHLHISI-UHFFFAOYSA-N 0.000 description 2
- WHBMMWSBFZVSSR-UHFFFAOYSA-M 3-hydroxybutyrate Chemical compound CC(O)CC([O-])=O WHBMMWSBFZVSSR-UHFFFAOYSA-M 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 2
- HEDRZPFGACZZDS-UHFFFAOYSA-N Chloroform Chemical compound ClC(Cl)Cl HEDRZPFGACZZDS-UHFFFAOYSA-N 0.000 description 2
- QOSSAOTZNIDXMA-UHFFFAOYSA-N Dicylcohexylcarbodiimide Chemical compound C1CCCCC1N=C=NC1CCCCC1 QOSSAOTZNIDXMA-UHFFFAOYSA-N 0.000 description 2
- WHBMMWSBFZVSSR-UHFFFAOYSA-N R3HBA Natural products CC(O)CC(O)=O WHBMMWSBFZVSSR-UHFFFAOYSA-N 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 230000000996 additive effect Effects 0.000 description 2
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 description 2
- 238000004040 coloring Methods 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 238000005238 degreasing Methods 0.000 description 2
- 150000002148 esters Chemical class 0.000 description 2
- 230000020169 heat generation Effects 0.000 description 2
- 238000004898 kneading Methods 0.000 description 2
- 230000000813 microbial effect Effects 0.000 description 2
- 229920001432 poly(L-lactide) Polymers 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 239000005056 polyisocyanate Substances 0.000 description 2
- 229920001228 polyisocyanate Polymers 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 239000004814 polyurethane Substances 0.000 description 2
- 229920002635 polyurethane Polymers 0.000 description 2
- 239000002994 raw material Substances 0.000 description 2
- DNIAPMSPPWPWGF-GSVOUGTGSA-N (R)-(-)-Propylene glycol Chemical compound C[C@@H](O)CO DNIAPMSPPWPWGF-GSVOUGTGSA-N 0.000 description 1
- GFNDFCFPJQPVQL-UHFFFAOYSA-N 1,12-diisocyanatododecane Chemical compound O=C=NCCCCCCCCCCCCN=C=O GFNDFCFPJQPVQL-UHFFFAOYSA-N 0.000 description 1
- NNOZGCICXAYKLW-UHFFFAOYSA-N 1,2-bis(2-isocyanatopropan-2-yl)benzene Chemical compound O=C=NC(C)(C)C1=CC=CC=C1C(C)(C)N=C=O NNOZGCICXAYKLW-UHFFFAOYSA-N 0.000 description 1
- VGHSXKTVMPXHNG-UHFFFAOYSA-N 1,3-diisocyanatobenzene Chemical compound O=C=NC1=CC=CC(N=C=O)=C1 VGHSXKTVMPXHNG-UHFFFAOYSA-N 0.000 description 1
- GNQKHBSIBXSFFD-UHFFFAOYSA-N 1,3-diisocyanatocyclohexane Chemical compound O=C=NC1CCCC(N=C=O)C1 GNQKHBSIBXSFFD-UHFFFAOYSA-N 0.000 description 1
- BDNKZNFMNDZQMI-UHFFFAOYSA-N 1,3-diisopropylcarbodiimide Chemical compound CC(C)N=C=NC(C)C BDNKZNFMNDZQMI-UHFFFAOYSA-N 0.000 description 1
- RYHBNJHYFVUHQT-UHFFFAOYSA-N 1,4-Dioxane Chemical compound C1COCCO1 RYHBNJHYFVUHQT-UHFFFAOYSA-N 0.000 description 1
- ALQLPWJFHRMHIU-UHFFFAOYSA-N 1,4-diisocyanatobenzene Chemical compound O=C=NC1=CC=C(N=C=O)C=C1 ALQLPWJFHRMHIU-UHFFFAOYSA-N 0.000 description 1
- OVBFMUAFNIIQAL-UHFFFAOYSA-N 1,4-diisocyanatobutane Chemical compound O=C=NCCCCN=C=O OVBFMUAFNIIQAL-UHFFFAOYSA-N 0.000 description 1
- CDMDQYCEEKCBGR-UHFFFAOYSA-N 1,4-diisocyanatocyclohexane Chemical compound O=C=NC1CCC(N=C=O)CC1 CDMDQYCEEKCBGR-UHFFFAOYSA-N 0.000 description 1
- SBJCUZQNHOLYMD-UHFFFAOYSA-N 1,5-Naphthalene diisocyanate Chemical compound C1=CC=C2C(N=C=O)=CC=CC2=C1N=C=O SBJCUZQNHOLYMD-UHFFFAOYSA-N 0.000 description 1
- VZXPHDGHQXLXJC-UHFFFAOYSA-N 1,6-diisocyanato-5,6-dimethylheptane Chemical compound O=C=NC(C)(C)C(C)CCCCN=C=O VZXPHDGHQXLXJC-UHFFFAOYSA-N 0.000 description 1
- 229940008841 1,6-hexamethylene diisocyanate Drugs 0.000 description 1
- LFSYUSUFCBOHGU-UHFFFAOYSA-N 1-isocyanato-2-[(4-isocyanatophenyl)methyl]benzene Chemical compound C1=CC(N=C=O)=CC=C1CC1=CC=CC=C1N=C=O LFSYUSUFCBOHGU-UHFFFAOYSA-N 0.000 description 1
- ICLCCFKUSALICQ-UHFFFAOYSA-N 1-isocyanato-4-(4-isocyanato-3-methylphenyl)-2-methylbenzene Chemical compound C1=C(N=C=O)C(C)=CC(C=2C=C(C)C(N=C=O)=CC=2)=C1 ICLCCFKUSALICQ-UHFFFAOYSA-N 0.000 description 1
- ZFFMLCVRJBZUDZ-UHFFFAOYSA-N 2,3-dimethylbutane Chemical group CC(C)C(C)C ZFFMLCVRJBZUDZ-UHFFFAOYSA-N 0.000 description 1
- IMSODMZESSGVBE-UHFFFAOYSA-N 2-Oxazoline Chemical compound C1CN=CO1 IMSODMZESSGVBE-UHFFFAOYSA-N 0.000 description 1
- KFNAHVKJFHDCSK-UHFFFAOYSA-N 2-[2-(4,5-dihydro-1,3-oxazol-2-yl)ethyl]-4,5-dihydro-1,3-oxazole Chemical compound N=1CCOC=1CCC1=NCCO1 KFNAHVKJFHDCSK-UHFFFAOYSA-N 0.000 description 1
- VOGDKZZTBPDRBD-UHFFFAOYSA-N 2-[2-(4,5-dihydro-1,3-oxazol-2-yl)phenyl]-4,5-dihydro-1,3-oxazole Chemical compound O1CCN=C1C1=CC=CC=C1C1=NCCO1 VOGDKZZTBPDRBD-UHFFFAOYSA-N 0.000 description 1
- MUBZACKCHQIRSY-UHFFFAOYSA-N 2-[3-(4,4-Dimethyl-5H-1,3-oxazol-2-yl)phenyl]-4,4-dimethyl-5H-1,3-oxazole Chemical compound CC1(C)COC(C=2C=C(C=CC=2)C=2OCC(C)(C)N=2)=N1 MUBZACKCHQIRSY-UHFFFAOYSA-N 0.000 description 1
- HMOZDINWBHMBSQ-UHFFFAOYSA-N 2-[3-(4,5-dihydro-1,3-oxazol-2-yl)phenyl]-4,5-dihydro-1,3-oxazole Chemical compound O1CCN=C1C1=CC=CC(C=2OCCN=2)=C1 HMOZDINWBHMBSQ-UHFFFAOYSA-N 0.000 description 1
- GATDZUUWVARTOQ-UHFFFAOYSA-N 2-[4-(4,4-dimethyl-5h-1,3-oxazol-2-yl)phenyl]-4,4-dimethyl-5h-1,3-oxazole Chemical compound CC1(C)COC(C=2C=CC(=CC=2)C=2OCC(C)(C)N=2)=N1 GATDZUUWVARTOQ-UHFFFAOYSA-N 0.000 description 1
- GZQKJQLFIGBEIE-UHFFFAOYSA-N 2-[4-(4,5-dihydro-1,3-oxazol-2-yl)butyl]-4,5-dihydro-1,3-oxazole Chemical compound N=1CCOC=1CCCCC1=NCCO1 GZQKJQLFIGBEIE-UHFFFAOYSA-N 0.000 description 1
- ZDNUPMSZKVCETJ-UHFFFAOYSA-N 2-[4-(4,5-dihydro-1,3-oxazol-2-yl)phenyl]-4,5-dihydro-1,3-oxazole Chemical compound O1CCN=C1C1=CC=C(C=2OCCN=2)C=C1 ZDNUPMSZKVCETJ-UHFFFAOYSA-N 0.000 description 1
- LDXQWLJXDIZULP-UHFFFAOYSA-N 2-[6-(4,5-dihydro-1,3-oxazol-2-yl)hexyl]-4,5-dihydro-1,3-oxazole Chemical compound N=1CCOC=1CCCCCCC1=NCCO1 LDXQWLJXDIZULP-UHFFFAOYSA-N 0.000 description 1
- MPPNPBNSYXFIBF-UHFFFAOYSA-N 2-[8-(4,5-dihydro-1,3-oxazol-2-yl)octyl]-4,5-dihydro-1,3-oxazole Chemical compound N=1CCOC=1CCCCCCCCC1=NCCO1 MPPNPBNSYXFIBF-UHFFFAOYSA-N 0.000 description 1
- QZWKEPYTBWZJJA-UHFFFAOYSA-N 3,3'-Dimethoxybenzidine-4,4'-diisocyanate Chemical compound C1=C(N=C=O)C(OC)=CC(C=2C=C(OC)C(N=C=O)=CC=2)=C1 QZWKEPYTBWZJJA-UHFFFAOYSA-N 0.000 description 1
- UPMLOUAZCHDJJD-UHFFFAOYSA-N 4,4'-Diphenylmethane Diisocyanate Chemical compound C1=CC(N=C=O)=CC=C1CC1=CC=C(N=C=O)C=C1 UPMLOUAZCHDJJD-UHFFFAOYSA-N 0.000 description 1
- RSCVPGQKACSLBP-UHFFFAOYSA-N 4-methyl-2-[3-(4-methyl-4,5-dihydro-1,3-oxazol-2-yl)phenyl]-4,5-dihydro-1,3-oxazole Chemical compound CC1COC(C=2C=C(C=CC=2)C=2OCC(C)N=2)=N1 RSCVPGQKACSLBP-UHFFFAOYSA-N 0.000 description 1
- FYQUELMPDYVBFY-UHFFFAOYSA-N 4-methyl-2-[4-(4-methyl-4,5-dihydro-1,3-oxazol-2-yl)phenyl]-4,5-dihydro-1,3-oxazole Chemical compound CC1COC(C=2C=CC(=CC=2)C=2OCC(C)N=2)=N1 FYQUELMPDYVBFY-UHFFFAOYSA-N 0.000 description 1
- IFIUFEBEPGGBIJ-UHFFFAOYSA-N 4-methyl-4,5-dihydro-1,3-oxazole Chemical compound CC1COC=N1 IFIUFEBEPGGBIJ-UHFFFAOYSA-N 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 229920000089 Cyclic olefin copolymer Polymers 0.000 description 1
- 229930182843 D-Lactic acid Natural products 0.000 description 1
- JVTAAEKCZFNVCJ-UWTATZPHSA-N D-lactic acid Chemical compound C[C@@H](O)C(O)=O JVTAAEKCZFNVCJ-UWTATZPHSA-N 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- 239000005058 Isophorone diisocyanate Substances 0.000 description 1
- 239000004419 Panlite Substances 0.000 description 1
- 229920000954 Polyglycolide Polymers 0.000 description 1
- BLRPTPMANUNPDV-UHFFFAOYSA-N Silane Chemical compound [SiH4] BLRPTPMANUNPDV-UHFFFAOYSA-N 0.000 description 1
- 230000021736 acetylation Effects 0.000 description 1
- 238000006640 acetylation reaction Methods 0.000 description 1
- 230000010933 acylation Effects 0.000 description 1
- 238000005917 acylation reaction Methods 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 125000003277 amino group Chemical group 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 238000006480 benzoylation reaction Methods 0.000 description 1
- HIFVAOIJYDXIJG-UHFFFAOYSA-N benzylbenzene;isocyanic acid Chemical class N=C=O.N=C=O.C=1C=CC=CC=1CC1=CC=CC=C1 HIFVAOIJYDXIJG-UHFFFAOYSA-N 0.000 description 1
- 229920000704 biodegradable plastic Polymers 0.000 description 1
- 238000006065 biodegradation reaction Methods 0.000 description 1
- VPKDCDLSJZCGKE-UHFFFAOYSA-N carbodiimide group Chemical group N=C=N VPKDCDLSJZCGKE-UHFFFAOYSA-N 0.000 description 1
- 150000001718 carbodiimides Chemical class 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 239000001569 carbon dioxide Substances 0.000 description 1
- 229910002092 carbon dioxide Inorganic materials 0.000 description 1
- 239000003054 catalyst Substances 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 229940022769 d- lactic acid Drugs 0.000 description 1
- 238000006114 decarboxylation reaction Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- RUVDSWKBZQKOSU-UHFFFAOYSA-N dihydroxy-(2-methylpyrimidin-4-yl)oxy-sulfanylidene-lambda5-phosphane Chemical compound CC1=NC=CC(OP(O)(O)=S)=N1 RUVDSWKBZQKOSU-UHFFFAOYSA-N 0.000 description 1
- DWVRWWLVPIJNCN-UHFFFAOYSA-N dihydroxy-sulfanylidene-(2,3,5-trimethyl-4-methylsulfanylphenoxy)-lambda5-phosphane Chemical compound CC1=CC(=C(C(=C1SC)C)C)OP(=S)(O)O DWVRWWLVPIJNCN-UHFFFAOYSA-N 0.000 description 1
- LZSFBQUMLQSWRP-UHFFFAOYSA-N dihydroxy-sulfanylidene-(2,3,5-trimethyl-4-nitrophenoxy)-lambda5-phosphane Chemical compound CC1=CC(OP(O)(O)=S)=C(C)C(C)=C1[N+]([O-])=O LZSFBQUMLQSWRP-UHFFFAOYSA-N 0.000 description 1
- 125000005442 diisocyanate group Chemical group 0.000 description 1
- BGRWYRAHAFMIBJ-UHFFFAOYSA-N diisopropylcarbodiimide Natural products CC(C)NC(=O)NC(C)C BGRWYRAHAFMIBJ-UHFFFAOYSA-N 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 239000008393 encapsulating agent Substances 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 230000009477 glass transition Effects 0.000 description 1
- RRAMGCGOFNQTLD-UHFFFAOYSA-N hexamethylene diisocyanate Chemical compound O=C=NCCCCCCN=C=O RRAMGCGOFNQTLD-UHFFFAOYSA-N 0.000 description 1
- 150000002431 hydrogen Chemical class 0.000 description 1
- 230000003301 hydrolyzing effect Effects 0.000 description 1
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 239000012442 inert solvent Substances 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 230000002427 irreversible effect Effects 0.000 description 1
- IQPQWNKOIGAROB-UHFFFAOYSA-N isocyanate group Chemical group [N-]=C=O IQPQWNKOIGAROB-UHFFFAOYSA-N 0.000 description 1
- 150000002513 isocyanates Chemical class 0.000 description 1
- XJRAOMZCVTUHFI-UHFFFAOYSA-N isocyanic acid;methane Chemical compound C.N=C=O.N=C=O XJRAOMZCVTUHFI-UHFFFAOYSA-N 0.000 description 1
- NIMLQBUJDJZYEJ-UHFFFAOYSA-N isophorone diisocyanate Chemical compound CC1(C)CC(N=C=O)CC(C)(CN=C=O)C1 NIMLQBUJDJZYEJ-UHFFFAOYSA-N 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 230000006386 memory function Effects 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- AYLRODJJLADBOB-QMMMGPOBSA-N methyl (2s)-2,6-diisocyanatohexanoate Chemical compound COC(=O)[C@@H](N=C=O)CCCCN=C=O AYLRODJJLADBOB-QMMMGPOBSA-N 0.000 description 1
- 244000005700 microbiome Species 0.000 description 1
- OIQFOVMTLWDQIZ-UHFFFAOYSA-N n'-naphthalen-1-ylmethanediimine Chemical compound C1=CC=C2C(N=C=N)=CC=CC2=C1 OIQFOVMTLWDQIZ-UHFFFAOYSA-N 0.000 description 1
- JEQPWXGHMRFTRF-UHFFFAOYSA-N n,n'-bis(2-methylpropyl)methanediimine Chemical compound CC(C)CN=C=NCC(C)C JEQPWXGHMRFTRF-UHFFFAOYSA-N 0.000 description 1
- NASVTBDJHWPMOO-UHFFFAOYSA-N n,n'-dimethylmethanediimine Chemical compound CN=C=NC NASVTBDJHWPMOO-UHFFFAOYSA-N 0.000 description 1
- NWBVGPKHJHHPTA-UHFFFAOYSA-N n,n'-dioctylmethanediimine Chemical compound CCCCCCCCN=C=NCCCCCCCC NWBVGPKHJHHPTA-UHFFFAOYSA-N 0.000 description 1
- CMESPBFFDMPSIY-UHFFFAOYSA-N n,n'-diphenylmethanediimine Chemical compound C1=CC=CC=C1N=C=NC1=CC=CC=C1 CMESPBFFDMPSIY-UHFFFAOYSA-N 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- 229920000620 organic polymer Polymers 0.000 description 1
- 150000002902 organometallic compounds Chemical class 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 150000002940 palladium Chemical class 0.000 description 1
- 229920002463 poly(p-dioxanone) polymer Polymers 0.000 description 1
- 229920002961 polybutylene succinate Polymers 0.000 description 1
- 239000004631 polybutylene succinate Substances 0.000 description 1
- 229920001610 polycaprolactone Polymers 0.000 description 1
- 239000004632 polycaprolactone Substances 0.000 description 1
- 238000006068 polycondensation reaction Methods 0.000 description 1
- 239000000622 polydioxanone Substances 0.000 description 1
- 229920001690 polydopamine Polymers 0.000 description 1
- 239000004633 polyglycolic acid Substances 0.000 description 1
- 229920005862 polyol Polymers 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 229920005604 random copolymer Polymers 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 150000003283 rhodium Chemical class 0.000 description 1
- 239000003566 sealing material Substances 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 229910000077 silane Inorganic materials 0.000 description 1
- 239000011343 solid material Substances 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 230000008961 swelling Effects 0.000 description 1
- 238000001308 synthesis method Methods 0.000 description 1
- 125000000383 tetramethylene group Chemical group [H]C([H])([*:1])C([H])([H])C([H])([H])C([H])([H])[*:2] 0.000 description 1
- 230000003685 thermal hair damage Effects 0.000 description 1
- 230000008646 thermal stress Effects 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- 150000003608 titanium Chemical class 0.000 description 1
- DVKJHBMWWAPEIU-UHFFFAOYSA-N toluene 2,4-diisocyanate Chemical compound CC1=CC=C(N=C=O)C=C1N=C=O DVKJHBMWWAPEIU-UHFFFAOYSA-N 0.000 description 1
- RUELTTOHQODFPA-UHFFFAOYSA-N toluene 2,6-diisocyanate Chemical compound CC1=C(N=C=O)C=CC=C1N=C=O RUELTTOHQODFPA-UHFFFAOYSA-N 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 238000002834 transmittance Methods 0.000 description 1
- 150000003657 tungsten Chemical class 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 238000009941 weaving Methods 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14836—Preventing damage of inserts during injection, e.g. collapse of hollow inserts, breakage
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14639—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles for obtaining an insulating effect, e.g. for electrical components
-
- G—PHYSICS
- G11—INFORMATION STORAGE
- G11B—INFORMATION STORAGE BASED ON RELATIVE MOVEMENT BETWEEN RECORD CARRIER AND TRANSDUCER
- G11B23/00—Record carriers not specific to the method of recording or reproducing; Accessories, e.g. containers, specially adapted for co-operation with the recording or reproducing apparatus ; Intermediate mediums; Apparatus or processes specially adapted for their manufacture
- G11B23/0014—Record carriers not specific to the method of recording or reproducing; Accessories, e.g. containers, specially adapted for co-operation with the recording or reproducing apparatus ; Intermediate mediums; Apparatus or processes specially adapted for their manufacture record carriers not specifically of filamentary or web form
- G11B23/0021—Record carriers not specific to the method of recording or reproducing; Accessories, e.g. containers, specially adapted for co-operation with the recording or reproducing apparatus ; Intermediate mediums; Apparatus or processes specially adapted for their manufacture record carriers not specifically of filamentary or web form discs
- G11B23/0028—Details
- G11B23/0035—Details means incorporated in the disc, e.g. hub, to enable its guiding, loading or driving
- G11B23/0042—Details means incorporated in the disc, e.g. hub, to enable its guiding, loading or driving with provision for auxiliary features
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C2045/14852—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles incorporating articles with a data carrier, e.g. chips
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2017/00—Carriers for sound or information
- B29L2017/001—Carriers of records containing fine grooves or impressions, e.g. disc records for needle playback, cylinder records
- B29L2017/003—Records or discs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2017/00—Carriers for sound or information
- B29L2017/001—Carriers of records containing fine grooves or impressions, e.g. disc records for needle playback, cylinder records
- B29L2017/003—Records or discs
- B29L2017/005—CD''s, DVD''s
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Optical Record Carriers And Manufacture Thereof (AREA)
Description
本発明の成形体の製造方法によれば、著作権や課金に使用可能な商品固有IDのセキュリティの高い実装が一体成形封止により、低コストで出来る。
本発明に係る成形体は、樹脂モールドされたアンテナ一体のICタグモジュールが成形材料で封止されてなる成形体であって、前記成形材料は、脂肪族ポリエステル、ポリスチレン、ポリメタクリル酸メチル、ポリアセタール、ポリエチレン、ポリプロピレン、ポリアミド11、ポリアミド12のいずれか一の熱可塑性樹脂を少なくとも含むものであることを特徴とするものである。
このような表面処理を施すことにより、上述した脂肪族ポリエステルとの表面密着性が向上し、樹脂と繊維との界面剥離による強度低下の抑制が図られる。
植物繊維の含有量が5重量%未満であると、充分な耐熱性向上効果が得られず、一方において60重量%を超えると、最終的に得られる複合組成物の強度低下等、実用的な材料としての課題を招来する。
加水分解抑制剤は、脂肪族ポリエステルの加水分解を抑制する添加剤であり、例えば、脂肪族ポリエステルの活性水素と反応性を有する化合物が挙げられる。これにより、脂肪族ポリエステル中の活性水素量が低減し、活性水素が触媒的に脂肪族ポリエステルの生分解性高分子鎖を加水分解することが回避できる。
カルボジイミド化合物の合成方法としては、例えば、触媒として、ジメチル−(3−メチル−4−ニトロフェニル)ホスホロチオエート、ジメチル−(3−メチル−4−(メチルチオ)フェニル)ホスホロチオエート、ジエチル−2−イソプロピル−6−メチルピリミジン−4−イルホスホロチオエート等の有機リン系化合物、または、例えばロジウム錯体、チタン錯体、タングステン錯体、パラジウム錯体等の有機金属化合物を用い、各種ポリマーイソシアネートを約70℃以上の温度で、無溶媒または不活性溶媒(例えば、ヘキサン、ベンゼン、ジオキサン、クロロホルム等)中で脱炭酸重縮合により製造するという方法が挙げられる。
市販のポリイソシアナート化合物としては、コロネート(日本ポリウレタン製商品名:水添ジフェニルメタンジイソシアネート)、またはミリオネート(日本ポリウレタン製商品名)等の、芳香族イソシアネートアダクト体が適用可能である。
特に、液状より固形物、例えばイソシアネート基をマスク剤(多価脂肪族アルコール、芳香族ポリオール等)でブロックしたポリイソシアネート化合物が好ましい。
具体的には、加水分解抑制剤の添加量は、約7重量%以下とすることが好ましい。
また、加水分解抑制剤は、上述した各化合物を単独で用いてもよく、二種以上を併用してもよい。
なお、植物繊維及び加水分解抑制剤は同時に添加してもよいし、個別に添加してもよい。個別に添加する場合、添加する順序は任意でよい。
また、脂肪族ポリエステルを溶融後、植物繊維又は加水分解抑制剤のいずれかを添加し、混合した後、得られた複合組成物を再び溶融し、加水分解抑制剤又は植物繊維のいずれか一方を添加し、混合するようにしてもよい。
ここでは、DVDやCDとなる光ディスク成形体の構成を示しており、光ディスク成形体10は、ディスククランプエリア11と記録エリア12とが一体成形されたものであり、ICタグモジュール20がディスククランプエリア11に配置されている。また、このときICタグモジュール20の重心が当該光ディスク成形体10の内周側に位置するように該ICタグモジュール20が配置されることが好ましい。具体的には、ICタグモジュール20のICチップ21が当該光ディスク成形体10の内周側に位置するように配置する。
(回転によるアンバランス力)=(アンバランス重量)×(中心からの距離)×(角速度)2 ・・・ (1)
(アンバランス重量)=((ICタグ密度)―(樹脂密度))×(ICタグ体積) ・・・(2)
本発明の成形体の製造方法は、樹脂モールドされたアンテナ一体のICタグモジュールを、前述した脂肪族ポリエステル、ポリスチレン、ポリメタクリル酸メチル、ポリアセタール、ポリエチレン、ポリプロピレン、ポリアミド11、ポリアミド12のいずれか一の熱可塑性樹脂単体または該熱可塑性樹脂を含む材料である成形材料の射出成形と同時に封止して形成されるものであり、このとき230℃以下の成形温度で射出成形することが好ましい。
射出成形機は、成形体の型である金型1と、金型1の空洞部に溶融した成形材料を注入するノズル2と、成形材料の移送、圧縮、混練、溶融、計量動作を含む可塑化動作などを行うスクリュー3と、筒状の外側にバンドヒータが巻かれ中にスクリュー3を内蔵した構造であり成形材料を可塑化する部分であるスクリューシリンダー4と、成形材料をスクリュー3に供給するホッパ5と、スクリュー3を前進させる射出シリンダー6と、スクリュー3を回転させる油圧モータ7とを備える。
(S11)樹脂モールドされたアンテナ一体のICタグモジュールを金型1の空洞部の所定位置に配置する。
(S12)ホッパ5から前記成形材料をスクリュー3に供給し、油圧モータ7で回転するスクリュー3によって加熱して流動状態としつつスクリューシリンダー4内のノズル2の方向に移送する。
(S13)スクリューシリンダー4は230℃以下の成形温度(シリンダー温度)に加熱されており、スクリューシリンダー4内のノズル2側に滞留した溶融状態の成形材料は該成形温度で保持される。
(S14)射出シリンダー6がスクリュー3を前進させることにより、滞留した溶融状態の成形材料が金型1の空洞部(キャビティー)に注入される。
(S15)成形材料は金型1内で固化し、前記ICタグモジュールを封止しつつ金型1の空洞部の形状に相当する成形体となる。
(実験例1)
実際のICタグモジュールを用いてパッケージダメージとパッケージ表面温度について実験を行った。ここでは、ICタグモジュールとして、大日本印刷株式会社製「Mタグ(ACCUWAVE-IM0505-SLI)」(通信周波数13.56MHz帯のアンテナ一体型、5.45mm角、厚さ750μm)を用い、該ICタグモジュール単体を加熱し樹脂モールドの状態変化及びメモリー機能への影響を評価した。
(加熱条件1)シリコンオイルバスにて230℃まで加熱を行い、230℃で2分間の保温後終了した。
(加熱条件2)ハロゲンランプにより4方向から加熱して5℃/秒で昇温し、目標温度300℃到達で終了した。
(加熱条件3)ハロゲンランプにより4方向から加熱して1℃/秒で昇温し、目標温度300℃到達で終了した。
(加熱条件4)ハロゲンランプにより4方向から加熱して330℃まで昇温し5分間の保温後終了した。
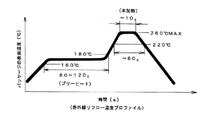
加熱温度230℃では2分間保持しても変色・変形は認められなかった。この結果からパッケージへの熱ダメージを抑えるには射出成形時の成形材料温度(封止樹脂温)を230℃以下にするのが有効であることが分かった。また、加熱条件2において、昇温勾配が5℃/秒(保持0.2秒)と急峻な加熱では加熱温度が295℃と低くなっているのはモジュール内での熱分布が一様ではなく一部分が高くなる影響のためと考えられる。またこの温度は燃焼開始温度であり樹脂そのものは難燃性が付与されているため燃焼続けることはなかった。この結果から300℃前後で燃焼による非可逆なパッケージダメージが生じることが分かった。また、樹脂モールドの変色は黒色化、変形はモジュール厚のふくらみとして観察され最大2%厚みが増した。ただし、通信機能は加熱条件4(加熱温度330℃/5分間保持)以外は、ROM、RAMとも正常に動作することを確認した。従って本実験例でのICタグモジュールのダメージはパッケージクラックと同じように電気的異常が短期的には発生しない信頼性低下現象と考えられる。

ポリ乳酸を主原料とする低融点のプラスチック、ポリスチレン、ポリカーボネートの3種類の成形材料により、成形温度を変えて射出成形を行った。その用いたICタグモジュール及び成形材料は次の通りである。
(1)ICタグモジュール:大日本印刷株式会社製「Mタグ(ACCUWAVE-IM0505-SLI)」(通信周波数13.56MHz帯のアンテナ一体型、5.45mm角、厚さ750μm)
(2)成形材料:つぎの3種類の材料から選択した。
・ポリ乳酸を主原料とする熱可塑性樹脂(三井化学社製:H100J)
・ポリスチレンを主原料とする熱可塑性樹脂(PSジャパン社製:GPPS HF77)
・ポリカーボネートを主原料とする熱可塑性樹脂(帝人化成社製:パンライトL-1225L)
ICタグモジュールの変形を評価するために得られた成型体からICタグモジュールを取り出して厚さを測定した。厚さはマイクロメーターにより測定した。なお、ICタグモジュールの成形材料による封止前の厚さは750μmである。また、通信評価は実験例1の場合と同じ方法で行った。
成形条件3では、成形条件2と同じ樹脂を使い成形温度を260℃と高くして行ったものであり、成形温度が高い分、封止樹脂温が高くなり変形が生じたと考えられる。成形温度は260℃を超えないことが必要であることが分かった。
成形条件4では、融点260℃の成形材料を成形可能なぎりぎりの低い成形温度にて、成形条件5では同じ成形材料を逆に通常より高めの成形温度で行った例である。成形条件4は成形温度が低い分射出圧は高い。どちらも同じように変形が認められた。融点が260℃と高い成形材料を用いる場合は成形条件によらず不適と考えられる。
成形条件3〜5のいずれの場合も短期的には電気的異常は認められず長期信頼性が低下する不良現象であり市場出荷後の不良発生が生じる可能性が高く、ID交換が困難な内蔵型としての使用は困難である。
Claims (4)
- 樹脂モールドされたアンテナ一体のICタグモジュールが成形材料で封止され、光ディスクの形状に成形されてなる成形体であって、
前記成形材料は、185℃以下の成形温度で射出成形されてなるポリ乳酸を主原料とする熱可塑性樹脂単体または該熱可塑性樹脂を含む材料であることを特徴とする成形体。 - 前記ICタグモジュールがディスククランプエリアに配置されていることを特徴とする請求項1に記載の成形体。
- 前記ICタグモジュールは、ICチップが前記光ディスクの内周側に位置するように配置されていることを特徴とする請求項2に記載の成形体。
- 樹脂モールドされたアンテナ一体のICタグモジュールを、ポリ乳酸を主原料とする熱可塑性樹脂単体または該熱可塑性樹脂を含む材料である成形材料の185℃以下の成形温度での射出成形と同時に封止して光ディスクの形状の成形体を形成することを特徴とする成形体の製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006212976A JP4200464B2 (ja) | 2006-08-04 | 2006-08-04 | 成形体及びその製造方法 |
| US11/831,617 US20080057258A1 (en) | 2006-08-04 | 2007-07-31 | Mold body and method of manufacturing the same |
| CNA2007101438687A CN101159105A (zh) | 2006-08-04 | 2007-08-03 | 模塑体及其制造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006212976A JP4200464B2 (ja) | 2006-08-04 | 2006-08-04 | 成形体及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008036928A JP2008036928A (ja) | 2008-02-21 |
| JP4200464B2 true JP4200464B2 (ja) | 2008-12-24 |
Family
ID=39151996
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006212976A Expired - Fee Related JP4200464B2 (ja) | 2006-08-04 | 2006-08-04 | 成形体及びその製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US20080057258A1 (ja) |
| JP (1) | JP4200464B2 (ja) |
| CN (1) | CN101159105A (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5065833B2 (ja) * | 2007-09-28 | 2012-11-07 | 株式会社日立製作所 | Rfidタグ |
| US8368519B2 (en) * | 2007-10-10 | 2013-02-05 | International Business Machines Corporation | Packaging a semiconductor wafer |
| EP2359213A4 (en) | 2008-11-05 | 2013-01-09 | Red E Innovations Llc | DATA SAFE, SYSTEM AND METHOD |
| JP5375337B2 (ja) * | 2009-05-28 | 2013-12-25 | 新日鐵住金株式会社 | ステンレス継目無鋼管の製造方法 |
| DE202010017335U1 (de) | 2010-05-18 | 2011-12-28 | Volker Elsässer | Optische Datenträgerscheibe |
| EP2395507B1 (de) * | 2010-05-18 | 2012-07-25 | Volker Elsässer | Optische Datenträgerscheibe |
| US9916778B2 (en) * | 2015-08-06 | 2018-03-13 | Xerox Corporation | Backlighting effect for package displays |
| GB2542361B (en) * | 2015-09-16 | 2021-03-03 | Spa Track Medical Ltd | Method of manufacturing an RFID tag assembly and RFID tag assembly |
-
2006
- 2006-08-04 JP JP2006212976A patent/JP4200464B2/ja not_active Expired - Fee Related
-
2007
- 2007-07-31 US US11/831,617 patent/US20080057258A1/en not_active Abandoned
- 2007-08-03 CN CNA2007101438687A patent/CN101159105A/zh active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008036928A (ja) | 2008-02-21 |
| CN101159105A (zh) | 2008-04-09 |
| US20080057258A1 (en) | 2008-03-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4200464B2 (ja) | 成形体及びその製造方法 | |
| EP2258761B1 (en) | Polyester molding for use with a casing | |
| EP2230275B1 (en) | Resin composition and molded product thereof, and method for their production | |
| JP4150015B2 (ja) | 全芳香族液晶ポリエステル樹脂組成物および光ピックアップレンズホルダー | |
| US20120217678A1 (en) | Liquid crystal polyester composition and process for producing the same | |
| US20070210573A1 (en) | Chemical compositions for authenticatable polymers and articles, and authentication methods thereof | |
| KR20100102539A (ko) | 액정성 폴리에스테르 수지 조성물 및 그의 성형체 | |
| EP1797556A1 (en) | Marked article and method of making the same | |
| US20100129582A1 (en) | Anisotropic electrically conductive adhesive film and method for manufacturing same | |
| EP1213111A2 (en) | Biodegradable resin material and method for producing the same | |
| JP2009155448A (ja) | ポリブチレンテレフタレート樹脂組成物 | |
| CN103814079A (zh) | 聚对苯二甲酸丁二醇酯树脂组合物和熔接体 | |
| KR100973501B1 (ko) | 수지조성물 | |
| JP2007091842A (ja) | ポリブチレンテレフタレート樹脂組成物 | |
| KR20050075756A (ko) | 수지 조성물 및 이 수지 조성물을 이용하여 형성된 성형체 | |
| CN101712791B (zh) | 树脂组合物和树脂成型制品 | |
| JP2006001973A (ja) | ポリ乳酸樹脂組成物、並びに、成型体及びその製造方法、及びoa機器 | |
| JP6359835B2 (ja) | 液晶ポリエステル組成物 | |
| JP2004176062A (ja) | 光ピックアップ部品用錠剤、それから得られる光ピックアップ部品およびその製造方法 | |
| JP2007191623A (ja) | 芳香族ポリカーボネート樹脂組成物からなる光ディスク基板 | |
| JP2003236944A (ja) | 樹脂成形品の製造方法 | |
| US20080081210A1 (en) | Authenticatable articles and methods therefor | |
| JP2006319302A (ja) | Icチップのパッケージ方法 | |
| TWI233936B (en) | Polymer material applied to be signal recording layer of multi-layer information storage medium | |
| JP2006073166A (ja) | 光ディスク及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080509 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080520 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080722 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080911 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080924 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111017 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |