JP4164366B2 - 建築要素を製造する方法 - Google Patents
建築要素を製造する方法 Download PDFInfo
- Publication number
- JP4164366B2 JP4164366B2 JP2002569760A JP2002569760A JP4164366B2 JP 4164366 B2 JP4164366 B2 JP 4164366B2 JP 2002569760 A JP2002569760 A JP 2002569760A JP 2002569760 A JP2002569760 A JP 2002569760A JP 4164366 B2 JP4164366 B2 JP 4164366B2
- Authority
- JP
- Japan
- Prior art keywords
- mold
- mixture
- plaster
- pressure
- water
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000000034 method Methods 0.000 title claims description 29
- 238000004519 manufacturing process Methods 0.000 title description 7
- 239000000203 mixture Substances 0.000 claims description 78
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 39
- 239000000945 filler Substances 0.000 claims description 22
- 238000007906 compression Methods 0.000 claims description 11
- 230000006835 compression Effects 0.000 claims description 10
- ZOMBKNNSYQHRCA-UHFFFAOYSA-J calcium sulfate hemihydrate Chemical compound O.[Ca+2].[Ca+2].[O-]S([O-])(=O)=O.[O-]S([O-])(=O)=O ZOMBKNNSYQHRCA-UHFFFAOYSA-J 0.000 claims description 8
- 239000003795 chemical substances by application Substances 0.000 claims description 5
- 239000011505 plaster Substances 0.000 description 69
- 238000002425 crystallisation Methods 0.000 description 12
- 230000008025 crystallization Effects 0.000 description 12
- 239000013078 crystal Substances 0.000 description 4
- 229910052602 gypsum Inorganic materials 0.000 description 4
- 239000010440 gypsum Substances 0.000 description 4
- 230000000704 physical effect Effects 0.000 description 4
- PASHVRUKOFIRIK-UHFFFAOYSA-L calcium sulfate dihydrate Chemical compound O.O.[Ca+2].[O-]S([O-])(=O)=O PASHVRUKOFIRIK-UHFFFAOYSA-L 0.000 description 3
- 238000006243 chemical reaction Methods 0.000 description 3
- 238000005304 joining Methods 0.000 description 3
- 239000004576 sand Substances 0.000 description 3
- 239000004575 stone Substances 0.000 description 3
- 229920000877 Melamine resin Polymers 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 230000036571 hydration Effects 0.000 description 2
- 238000006703 hydration reaction Methods 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 239000011159 matrix material Substances 0.000 description 2
- JDSHMPZPIAZGSV-UHFFFAOYSA-N melamine Chemical compound NC1=NC(N)=NC(N)=N1 JDSHMPZPIAZGSV-UHFFFAOYSA-N 0.000 description 2
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical group [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 1
- 229910019142 PO4 Inorganic materials 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 150000004649 carbonic acid derivatives Chemical class 0.000 description 1
- 239000004568 cement Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000000280 densification Methods 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 150000004677 hydrates Chemical class 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 235000021317 phosphate Nutrition 0.000 description 1
- 150000003013 phosphoric acid derivatives Chemical class 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
- 238000009738 saturating Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 125000000020 sulfo group Chemical group O=S(=O)([*])O[H] 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B40/00—Processes, in general, for influencing or modifying the properties of mortars, concrete or artificial stone compositions, e.g. their setting or hardening ability
- C04B40/02—Selection of the hardening environment
- C04B40/0259—Hardening promoted by a rise in pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B1/00—Producing shaped prefabricated articles from the material
- B28B1/44—Producing shaped prefabricated articles from the material by forcing cores into filled moulds for forming hollow articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B3/00—Producing shaped articles from the material by using presses; Presses specially adapted therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B7/00—Moulds; Cores; Mandrels
- B28B7/40—Moulds; Cores; Mandrels characterised by means for modifying the properties of the moulding material
- B28B7/46—Moulds; Cores; Mandrels characterised by means for modifying the properties of the moulding material for humidifying or dehumidifying
- B28B7/465—Applying setting liquid to dry mixtures
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Health & Medical Sciences (AREA)
- Toxicology (AREA)
- Materials Engineering (AREA)
- Structural Engineering (AREA)
- Organic Chemistry (AREA)
- Press-Shaping Or Shaping Using Conveyers (AREA)
- Curing Cements, Concrete, And Artificial Stone (AREA)
Description
Claims (7)
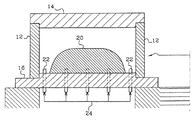
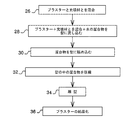
- 建築要素を、硫酸カルシウム半水和物と、充填材と、水との混合物から製造するための、混合物を型に入れ、混合物を型の中で圧縮し、建築要素を離型させることからなる方法であって、
硫酸カルシウム半水和物と充填材との合計を100重量%として、硫酸カルシウム半水和物30重量%〜50重量%及び充填材70重量%〜50重量%を含み、硫酸カルシウム半水和物100重量部に対して水35〜45重量部を含む混合物を型に導入し、
温度20〜25℃での型の中の混合物に加えられる圧力が、150バールまでであり、
混合物が、型の中で30〜45秒間圧縮され、次に建築要素を離型し、混合物中の硫酸カルシウム半水和物を型の外で結晶化させることを特徴とする方法。 - 型の中での30〜45秒間の圧縮が、最初に混合物を型の中に詰め込む圧力を10〜15秒間加え、次により高い圧力を10〜15秒間加える、請求項1記載の方法。
- 充填材が硫酸カルシウム半水和物に対して化学的に不活性である、請求項1又は2記載の方法。
- 充填材が硫酸カルシウム半水和物に対して化学的に不活性ではない、請求項1又は2記載の方法。
- 型(10)の中の混合物が流動化剤を含む、請求項1〜4の1項記載の方法。
- 流動化剤が解こう剤である、請求項5記載の方法。
- 型キャビティの対応する断面に対して減少した断面を有する少なくとも一つの要素であって、型の一つの壁の穴の中で並進的に誘導され、封止的に取り付けられ、混合物に打ち込まれるために軸方向の推力が加えられる円柱形のロッドを含む要素を型の中の混合物に打ち込むことにより、前記限界値の圧力に少なくとも等しい圧力を型の中の混合物に適用する、請求項1〜6の1項記載の方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0103350A FR2821839B1 (fr) | 2001-03-08 | 2001-03-08 | Procede de fabrication d'elements de construction |
| PCT/FR2002/000831 WO2002070435A1 (fr) | 2001-03-08 | 2002-03-07 | Procede de fabrication d'elements de construction |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004531407A JP2004531407A (ja) | 2004-10-14 |
| JP4164366B2 true JP4164366B2 (ja) | 2008-10-15 |
Family
ID=8861019
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002569760A Expired - Fee Related JP4164366B2 (ja) | 2001-03-08 | 2002-03-07 | 建築要素を製造する方法 |
Country Status (21)
| Country | Link |
|---|---|
| EP (1) | EP1370504B1 (ja) |
| JP (1) | JP4164366B2 (ja) |
| CN (1) | CN1282630C (ja) |
| AP (1) | AP1663A (ja) |
| AT (1) | ATE488483T1 (ja) |
| AU (1) | AU2002247802B2 (ja) |
| BR (1) | BR0207918A (ja) |
| CA (1) | CA2441825C (ja) |
| DE (1) | DE60238310D1 (ja) |
| DK (1) | DK1370504T3 (ja) |
| EA (1) | EA005049B1 (ja) |
| ES (1) | ES2356604T3 (ja) |
| FR (1) | FR2821839B1 (ja) |
| OA (1) | OA12451A (ja) |
| PL (1) | PL206838B1 (ja) |
| PT (1) | PT1370504E (ja) |
| RO (1) | RO121111B1 (ja) |
| SI (1) | SI1370504T1 (ja) |
| UA (1) | UA79428C2 (ja) |
| WO (1) | WO2002070435A1 (ja) |
| ZA (1) | ZA200306725B (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2889991B1 (fr) * | 2005-08-25 | 2007-11-09 | Edouard Serras | Procede de fabrication d'un element moule |
| FR2918660B1 (fr) * | 2007-07-13 | 2010-10-01 | Edouard Serras | Procede de fabrication d'un element de construction a partir d'un melange de platre,d'eau et d'une charge |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1703097A (en) * | 1926-05-07 | 1929-02-26 | Chassevent Louis Emile | Process for the manufacture of marble plaster |
| US3809566A (en) * | 1972-05-26 | 1974-05-07 | O Revord | Gypsum-based building product and method of producing same |
| DE2317049B2 (de) * | 1973-04-05 | 1978-03-09 | Salzgitter Industriebau Gmbh, 3320 Salzgitter | Verfahren zur Herstellung von Formkörpern aus Calciumsulfathalbhydrat |
| FR2607426B1 (fr) | 1986-11-27 | 1991-02-22 | Brouard Jean Charles Louis Eug | Procede de fabrication d'un element de construction a base de platre, element ainsi obtenu et procede de construction a partir de ces elements |
| NL8901021A (nl) * | 1989-04-24 | 1990-11-16 | Laan Dirk | Milieuvriendelijke sociale woningbouw door middel van energie-isolerende en economische giet-werkwijze voor het maken van brandvrije, maatvaste, dampdoorlatende, waterwerende gevelstapelstenen, vloer-, wand- en dakelementen, raam- en deurkozijnen, samengesteld uit reststoffen van door kolen gestookte elektriciteitscentrales. |
| FR2676386A1 (fr) | 1991-05-15 | 1992-11-20 | Scient Tech Batimen Centre | Procede et dispositif de fabrication de blocs de construction a partir d'un liant hydraulique tel que du platre, d'une charge inerte telle que du sable et d'eau. |
| NO302538B1 (no) * | 1995-05-30 | 1998-03-16 | Reslab As | Framgangsmåte for stabilisering av ukonsolidert kjernemateriale fra borehull |
-
2001
- 2001-03-08 FR FR0103350A patent/FR2821839B1/fr not_active Expired - Fee Related
-
2002
- 2002-03-07 ES ES02716879T patent/ES2356604T3/es not_active Expired - Lifetime
- 2002-03-07 BR BR0207918-6A patent/BR0207918A/pt not_active Application Discontinuation
- 2002-03-07 JP JP2002569760A patent/JP4164366B2/ja not_active Expired - Fee Related
- 2002-03-07 EP EP02716879A patent/EP1370504B1/fr not_active Expired - Lifetime
- 2002-03-07 DE DE60238310T patent/DE60238310D1/de not_active Expired - Lifetime
- 2002-03-07 CA CA2441825A patent/CA2441825C/fr not_active Expired - Fee Related
- 2002-03-07 CN CNB028061330A patent/CN1282630C/zh not_active Expired - Fee Related
- 2002-03-07 PT PT02716879T patent/PT1370504E/pt unknown
- 2002-03-07 SI SI200230931T patent/SI1370504T1/sl unknown
- 2002-03-07 RO ROA200300746A patent/RO121111B1/ro unknown
- 2002-03-07 AT AT02716879T patent/ATE488483T1/de active
- 2002-03-07 OA OA1200300218A patent/OA12451A/fr unknown
- 2002-03-07 EA EA200300986A patent/EA005049B1/ru not_active IP Right Cessation
- 2002-03-07 DK DK02716879.8T patent/DK1370504T3/da active
- 2002-03-07 AP APAP/P/2003/002864A patent/AP1663A/en active
- 2002-03-07 AU AU2002247802A patent/AU2002247802B2/en not_active Ceased
- 2002-03-07 WO PCT/FR2002/000831 patent/WO2002070435A1/fr active Application Filing
- 2002-03-07 PL PL369995A patent/PL206838B1/pl not_active IP Right Cessation
- 2002-07-03 UA UA2003098274A patent/UA79428C2/uk unknown
-
2003
- 2003-08-28 ZA ZA200306725A patent/ZA200306725B/en unknown
Also Published As
| Publication number | Publication date |
|---|---|
| EP1370504B1 (fr) | 2010-11-17 |
| CN1496342A (zh) | 2004-05-12 |
| CA2441825C (fr) | 2011-11-22 |
| PL206838B1 (pl) | 2010-09-30 |
| ATE488483T1 (de) | 2010-12-15 |
| BR0207918A (pt) | 2004-07-27 |
| AU2002247802B2 (en) | 2007-02-08 |
| UA79428C2 (en) | 2007-06-25 |
| FR2821839B1 (fr) | 2004-05-14 |
| WO2002070435A1 (fr) | 2002-09-12 |
| EA200300986A1 (ru) | 2004-02-26 |
| JP2004531407A (ja) | 2004-10-14 |
| PL369995A1 (en) | 2005-05-16 |
| AP2003002864A0 (en) | 2003-09-30 |
| OA12451A (fr) | 2006-05-23 |
| DE60238310D1 (de) | 2010-12-30 |
| RO121111B1 (ro) | 2006-12-29 |
| ZA200306725B (en) | 2004-08-30 |
| CN1282630C (zh) | 2006-11-01 |
| FR2821839A1 (fr) | 2002-09-13 |
| SI1370504T1 (sl) | 2011-03-31 |
| EP1370504A1 (fr) | 2003-12-17 |
| PT1370504E (pt) | 2011-02-11 |
| AP1663A (en) | 2006-09-17 |
| EA005049B1 (ru) | 2004-10-28 |
| DK1370504T3 (da) | 2011-03-14 |
| CA2441825A1 (fr) | 2002-09-12 |
| ES2356604T3 (es) | 2011-04-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5520729A (en) | Process for producing heat-insulating material | |
| WO2008083007A3 (en) | Compacting techniques for forming lightweight concrete building blocks | |
| CA2215337A1 (en) | Method and apparatus for the manufacture of cementitious slab products and the resulting products | |
| EP3568273B1 (en) | Plant and method for producing pumice blocks having cavities filled with insulation material | |
| JP4164366B2 (ja) | 建築要素を製造する方法 | |
| JP2686550B2 (ja) | 水硬性バインダーベースの建築用エレメントの製造法、該製造法による建築用エレメント及び該エレメントを使用する建築法 | |
| US20050173837A1 (en) | Method for manufacturing building elements | |
| US4370285A (en) | Method of production of a lightweight building element | |
| US4300324A (en) | Anhydrite cellular concrete composite building elements and their method of manufacture | |
| JPH11228251A (ja) | 軽量気泡コンクリートの製造方法 | |
| US1122669A (en) | Method of making hollow tiles. | |
| JP3281769B2 (ja) | 中空状セラミック体の形成方法 | |
| JP2001090249A (ja) | 模造レンガ | |
| US3432318A (en) | Preparation of calcium sulphate alpha-hemihydrate slurries for casting in moulds | |
| JP3486440B2 (ja) | 石膏系硬化体の製造方法 | |
| JPH0225304A (ja) | 軽量薄型パネルの製造方法 | |
| JP2000119066A (ja) | 紙型を用いて成形するセラミック硬化体の製造方法 | |
| JP2010058998A (ja) | ロッドピン抜き取り孔用充填材およびこれを用いる軽量気泡コンクリートパネルの製造方法 | |
| DE2655515A1 (de) | Verfahren zur herstellung von leichtkalksandsteinen | |
| JPS63168303A (ja) | セラミツクス製品の泥しよう鋳込み成形に用いる成形型用組成物 | |
| CZ15783U1 (cs) | Směs pro výrobu tepelně izolačních tvarovek z expandovaných keramických materiálů a zařízení pro jejich výrobu | |
| JPS5946912B2 (ja) | 軽量気泡コンクリ−トの製造法 | |
| CZ2004311A3 (cs) | Směsi pro výrobu tepelně izolačních tvarovek z expandovaných minerálních materiálů, způsob výroby tvarovek a zařízení k provádění způsobu | |
| JP2003301627A (ja) | コンクリート用笠置ブロックとその施工方法 | |
| JPH05131409A (ja) | セメント・コンクリート構造物の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050217 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080219 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080418 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080520 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080604 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080701 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080728 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110801 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120801 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130801 Year of fee payment: 5 |
|
| LAPS | Cancellation because of no payment of annual fees |