JP4155509B2 - Aluminum alloy for casting, casting made of aluminum alloy and method for producing the same - Google Patents
Aluminum alloy for casting, casting made of aluminum alloy and method for producing the same Download PDFInfo
- Publication number
- JP4155509B2 JP4155509B2 JP2003063074A JP2003063074A JP4155509B2 JP 4155509 B2 JP4155509 B2 JP 4155509B2 JP 2003063074 A JP2003063074 A JP 2003063074A JP 2003063074 A JP2003063074 A JP 2003063074A JP 4155509 B2 JP4155509 B2 JP 4155509B2
- Authority
- JP
- Japan
- Prior art keywords
- casting
- aluminum alloy
- total
- liquid phase
- alloy
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Landscapes
- Continuous Casting (AREA)
Description
【0001】
【発明の属する技術分野】
本発明は、ダイカスト鋳造等に適した鋳造用アルミニウム合金とアルミニウム合金製鋳物およびその製造方法に関するものである。
【0002】
【従来の技術】
近年、各種製品の軽量化の要請から、従来の鋳鉄製品から軽量なアルミニウム合金製品に急速に移行しつつある。この軽量化によって、各種装置等の性能向上が図られ、特に自動車等の場合、軽量化による燃費向上等によって、環境改善も図られる。
ところでアルミニウム合金製品は、鋳造、鍛造、切削加工等の種々の方法や工程を経て製造されるが、低コスト化が要求される量産の場合、ダイカスト鋳造法によって製造されることが多い。ダイカスト鋳造法によれば、切削加工等の大幅な削減ができ、精度が高くて鋳肌の美麗な製品が短いサイクルタイムで得られる。このダイカスト鋳造を行う際に問題となるのが鋳造性である。すなわち、鋳造割れ等の鋳造欠陥を無くしつつ、安定した品質のアルミニウム合金製鋳物を如何に大量生産できるかが重要となる。この観点から、これまでは鋳造性に優れるAl−Si系のアルミニウムダイカスト用合金(例えば、JIS ADC12)等が使用されてきた。
【0003】
ところが、Al−Si系合金からなるアルミニウム合金製鋳物の場合、強度はともかく、延性が非常に小さい。このため、その鋳物を高強度かつ高延性が要求される部材へ適用することは困難である。従って、Al−Si系合金では、適用範囲が限定されて、最近のニーズに十分応えることが難しい。
そこで、Al−Si系合金に替えてAl−Mg系合金の使用が考えられるが、これまでのAl−Mg系合金は鋳造性が悪く、一般的にいって、鋳物表面に鋳造割れ等の鋳造欠陥を生じ易いものであった。特に、形状が複雑か、薄肉部分があるか、断面変化が大きい鋳物等の場合、表面に鋳造割れを発生し易かった。このような鋳造割れは、切欠き効果によって部材の強度を大きく低減させると共に部材の外観を損ねるため、好ましくない。
そこで、下記特許文献1には、高強度、高靱性で安定した品質の鋳物が得られるAl−Mg系の鋳造用アルミニウム合金が提案されている。具体的には、Al−Mn−Mg−Ti−Sb合金がそこに開示されている。
【0004】
【特許文献1】
特開平6−330202号公報
【0005】
【発明が解決しようとする課題】
しかし、上記特許文献1の場合、Sb等を添加することによって、鋳造時の冷却速度が遅い部位にも、初晶であるAl6Mnの晶出を抑制してMnを強制的に固溶させた鋳造組織を形成し、全体的に安定した品質の鋳物を得ることを目的としている。
ところが、上記特許文献1では、鋳造割れ等について何ら触れられていない。そこで本発明者が実際にこの合金を使用して断面変化の大きな鋳物をダイカスト鋳造したところ、得られた鋳物の表面には多数の鋳造割れが発生していた。
【0006】
本発明は、このような事情に鑑みて為されたものである。すなわち、高強度、高延性なAl−Mg系合金であって、ダイカスト鋳造等を行ったときにも、鋳造割れの発生を大幅に抑制できる鋳造用アルミニウム合金を提供することを目的とする。また、この鋳造用アルミニウム合金を用いたアルミニウム合金製鋳物およびその製造方法を提供することを目的とする。
【0007】
【課題を解決するための手段および発明の効果】
本発明者はこの課題を解決すべく鋭意研究し、各種系統的実験を重ねた結果、鋳造性に優れると共に鋳放し状態でも高強度で高延性の鋳物が得られるAl−Mg−Mn−Fe−Ti合金を見出し、その合金にSbを適量添加することによって鋳造割れを一層抑制できることを新たに発見した。そして、これをさらに発展させて本発明を完成させるに至った。
(鋳造用アルミニウム合金)
すなわち、本発明の鋳造用アルミニウム合金は、全体を100質量%(以下、単に「%」と表記する。)としたときに、Mg:2〜6%、Mn:0.3〜1.2%、Fe、NiまたはCoのいずれか1種以上の合計:0.5〜1.1%、Ti、Zr、V、CrまたはBのいずれか1種以上の合計:0.01〜0.5%、
Sb:0.01〜0.5%を含み、残部がAlと不可避不純物とからなり、鋳造時の残留液相の補給性に優れることを特徴とする。
【0008】
本発明者が開発した上記範囲のAl−Mg−Mn−Fe(Ni、Co)−Ti(Zr、V、Cr、B)合金は、それ自体、高強度および高延性であり鋳造性に優れるものである。そして、それを使用してダイカスト鋳造した際にも大きな鋳造割れ等を生じない。しかし、この合金であっても、断面形状が大きく変化する鋳物等の場合には、細かな鋳造割れを表面に生じ得ることが解った。具体的には、リブの背面や付け根などである。このため、上記合金のままでは、適用できる鋳物部材の形状が制約されてその設計自由度が小さくなったり、鋳造方法が限定されてダイカスト鋳造が行えなかったり、歩留りが悪化したりし得る。
そこで、鋳物の設計自由度を大きくとりつつ、鋳造可能な製造条件を拡大し既存設備等で鋳造し易くして製造コストの削減を図ると共に、大量生産時でも安定した品質の鋳物が供給できる鋳造用アルミニウム合金が望まれるところ、本発明は、上記合金にSbを適量添加することにより、この課題を解決することに成功した。この理由は必ずしも明らかではないが、現状、次のように考えられる。なお以下では、主に、高い鋳造性が求められるダイカスト鋳造の場合を一例として取上げて説明する。
【0009】
先ず、従来のAl−Mg−Mn系合金をダイカスト鋳造した場合、鋳物表面に鋳造割れを発生する要因は、かゆ状凝固すること、残留液相を形成する晶出化合物量が少ないこと、およびそれらの結果として半凝固状態での脆性温度範囲が広いことがあげられる。
これを改良するために本発明の鋳造用アルミニウム合金では、Fe、NiまたはCoの1種以上(以下、単に、適宜「Fe等」という。)を適量添加することによって晶出化合物量を増加させている。また、Ti、Zr、V、CrまたはBの1種以上(以下、単に、適宜「Ti等」という。)を適量添加することによって初晶形態を球状化し脆性温度範囲を狭くしている。もっとも、これにより大きな鋳造割れは防止できるとしても、細かな鋳造割れの抑制、防止には十分ではなかった。
【0010】
次に、この細かな鋳造割れを観察したところ、本来なら凝固収縮によって発生した割れ部分に流れ込み、その割れを埋めるべき残留液相が、鋳物表面にまで十分に到達できていないことが明らかとなった。これを改善する方策として、残留液相量を増加させるか、残留液相の流動性を高めることが有効と考えられた。しかし、残留液相量を増加させるということは、初晶(α相:α−Al)が晶出した後に晶出する晶出化合物(Al6Mn、Al6(Mn、Fe)、Al3Fe等)の増加を意味する。この晶出化合物の増加は靱性の低下を招き、高延性な鋳造用アルミニウム合金という本発明の目的に沿わなくなる。従って、本発明の上記範囲以上にFe等やMnの含有量を増加させて、初晶晶出後の残留液相の増加を図ることは好ましくない。
【0011】
そこで、残留液相の流動性を高めることが有効と考え、本発明者が流動性向上に効果のある元素を種々試したところ、ようやくSbにその効果があることを知見するに至った。このSbの適量添加により、残留液相の流動性が向上して、割れ発生部へ残留液相が滑らかに補給され、その割れが埋められて、鋳造割れの発生が著しく抑制されるようになったと考えられる。
【0012】
(アルミニウム合金製鋳物)
本発明は、上記鋳造用アルミニウム合金以外に、それを使用して鋳造した所望の形状のアルミニウム合金製鋳物としても把握できる。
すなわち、本発明は、全体を100%としたときに、Mg:2〜6%、Mn:0.3〜1.2%、Fe、NiまたはCoのいずれか1種以上の合計:0.5〜1.1%、Ti、Zr、V、CrまたはBのいずれか1種以上の合計:0.01〜0.5%、Sb:0.01〜0.5%とを含み、残部がAlと不可避不純物とからなり、鋳造時に残留液相が補給されて表面割れがほとんどないことを特徴とする鋳造用アルミニウム合金製鋳物であっても良い。
【0013】
(アルミニウム合金製鋳物の製造方法)
さらに本発明は、そのアルミニウム合金製鋳物の製造方法としても把握できる。
すなわち、本発明は、全体を100%としたときに、Mg:2〜6%、Mn:0.3〜1.2%、Fe、NiまたはCoのいずれか1種以上の合計:0.5〜1.1%、Ti、Zr、V、CrまたはBのいずれか1種以上の合計:0.01〜0.5%、Sb:0.01〜0.5%とを含み残部がAlと不可避不純物とからなるアルミニウム合金の溶湯を鋳型に高速で注入する注入工程と、該鋳型に注入された溶湯を急冷凝固させる凝固工程とを備え、鋳造時に残留液相が補給されて表面割れがほとんどないアルミニウム合金製鋳物が得られることを特徴とするアルミニウム合金製鋳物の製造方法であっても良い。
【0014】
ところで、本発明でいう「高強度」とは、例えば、0.2%耐力が120MPa以上であることを意味し、「高延性」とは、例えば、破断伸びが13%以上であることを意味する。また、「鋳造性」とは、溶湯の湯回り性や離型性等に限らず、鋳造割れや引け巣(ポロシティ)の発生率等をも含む概念であるが、主に、鋳物表面に発生する鋳造割れの程度を意味する。但し、この鋳造割れの程度を一概に規定することは難しい。鋳物形状や鋳造条件等によって、鋳造割れが発生するか否かが大きく異なるからである。このため、本発明の鋳造用アルミニウム合金を使用することで鋳造割れが実用上問題ないレベルになるとしても、必ずしも細かな鋳造割れまでもが皆無になるとは限らないことを断っておく。
【0015】
本発明でいう「鋳造」は、ダイカスト鋳造に限定されるものではない。通常の金型鋳造、高圧鋳造等をも含み得る。もっとも、前述した鋳造割れの抑制機構からも解るように、本発明の鋳造用アルミニウム合金は、鋳型のキャビティ内へプランジャ等で合金溶湯が高速で注入され、合金溶湯が加圧された状態で、急冷凝固されるダイカスト鋳造に特に好適である。
【0016】
【発明の実施の形態】
次に、実施形態を挙げ、本発明をより詳しく説明する。なお、以下では主に鋳造用アルミニウム合金について説明するが、その内容は本発明のアルミニウム合金製鋳物およびその製造方法にも適宜該当するものであることを断っておく。
(1)合金組成
▲1▼Mg
Mgは、Alのマトリックス中に固溶して、アルミニウム合金の機械的強度(例えば、引張強さや耐力)を向上させると共に延性にも影響する元素である。
Mgが少な過ぎると、十分な機械的強度が得られない。一方、Mgが多過ぎると、粗大晶出物が多量に晶出し始め、延性の悪化を招くため好ましくない。そこで、Mgの下限は2%さらには4%が好ましく、その上限は6%さらには5%が好ましい。特にMgが2〜6%であると好適である。
【0017】
▲2▼Mn
Mnは、Mgと同様にAlのマトリックス中に固溶したり、AlやFeと化合物を生成してマトリックス中に微細に析出してアルミニウム合金の機械的強度を向上させたりする元素である。
Mnが少な過ぎると、十分な機械的強度の向上が得られず、一方、Mnが多過ぎると、粗大晶出物が晶出して延性の抵下を招くため好ましくない。そこで、Mnの下限は0.3%さらには0.4%が好ましく、その上限はMn≦−0.1Mg+1.2で好適である。
【0018】
▲3▼Fe等
Fe、NiまたはCoは、凝固時に化合物を晶出して、初晶の凝固収縮、熱収縮に伴う鋳造割れを抑制する元素である。
Fe等が少な過ぎると、表面に発生した鋳造割れを埋めるのに十分な残留液相が得られず、鋳造割れを十分に抑制できない。一方、Fe等が多過ぎると、晶出化合物量の増加や粗大晶出物の晶出により靱延性の低下を招き好ましくない。そこで、Fe等のいずれか1種以上の合計の下限は0.5%さらには0.6%が好ましく、その上限は1.1%さらには1%が好ましい。特にFe等が0.6〜1%であると好適である。
なお、前述した本発明の鋳造割れ抑止機構にはMnも関連しており、初晶等の晶出後の残留液相の確保にはFe等とMnとの共存が必要である。Mn量およびFe量等に加えて、両者の合計が1%以上で好適である。
【0019】
▲4▼Ti等
Ti、Zr、V、CrまたはBは、初晶であるα相の核生成サイトとなり、その初晶を球状化させて鋳造割れの抑制に有効な元素である。すなわち、Tiの添加によって、初晶Alの各結晶粒径は小さくなり、高固相率側まで固液流動状態が維持される(つまり、残留液相の流動性が確保される)。そして、脆性温度範囲が狭くなり、凝固収縮による割れ応力の発生時期が低温側にずれ込んで、耐鋳造割れ性が向上すると考えられる。また、Ti等が鋳造組織を微細化することによって、延性や強度の改善にも効果を発揮する。
【0020】
Ti等が少な過ぎると、これらの効果が十分には得られず、Ti等が多過ぎると、粗大晶出物(Al3Ti等)が晶出し始めて延性の低下を招くため好ましくない。そこで、Ti等のいずれか1種以上の合計の下限は0.01%さらには0.1%が好ましく、その上限は0.5%さらには0.25%が好ましい。特にTi等が0.1〜0.25%であると好適である。
【0021】
特にBは、Tiとの共存下で、結晶粒の微細化に大きな効果を発揮する。Bが少な過ぎると、その効果が十分に発揮されず、逆に、Bを多くしても、あまり効果の向上が望めず不経済である。そこで、Bの下限は0.01%さらには0.02%が好ましく、その上限は0.05%さらには0.04%が好ましい。特にBが0.01〜0.05%であると好適である。なお、Bは、単体で添加する場合の他、TiB2等のホウ化チタンとして添加すると経済的である。
【0022】
また、CrはMgやMnと同様に、アルミニウムのマトリックスに固溶して、機械的強度を向上させる元素である。Crが少な過ぎると、その効果が十分に発揮されず、逆に、Crが多過ぎると、粗大晶出物が晶出して延性の低下を招くため好ましくない。そこで、Crの下限は0.1%さらには0.2%が好ましく、その上限は0.7%さらには0.5%が好ましい。特にCrが0.2〜0.5%であると好適である。
【0023】
▲5▼Sb
Sbは、前述したように、晶出している固相と最終的に凝固する液相との濡れ性を改善して、その残留液相の流動性を高めるのに有効な元素である。
Sbが少な過ぎると、このような効果が十分に得られず、Sbが多過ぎると、逆に、残留液相の流動性を低下させて割れ部分へ溶湯が十分に補給されなくなり、鋳造割れが発生し易くなり得る。また、Sbが過剰となると、晶出化合物量が増加して靱性の低下を招き好ましくない。
そこで、Sbの下限は0.01%さらには0.02%が好ましく、その上限は0.5%さらには0.3%が好ましい。特にSbが0.02〜0.3%であると好適である。
【0024】
▲6▼Be
Beは、単独でもTi等との共存下でも、溶湯の酸化抑制に効果を発揮し、溶解時にMgの酸化消耗を抑える。Beが少な過ぎると、その効果が十分に発揮されず、逆に、Beを多くしても、あまり効果の向上が望めず不経済である。そこで、Bの下限は0.001%さらには0.005%が好ましく、その上限は0.01%さらには0.008%が好ましい。特にBeが0.001〜0.01%であると好適である。
【0025】
▲7▼不可避不純物
不可避不純物は、アルミニウム合金の特性に悪影響を与えない限り、その種類や含有量は限定されない。もっとも、本発明者は、不可避不純物であるSi、Cuの含有量を管理することにより、アルミニウム合金の鋳造性、強度または延性が向上することを見出している。すなわち、全体100%に対して、不可避不純物であるSiが0.5%以下、Cuが0.3%以下、Znが1%以下であると好適である。Siは、アルミ地金等に含まれる不可避不純物であり、0.5%を超えて含有すると、Mg2Siが自然時効によりマトリックス中に析出し、アルミニウム合金の機械的特性が経時的に変化して好ましくない。Cuは、鋳造割れを助長すると共に、耐食性を阻害する元素である。特に、本発明のアルミニウム合金製鋳物を構造部材として用いる場合0.3%以下とすることが好ましい。Znも鋳造割れを助長する元素であり1%以下とすることが好ましい。
【0026】
▲8▼その他
本発明は、上記した成分組成をもつ鋳造用アルミニウム合金であるが、その高強度、高延性および耐鋳造割れ性を損わない範囲で、その他の元素を適量含有しても良い。例えば、Al−Mg合金溶湯の酸化に伴うノロの生成を抑制するために、Moを含有させても良い。このとき、Mo量を0.05〜0.3%とすると好ましい。Moが、0.05%未満では酸化抑制効果が十分ではなく、0.3%を超えると粗大結晶物が晶出して延性の低下を招き好ましくない。
【0027】
(2)製造方法
本発明の鋳造用アルミニウム合金は、当然、鋳造に適したものであが、その鋳造方法が限定されるものではない。もっとも、薄肉、複雑形状等をした量産品へのアルミニウム合金製鋳物の適用を考えれば、その多くは、ダイカスト鋳造されたものとなる。そして、本発明の鋳造用アルミニウム合金は、ダイカスト鋳造をした場合でも、鋳造割れ等をほとんど生じない安定した鋳造性と、Al−Si系合金では不可能な高強度および高延性とを発揮する。
【0028】
ところで、このようなダイカスト鋳造は、セットされた金型のキャビティへ、合金溶湯をプランジャ等から高速供給すると共に加圧しつつ急冷凝固させるものである。そして、通常は、ダイカストマシン等によってほぼ自動的にまたは連続的に行われ、量産性の高いものである。
【0029】
ダイカスト鋳造の条件は、例えば、鋳造圧力、射出温度、射出速度(または溶湯の注入時間)、冷却速度等によってほぼ規定される。鋳造圧力は、例えば10〜100MPa、さらには20〜80MPaである。高速射出速度は、例えば、0.8〜10m/sec、さらには2〜10m/secである。これを溶湯の注入時間でいえば、例えば200msec以下、さらには10msec以下である。冷却速度は、厳密にいうと鋳造部位により異なるため、一律には特定できないが、遅くとも、例えば、20℃/sec以上、さらには50℃/sec以上である。
【0030】
なお、ダイカスト鋳造の場合、溶湯の金型への注入は2段階に分けて考えられる。金型の製品部へ溶湯を充填する製品部注入工程と、製品部の入口にある方案部へ溶湯を充填する方案部注入工程とである。製品部注入工程は上記したように高速で行われるが、方案部注入工程は比較的低速で射出速度が0.1〜1、注入時間が1000〜4000msec程度で行われる。従って、前述の内容は、製品部注入工程に関するものであり、上記溶湯の注入時間は、金型の製品キャビティへの溶湯の供給開始後からそのキャビティ内がその溶湯で充填されるまでの時間である。本発明の製造方法の注入工程でいう「高速」とは、例えば、この注入時間が500msec以下を意味する。
【0031】
なお、本発明の製造方法でいう注入工程および凝固行程は、ダイカスト鋳造に限定されるものではない。また、両工程は必ずしも明確に区別されるものではなく、連続的にまたは重畳して行われるものであっても良い。例えば、ダイカスト鋳造を考えると、注入工程が完了する前に凝固行程が一部開始していることも多い。また、溶湯の実質的な加圧が開始されるのは理論的にいうと注入工程完了後となるが、注入工程中から加圧されていると考えても良い。本発明の場合、この溶湯の加圧は鋳造割れを抑制する上で重要である。何故なら、溶湯が加圧された状態にあることで、凝固収縮によって生じた割れ部分への残留液相の補給が促進されるからである。
【0032】
(2)用途
本発明の鋳造用アルミニウム合金やアルミニウム合金製鋳物は、鋳造後に溶体化処理や時効処理等の熱処理を施しても良いが、熱処理を施さない鋳放し状態でも、優れた強度および延性を発揮する。従って、高強度かつ高延性のアルミニウム合金製鋳物が低コストで得られる。また、それがダイカスト鋳造品であれば、鋳造に要するサイクルタイムも短かく、鋳造後の加工等がほとんど不要となり、アルミニウム合金製鋳物の低コスト化を一層図れる。
【0033】
本発明のアルミニウム合金製鋳物の用途は種々考えられるが、例えば、次のようなものがある。自動車や二輪車の分野では、ボディ構造用部材、シャシ部材、ホイール、スペースフレーム、ステアリングホイール(芯金)、シートフレーム、サスペンションメンバー、ミッションケース、プーリ、オイルパン、シフトレバー、インスツルメントパネル、ドアインパクトパネル、吸気用サージタンク、ペダルブラケット、フロントシュラウドパネル等である。
【0034】
【実施例】
次に、本発明に係る実施例を挙げて、本発明をより詳細に説明する。
(試験片の製作)
Al−4.5%Mg−0.3%Mn−0.7%Fe−0.15%Ti−x%Sb(単位:質量%)の組成をもつ6つの試験片(アルミニウム合金製鋳物)をダイカスト鋳造により製造した。各試験片のSb量は、それぞれ、0%、0.02%、0.1%、0.3%、0.5%、0.75%または1%とした。
【0035】
ダイカスト鋳造は、縦型ダイカスト機を使用して行った。つまり、上記組成に調製した各種溶湯をプランジャ(φ40mm)で金型のキャビティへ加圧注入後(注入工程)、冷却速度を100℃/秒程度として凝固させた(凝固工程)。このときの鋳造条件は、鋳造圧力:64MPa、射出(プランジャ)速度:0.6m/s、射出(溶解)温度:液相線温度+10℃とした。また、金型温度は50〜100℃としておいた。
【0036】
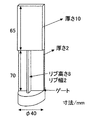
製作した試験片の形状を図1に示す。この試験片は、ゲートに連なる幅40x高さ70x厚さ2mmの薄板部と、この薄板部から奥に連なる幅40x高さ65x厚さ10mmの厚板部と、薄板部の中央表面から突出し厚板部からゲートへ架橋する幅2x高さ70x高さ8mmのリブとで構成されている。そして、薄板部と厚板部との裏面は面一の平坦面となっている。
【0037】
(観察および測定)
各試験片の前記平坦面(リブと反対側にある薄板部分と厚肉部との面一となっている面)で、鋳造割れが発生しているか否かをカラーチェックにより調べた。この結果を図2に示す。赤くて細い筋状部分がクラックの発生を意味する。
また、この平坦面上で、ゲートから高さ方向に50mmの位置での鋳造割れの深さを組織観察により測定した。この結果を図3に示す。
【0038】
(評価)
図2および図3から明らかなように、断面形状が大きく変化する薄いリブの裏側(平坦面上)にクラックが発生することが解った。そして、Sbの添加により、クラックの発生は抑制され、特に、Sb量が0.02〜0.5%、0.05〜0.3%さらには0.1%前後で最も効果的であることも明らかとなった。
【0039】
(強度および延性)
Sb量のみ異なる前述の組成にて、縦型ダイカスト機を用いて、実施例1と同様のダイカスト条件により、厚さ2mm、幅5mm、長さ70mmの板状鋳物を作成し、平行部が15mm、幅5mmで、平面部が鋳肌のままの平板引張試験片に切削加工して引張試験に供した。試験片はいずれも鋳放しのままである。これらの各試験片の0.2%耐力および破断伸びを調べたところ、0.2%耐力は140〜150MPa、破断伸びは16〜10%であった。ちなみに、1%Sbを添加した場合の伸びは13%以下であった。
【図面の簡単な説明】
【図1】鋳造割れ評価用試験片の形状を示す斜視図である。
【図2】各試験片について調べた鋳造割れのカラーチェックを示す写真である。
【図3】各試験片について調べた鋳造割れ深さをプロットしたグラフである。[0001]
BACKGROUND OF THE INVENTION
The present invention relates to an aluminum alloy for casting suitable for die casting and the like, an aluminum alloy casting, and a method for producing the same.
[0002]
[Prior art]
In recent years, there has been a rapid shift from conventional cast iron products to lightweight aluminum alloy products due to demands for weight reduction of various products. This weight reduction improves the performance of various devices and the like, and particularly in the case of automobiles, the environment is improved by improving the fuel consumption due to the weight reduction.
By the way, aluminum alloy products are manufactured through various methods and processes such as casting, forging, and cutting, but in mass production that requires cost reduction, they are often manufactured by a die casting method. According to the die casting method, cutting and the like can be greatly reduced, and a product with high precision and a beautiful casting surface can be obtained in a short cycle time. Casting becomes a problem when performing this die casting. That is, it is important how to mass-produce stable quality aluminum alloy castings while eliminating casting defects such as casting cracks. From this point of view, an Al—Si-based aluminum die casting alloy (for example, JIS ADC12) that has excellent castability has been used so far.
[0003]
However, in the case of an aluminum alloy casting made of an Al—Si alloy, the ductility is very small, regardless of strength. For this reason, it is difficult to apply the casting to a member that requires high strength and high ductility. Therefore, with Al-Si alloys, the application range is limited, and it is difficult to sufficiently meet recent needs.
Therefore, it is conceivable to use an Al-Mg alloy instead of an Al-Si alloy, but the conventional Al-Mg alloys have poor castability, and generally speaking, casting such as casting cracks on the casting surface. It was easy to produce a defect. In particular, in the case of a casting or the like having a complicated shape, a thin portion, or a large cross-sectional change, a casting crack is likely to occur on the surface. Such a casting crack is not preferable because the strength of the member is greatly reduced by the notch effect and the appearance of the member is impaired.
Therefore,
[0004]
[Patent Document 1]
Japanese Patent Laid-Open No. 6-330202
[Problems to be solved by the invention]
However, in the case of the above-mentioned
However, the above-mentioned
[0006]
The present invention has been made in view of such circumstances. That is, an object of the present invention is to provide an aluminum alloy for casting that is a high-strength, high-ductility Al—Mg-based alloy that can significantly suppress the occurrence of casting cracks even when die casting is performed. It is another object of the present invention to provide an aluminum alloy casting using the casting aluminum alloy and a method for producing the same.
[0007]
[Means for Solving the Problems and Effects of the Invention]
The present inventor has intensively studied to solve this problem, and as a result of repeating various systematic experiments, Al-Mg-Mn-Fe-, which is excellent in castability and has a high strength and high ductility even in an as-cast state. The inventors discovered a Ti alloy and newly discovered that casting cracks can be further suppressed by adding an appropriate amount of Sb to the alloy. This has been further developed to complete the present invention.
(Aluminum alloy for casting)
That is, the casting aluminum alloy of the present invention has Mg of 2 to 6% and Mn: 0.3 to 1.2% when the whole is 100% by mass (hereinafter simply referred to as “%”). , Fe, Ni or Co, one or more total: 0.5 to 1.1%, Ti, Zr, V, Cr or B one or more total: 0.01 to 0.5% ,
Sb: 0.01 to 0.5% is included, the balance is made of Al and inevitable impurities, and the replenishability of the residual liquid phase during casting is excellent.
[0008]
The Al—Mg—Mn—Fe (Ni, Co) —Ti (Zr, V, Cr, B) alloy developed by the present inventors itself has high strength and high ductility and excellent castability. It is. And when it is used and die-casting, a big casting crack etc. do not arise. However, even with this alloy, it has been found that fine casting cracks can occur on the surface in the case of castings whose cross-sectional shape changes greatly. Specifically, it is the back surface of the rib or the root. For this reason, if the alloy is used as it is, the shape of the cast member that can be applied is limited, and the degree of design freedom is reduced, the casting method is limited, die casting cannot be performed, and the yield may be deteriorated.
Therefore, while increasing the degree of design freedom of castings, the casting conditions that can be cast are expanded to facilitate casting with existing facilities, etc. to reduce manufacturing costs, and casting that can supply stable quality castings even during mass production. Therefore, the present invention has succeeded in solving this problem by adding an appropriate amount of Sb to the above alloy. The reason for this is not necessarily clear, but it can be considered as follows. In the following description, the case of die casting in which high castability is required will be mainly described as an example.
[0009]
First, when the conventional Al-Mg-Mn alloy is die-cast, the causes of casting cracks on the casting surface are that it solidifies in an iterative manner, the amount of crystallized compounds that form a residual liquid phase, and those As a result, the brittle temperature range in the semi-solidified state is wide.
In order to improve this, in the casting aluminum alloy of the present invention, the amount of crystallized compounds is increased by adding an appropriate amount of one or more of Fe, Ni or Co (hereinafter simply referred to as “Fe etc.” as appropriate). ing. Further, by adding an appropriate amount of one or more of Ti, Zr, V, Cr or B (hereinafter simply referred to as “Ti etc.” as appropriate), the primary crystal form is made spherical and the brittle temperature range is narrowed. However, even though this can prevent large casting cracks, it is not sufficient for suppressing and preventing fine casting cracks.
[0010]
Next, when this fine casting crack was observed, it became clear that the residual liquid phase that would normally flow into the cracked part caused by solidification shrinkage and did not sufficiently reach the casting surface. It was. As measures to improve this, it was considered effective to increase the amount of residual liquid phase or increase the fluidity of the residual liquid phase. However, increasing the amount of residual liquid phase means that crystallized compounds (Al 6 Mn, Al 6 (Mn, Fe), Al 3 Fe) that crystallize after the primary crystal (α phase: α-Al) crystallizes. Etc.). This increase in the crystallized compound leads to a decrease in toughness and does not conform to the object of the present invention of a highly ductile aluminum alloy for casting. Therefore, it is not preferable to increase the residual liquid phase after primary crystallization by increasing the content of Fe or the like or Mn beyond the above range of the present invention.
[0011]
Therefore, it was considered effective to increase the fluidity of the residual liquid phase, and when the present inventor tried various elements effective in improving the fluidity, the inventors finally found out that Sb has the effect. By adding an appropriate amount of this Sb, the fluidity of the residual liquid phase is improved, the residual liquid phase is smoothly replenished to the crack generation part, the crack is filled, and the occurrence of the casting crack is remarkably suppressed. It is thought.
[0012]
(Aluminum alloy castings)
This invention can be grasped | ascertained also as an aluminum alloy casting of the desired shape cast using it other than the said aluminum alloy for casting.
That is, in the present invention, the total of Mg: 2 to 6%, Mn: 0.3 to 1.2%, and any one or more of Fe, Ni, or Co when the whole is 100%: 0.5 -1.1%, including one or more of Ti, Zr, V, Cr or B: 0.01-0.5%, Sb: 0.01-0.5%, with the balance being Al It may be a casting made of an aluminum alloy for casting, which is characterized in that the residual liquid phase is replenished during casting and there is almost no surface cracking.
[0013]
(Production method of aluminum alloy castings)
Furthermore, this invention can be grasped | ascertained also as a manufacturing method of the aluminum alloy casting.
That is, in the present invention, the total of Mg: 2 to 6%, Mn: 0.3 to 1.2%, and any one or more of Fe, Ni, or Co when the whole is 100%: 0.5 -1.1%, including Ti, Zr, V, Cr or B at least one total: 0.01-0.5%, Sb: 0.01-0.5%, the balance being Al an injection step of injecting a melt of an aluminum alloy consisting of unavoidable impurities at a high speed into a mold, and a solidifying step of rapidly solidifying the molten metal injected into the template, mostly surface cracks residual liquid phase is supplied to the casting A method for producing an aluminum alloy casting characterized in that an aluminum alloy casting can be obtained.
[0014]
By the way, “high strength” in the present invention means, for example, that 0.2% proof stress is 120 MPa or more, and “high ductility” means, for example, that elongation at break is 13% or more. To do. “Castability” is a concept that includes not only the meltability and releasability of the molten metal, but also the rate of occurrence of casting cracks and shrinkage cavities (porosity). This means the degree of casting cracking. However, it is difficult to unconditionally define the extent of this casting crack. This is because whether or not casting cracks are generated varies greatly depending on the casting shape and casting conditions. For this reason, even if a casting crack becomes a level which is practically no problem by using the aluminum alloy for casting of the present invention, it should be noted that there is not necessarily no fine casting crack.
[0015]
“Casting” as used in the present invention is not limited to die casting. Ordinary mold casting, high pressure casting and the like may be included. However, as can be seen from the above-described casting crack suppression mechanism, the casting aluminum alloy of the present invention is injected into the mold cavity at a high speed with a plunger or the like, and the molten alloy is pressurized, It is particularly suitable for die casting that is rapidly solidified.
[0016]
DETAILED DESCRIPTION OF THE INVENTION
Next, the present invention will be described in more detail with reference to embodiments. In the following description, the aluminum alloy for casting will be mainly described. However, it should be noted that the contents appropriately correspond to the aluminum alloy casting of the present invention and the manufacturing method thereof.
(1) Alloy composition (1) Mg
Mg is an element that dissolves in an Al matrix and improves the mechanical strength (for example, tensile strength and proof stress) of the aluminum alloy and also affects the ductility.
When there is too little Mg, sufficient mechanical strength cannot be obtained. On the other hand, too much Mg is not preferable because a large amount of coarse crystals start to crystallize, leading to deterioration of ductility. Therefore, the lower limit of Mg is preferably 2%, more preferably 4%, and the upper limit is preferably 6%, further 5%. In particular, Mg is preferably 2 to 6%.
[0017]
▲ 2 ▼ Mn
Similar to Mg, Mn is an element that forms a solid solution in an Al matrix, or forms a compound with Al or Fe and precipitates finely in the matrix to improve the mechanical strength of the aluminum alloy.
If the amount of Mn is too small, sufficient mechanical strength cannot be improved. On the other hand, if the amount of Mn is too large, a coarse crystallized product is crystallized, resulting in a decrease in ductility. Therefore, the lower limit of Mn is preferably 0.3%, more preferably 0.4%, and the upper limit is suitably Mn ≦ −0.1Mg + 1.2.
[0018]
(3) Fe, such as Fe, Ni or Co is an element that crystallizes a compound at the time of solidification and suppresses casting cracks accompanying solidification shrinkage and thermal shrinkage of the primary crystal.
If the amount of Fe or the like is too small, a residual liquid phase sufficient to fill a casting crack generated on the surface cannot be obtained, and the casting crack cannot be sufficiently suppressed. On the other hand, too much Fe or the like is not preferable because it causes a decrease in toughness due to an increase in the amount of crystallized compounds and crystallization of coarse crystals. Therefore, the lower limit of the total of any one or more of Fe and the like is preferably 0.5%, more preferably 0.6%, and the upper limit is preferably 1.1%, more preferably 1%. In particular, Fe or the like is suitably 0.6 to 1%.
In addition, Mn is also related to the above-described casting crack inhibiting mechanism of the present invention, and coexistence of Fe and the like with Mn is necessary to secure a residual liquid phase after crystallization of primary crystals and the like. In addition to the amount of Mn, the amount of Fe, etc., the total of both is suitable at 1% or more.
[0019]
(4) Ti, such as Ti, Zr, V, Cr, or B is an element effective in suppressing casting cracks by forming a primary phase α-phase nucleation site and spheroidizing the primary crystal. That is, by adding Ti, the crystal grain size of primary Al decreases, and the solid-liquid flow state is maintained up to the high solid phase ratio side (that is, the fluidity of the residual liquid phase is ensured). And it is thought that the brittle temperature range becomes narrow, the generation time of cracking stress due to solidification shrinkage shifts to the low temperature side, and cast cracking resistance is improved. In addition, Ti or the like refines the cast structure, and is effective in improving ductility and strength.
[0020]
If the amount of Ti or the like is too small, these effects cannot be obtained sufficiently, and if the amount of Ti or the like is too large, a coarse crystallized product (Al 3 Ti or the like) starts to crystallize, leading to a decrease in ductility. Therefore, the lower limit of the total of at least one of Ti and the like is preferably 0.01%, more preferably 0.1%, and the upper limit is preferably 0.5%, more preferably 0.25%. In particular, Ti or the like is preferably 0.1 to 0.25%.
[0021]
In particular, B exhibits a great effect on the refinement of crystal grains in the presence of Ti. If the amount of B is too small, the effect is not sufficiently exhibited. Conversely, even if the amount of B is increased, the improvement of the effect cannot be expected so much. Therefore, the lower limit of B is preferably 0.01%, more preferably 0.02%, and the upper limit thereof is preferably 0.05%, further 0.04%. In particular, B is preferably 0.01 to 0.05%. B is economical when added as a titanium boride such as TiB 2 in addition to the case where B is added alone.
[0022]
Cr, like Mg and Mn, is an element that improves the mechanical strength by being dissolved in an aluminum matrix. If the amount of Cr is too small, the effect is not sufficiently exhibited. Conversely, if the amount of Cr is too large, a coarse crystallized product is crystallized, resulting in a decrease in ductility. Therefore, the lower limit of Cr is preferably 0.1%, more preferably 0.2%, and the upper limit is preferably 0.7%, more preferably 0.5%. In particular, Cr is preferably 0.2 to 0.5%.
[0023]
(5) Sb
As described above, Sb is an element effective for improving the wettability between the crystallized solid phase and the liquid phase finally solidified and enhancing the fluidity of the residual liquid phase.
If the amount of Sb is too small, such an effect cannot be obtained sufficiently. If the amount of Sb is too large, on the contrary, the fluidity of the residual liquid phase is lowered and the molten metal is not sufficiently supplied to the cracked portion, and the casting crack is not generated. It can easily occur. On the other hand, when Sb is excessive, the amount of the crystallized compound increases, leading to a decrease in toughness.
Therefore, the lower limit of Sb is preferably 0.01%, more preferably 0.02%, and the upper limit thereof is preferably 0.5%, further 0.3%. In particular, Sb is preferably 0.02 to 0.3%.
[0024]
▲ 6 ▼ Be
Be alone or in the coexistence with Ti or the like is effective in suppressing the oxidation of the molten metal, and suppresses the oxidative consumption of Mg during melting. If the amount of Be is too small, the effect is not sufficiently exhibited. Conversely, even if Be is increased, the improvement of the effect cannot be expected so much, which is uneconomical. Therefore, the lower limit of B is preferably 0.001%, more preferably 0.005%, and the upper limit thereof is preferably 0.01%, further 0.008%. Particularly, Be is preferably 0.001 to 0.01%.
[0025]
(7) Inevitable impurities The type and content of inevitable impurities are not limited as long as they do not adversely affect the properties of the aluminum alloy. However, the present inventor has found that the castability, strength, or ductility of the aluminum alloy is improved by controlling the contents of Si and Cu, which are inevitable impurities. That is, it is preferable that Si, which is an inevitable impurity, is 0.5% or less, Cu is 0.3% or less, and Zn is 1% or less with respect to 100% as a whole. Si is an inevitable impurity contained in aluminum ingots, etc. If it exceeds 0.5%, Mg 2 Si precipitates in the matrix by natural aging, and the mechanical properties of the aluminum alloy change over time. It is not preferable. Cu is an element that promotes casting cracking and inhibits corrosion resistance. In particular, when the aluminum alloy casting of the present invention is used as a structural member, it is preferably 0.3% or less. Zn is also an element that promotes casting cracking, and is preferably made 1% or less.
[0026]
(8) Others The present invention is a casting aluminum alloy having the above component composition, but may contain other elements in appropriate amounts within a range not impairing its high strength, high ductility and cast cracking resistance. . For example, Mo may be contained in order to suppress generation of noro accompanying oxidation of the molten Al-Mg alloy. At this time, the Mo amount is preferably 0.05 to 0.3%. If Mo is less than 0.05%, the effect of inhibiting oxidation is not sufficient, and if it exceeds 0.3%, a coarse crystal is crystallized, resulting in a decrease in ductility.
[0027]
(2) Manufacturing method The casting aluminum alloy of the present invention is naturally suitable for casting, but the casting method is not limited. However, considering the application of aluminum alloy castings to mass-produced products with thin walls, complex shapes, etc., most of them are die-cast. And the aluminum alloy for casting of this invention exhibits the stable castability which hardly produces a casting crack etc., and the high intensity | strength and high ductility which are impossible with an Al-Si type alloy, even when die-casting.
[0028]
By the way, in such die casting, molten alloy is rapidly supplied to a cavity of a set mold from a plunger or the like and rapidly solidified while being pressurized. Usually, it is performed almost automatically or continuously by a die-casting machine or the like, and has high mass productivity.
[0029]
The die casting conditions are substantially defined by, for example, casting pressure, injection temperature, injection speed (or molten metal injection time), cooling speed, and the like. The casting pressure is, for example, 10 to 100 MPa, and further 20 to 80 MPa. The high-speed injection speed is, for example, 0.8 to 10 m / sec, and further 2 to 10 m / sec. In terms of the molten metal pouring time, it is, for example, 200 msec or less, and further 10 msec or less. Strictly speaking, the cooling rate varies depending on the casting site, and thus cannot be specified uniformly. However, the cooling rate is, for example, 20 ° C./sec or more, further 50 ° C./sec or more at the latest.
[0030]
In the case of die casting, injection of molten metal into the mold can be considered in two stages. There are a product part injection process for filling the product part of the mold with the molten metal and a plan part injection process for filling the design part at the entrance of the product part with the molten metal. The product part injection process is performed at a high speed as described above, but the plan part injection process is performed at a relatively low speed with an injection speed of 0.1 to 1 and an injection time of about 1000 to 4000 msec. Therefore, the above description relates to the product part injection process, and the injection time of the molten metal is the time from the start of supplying the molten metal to the product cavity of the mold until the inside of the cavity is filled with the molten metal. is there. “High speed” in the injection step of the production method of the present invention means, for example, that the injection time is 500 msec or less.
[0031]
In addition, the injection | pouring process and solidification process said by the manufacturing method of this invention are not limited to die-casting. Moreover, both processes are not necessarily distinguished clearly, and may be performed continuously or overlappingly. For example, when considering die casting, the solidification process is often partially started before the injection process is completed. Moreover, although it is theoretically said that substantial pressurization of the molten metal is started after the completion of the injection step, it may be considered that the pressure is applied from the injection step. In the case of the present invention, pressurization of the molten metal is important for suppressing casting cracks. This is because when the molten metal is in a pressurized state, replenishment of the residual liquid phase to the cracked portion caused by solidification shrinkage is promoted.
[0032]
(2) Applications The casting aluminum alloy and aluminum alloy casting of the present invention may be subjected to heat treatment such as solution treatment or aging treatment after casting, but excellent strength and ductility even in an as-cast state without heat treatment. Demonstrate. Therefore, an aluminum alloy casting having high strength and high ductility can be obtained at low cost. In addition, if it is a die-cast product, the cycle time required for casting is short, processing after casting is almost unnecessary, and the cost of aluminum alloy castings can be further reduced.
[0033]
Various uses of the aluminum alloy casting of the present invention are conceivable. Examples thereof include the following. In the field of automobiles and motorcycles, body structural members, chassis members, wheels, space frames, steering wheels (core metal), seat frames, suspension members, transmission cases, pulleys, oil pans, shift levers, instrument panels, doors Impact panels, intake surge tanks, pedal brackets, front shroud panels, etc.
[0034]
【Example】
Next, the present invention will be described in more detail with reference to examples according to the present invention.
(Production of test piece)
Six test pieces (aluminum alloy castings) having a composition of Al-4.5% Mg-0.3% Mn-0.7% Fe-0.15% Ti-x% Sb (unit: mass%) Manufactured by die casting. The Sb amount of each test piece was 0%, 0.02%, 0.1%, 0.3%, 0.5%, 0.75%, or 1%, respectively.
[0035]
Die casting was performed using a vertical die casting machine. That is, various molten metals prepared to the above composition were injected by pressure into the mold cavity with a plunger (φ40 mm) (injection step) and then solidified at a cooling rate of about 100 ° C./second (solidification step). The casting conditions at this time were casting pressure: 64 MPa, injection (plunger) speed: 0.6 m / s, injection (melting) temperature: liquidus temperature + 10 ° C. The mold temperature was set to 50 to 100 ° C.
[0036]
The shape of the manufactured test piece is shown in FIG. The test piece has a width of 40 ×
[0037]
(Observation and measurement)
It was examined by color check whether or not casting cracks occurred on the flat surface of each test piece (surface which is flush with the thin plate portion and the thick portion on the opposite side of the rib). The result is shown in FIG. Red and thin streaks indicate the occurrence of cracks.
Further, on this flat surface, the depth of the casting crack at a position of 50 mm in the height direction from the gate was measured by structure observation. The result is shown in FIG.
[0038]
(Evaluation)
As apparent from FIGS. 2 and 3, it was found that cracks occurred on the back side (on the flat surface) of the thin rib whose cross-sectional shape greatly changed. And the addition of Sb suppresses the generation of cracks, and is particularly effective when the amount of Sb is 0.02 to 0.5%, 0.05 to 0.3%, or even around 0.1%. It became clear.
[0039]
(Strength and ductility)
A plate-shaped casting having a thickness of 2 mm, a width of 5 mm, and a length of 70 mm was prepared using a vertical die casting machine with the above-described composition that differs only in the Sb amount under the same die casting conditions as in Example 1, and the parallel part was 15 mm. A flat plate tensile test piece having a width of 5 mm and a flat surface as it was cast was subjected to a tensile test. All specimens are as-cast. When 0.2% proof stress and breaking elongation of each of these test pieces were examined, the 0.2% proof stress was 140 to 150 MPa, and the breaking elongation was 16 to 10%. Incidentally, the elongation when 1% Sb was added was 13% or less.
[Brief description of the drawings]
FIG. 1 is a perspective view showing the shape of a test piece for casting crack evaluation.
FIG. 2 is a photograph showing a color check of a casting crack examined for each test piece.
FIG. 3 is a graph plotting cast crack depths examined for each test piece.
Claims (9)
マグネシウム(Mg):2〜6%、
マンガン(Mn):0.3〜1.2%、
鉄(Fe)、ニッケル(Ni)またはコバルト(Co)のいずれか1種以上の合計:0.5〜1.1%、
チタン(Ti)、ジルコニウム(Zr)、バナジウム(V)、クロム(Cr)またはホウ素(B)のいずれか1種以上の合計:0.01〜0.5%、
アンチモン(Sb):0.01〜0.5%を含み、
残部がアルミニウム(Al)と不可避不純物とからなり、
鋳造時の残留液相の補給性に優れることを特徴とする鋳造用アルミニウム合金。When the total is 100% by mass (hereinafter simply referred to as “%”),
Magnesium (Mg): 2-6%
Manganese (Mn): 0.3-1.2%
Total of one or more of iron (Fe), nickel (Ni) or cobalt (Co): 0.5 to 1.1%,
Total of one or more of titanium (Ti), zirconium (Zr), vanadium (V), chromium (Cr) or boron (B): 0.01 to 0.5%,
Antimony (Sb): including 0.01 to 0.5%,
The balance consists of aluminum (Al) and inevitable impurities,
An aluminum alloy for casting characterized by excellent replenishability of the residual liquid phase during casting.
鋳造時に残留液相が補給されて表面割れがほとんどないことを特徴とする鋳造用アルミニウム合金製鋳物。When the whole is taken as 100%, Mg: 2 to 6%, Mn: 0.3 to 1.2%, a total of any one or more of Fe, Ni or Co: 0.5 to 1.1%, Total of any one or more of Ti, Zr, V, Cr or B: 0.01 to 0.5%, Sb: 0.01 to 0.5%, the balance consists of Al and inevitable impurities,
A casting made of an aluminum alloy for casting, wherein the residual liquid phase is replenished during casting and there is almost no surface cracking.
該鋳型に注入された溶湯を急冷凝固させる凝固工程とを備え、
鋳造時に残留液相が補給されて表面割れがほとんどないアルミニウム合金製鋳物が得られることを特徴とするアルミニウム合金製鋳物の製造方法。When the whole is taken as 100%, Mg: 2 to 6%, Mn: 0.3 to 1.2%, a total of any one or more of Fe, Ni or Co: 0.5 to 1.1%, A total of at least one of Ti, Zr, V, Cr or B: 0.01 to 0.5%, Sb: Aluminum containing 0.01 to 0.5%, the balance being Al and inevitable impurities An injection process for injecting molten alloy into the mold at a high speed;
A solidification step of rapidly solidifying the molten metal injected into the mold,
A method for producing an aluminum alloy casting, characterized in that a residual liquid phase is replenished during casting to obtain an aluminum alloy casting having almost no surface cracks.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003063074A JP4155509B2 (en) | 2003-03-10 | 2003-03-10 | Aluminum alloy for casting, casting made of aluminum alloy and method for producing the same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003063074A JP4155509B2 (en) | 2003-03-10 | 2003-03-10 | Aluminum alloy for casting, casting made of aluminum alloy and method for producing the same |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004269971A JP2004269971A (en) | 2004-09-30 |
| JP4155509B2 true JP4155509B2 (en) | 2008-09-24 |
Family
ID=33124756
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003063074A Expired - Fee Related JP4155509B2 (en) | 2003-03-10 | 2003-03-10 | Aluminum alloy for casting, casting made of aluminum alloy and method for producing the same |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4155509B2 (en) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102007013200A1 (en) * | 2007-03-15 | 2008-09-18 | Bühler Druckguss AG | Process for the production of die-cast parts and casting equipment |
| KR101143899B1 (en) * | 2009-08-19 | 2012-05-11 | (주)상문 | An aluminum alloy for die casting having thermal conductivity |
| CN106513630A (en) * | 2016-11-10 | 2017-03-22 | 无锡市明盛强力风机有限公司 | Extrusion casting technology for magnesium alloy hub |
| JP7096690B2 (en) * | 2018-03-29 | 2022-07-06 | 株式会社豊田中央研究所 | Aluminum alloys for die casting and aluminum alloy castings |
| CN113584358B (en) * | 2021-07-30 | 2022-05-03 | 东风商用车有限公司 | Forming method of aluminum alloy bracket casting |
-
2003
- 2003-03-10 JP JP2003063074A patent/JP4155509B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004269971A (en) | 2004-09-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4765400B2 (en) | Aluminum alloy for semi-solid casting, aluminum alloy casting and manufacturing method thereof | |
| JP3415987B2 (en) | Molding method of heat-resistant magnesium alloy molded member | |
| JP5861254B2 (en) | Aluminum alloy casting and manufacturing method thereof | |
| JP2005264301A (en) | Casting aluminum alloy, casting of aluminum alloy and manufacturing method therefor | |
| JP5482787B2 (en) | Al-Mg-Si aluminum alloy for casting having excellent proof stress and cast member comprising the same | |
| CN105525158A (en) | Semi-solid die-casting aluminum alloy material and die-casting molding method using same | |
| JP6439792B2 (en) | Al-Si-Mg-based aluminum alloy for casting excellent in specific rigidity, strength and ductility, cast member made thereof and road wheel for automobile | |
| JP5638222B2 (en) | Heat-resistant magnesium alloy for casting and method for producing alloy casting | |
| JP2001220639A (en) | Aluminum alloy for casting | |
| JP2009108409A (en) | Al-Mg TYPE ALUMINUM ALLOY FOR FORGING, WITH EXCELLENT TOUGHNESS, AND CAST MEMBER COMPOSED THEREOF | |
| JP4145242B2 (en) | Aluminum alloy for casting, casting made of aluminum alloy and method for producing casting made of aluminum alloy | |
| JP2008001954A (en) | Aluminum alloy for use in semisolid casting and manufacturing method of aluminum alloy casting | |
| JPH0967635A (en) | Aluminum alloy casting excellent in strength and toughness, by high pressure casting, and its production | |
| JP4155509B2 (en) | Aluminum alloy for casting, casting made of aluminum alloy and method for producing the same | |
| JP4285188B2 (en) | Heat-resistant magnesium alloy for casting, casting made of magnesium alloy and method for producing the same | |
| US10086429B2 (en) | Chilled-zone microstructures for cast parts made with lightweight metal alloys | |
| JP2003170263A (en) | Method for casting vehicle wheel under low pressure | |
| JP2019173111A (en) | Aluminum alloy for die casting and aluminum alloy cast | |
| US6277217B1 (en) | Aluminum alloy for die-cast product having a high-toughness | |
| JP7217091B2 (en) | Methods and alloys for coating-free low-pressure permanent molds | |
| JP4544507B2 (en) | Al-Si eutectic alloy, casting made of Al alloy, Al alloy for casting, and production method thereof | |
| JPH10158771A (en) | Aluminum alloy for casting, excellent in pressure resistance | |
| JPH08134576A (en) | Aluminum alloy for die casting | |
| JPH11335765A (en) | Aluminum squeeze-cast parts with high toughness, and their production | |
| Masoumi | Effects of applied pressures and calcium contents on microstructure and tensile properties of squeeze cast magnesium-aluminum-calcium alloys. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050719 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070822 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070904 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20080219 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080416 |
|
| A911 | Transfer of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20080513 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080703 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080704 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110718 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120718 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120718 Year of fee payment: 4 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313532 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120718 Year of fee payment: 4 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120718 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130718 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |