JP4153260B2 - 溶接性および電気伝導性に優れた鋼製電気部品、および溶接接合部の電気伝導性および機械的強度に優れた鋼製電気部品接合体 - Google Patents
溶接性および電気伝導性に優れた鋼製電気部品、および溶接接合部の電気伝導性および機械的強度に優れた鋼製電気部品接合体 Download PDFInfo
- Publication number
- JP4153260B2 JP4153260B2 JP2002236059A JP2002236059A JP4153260B2 JP 4153260 B2 JP4153260 B2 JP 4153260B2 JP 2002236059 A JP2002236059 A JP 2002236059A JP 2002236059 A JP2002236059 A JP 2002236059A JP 4153260 B2 JP4153260 B2 JP 4153260B2
- Authority
- JP
- Japan
- Prior art keywords
- steel
- electrical
- electrical conductivity
- mechanical strength
- plating layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 229910000831 Steel Inorganic materials 0.000 title claims description 93
- 239000010959 steel Substances 0.000 title claims description 93
- 238000000429 assembly Methods 0.000 title description 3
- 230000000712 assembly Effects 0.000 title description 3
- 238000007747 plating Methods 0.000 claims description 60
- 239000000463 material Substances 0.000 claims description 40
- 229910052759 nickel Inorganic materials 0.000 claims description 15
- 229910000859 α-Fe Inorganic materials 0.000 claims description 13
- 239000007769 metal material Substances 0.000 claims description 12
- 229910052804 chromium Inorganic materials 0.000 claims description 11
- 229910052698 phosphorus Inorganic materials 0.000 claims description 10
- 229910052751 metal Inorganic materials 0.000 claims description 8
- 239000002184 metal Substances 0.000 claims description 8
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 claims description 7
- 239000011574 phosphorus Substances 0.000 claims description 7
- 238000009713 electroplating Methods 0.000 claims description 5
- 239000010410 layer Substances 0.000 description 47
- 238000003466 welding Methods 0.000 description 32
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 23
- 238000000034 method Methods 0.000 description 19
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 14
- 230000007797 corrosion Effects 0.000 description 10
- 238000005260 corrosion Methods 0.000 description 10
- 239000013078 crystal Substances 0.000 description 10
- 229910045601 alloy Inorganic materials 0.000 description 8
- 239000000956 alloy Substances 0.000 description 8
- 239000012535 impurity Substances 0.000 description 8
- 229910052757 nitrogen Inorganic materials 0.000 description 8
- 239000010949 copper Substances 0.000 description 7
- 238000005098 hot rolling Methods 0.000 description 7
- 239000000203 mixture Substances 0.000 description 7
- 229910052802 copper Inorganic materials 0.000 description 6
- 230000000694 effects Effects 0.000 description 6
- 238000004519 manufacturing process Methods 0.000 description 6
- 229910052717 sulfur Inorganic materials 0.000 description 6
- 230000008018 melting Effects 0.000 description 5
- 238000002844 melting Methods 0.000 description 5
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 4
- 229910001209 Low-carbon steel Inorganic materials 0.000 description 4
- 229910052799 carbon Inorganic materials 0.000 description 4
- 238000010894 electron beam technology Methods 0.000 description 4
- 238000005304 joining Methods 0.000 description 4
- 229910052760 oxygen Inorganic materials 0.000 description 4
- 239000002244 precipitate Substances 0.000 description 4
- 229910052782 aluminium Inorganic materials 0.000 description 3
- 239000010953 base metal Substances 0.000 description 3
- 238000010273 cold forging Methods 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 3
- 238000005096 rolling process Methods 0.000 description 3
- 239000006104 solid solution Substances 0.000 description 3
- 239000000243 solution Substances 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- 239000010936 titanium Substances 0.000 description 3
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 2
- 230000032683 aging Effects 0.000 description 2
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 239000002772 conduction electron Substances 0.000 description 2
- 230000001276 controlling effect Effects 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 230000001747 exhibiting effect Effects 0.000 description 2
- 238000005242 forging Methods 0.000 description 2
- 239000001301 oxygen Substances 0.000 description 2
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 2
- 239000000047 product Substances 0.000 description 2
- 239000002994 raw material Substances 0.000 description 2
- 229910052710 silicon Inorganic materials 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- 239000011593 sulfur Substances 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 229910000975 Carbon steel Inorganic materials 0.000 description 1
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 1
- 229910021586 Nickel(II) chloride Inorganic materials 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- 239000007864 aqueous solution Substances 0.000 description 1
- KGBXLFKZBHKPEV-UHFFFAOYSA-N boric acid Chemical compound OB(O)O KGBXLFKZBHKPEV-UHFFFAOYSA-N 0.000 description 1
- 239000004327 boric acid Substances 0.000 description 1
- 239000010962 carbon steel Substances 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 229910001567 cementite Inorganic materials 0.000 description 1
- 239000011651 chromium Substances 0.000 description 1
- 238000005097 cold rolling Methods 0.000 description 1
- 238000009749 continuous casting Methods 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 238000005238 degreasing Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 238000007598 dipping method Methods 0.000 description 1
- 239000007772 electrode material Substances 0.000 description 1
- 238000007772 electroless plating Methods 0.000 description 1
- 238000004453 electron probe microanalysis Methods 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 238000007429 general method Methods 0.000 description 1
- 230000020169 heat generation Effects 0.000 description 1
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 1
- KSOKAHYVTMZFBJ-UHFFFAOYSA-N iron;methane Chemical compound C.[Fe].[Fe].[Fe] KSOKAHYVTMZFBJ-UHFFFAOYSA-N 0.000 description 1
- 229910052745 lead Inorganic materials 0.000 description 1
- 229910052748 manganese Inorganic materials 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- QMMRZOWCJAIUJA-UHFFFAOYSA-L nickel dichloride Chemical compound Cl[Ni]Cl QMMRZOWCJAIUJA-UHFFFAOYSA-L 0.000 description 1
- LGQLOGILCSXPEA-UHFFFAOYSA-L nickel sulfate Chemical compound [Ni+2].[O-]S([O-])(=O)=O LGQLOGILCSXPEA-UHFFFAOYSA-L 0.000 description 1
- 229910000363 nickel(II) sulfate Inorganic materials 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 238000000879 optical micrograph Methods 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 229910001562 pearlite Inorganic materials 0.000 description 1
- 238000005554 pickling Methods 0.000 description 1
- OXNIZHLAWKMVMX-UHFFFAOYSA-N picric acid Chemical compound OC1=C([N+]([O-])=O)C=C([N+]([O-])=O)C=C1[N+]([O-])=O OXNIZHLAWKMVMX-UHFFFAOYSA-N 0.000 description 1
- 229910052697 platinum Inorganic materials 0.000 description 1
- 238000001556 precipitation Methods 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 238000002407 reforming Methods 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
- 238000005204 segregation Methods 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 229910052708 sodium Inorganic materials 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 239000002344 surface layer Substances 0.000 description 1
- 238000009864 tensile test Methods 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 238000001771 vacuum deposition Methods 0.000 description 1
- 239000011800 void material Substances 0.000 description 1
- 229910052725 zinc Inorganic materials 0.000 description 1
Images
Landscapes
- Electroplating Methods And Accessories (AREA)
- Non-Insulated Conductors (AREA)
Description
【発明の属する技術分野】
本発明は鋼製電気部品および鋼製電気部品接合体に関するものであり、特に、めっき処理を施した後に溶接を行ったときに、溶接接合部で優れた電気伝導性および機械的強度を確保できるような、良好な溶接接合状態が得られる鋼製電気部品、およびこの様な鋼製電気部品を用いて得られる、溶接接合部の電気伝導性および機械的強度の優れた鋼製電気部品接合体に関するものである。
【0002】
尚、本発明の鋼製電気部品接合体は、例えば自動車分野、半導体分野、産業機械分野、電力・エネルギー分野等で使用される電極端子、ブスバー等の様々な電気部品に適用できるが、以下では、電気自動車やハイブリッドカー等に用いられる自動車用電気部品に適用する場合を中心に説明する。
【0003】
【従来の技術】
電気部品用金属材料には、製品の省電力化・小型化を図るべく、電気特性として通電時のエネルギー損失が小さく、ジュール発熱の小さいこと、即ち、電気抵抗が低く電気伝導性に優れていることが求められる。これまで使用されてきた電気伝導性を確保できる金属材料として、例えば銅、ニッケル等が挙げられ、特に優れた電気伝導性が求められる場合には銅が使用され、電気伝導性とともに耐食性が要求される場合にはニッケルが使用されるなど、用途に応じて材料が選択されてきた。
【0004】
ところで近年では、電気部品の小型化やコスト削減を目的に、電気部品の構造を簡素化する傾向が強まり、電気部品用材料には電気伝導性とともに機械的強度を有することが要求されつつある。この様な要求に応じて電気伝導性と機械的強度の両特性を満たすには、銅を用いる場合、他の構造材料との複合が必要となるので、製品の十分な小型化を図ることができず、また加工が複雑になるため製造コストも高くなる。他方、ニッケルを使用すると、両特性は確保し易くなるもののコストが高くなるといった問題が解消されない。この様な状況から、低コスト素材である低炭素鋼材を電気部品用材料として用いることに注目が集まりつつある。
【0005】
特に最近では、鋼材に対する防食処理技術の進歩により、防食被膜−基材間の密着性や、該被膜の基材熱伸縮への追従性などが著しく改善され、鋼材に被覆された被膜のクラックやボイド等も抑制されて優れた防錆効果が得られるようになったことから、耐食性の要求される分野においても、電気伝導性に優れた低炭素鋼材の要望が高まっている。
【0006】
低炭素鋼材の改質技術として、例えば特開2000−8139号には、合金成分や圧延条件を調整することによって、鋼中の固溶窒素を析出物として固定するときの、該析出物の析出状態を制御し、動的ひずみ時効に起因する変形抵抗の増加を抑える技術が開示されている。しかしこの技術は、機械的強度と冷間鍛造性の両特性に主眼を置いてなされたものであり、結晶粒の大きさや析出物の存在に大きく影響を受ける電気伝導性についての検討はなされていない。
【0007】
【発明が解決しようとする課題】
この様な状況の下、本発明者らは、かねてから電気伝導性に優れた鋼材の研究を進めており、電気抵抗の増減に影響を及ぼす合金成分の含有量や熱間圧延等の製造条件を制御することで、優れた冷間鍛造性と電気伝導性の両特性を兼ね備えた電気部品用鋼材、および優れた電気伝導性を発揮し得る電気部品を先に提案した(特願2002−030081号、但し未公開)。しかしこの鋼材は、特に母材部分の優れた冷間鍛造性と電気伝導性の両特性確保に主眼を置いてなされたものであり、得られる鋼製電気部品についても、特に母材の電気特性を検討しているのみであることから、更に本発明者らは、鋼部品を自動車用等の電気部品として具現化すべく次の様な検討を行った。即ち、耐食性を付与するためNiまたはCrの単一成分からなるめっき層を鋼部品表面に形成したのち、複数の該鋼部品同士や、該鋼部品と金属板等を重ね合わせて、電子ビーム溶接法等の方法で接合したときの、該溶接接合部での電気伝導性および機械的強度の確保について検討を行った。溶接接合部分で電気伝導性が悪ければ、たとえ部品を構成する鋼材の電気伝導性が高くても、鋼部品として電気伝導性に優れたものとはいえず、また、溶接接合部の機械的強度が低ければ、たとえ部品を構成する鋼材の機械的強度が高くても、該溶接接合部から破壊するなどの危惧が生じるからである。
【0008】
本発明は、この様な事情に鑑みてなされたものであって、その目的は、めっき処理後に溶接を行ったときに、溶接接合部で母材部分と同レベルの電気伝導性と機械的強度を確保することのできる鋼製電気部品、およびこの様な鋼部品を用いて得られる、溶接接合部で母材部分と同レベルの電気伝導性と機械的強度を有する鋼製電気部品接合体を提供することにある。
【0009】
【課題を解決するための手段】
本発明に係る溶接性および電気伝導性に優れた鋼製電気部品(以下、単に「鋼部品」ということがある)とは、厚さが5〜20μmであるP(りん)を実質的に含まないNiまたはCrの単一成分めっき層が表面に形成され、かつ母材の金属組織が実質的にフェライト単相組織であるところに特徴を有するものであり、前記めっき層は、電気めっき法で形成された電気めっき層であることを好ましい形態とする。
【0010】
また、本発明は、上記鋼製電気部品同士を溶接接合したもの、または該部品と金属材とを溶接接合したものであるところに特徴を有する溶接接合部の電気伝導性および機械的強度に優れた鋼製電気部品接合体(以下、単に「鋼部品接合体」ということがある)も規定するものである。
【0011】
尚、本発明でいう優れた「溶接性」とは、上述の通り、溶接した後の溶接接合部で、優れた電気伝導性および機械的強度を確保できるような、良好な溶接接合状態が得られることをいうものとする。
【0012】
【発明の実施の形態】
本発明者らは、部品を構成する鋼材がそれ自身優れた電気伝導性を有していることに加えて、上述した通り、鋼部品に耐食性を付与すべくめっき処理を施した状態で溶接を行ったときの溶接接合部についても、優れた電気伝導性と機械的強度(以下、「溶接強度」ということがある)を確保できるような鋼製電気部品を得るべく、様々な角度から検討を行った。
【0013】
その結果、溶接に供する鋼部品の母材の金属組織を、実質的にフェライト単相組織とすれば、鋼部品を構成する鋼材自体の電気伝導性が高められることに加え、溶接時に優れた溶接性を発揮して、溶接接合部の電気伝導性および機械的強度に優れた鋼部品接合体を得るには、鋼部品におけるめっき層の性状を適切に制御すべきであることがわかった。
【0014】
即ち、耐食性を付与するために鋼部品表面に形成するNiまたはCrの単一成分めっき層を、
▲1▼P(りん)を実質的に含まないものとし、かつ
▲2▼厚さを5〜20μmの範囲に制御する必要があることを見出した。
【0015】
まず上記要件▲1▼を規定した理由について説明する。本発明にかかる鋼部品は、上述の通り、NiまたはCrのめっき層を表面に形成した後、他の金属材と溶接により接合されることを前提とする。NiまたはCrのめっき層と母材の融点はほぼ同じであるため、溶接時にこれら二相はほぼ同時に溶融して合金層が形成される。しかしめっき層中にPが含まれていると、めっき層の融点が著しく低下するため、溶接時には、Pの含まれるめっき層が優先的に溶解する。そのため均一な合金層が形成されず、溶接接合部にボイドやクラックが生じ易くなり、その結果、該欠陥部で接続電気抵抗が増大するとともに溶接強度も劣悪になるのである。
【0016】
尚、本発明で言う「P(りん)を実質的に含まない」とは、めっき層中のP量が約0.05質量%以下であることをいうものとする。
【0017】
上記めっき層は、NiまたはCrの単一成分からなりPを実質的に含まないことを要件とするもので、めっき層中のその他の不純物元素についてまで規定するものではないが、めっき層に含まれるその他の不純物元素は、溶接時に熱拡散して接続電気抵抗の増加を招き易い。従って、本発明の鋼部品に形成されるめっき層は、上記Pに限らず、C、S、Cu、Pb、Zn、Al、Na等といった不純物元素についても、実質的に存在させないようにすることが望ましい。
【0018】
次に上記要件▲2▼を定めた理由について説明する。鋼部品の表面にめっき層を形成するのは、鋼部品または鋼部品接合体に耐食性を付与するためであるが、該めっき層が薄すぎると、ボイドが発生するなど溶接後の表面性状が劣るものとなる。耐食性を十分に発揮させる観点からも、めっき層は5μm以上、好ましくは10μm以上とする必要がある。しかしめっき層が厚すぎると、溶接で形成される合金層も厚くなるが、該合金層域の増大は、溶接接合部における接続電気抵抗の上昇を招く。従って、優れた表面性状と耐食性を確保しつつ合金層の形成を極力抑制するには、めっき層の上限を20μmとするのがよい。好ましくは15μm以下である。
【0019】
Pがめっき層へ混入する原因として、めっき層形成時に使用するめっき液中の不純物やめっき処理条件が挙げられるが、本発明では、Pおよびその他の不純物が存在しないめっき層を、上記規定の厚さとなるよう形成することができれば、めっき処理条件等は特に限定されるものではない。従って、例えば無電解めっき、溶融めっき、スパッタリング、真空蒸着、CVD等の種々の方法で行うことができるが、上記規定要件を満たすめっき層を容易に形成するには、電気めっき法を採用することが推奨される。該電気めっき法も具体的条件まで規定するものではないが、一般的な方法としては、実際に操業するにあたって、例えば圧延や鍛造、切削加工等を行って得られた鋼部品をめっき処理用母材とし、これを脱脂・酸洗した後、例えば下記の条件でめっきを行うことができる。
【0020】
・めっき液組成:例えば後述する実施例に示すように、硫酸ニッケル:240g/L、塩化ニッケル:45g/L、硼酸:30g/Lの添加された水溶液
・(陰極)電流密度:20A/dm2
・めっき浴温度: 50±2℃
・めっき浴流速: 1.0〜2.0m/sec
・電極(陽極):白金電極
・めっき付着量: 44〜176g/m2
本発明にかかる鋼製電気部品の母材の金属組織は、実質的にフェライト単相組織であることを要件とする。セメンタイト等のような炭化物が存在せず、伝導電子が散乱されにくいからである。
【0021】
この様に実質的にフェライト単相組織とするには、パーライト組織の生成を抑制するため、鋼材中の炭素量を極力少なく抑えるのが有効である。
【0022】
尚、電気伝導性を向上すべく粒界をできるだけ減少させるには、フェライトの平均結晶粒径を100μm以上とするのが望ましい。前記フェライトの平均結晶粒径は、好ましくは130μm以上である。この様にフェライトの結晶粒径を粗大化させるには、製造において、所定の部品形状に成形加工後、850〜950℃で2時間以上焼鈍することが大変有効である。尚、熱処理時間(製造コスト)を費やして前記フェライトの平均結晶粒径が大きくしすぎても電気伝導性向上の効果は飽和するので、約250μm以下に留めるようにする。
【0023】
また本発明にかかる鋼部品を構成する鋼材の化学成分についても特に制限されないが、電気部品としての電気特性や機械的強度を確保するには、下記に示す様な組成とすることが推奨される。尚、下記に示す化学成分の単位「%」は質量%である。
【0024】
C:0.05%以下(0%を含む)
C(炭素)は、鋼部品の機械的強度を確保するのに必要な元素であり、C量が少なすぎると、所望の強度が得られにくくなるので0.005%以上含まれることが望ましい。しかしCは、鋼中に固溶してFe結晶格子を歪ませ、電気抵抗を高める原因にもなるので、電気伝導性に優れた鋼部品とするにはC量を少なめに抑えるのがよく、0.05%以下に抑えることが望ましい。より好ましくは0.02%以下に抑える。
【0025】
Si:0.1%以下(0%を含まない)
Siは鋼の溶製時に脱酸剤として作用し、酸素による電気抵抗率の上昇を抑制するが、過剰の添加は電気伝導性をかえって低下させる他、冷間鍛造性を劣化させる要因にもなるので、Si量は0.1%以下に抑える必要がある。好ましくは0.05%以下である。
【0026】
Mn:0.1〜0.5%
Mnも脱酸剤として作用する元素であり、また、鋼中のS(硫黄)を捕捉してSによる脆化を抑制する効果も有するので、好ましくは0.1%以上、より好ましくは0.2%以上含有させる。しかしMn量が多過ぎると、析出するMnSの粒径が大きくなって電気抵抗率が上昇するので、0.5%を上限とすることが望ましい。より好ましくは0.3%以下である。
【0027】
本発明で用いる鋼材の代表的な含有成分は上記の通りであり、残部成分は実質的にFeであるが、該鋼材中には、上述したものの他、原料、資材、製造設備等の状況によって持ち込まれることのあるPやS等の不可避的不純物が含まれる場合も、本発明で用いる鋼部品に包含される。
【0028】
尚、本発明で意図するレベルの電気伝導性等を確保するには、Feおよび上記元素(C、Si、Mn)を除く、P、S、O等の不可避不純物元素(原料としてスクラップを使用する場合には、Ni、Cr等も不可避不純物元素として残存する場合がある)を、合計で0.6%以下に抑えるようにするのがよく、特にAl、N、P、S、Oの各含有量は、下記範囲内に抑えるとすることが望ましい。
【0029】
Al:0.05%以下(0%を含まない)
Alは脱酸剤として有効に作用するが多量の添加は好ましくない。その理由は次の通りである。即ち、固溶窒素と結合して生成するAlNは結晶粒を微細化し、結晶粒が微細化すると、その分、伝導電子の散乱箇所となる結晶粒界が増加し、電気伝導性の低下を招くからである。従ってAl量は0.05%以下、好ましくは0.04%以下に抑えるのがよい。
【0030】
N::0.005%以下(0%を含まない)
上記の様にN(窒素)は、Alと結合しAlNを生成して電気特性を害するが、それに加え、固溶窒素自身も電気伝導性を劣化させる原因となる。また固溶窒素は、ひずみ時効による変形抵抗の増加を引き起こし、冷間鍛造性の低下を招く原因にもなる。固溶窒素量を低減するには、鋼中の全窒素量を低減することが有効であるので、0.005%以下に抑えることが好ましい。より好ましくは、0.004%以下である。
【0031】
P:0.02%以下(0%を含む)
P(りん)は、鋼中で粒界偏析を起こして冷間鍛造性や電気特性の劣化を引き起こす有害元素である。従って、Pの含有量は0.02%以下に抑えるのがよく、好ましくは0.01%以下である。
【0032】
S:0.02%以下(0%を含む)
S(硫黄)は、上述の通りMnと結合してMnSを形成するが、S量が過剰になると生成されるMnSも過剰となり、冷間鍛造性や電気伝導性を著しく劣化させる。よってS量は0.02%以下に抑えるのがよく、好ましくは0.01%以下である。
【0033】
O:0.02%以下(0%を含む)
O(酸素)は常温では鋼に殆ど固溶せず、AlやSiなどの元素と結合して硬質の酸化物系介在物となり、電気抵抗を大幅に増加させる。ゆえにO量は極力低減すべきものであり、0.02%以下に抑えることが推奨される。O含有量は0.01%以下に低減するのがより好ましく、更に好ましくは0.005%以下である。
【0034】
またCu、Ni、Cr、Tiについては、鋼中にこれらの元素の析出物が生じると電気抵抗の大幅な増加を招くため、それぞれCuを0.02%以下、Niを0.02以下、Crを0.05%以下、Tiを0.01%以下とすることが望ましい。
【0035】
本発明にかかる鋼部品には、鋼材を溶製し、鋳造、熱間圧延を経たものに冷間鍛造や切削加工を施して複雑な部品形状にしたものの他、鋳造ままの棒状部品や板状部品、鋳造後に熱間圧延して得られた棒状部品や線状部品、板状部品、または熱間圧延後に冷間圧延して得られた棒状部品や線状部品、板状部品、更には熱間圧延後に熱間鍛造を行って得られた部品も含むものとする。
【0036】
そして本発明では、本発明で規定する要件を満たす鋼部品を用い、鋼部品同士、または該鋼部品と金属材とを、電子ビーム溶接法、レーザー溶接法、スポット溶接法、抵抗溶接法等の方法で溶接接合すれば、溶接接合部の電気伝導性および機械的強度を確保することのできた鋼部品接合体が得られるのである。
【0037】
本発明の鋼部品との溶接接合に供する金属材は、特に限定されるものでなく、炭素鋼やステンレス等の鋼材、Ni材、Cr材、Ti材等を本発明の鋼部品と溶接接合してもよい。
【0038】
尚、溶接の相手方となる金属材にめっき層が形成されているものを用いる場合には、本発明で規定するように、Pを実質的に含まず、厚さが5〜20μmのめっき層が形成されているものを用いることが好ましい。また、溶接の相手方となる金属材に含まれるPが、めっき層の融点を低下させることはないため、ボイドの発生等に伴う接続抵抗に与える悪影響は非常に小さいものと考えられる。
【0039】
本発明にかかる鋼部品接合体として、例えば電気自動車用バッテリ電極部品を製造する場合には、上記成分組成の鋼材を溶製し、連続鋳造後、1000〜1200℃に加熱した後、850℃以上の加熱温度で熱間圧延を行って得た、実質的にフェライト単相組織からなる低炭素鋼材を用い、冷間鍛造を行って直方体状に成形した後、耐食性を付与するためNiまたはCrの単一組成のめっき層を、例えば上述した様な電気めっき処理条件で5〜20μmの厚さとなるよう形成して鋼部品を得る。その後、該鋼部品にNi板や銅板等の部品を、例えば電子ビーム溶接法等の方法で溶接接合して得ることができる。
【0040】
その他、丸棒状の鋼部品にめっき処理を施した後、板状の金属材を電子ビーム溶接法またはスポット溶接法で該鋼部品に接合し、鋼部品接合体として電動アシスト自転車用電極材を得たり、棒状の鋼部品にめっき処理を施した後、棒状、板状等の金属材をスポット溶接法で溶接接合し、鋼部品接合体としてコネクタ部品を得ることも適用例として挙げられる。
【0041】
【実施例】
以下、実施例を挙げて本発明をより具体的に説明するが、本発明はもとより下記実施例によって制限を受けるものではなく、前・後記の趣旨に適合し得る範囲で適当に変更を加えて実施することも可能であり、それらはいずれも本発明の技術的範囲に含まれる。
【0042】
表1に示す成分組成の供試材を溶製後、熱間圧延(熱間圧延に際しての加熱温度:1150℃、仕上げ圧延温度:870℃)を行い、直径20mmの線材を得た。この線材を用いて冷間鍛造により、JIS Z 3136に準じて厚さ0.5mm×幅20mm×長さ75mmの鋼板を作製し、表2に示す条件で鋼板全面にNiめっき層またはCrめっき層を形成した。更に同じ形状のNi板を用意し、重ね代が10mmとなるようこれら2枚の板を重ねてビーム溶接を行い接合した。
【0043】
尚、めっき処理は、Niめっき処理の場合には表3に示す条件で行い、Crめっき処理の場合には表4に示す条件で行った。
【0044】
この様にして得られた溶接接合体試料を用い、めっき厚さ、めっき層中のP(りん)の有無を調べた。
【0045】
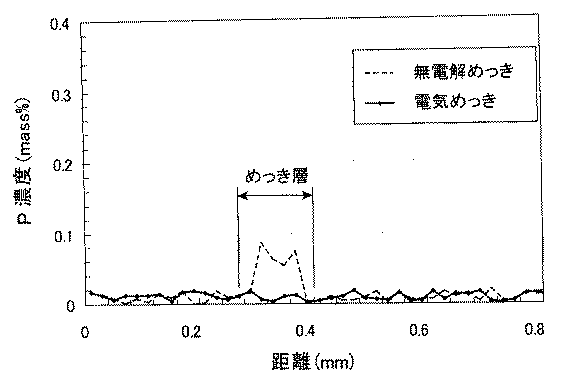
めっき厚さは、表層部の光学顕微鏡写真を5視野分撮影して測定し、その平均値を求めた。また、めっき層中のP(りん)の有無は、図1に示すように、一方の部品の母材と他方の部品の母材との間に位置するめっき層中のP濃度を、EPMAによる線分析で測定して判断した。
【0046】
尚、金属組織はめっき処理の前後で変化することはないが、本実施例では、上記めっき層について調べた後、試料の断面を観察できるよう樹脂に埋め込んで研磨した後、5%のピクリン酸アルコール液に15〜30秒間浸漬して腐食させ、該断面を光学顕微鏡で観察した。その結果、いずれの実施例についても、金属組織は、実質的にフェライト単相組織であった。またいずれの実施例についても、該フェライト組織の平均結晶粒径は100μm以上であることを確認した。
【0047】
また、溶接接合部の機械的強度を評価するため該接合部の破断強度を測定し、溶接接合部の電気伝導性を評価するため該接合部の接続電気抵抗を測定した。更に溶接接合部の表面状態も観察した。
【0048】
溶接接合部の破断強度は、溶接試料の引張試験を行って測定し、破断荷重が294N以上の場合を十分な溶接接合部の機械的強度を有していると評価し、破断荷重が294N未満の場合を溶接接合部の機械的強度が不足していると評価した。溶接接合部における接続電気抵抗は、通電法を採用し、400mAの電流を通電したときの発生電圧から算出した。尚、通電試験に際しては、通電方向を正逆2通り実施して、接触抵抗、偏流、熱起電力などの影響を除去した。尚、同一形状でのNi試料で測定した接合部の接続電気抵抗(200μΩ)を評価基準として用い、接続電気抵抗が200μΩ以下の場合を電気伝導性が優れるとし、接続電気抵抗が200μΩを超える場合を電気伝導性が劣ると評価した。
【0049】
更に溶接接合部の表面状態について、溶接後のめっき層の剥離やボイドの発生がない場合を表面性状が良好であると評価し、溶接後に剥離が発生している場合を表面性状に劣ると評価した。これらの結果を表2に併記する。
【0050】
【表1】
【表2】
【表3】
【表4】
表1および表2から次のように考察することができる(尚、以下のNo.は表2における実験No.を示す)。即ち、表1より鋼材A、BおよびCは、いずれも金属組織が実質的にフェライト単相組織であるため、得られた試料の母材部分の電気伝導性は優れているものといえる。しかし、表2に示すように形成されるめっき層の性状が異なれば、溶接接合部における電気伝導性や機械的強度に著しい相違が生じることを確認できた。
【0055】
具体的には、No.2、3、10および16は、Pを実質的に含まないめっき層が本発明で規定された厚さに形成されているので、溶接接合部の電気伝導性が良好で、かつ溶接接合部の機械的強度も高く、更には表面性状も良好であることがわかる。
【0056】
これに対しNo.1、9、15は、めっき厚さが規定範囲を下回っているため表面性状に劣る結果となった。また、No.4、11、17は、めっき厚さが規定範囲を上回っているため、合金層が過剰に形成されて接続電気抵抗が増大する結果となった。
【0057】
No.5〜8、12〜14、18〜20は、めっき層形成時にめっき層中にPが混入し、溶接後の溶接接合部にクラックやボイドが多数発生したので、溶接接合部の電気伝導性および表面性状が劣るか、溶接接合部の機械的強度、電気伝導性および表面性状の全ての特性が劣る結果となった。
【0058】
尚、No.21および22から、溶接接合部で所望の電気伝導性を確保するには鋼材自体の電気伝導性を確保する必要があり、そのためには、鋼材の化学成分組成を本発明で好ましいとする範囲内とするのがよいことがわかる。
【0059】
【発明の効果】
本発明は上記のように構成されており、本発明にかかる鋼部品は、低コスト素材である鋼材をベースとし、NiまたはCrめっきを施した後に溶接を行った場合でも、溶接接合部の良好な電気伝導性と溶接強度を確保できたものである。この様な鋼部品、および該鋼部品同士を接合して得られた鋼部品接合体や、該鋼部品と他の金属材とを溶接して得られた鋼部品接合体の実現により、電気自動車やハイブリッドカー等の自動車用電気部品をはじめとする、優れた電気伝導性の要求される各種電気部品の構成を簡略化できるとともに、該電気部品の低廉化に大きく貢献できる。
【図面の簡単な説明】
【図1】実施例でめっき層中のPの有無を確認した結果である。
Claims (3)
- 厚さが5〜20μmであるP(りん)を実質的に含まないNiまたはCrの単一成分めっき層が表面に形成され、かつ母材の金属組織が実質的にフェライト単相組織であることを特徴とする溶接性および電気伝導性に優れた鋼製電気部品。
- 前記めっき層は電気めっき層である請求項1に記載の鋼製電気部品。
- 請求項1または2に記載の鋼製電気部品同士または該部品と金属材とを溶接接合したものであることを特徴とする溶接接合部の電気伝導性および機械的強度に優れた鋼製電気部品接合体。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002236059A JP4153260B2 (ja) | 2002-08-13 | 2002-08-13 | 溶接性および電気伝導性に優れた鋼製電気部品、および溶接接合部の電気伝導性および機械的強度に優れた鋼製電気部品接合体 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002236059A JP4153260B2 (ja) | 2002-08-13 | 2002-08-13 | 溶接性および電気伝導性に優れた鋼製電気部品、および溶接接合部の電気伝導性および機械的強度に優れた鋼製電気部品接合体 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004079290A JP2004079290A (ja) | 2004-03-11 |
| JP4153260B2 true JP4153260B2 (ja) | 2008-09-24 |
Family
ID=32020364
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002236059A Expired - Lifetime JP4153260B2 (ja) | 2002-08-13 | 2002-08-13 | 溶接性および電気伝導性に優れた鋼製電気部品、および溶接接合部の電気伝導性および機械的強度に優れた鋼製電気部品接合体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4153260B2 (ja) |
-
2002
- 2002-08-13 JP JP2002236059A patent/JP4153260B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004079290A (ja) | 2004-03-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6052829B2 (ja) | 電気電子部品用銅合金材 | |
| JP7124992B1 (ja) | 溶接継手及び自動車部品 | |
| TW200925319A (en) | Tin-plated material for electronic part | |
| Kahl et al. | Composite aluminum-copper sheet material by friction stir welding and cold rolling | |
| JP6148923B2 (ja) | アルミニウム合金製バスバー | |
| WO2022149511A1 (ja) | 溶接継手及び自動車部品 | |
| US6136104A (en) | Copper alloy for terminals and connectors and method for making same | |
| CN102812137A (zh) | 用于电池接头材料的Cu-Zn系合金条 | |
| JP2000328200A (ja) | 通電電気部品用オーステナイト系ステンレス鋼および燃料電池 | |
| WO2021200412A1 (ja) | Fe系電気めっき鋼板,電着塗装鋼板,自動車部品,電着塗装鋼板の製造方法,およびFe系電気めっき鋼板の製造方法 | |
| JP3748709B2 (ja) | 耐応力緩和特性に優れた銅合金板及びその製造方法 | |
| CN103443308B (zh) | 用于充电用电池接头材料的铜合金条 | |
| KR20220127296A (ko) | 고체 산화물형 연료 전지용 페라이트계 스테인리스강 | |
| JP3056394B2 (ja) | はんだ密着性、めっき性に優れ、かつ洗浄が容易な銅合金およびその製造方法 | |
| US20030010630A1 (en) | Method for manufacturing an electrode and an electrode | |
| JP4153260B2 (ja) | 溶接性および電気伝導性に優れた鋼製電気部品、および溶接接合部の電気伝導性および機械的強度に優れた鋼製電気部品接合体 | |
| JP3806653B2 (ja) | 冷間鍛造性と電気伝導性に優れた電気部品用鋼材および電気伝導性に優れた電気部品並びにその製造方法 | |
| JP4976521B2 (ja) | プロジェクション溶接特性に優れたCu−Ni−Si系銅合金、及びその製造方法 | |
| JP2000328205A (ja) | 通電電気部品用フェライト系ステンレス鋼および燃料電池 | |
| JP3470889B2 (ja) | 電気・電子部品用銅合金 | |
| JP2013087329A (ja) | ステンレス鋼材とその製造方法 | |
| JP2010130709A (ja) | アルミ線材接続体 | |
| JPH0723518B2 (ja) | 抵抗溶接用電極材料 | |
| JP4009160B2 (ja) | 電気伝導性と機械的強度に優れた電極端子用鋼材および電極端子 | |
| JP4798942B2 (ja) | 電気・電子部品用銅合金 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040810 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050705 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070730 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080701 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080703 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4153260 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110711 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110711 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120711 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130711 Year of fee payment: 5 |
|
| EXPY | Cancellation because of completion of term |