JP4013537B2 - 繊維強化樹脂製スクリュロータ - Google Patents
繊維強化樹脂製スクリュロータ Download PDFInfo
- Publication number
- JP4013537B2 JP4013537B2 JP2001382467A JP2001382467A JP4013537B2 JP 4013537 B2 JP4013537 B2 JP 4013537B2 JP 2001382467 A JP2001382467 A JP 2001382467A JP 2001382467 A JP2001382467 A JP 2001382467A JP 4013537 B2 JP4013537 B2 JP 4013537B2
- Authority
- JP
- Japan
- Prior art keywords
- fiber
- rotor
- screw rotor
- surface layer
- reinforced resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






Landscapes
- Rotary Pumps (AREA)
- Details And Applications Of Rotary Liquid Pumps (AREA)
Description
【発明の属する技術分野】
本発明は、繊維強化樹脂製スクリュロータに関するものである。
【0002】
【従来の技術】
従来の繊維強化樹脂製スクリュロータは、例えば、特開平10−141262号公報に記載のように、成形金型に中心軸を収容したのち、強化繊維を含む熱硬化性樹脂からなるロータ歯部を中心軸の外周に一体成形したものがある。ここで、強化繊維は繊維長が10mm以下の短いガラス繊維、炭素繊維あるいはアラミド繊維などで強化したものである。
【0003】
また、特開平2−27180号公報に記載のように、ロータ表面の潤滑性、耐摩耗性を向上させるため、成形した繊維強化樹脂製のロータ歯部をフッ素樹脂などでコーティングしたものがある。
【0004】
【発明が解決しようとする課題】
一般的に繊維強化樹脂製ロータは、限られた小型、小容量のロータにしか応用されていない。これは、従来のように短繊維強化樹脂製の一体構造ロータは、大型、大容量のロータでは強度および耐衝撃性が不足し、割れ破壊が発生する問題があるためである。
また、繊維強化樹脂製ロータは耐摩耗性に乏しいことが原因で、ロータ表面が摩耗して圧縮効率が低下したり、高温高湿下での寸法安定性が悪かったりするため、ロータ歯部の変形によって異常摩耗が生じる問題があった。
さらに、樹脂の成形収縮率、線膨張係数が大きいため、成形時に要求される寸法精度を満足できず、特に中、大型のロータでは寸法精度の問題が致命的であるため実用化には至っていない。
【0005】
本発明の目的は、強度、耐衝撃性および耐摩耗性に優れ、かつ寸法精度、寸法安定性の高い繊維強化樹脂製ロータおよびその製造法の提供することにある。
【0006】
【課題を解決するための手段】
上記目的は、熱硬化性樹脂を繊維で強化した繊維強化樹脂製スクリュロータにおいて、強化繊維に熱硬化性樹脂を含浸したシートで表面層を形成し、補強用短繊維と熱硬化性樹脂を混練して得られる予備成形材料を該表面層と中心軸の間に充填してロータ歯部を成形することにより達成される。
【0007】
また、上記目的は、表面層の繊維配向をスクリュロータの円周に沿う方向としたことすることにより達成される。
【0008】
また、上記目的は、表面層の繊維配向をスクリュロータ稼動時のロータの主応力に沿う方向としたことすることにより達成される。
【0009】
また、上記目的は、表面層がガラス繊維、炭素繊維もしくはアラミド繊維を含むシートモールディングコンパウンドで構成されることすることにより達成される。
【0010】
また、上記目的は、表面層と中心軸の間に充填する予備成形材料がガラス繊維、炭素繊維もしくはアラミド繊維を含むバルクモールディングコンパウンドで構成されることすることにより達成される。
【0011】
また、上記目的は、熱硬化性樹脂を繊維で強化した繊維強化樹脂製スクリュロータにおいて、強化繊維に熱硬化性樹脂を含浸したシートを予め金型内に配置し、該シートと中心軸の間に補強用短繊維と熱硬化性樹脂を混練して得られる予備成形材料を射出成形、またはトランスファ成形してロータ歯部を成形することにより達成される。
【0012】
【発明の実施の形態】
以下、この発明を具体化した実施の形態を添付図を参照して説明する。
【0013】
図1は、本発明の繊維強化樹脂製スクリュロータの一実施例を示す側面図である。
図2は、図1のA−A’線断面図である。
図3は、図1のB−B’線断面図である。
図1〜図3において、表面層1は強化繊維に樹脂を含浸した予備成形シートを成形して形成される。予備成形シートには、繊維長10〜100mmにチョップされた強化繊維を不織布に加工した後、樹脂を含浸して成形されたSMC、あるいは連続した繊維を織物状に加工したシートに樹脂を含浸したSMC、あるいは樹脂に低収縮剤、難燃剤、着色剤などの副資材を混練している。ついで、均一に分散した混合材に増粘剤を混合したコンパウンドに、繊維長10〜100mmにチョップされた強化繊維を圧着含浸させたSMCなどが適用される。
【0014】
特定の方向への配向が多くなるように、チョップした繊維の分散を調節したSMC、あるいは連続繊維を織物状に加工したものに樹脂を含浸したSMCでは、繊維方向がスクリュロータの円周方向や主応力方向に一致するように金型内にSMCを配置して表面層1を形成する。これにより、強度が必要な箇所、方向を効率的に強化した表面層1が形成できる。2は中心軸である。3は短繊維強化樹脂層である。
【0015】
ところで、成形型の表面に繊維強化樹脂層3を形成する方法として、ハンドレイアップ法やスプレーアップ法が一般的であるが、両者は大型成形品へ適用される方法である。スクリュロータの金型表面は閉じた空間内にあり、ロータ径が最大でも250mm程度であることを考えれば、ハンドレイアップ法やスプレーアップ法による表面層の形成は不可能である。
【0016】
SMCは常温では軟質かつ粘着性の無いシートであるため、複雑な形状をもつスクリュロータの金型でも、容易に金型内の任意の位置にシートを配置できる。また、SMCは粘土状であり、粘度が高いため、表面層成形時の加熱、加圧によって強化繊維が過度に流動することが無く、繊維強化したいスクリュロータ歯部の適切な位置に強化繊維を配置することができ、均一な厚さの表面層が形成できる。
【0017】
粘度の低い液状の成形材料と強化繊維を金型内に投入して、金型を回転させる遠心成形による表面層の成形では、成形時に強化繊維および樹脂が大きく流動する。スクリュロータでは、歯先円と歯底円の径が極端に違うので、前記遠心成形では強化繊維および樹脂が流動し、強化繊維の不適正配置や表面層厚さの偏りが生じてしまう。それに比べて、粘度の高いSMCではスクリュロータに強化繊維が所望の位置に配置され、かつ均一な厚さの表面層が形成できる。
【0018】
歯車のように、中心軸方向には断面形状の変化が無い部品であれば、円板もしくは円環状の繊維強化樹脂を成形した後に、歯部を機械切削により形成することが比較的容易であるが、スクリュロータのように、中心軸方向に断面形状が変化する部品では機械切削による歯部の形成は容易でない。
したがって、ロータ表面が繊維強化された樹脂製スクリュロータの成形には、機械切削を必要としないSMCによる表面層の形成が有効である。
【0019】
SMCの樹脂としては、不飽和ポリエステル、ビニルエステルなどの熱硬化性樹脂が使用される。不飽和ポリエステルは安価であり、かつ硬化条件を目的に応じて変化させることができるため、成形の自由度が非常に大きい。スクリュ圧縮機の圧縮作用空間内に水を噴出して該空間内の潤滑、冷却および密封を行うようにした水潤滑式スクリュ圧縮機では、スクリュロータは高温高湿環境下で稼動する。不飽和ポリエステルは、高温高湿下での寸法安定性に優れているため、水潤滑式スクリュ圧縮機のスクリュロータの材料として好適である。
また、低収縮率、耐衝撃性、耐摩耗性など、様々な特性を有する不飽和ポリエステルのSMCが市販されているので、用途に応じた選択ができる。ビニルエステルをマトリックス樹脂としたSMCは、不飽和ポリエステルのものより高強度となるので、大容量のスクリュ圧縮機のロータ材としての適用が考えられる。
【0020】
SMCの強化繊維としてはガラス繊維、炭素繊維などの無機繊維、アラミド繊維、ポリアリレート繊維、高強度ポリエチレン繊維などの有機繊維が適用される。
【0021】
ガラス繊維は不飽和ポリエステル樹脂、エポキシ樹脂、フェノール樹脂などの熱硬化性樹脂とカップリング剤を介して強固な化学結合するので、安価かつ強度の高い表面層1が形成できる。炭素繊維は軽くて強いので、特にスクリュロータの表面付近に使用すれば、ロータ表面のき裂とともにロータの回転の遠心力を低減でき、遠心力によるロータ破壊を防止できる。有機繊維は、炭素繊維よりも軽く、強靭な性質を有するため、衝撃特性、振動減衰特性に優れている。
【0022】
したがって、有機繊維を表面層に適用すれば、ロータの回転時の遠心力を大幅に低減でき、かつ起動時の衝撃負荷に対して強度的な信頼性が高くなる。アラミド繊維は耐摩耗性に優れるため、ロータ表面の摩耗による圧縮効率低下の少ないスクリュ圧縮機が実現できる。
ポリアリレート繊維は、ポリエステル系の繊維であるため、水を吸わないので、水潤滑式のスクリュ圧縮機のロータに採用すれば、寸法安定性に優れたロータを実現できる。高強度ポリエチレン繊維は、有機繊維の中でも最も高強度、高弾性の繊維に分類されるため、強度的に優れた表面層を形成できる。
【0023】
表面層1と中心軸2の間には補強用短繊維と熱硬化性樹脂を混練して得られる予備成形材料を充填した短繊維強化樹脂層3がある。この予備成形材料には、樹脂と低収縮剤、着色剤などの副資材をニーダーで混練し、ついで増粘剤を混合して強化繊維を均一に分散したBMCなどが適用される。
【0024】
BMCの樹脂は不飽和ポリエステル樹脂などの熱硬化性樹脂が使用される。不飽和ポリエステルをマトリックス樹脂としたBMCは、低収縮剤などの副資材を調整することにより、成形収縮率を0〜0.02%、線膨張係数を20×10−6/K以下とすることができるため、寸法精度に優れた成形が可能である。特に、複雑な3次元形状を有するスクリュロータでは切削加工が非常に複雑となるため、金型による一体成形ができれば製作コストを大幅に削減できる。また、不飽和ポリエステルのBMCは、温度や湿度に対する寸法安定性に優れているので、水潤滑式スクリュ圧縮機のロータ材として適用できる。
【0025】
補強用短繊維としては、ガラス繊維、炭素繊維などの無機繊維、アラミド繊維、ポリアリレート繊維、高強度ポリエチレン繊維などの有機繊維が適用される。ガラス繊維は不飽和ポリエステル樹脂、エポキシ樹脂、フェノール樹脂などの熱硬化性樹脂とカップリング剤を介して強固な化学結合するので、安価かつ高強度の繊維強化樹脂層となる。
炭素繊維は軽くて強いので、炭素繊維を強化繊維とすれば、スクリュロータ全体が軽量となり、スクリュ圧縮機の起動時における原動駆動機の瞬時負荷力を大幅に低減できるほか、ロータの回転の遠心力によるロータ破壊を防止できる。 有機繊維は、炭素繊維よりも軽く、強靭な性質を有するため、衝撃特性、振動減衰特性に優れている。有機繊維を短繊維強化樹脂層に適用すれば、前記炭素繊維強化型の特徴に加えて、スクリュ圧縮機の起動時の衝撃負荷に対してスクリュロータの強度的な信頼性が高くなる。
【0026】
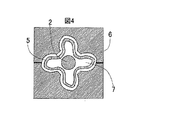
図4は、本発明の繊維強化樹脂製スクリュロータの製造工程を示す図である。
図4において、表面層1は、強化繊維に熱硬化性樹脂を含浸したSMCのシート5を予め金型6内に配置し、シート5と中心軸2の間7に補強用短繊維と熱硬化性樹脂を混練して得られる予備成形材料を射出成形、またはトランスファ成形してロータ歯部を形成する。
【0027】
このような製造方法では、強化繊維に熱硬化性樹脂を含浸したシートを材料とする表面層1とその内部の短繊維強化樹脂層3を同時に成形できるため、製造工程の増加に伴うコストを低減できる。
また、同時に成形することによって、表面層1とその内側の繊維強化樹脂層3の接着性が良好なロータが製造できる。さらに、スクリュロータのような複雑な形状であっても、ロータ表面にほぼ均一な厚さの表面層1が形成できる。
【0028】
強化繊維に熱硬化性樹脂を含浸したシートを金型6内に配置した後、金型を回転させて遠心力で表面層1を形成することもできる。SMCのように軟質なシートの場合、このような製造方法でも繊維および樹脂が過度に流動することなく、厚さが均一な表面層を形成できる。
【0029】
前記実施例では表面層1のみを強化繊維に熱硬化性樹脂を含浸したシートで形成しているが、該シートで中心軸近傍に中心層を形成することもできる。
【0030】
図5は、本発明の第2の実施形態を備えた繊維強化樹脂製スクリュロータの断面図であり、図2に相当する図である。
図6は、図5に同じく第2の実施形態を備えた繊維強化樹脂製のスクリュロータの断面図であり、図3に相当する図である。
図5、図6において、スクリュロータの形状によっては、稼動時の遠心力に起因する発生応力が中心層4で極端に大きくなる場合がある。このような場合、短繊維強化層3よりも強度が高い中心層4を形成することが有効である。表面層1を形成したSMCを中心層にも使用すれば、スクリュロータ稼動時の主応力方向に相当する円周方向に繊維が配向させることができ、かつ均一な厚さの中心層を容易に形成できる。
【0031】
図7は、第2の実施形態を備えたスクリュロータの製造行程を示す図である。
図7において、表面層1および中心層4となるSMCのシート5を予め金型内に配置し、表面層シートと中心層シートから成る空間8に補強用短繊維と熱硬化性樹脂を混練して得られる予備成形材料を射出成形、またはトランスファ成形して短繊維強化層を形成する。
このような成形方法により、表面層、中心層と短繊維強化層の接着性が良好なロータを製造する。
【0032】
以上のように本発明は、強化繊維に熱硬化性樹脂を含浸したシートで表面層を成形することにより、ロータ表面付近を長さ10〜100mmにチョップされた比較的長い繊維、あるいは連続繊維で強化することができるため、ロータ表面の割れおよびロータ歯部の変形に起因する異常摩耗が生じにくい。一方、表面層と中心軸の間も繊維強化樹脂で充填されるため、高速回転時の遠心力に起因するロータの破壊も起こりにくい。
【0033】
また、ロータ稼動時に支配的なロータ表面付近の周方向応力を、円周方向に沿った強化繊維で効率的に緩和できる。したがって、ロータ表面の割れおよびロータ歯部の変形に起因する異常摩耗が生じにくい。
【0034】
また、ロータ稼動時に発生するロータ表面付近の応力に沿って強化繊維が配向されているため、ロータ表面の割れが生じにくい。一方、強化繊維によりロータ歯部の変形が抑えられるため、変形に起因する異常摩耗が生じにくい。
【0035】
また、熱可塑性樹脂に比べて成形収縮率、線膨張係数が小さいシートモールディングコンパウンド(以下SMC)を表面層とするため、成形品の寸法精度が良い。ガラス繊維を強化繊維とすれば、安価で高強度のロータが実現できる。炭素繊維を強化繊維とすれば、軽量かつ高強度のロータが実現できる。アラミド繊維を強化繊維とすれば、高強度かつ耐衝撃性、耐摩耗性に優れるロータが実現できる。
【0036】
また、バルクモールディングコンパウンド(以下BMC)の成形収縮率が0〜0.02%であり、線膨張係数も20×10−6/K以下と小さいため、成形品の寸法精度が非常に良い。ガラス繊維は安価であり、マトリックス樹脂と強固に化学結合するため、安価で遠心力に起因するロータの破壊を防止することができる。炭素繊維はガラス繊維より軽く、発生する遠心力を低減できるため、炭素繊維を適用したロータでは、遠心力に起因するロータの破壊が起こりにくい。アラミド繊維は高強度かつ耐衝撃性に優れるため、遠心力に起因するロータの破壊が起こりにくく、起動時に生じる衝撃負荷に対しも信頼性が高い。
【0037】
また、強化繊維に熱硬化性樹脂を含浸したシートを材料とする表面層とその内部の短繊維強化樹脂層を同時に成形できるため、製造工程の増加に伴うコストを低減できる。一方、同時に成形することによって、表面層とその内側の繊維強化樹脂層の接着性が良好なロータが製造できる。
【0038】
更に、回転による遠心力が強化繊維に熱硬化性樹脂を含浸したシートに均一に加わるため、厚さが均一な表面層を形成することができる。したがって、強度や耐衝撃性など機械的特性のばらつきの少ないロータが製造できる。
【0039】
【発明の効果】
本発明によれば、強度、耐衝撃性および耐摩耗性に優れ、かつ寸法精度、寸法安定性の高い繊維強化樹脂製スクリュロータを提供できる。
【図面の簡単な説明】
【図1】図1は、本発明の実施の形態における一つの繊維強化樹脂製スクリュロータを概略示す側面図である。
【図2】図2は、図1のA−A’断面図である。
【図3】図3は、図1のB−B’断面図である。
【図4】図4は、同上実施の繊維強化樹脂製スクリュロータの製造方法を概略示す断面図である。
【図5】図5は、本発明の他の実施形態を備えた繊維強化樹脂製スクリュロータの図2相当断面図である。
【図6】図6は、同上実施形態を備えた繊維強化樹脂製スクリュロータの図3相当断面図である。
【図7】図7は、同上実施形態を備えた繊維強化樹脂製スクリュロータの製造方法を示す断面図である。
【符号の説明】
1…表面層、2…中心軸、3…短繊維強化樹脂層、4…中心層、5…SMC、6…金型、7…表面層シートと中心軸から成る空間、8…表面層シートと中心層シートから成る空間。
Claims (7)
- 熱硬化性樹脂を繊維で強化した繊維強化樹脂製スクリュロータにおいて、強化繊維に熱硬化性樹脂を含浸したシートで表面層を形成し、補強用短繊維と熱硬化性樹脂を混練して得られる予備成形材料を該表面層と中心軸の間に充填してロータ歯部を成形することを特徴とする繊維強化樹脂製スクリュロータ。
- 表面層の繊維配向をスクリュロータの円周に沿う方向としたことを特徴とする請求項1記載の繊維強化樹脂製スクリュロータ。
- 表面層の繊維配向をスクリュロータ稼動時のロータの主応力に沿う方向としたことを特徴とする請求項1記載の繊維強化樹脂製スクリュロータ。
- 表面層がガラス繊維、炭素繊維もしくはアラミド繊維を含むシートモールディングコンパウンドで構成されることを特徴とする請求項1記載の繊維強化樹脂製スクリュロータ。
- 表面層と中心軸の間に充填する予備成形材料がガラス繊維、炭素繊維もしくはアラミド繊維を含むバルクモールディングコンパウンドで構成されることを特徴とする請求項1記載の繊維強化樹脂製スクリュロータ。
- 熱硬化性樹脂を繊維で強化した繊維強化樹脂製スクリュロータにおいて、強化繊維に熱硬化性樹脂を含浸したシートを予め金型内に配置し、該シートと中心軸の間に補強用短繊維と熱硬化性樹脂を混練して得られる予備成形材料を射出成形、またはトランスファ成形してロータ歯部を成形することを特徴とする繊維強化樹脂製スクリュロータの製造法。
- 熱硬化性樹脂を繊維で強化した繊維強化樹脂製スクリュロータにおいて、強化繊維に熱硬化性樹脂を含浸したシートを金型内に配置し、金型を回転させて遠心力で表面層を形成した後、補強用短繊維と熱硬化性樹脂を混練して得られる予備成形材料を該表面層と中心軸の間に充填してロータ歯部を成形することを特徴とする繊維強化樹脂製スクリュロータの製造法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001382467A JP4013537B2 (ja) | 2001-12-17 | 2001-12-17 | 繊維強化樹脂製スクリュロータ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001382467A JP4013537B2 (ja) | 2001-12-17 | 2001-12-17 | 繊維強化樹脂製スクリュロータ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003184758A JP2003184758A (ja) | 2003-07-03 |
| JP4013537B2 true JP4013537B2 (ja) | 2007-11-28 |
Family
ID=27592799
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001382467A Expired - Fee Related JP4013537B2 (ja) | 2001-12-17 | 2001-12-17 | 繊維強化樹脂製スクリュロータ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4013537B2 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014081823A1 (en) | 2012-11-20 | 2014-05-30 | Eaton Corporation | Composite supercharger rotors and methods of construction thereof |
| EP2971776A2 (en) | 2013-03-15 | 2016-01-20 | Eaton Corporation | Low inertia laminated rotor |
| WO2015138557A1 (en) * | 2014-03-12 | 2015-09-17 | Eaton Corporation | Methods for making a low inertia laminated rotor |
| US20170298733A1 (en) * | 2014-09-25 | 2017-10-19 | Eaton Corporation | Composite molded rotary component |
| US10630121B1 (en) * | 2015-09-23 | 2020-04-21 | Regal Beloit America, Inc. | Rigid rotor structures for conical air gap electrodynamic machines |
| US20240084707A1 (en) * | 2022-09-13 | 2024-03-14 | BladeX Technologies, LLC | Fiber Reinforced Polymer Blade |
-
2001
- 2001-12-17 JP JP2001382467A patent/JP4013537B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003184758A (ja) | 2003-07-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7331764B1 (en) | High-strength low-weight fan blade assembly | |
| JP5503481B2 (ja) | 繊維強化複合材料を用いた翼状構造体およびその製造方法 | |
| JP5153035B2 (ja) | 構造繊維および非構造繊維から成る複合体 | |
| CN105690793A (zh) | 一种三维编织复合材料汽车传动轴及其制备方法 | |
| EP1092529A1 (en) | Selectively flexible caul | |
| JP4013537B2 (ja) | 繊維強化樹脂製スクリュロータ | |
| JP5460821B2 (ja) | 適合可能なブレード | |
| CN105538816A (zh) | 片状模压料-预浸料混杂复合材料及其制造方法 | |
| CA2919123A1 (en) | Process of producing a thermoplastic-fiber composite and fan blades formed therefrom | |
| CN113291014A (zh) | 一种纤维增强复合材料的制备方法 | |
| JP2016527112A (ja) | 複合型枠の製造方法、複合型枠、サンドイッチコンポーネント、ロータブレードエレメントおよび風力発電装置 | |
| US10746030B2 (en) | Composite blade and method of manufacture | |
| CN112672876A (zh) | 纤维复合半成品、纤维复合构件、转子叶片元件、转子叶片和风能设施以及用于制造纤维复合半成品的方法和用于制造纤维复合构件的方法 | |
| CN109664524A (zh) | 纤维增强复合材料加强梁的成型工艺及使用该工艺的车辆 | |
| JP2007271079A (ja) | トルク伝達軸 | |
| CN205371275U (zh) | 一种三维编织复合材料汽车传动轴 | |
| JP2018162854A (ja) | 樹脂製歯車 | |
| CN108638530A (zh) | 一步法制备三明治夹芯结构复合材料注塑成型装置及方法 | |
| KR101551285B1 (ko) | 펌프용 구조복합재 임펠러 및 그 제조방법 | |
| JP5002922B2 (ja) | アーム状応力伝達部材 | |
| KR20130090449A (ko) | 기어펌프 | |
| KR101346267B1 (ko) | 기어펌프용 플라스틱 기어의 제조방법 | |
| CN112901553B (zh) | 离心式风机叶轮及其制备方法、离心式风机和空气处理机组 | |
| JP4524481B2 (ja) | 繊維強化樹脂複合体の製造方法 | |
| CN112564351B (zh) | 一种高速电机用复合材料套筒及其制备方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20041018 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20060419 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070808 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070821 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070903 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100921 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100921 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100921 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110921 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120921 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120921 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130921 Year of fee payment: 6 |
|
| LAPS | Cancellation because of no payment of annual fees |