JP3973436B2 - チューブプリンタ - Google Patents
チューブプリンタ Download PDFInfo
- Publication number
- JP3973436B2 JP3973436B2 JP2002026171A JP2002026171A JP3973436B2 JP 3973436 B2 JP3973436 B2 JP 3973436B2 JP 2002026171 A JP2002026171 A JP 2002026171A JP 2002026171 A JP2002026171 A JP 2002026171A JP 3973436 B2 JP3973436 B2 JP 3973436B2
- Authority
- JP
- Japan
- Prior art keywords
- tube
- slack
- amount
- conveyance
- feeding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





Description
【発明の属する技術分野】
本発明は、大径のリールに巻かれたチューブをリールから引き出し印字するチューブプリンタに関する。
【0002】
【従来の技術】
上述のチューブプリンタは、中心軸が水平の状態で自由に回転できるようにスタンドに保持され、その直径が数十cmの大きなリールに巻かれたチューブの端部を搬送機構である搬送ローラで挟持し、一定の速度で搬送ローラを回転させることによりチューブをリールから引き出している。その後、搬送ローラの下流側に配置された印字ヘッドとプラテンローラにおいてチューブの表面に順次印字が行われる。
【0003】
上述のようにチューブは大きなリールに巻かれているので、特に印字開始時のようにチューブをリールから引き出す際に、リールを回転させるために大きなトルクをリールに作用させなければならない。ここで搬送ローラによる搬送力が足りないと、チューブと搬送ローラとの間で滑りが生じ、あるいは搬送ローラが回転できなくなり、搬送速度が安定しなくなっていた。この搬送速度の変化によって、文字が伸び縮みするという不具合が生じていた。
【0004】
特開平8−206764号公報には、チューブに類似する形態である線材の供給装置が開示されている。この線材供給装置は線材Wの搬送路途中に、線材Wと当接するダンサーロールを設け、このダンサーロールによって、ダンサーロールの上流側と下流側の搬送速度差を吸収すると共に、ダンサーロール上流側にある線材コイル2からの線材Wの供給が滞りダンサーロールが搬送路を短くする限界位置X2を超えると、線条コイル側の搬送速度を加速し一時的にたるみを生じさせ、線材Wのスムーズな供給を行うものである。
【0005】
このように、印字装置においても搬送ローラ前のチューブの状態を弛んだ状態に保つことができるなら、印字ヘッドへの安定したチューブの供給が行えるようになる。そこで、図1及び図2に示すような給送装置1が提案されており、この給送装置1は印字装置2とリール3の間に設置するものである。この給送装置1は、印字装置2の搬送ローラ21の上流側に、少なくとも搬送ローラ21による搬送速度より早い高速搬送と遅い低速搬送の2つの搬送速度でチューブを搬送する給送ローラと11、12、この給装ローラ11、12と搬送ローラ21間の搬送路を膨らませたたるみ領域19において、チューブのたるみ状態を検出するたるみローラ13とたるみセンサ14とを有し、チューブのたるみ量が所定量以下になったことを検出すると給送ローラ11、12の搬送速度を所定間隔(時間あるいはモータの駆動パルス数)高速搬送にしてチューブを弛ませチューブが弛んだ状態になったら給送ローラの搬送速度を低速搬送するものである。
【0006】
【発明が解決しようとする課題】
ここで、リール3に巻かれている状態のチューブ4は押し潰されているため、その潰された形状によっては、そこから簡単に折れ曲がりやすくなっていた。このような折れ癖のついた箇所が給送ローラと搬送ローラ間に搬送され、給送ローラ11、12が高速搬送状態になると、通常のチューブであれば緩やかに湾曲し弛んだ状態になるが、折れ癖のついたチューブはその箇所から折れ曲がってしまい次のような問題が発生していた。
【0007】
図4はそのときの状態を示しており、チューブが折れ曲がると、折れ曲がり部の上流側のチューブの一部がたるみローラ13を押し上げてしまい、再びたるみセンサ14がONになる。上記最初のON状態による高速搬送状態が所定時間(t2)経過しても、たるみセンサ14がON状態なら引き続き高速搬送状態となり、この折れ曲がり部がたるみ領域19の壁面と接し、その接触部を支点にチューブの一部がたるみローラ方向に移動し、さらにたるみセンサONの状態が続き、よって高速搬送状態が継続され、行き場を失ったチューブは複雑に折れ曲がってしまう(図5の状態)。
【0008】
この間、搬送ローラによる搬送も行われているので、たるみ領域で折れ曲がったチューブは少なからず印字ヘッドに向けて搬送されおり、チューブが折れ曲がったときに、チューブ4の折れ曲がり方向がたるみローラ13から離れる方向になればたるみセンサがOFFになり給送ローラが低速搬送となるので、チューブ4は排出されることになるが、チューブが複雑に折れ曲がったときの実際のたるみセンサ14の状態は何度かONとOFFを繰り返してしまうため、最悪の場合はたるみ領域19にチューブ4が詰まりジャムとなってしまう。
【0009】
尚、このときのONとOFFの繰り返しは、正常搬送のような周期的なものではなく、チューブ4の折れ曲がり方向によってONの状態、あるいはOFFの状態が長く続くことが分かっている。
【0010】
また、たるみセンサ14のON状態が途切れなくなるような搬送として、極めて搬送抵抗の大きなチューブを搬送する場合がある。つまり搬送抵抗が大きいチューブが搬送されると、若干のスリップを伴った搬送となるため、供給ローラで高速搬送が行われても十分なたるみを形成することができず、突っ張りセンサがOFFにならずONの状態が長くなることがあった。しかしながら、この状態は給送ローラの高速搬送が長くなるだけで、目的であるたるみは形成しているので印刷に影響が出るわけではなかった。よってこのような搬送状態と前述の折れ曲がり癖のあるチューブの搬送とは区別して制御しなければならなかった。
【0011】
【課題を解決するための手段】
本発明のチューブプリンタは、互いに対向して配置されたサーマルヘッドとプラテンローラとの間にチューブを搬送する搬送手段と、この搬送手段の上流側において、搬送手段の搬送速度より低速または高速の搬送速度でチューブを搬送手段に給送する給送手段と、搬送手段と給送手段間においてチューブを弛ませるためチューブ搬送路の一部を膨らませて設けられたたるみ領域と、このたるみ領域でのチューブのたるみ量を監視するたるみ量監視手段とを備え、チューブのたるみ量が所定のたるみ量以下のとき前記給送手段による搬送速度を高速搬送とし、それ以外は低速搬送で搬送してチューブを一定量弛ませるチューブプリンタであって、前記給送手段による高速搬送を一定量行なってたるみ量を確保した後、前記給送手段による低速搬送を一定量行なったにも拘わらず、前記たるみ量監視手段により前記所定のたるみ量の形成が検出できない場合に、前記チューブの搬送異常と判定する搬送異常判定手段を備え、前記搬送異常判定手段が搬送異常であることを判定すると、搬送手段と給送手段を停止させることを特徴とする。
【0012】
【発明の実施の形態】
図1および図2を参照して、1は本発明に係る給送装置である。この給送装置1は印字装置2に着脱自在に取り付けられ、リール3に巻かれているチューブ4をリール3から引き出し、印字装置2に搬送するものである。
【0013】
この印字装置2にはピンチローラと駆動ローラとからなる搬送ローラ21が設けられており、チューブ4はこの搬送ローラ21に挟持されて所定の搬送速度で印字ヘッド22に搬送される。印字ヘッド22には搬送ローラ21の駆動ローラに同期して回転するプラテンローラ23が対向しており、チューブ4は印字ヘッド22とプラテンローラ23とに挟まれた状態で連続して印字される。印字されたチューブ4は送りローラ24とプラテンローラ23とで挟まれて下流に送り出され、最後にカッターユニット25によって所定の長さ毎に切断され、あるいは半切断されて印字装置2から払い出される。尚、搬送ローラ21、プラテンローラ23の駆動はモータ20と歯車やクラッチ等の公知の伝達手段による。
【0014】
なお、5はラベルカセットであり、内部にラベルが巻かれた状態で格納されている。本実施の形態では印字装置2はチューブ4を取り除けばラベルカセット5をセットすることによりラベルカセット5内のラベルにも印字できるように構成されている。また、符号26、27、28はそれぞれキーボード、ディスプレイ、各種センサである。また、符号2aは印字装置2全体の制御を行う制御回路であり、中央演算処理装置(CPU)やメモリ(RAM、ROM)等により構成され、上記モータ20、サーマルヘッド22、カッタユニット25、キーボード26、ディスプレイ27、各種センサ28および通信ポート29が接続され、これらの機器の監視と制御および給送装置との信号の受発信制御を行っている。
【0015】
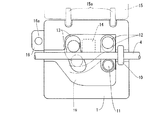
図2および図3を参照して、給送装置1はモータ18によって回転駆動される駆動ローラ11と、駆動ローラ11に対して接近してチューブ4を挟むピンチローラ12が設けられている。これら駆動ローラ11とピンチローラ12とで給送機構が構成される。また、13はチューブのたるみを検知するためのたるみローラであり、給送装置1が作動中はチューブ4に所定の付勢力でたるみ方向に当接するように構成されている。なお、この付勢力は小さく、チューブに張力を発生させることはない。また、たるみローラ13近傍は、チューブがたるむことが出来るようにチューブ搬送路の一部を膨らませたたるみ領域19を形成している。
【0016】
このたるみ領域19においてチューブ4が弛むと、たるみローラ13は付勢力によってチューブ4に当接したままたるみ方向に移動する。逆にチューブ4のたるみがなくなると、チューブの移動に伴って移動し所定の位置までたるみローラ13が戻ってくると、たるみスイッチ14がONになる。このたるみローラ13とたるみスイッチ14とで印字装置2の搬送ローラ21と給送装置1の給送機構と間におけるチューブたるみ量が検出される。
【0017】
なお、15は給送装置1のカバーであり、図示しないリンク機構がカバー15のヒンジ部15aに連結されており、図示のようにカバー15を開けた状態では、ピンチローラ12及びたるみローラ13は図2または図3の実線で示す位置に強制的に退避される。10はチューブ4の表面に付着した塵埃を拭き取るスポンジが取り付けられた清掃具であり、カバー15を開けてピンチローラ12及びたるみローラ13を退避させた状態で、チューブ4を清掃具10に通し、更に印字装置2の搬送ローラ21に挟持させる。そしてその後カバー15を閉める。
【0018】
カバー15を閉めると上述のようにピンチローラ12が駆動ローラ11側に移動して駆動ローラ11とピンチローラ12とでチューブ4を挟み、かつ、たるみローラ13が所定の付勢力でチューブ4に当接する。なお、ピンチローラ12及びたるみローラ13の表面はゴムで覆われているが、駆動ローラ11の表面にはセラミック粒子をバインダーで固めたセラミック層11aで覆った。これによりチューブに対する摩擦係数が大きくなり、チューブ4が駆動ローラ11に対して滑ることが防止される。
【0019】
また、符号1aは給送装置1全体の制御を行う制御回路であり、中央演算処理装置(CPU)やメモリ(RAM、ROM)等により構成され、上記モータ18、たるみセンサ14およびコネクタ17が接続され、これらの機器の監視と制御および印字装置2との間の信号の受発信を行っている。
【0020】
ところで、給送装置1の左側部には係合片16が突出され、印字装置2の底面には係合片16が格納される凹部(不図示)が形成されている。従って、係合片16を凹部内に入れると、給送装置1は印字装置2に対して位置決めされる。給送装置1から引き出されたコネクタ17を印字装置2に設けたの通信ポート29に差し込むと、給送装置1に内蔵された制御回路1aと印字装置2に内蔵された制御回路2aとが通信できるようになる。
【0021】
上述のように給送装置1が印字装置2に取り付けられ、コネクタ17が通信ポート29に差し込まれると、印字準備が整う。印字装置2側のキーボード26の印字開始ボタンが押されると、印字装置2のモータ20と、給送装置1のモータ18が起動し、搬送ローラ21と駆動ローラ11が回転してチューブ4が搬送される。
【0022】
続いて、図6のフローチャートを基に給送装置1における印字搬送の作動について説明する。印字装置2で印字開始ボタンが押されると、通信ポート29とコネクタ17を介して、給送装置1に搬送信号が送られる。給送装置1はこの搬送信号を受信すると(ステップ1:以下ステップをSと記す)、先ず、たるみセンサ14の状態を判定する(S2)。通常、使用者は若干のたるみを持たせチューブ4をセットするので、ここではセンサ0FFと判断され、低速搬送(S3)が実行され、モータ18に入力されるパルス数のカウントが開始される(S4)。そしてカウンタ量が700パルスに達するまで駆動ローラ11は低速搬送でチューブを搬送する。
【0023】
本実施の形態は電源入力時(電源スイッチは不図示)の状態からを想定しているので、カウンタのメモリは初期化されており“0“の値を取っている。このカウンタ用メモリは制御回路1aに含まれており、図中にはし召さないがRAM中の特定領域をカウンタ用メモリ領域として設定してある。また、モータ18の回転速度の設定は制御回路1aから送信されるパルス間隔によって決定される。
【0024】
ここで、折れ癖のないチューブであって搬送抵抗の低いチューブの搬送が送られているなら、通常300〜400程度カウントされる間にたるみ状態は無くなる。たるみが少なくなりたるみローラ13が移動し、たるみセンサ14がONになると、S2でセンサONと判断され、続いて、カウンタの数値がリセットされ(S6)、モータに送るパルス間隔を短く(例えば400ppsから600pps)して高速搬送(S7)が実行され、モータ18に入力されるパルス数のカウントが開始される(S8)。そしてカウンタ量が300パルスに達するまで駆動ローラ11は高速搬送でチューブを搬送する。この高速搬送により再びたるみが形成され、たるみセンサはOFFの状態となる。
【0025】
カウンタ量が300パルスに達したら(S9)、カウンタをリセットし(S10)再び低速搬送に戻り(S1、S2、S3)、低速搬送状態のカウントが開始される(S4)。上記すると同じく、たるみ量が所定量より少なくなりセンサがONになるまで低速搬送が行われる。以後、低速搬送と高速搬送が、たるみセンサの状態とモータを駆動するパルス数に基づいて繰り返し行われる。
【0026】
なお、このとき印字装置2では、モータ20の回転に伴い、供給装置の低速搬送より早くその高速搬送より遅い速度でチューブが搬送され、このチューブの搬送に連動して、サーマルヘッド22へ印字データが供給され印字が開始される。
【0027】
再び弛み量が少なくなりS2においてたるみセンサがONになり、高速搬送になったとき(S7)、リール3に巻かれていた影響で折れ癖のついた部分が、駆動ローラ11とピンチローラ12の間を通過していると、駆動ローラ11の速度変化によりその折れ癖個所から容易に折れ曲がってしまう。その結果、折れ曲がった個所より上流のチューブの一部がたるみローラ13と接触し、たるみローラ13を押し上げてセンサ14が再びONになることがある(図4の状態)。
【0028】
この状態になると、カウンタ量が300を過ぎていてもS2で再びセンサONと判断されるので、再び高速搬送状態となり、高速回転が続くとチューブ4はさらに複雑に折れ曲がり、今度はチューブがたるみローラ13から離れる方向に移動することがある(図5の状態)。この状態になるとしばらくの間チューブ4はたるみローラ13から離れる方向に搬送され、たるみローラに接触することがない。
【0029】
チューブ4がたるみローラ13から離れると、たるみセンサ14はOFFになる。ここで、高速搬送状態をカウントするカウンタ量が300になっているならS2においてセンサOFFと判断されるので駆動ローラ11は低速回転で回転するようになる。続いて、低速搬送状態になってからの駆動ローラを駆動するモータ18のパルス数がカウントされる(S4)。
【0030】
上記するとおり、チューブ4が折れ曲がりたるみローラ13から離れると、しばらくの間チューブ4はたるみローラ13側に戻らないので、カウンタは次第に増加され、規定値である700パルスを超えることになる。カウンタ量が700パルスを越えると、制御回路1aは搬送状態が異常であると判定し(S5)、モータ18の駆動を停止して駆動ローラ11の回転が停止される(S11)。このとき印字装置2の側の搬送ローラ21を駆動するモータ20の回転は停止しない。
【0031】
これにより、給送装置のチューブ4の搬送状態は完全に停止し、これ以上のチューブの折れ曲がりが防止される。さらに印字装置2による印字搬送は継続されているので、たるみ領域19で折れ曲がった状態になったチューブが少しずつ印字装置側に搬送され、弛み領域19のおけるチューブ4の状態は正常な状態に戻る。正常な状態に戻ったチューブ4は再びたるみローラ13と接触するためたるみセンサがONとなる。このたるみセンサONの入力をもって再び給送装置は再起動することとなる(S12)。尚、この状態はたるみ量の少ない状態なので高速搬送状態で起動し所定のたるみ量を作成することになる。
【0032】
なお、印字装置2におけるチューブへの印字が最後まで終了すると、最後にチューブの印字部分の終端がカッターユニット25まで送られ切断され、印字装置2及び給送装置1の搬送が停止され印刷処理は終了する。
【0033】
本実施の形態では、給送状態の監視を、給送装置の低速搬送状態の間隔を監視することで行っており、その間隔の測定はモータを駆動するパルス数をカウントして行っているが、これに限定されるものではなく、特に使用されるチューブやリールの種類、装置の各構成の寸法や設定された速度等によって適宜最適な方法で行えばよい。たとえば、使用するチューブをスリップせず搬送できることが保証できるのなら、高速搬送状態の間隔が所定間隔より長く続いたら搬送異常と判定してもよく、或いは、高速搬送状態が所定間隔より長く続いたあと低速搬送状態が所定間隔より続いたときに搬送異常と判定しても良い。特に、低速搬送状態を監視することで、チューブの搬送スリップによる高速搬送状態の連続状態とは明確に識別することができる。
【0034】
また、低速搬送状態と間隔の測定を、モータを駆動するパルス数をカウントして求めているが、モータ或いは駆動ローラの速度が切り替わった時点からの時間を測定しても良い。この速度の変化は、エンコーダによって測定すればよい。或いは、モータや駆動ローラの状態ではなくたるみセンサの状態を監視しても良く、たとえばたるみセンサがON、或いはOFFに切り替わった時点からの時間を測定しても良い。尚、上記実施の形態のような条件であれば、たるみセンサがOFFになった時点からの時間を測定することで低速搬送状態の間隔が長くなっていることが判定できる。
【0035】
また、本実施の形態で、搬送状態の異常を判定した場合、給送装置の駆動ローラを停止し印刷装置の搬送ローラを停止していないが、両方とも停止させ、エラーメッセージを報知するようにしても良い。また本実施の形態では印字装置と給送装置を別体にした構成としているが一体にしたものでも良い。
【0036】
【発明の効果】
以上の説明から明らかなように、本発明は、搬送手段の上流側においてチューブを一定量たるんだ状態で給送する給送手段の給送状態を監視し、給送状態が同じ状態のまま変更せずその間隔があらかじめ設定された規定範囲を超えたことを検出したとき異常と判定することで、折れ癖のあるチューブの搬送異常を検出する、チューブの安定した搬送が行える。
【図面の簡単な説明】
【図1】本発明の一実施の形態の構成を示す図
【図2】正常な搬送がされているときの給送装置の平面図
【図3】チューブプリンタの電気的構成を示すブロック図
【図4】チューブが折れ曲がった状態で搬送されているときの給送装置の平面図
【図5】チューブが複雑に折れ曲がったときの給送装置の平面図
【図6】給送装置の印刷搬送時における動作を示すフローチャート
【符号の説明】
1 給送装置
2 印字装置
3 リール
4 チューブ
11 駆動ローラ
12 ピンチローラ
13 たるみローラ
14 たるみセンサ
17 コネクタ
18 モータ
19 たるみ領域
20 モータ
22 サーマルヘッド
29 通信ポート
Claims (3)
- 互いに対向して配置されたサーマルヘッドとプラテンローラとの間にチューブを搬送する搬送手段と、この搬送手段の上流側において、搬送手段の搬送速度より低速または高速の搬送速度でチューブを搬送手段に給送する給送手段と、搬送手段と給送手段間においてチューブを弛ませるためチューブ搬送路の一部を膨らませて設けられたたるみ領域と、このたるみ領域でのチューブのたるみ量を監視するたるみ量監視手段とを備え、チューブのたるみ量が所定のたるみ量以下のとき前記給送手段による搬送速度を高速搬送とし、それ以外は低速搬送で搬送してチューブを一定量弛ませるチューブプリンタであって、前記給送手段による高速搬送を一定量行なってたるみ量を確保した後、前記給送手段による低速搬送を一定量行なったにも拘わらず、前記たるみ量監視手段により前記所定のたるみ量の形成が検出できない場合に、前記チューブの搬送異常と判定する搬送異常判定手段を備え、前記搬送異常判定手段が搬送異常であることを判定すると、搬送手段と給送手段を停止させることを特徴とするチューブプリンタ。
- 互いに対向して配置されたサーマルヘッドとプラテンローラとの間にチューブを搬送する搬送手段と、この搬送手段の上流側において、搬送手段の搬送速度より低速または高速の搬送速度でチューブを搬送手段に給送する給送手段と、搬送手段と給送手段間においてチューブを弛ませるためチューブ搬送路の一部を膨らませて設けられたたるみ領域と、このたるみ領域でのチューブのたるみ量を監視するたるみ量監視手段とを備え、チューブのたるみ量が所定のたるみ量以下のとき前記給送手段による搬送速度を高速搬送とし、それ以外は低速搬送で搬送してチューブを一定量弛ませるチューブプリンタであって、前記給送手段による高速搬送を一定量行なってたるみ量を確保した後、前記給送手段による低速搬送を一定量行なったにも拘わらず、前記たるみ量監視手段により前記所定のたるみ量の形成が検出できない場合に、前記チューブの搬送異常と判定する搬送異常判定手段を備え、前記搬送異常判定手段が搬送異常であることを判定すると、給送手段を停止させ、搬送手段は停止させないでおき、たるみ量監視手段によりチューブのたるみ量が所定のたるみ量以下になったことが確認されたら給送手段を再起動させることを特徴とするチューブプリンタ。
- 前記給送手段が前記チューブプリンタに対して着脱可能に装着されていることを特徴とする、請求項1または請求項2のいずれかに記載のチューブプリンタ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002026171A JP3973436B2 (ja) | 2002-02-01 | 2002-02-01 | チューブプリンタ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002026171A JP3973436B2 (ja) | 2002-02-01 | 2002-02-01 | チューブプリンタ |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2003226457A JP2003226457A (ja) | 2003-08-12 |
| JP2003226457A5 JP2003226457A5 (ja) | 2006-01-05 |
| JP3973436B2 true JP3973436B2 (ja) | 2007-09-12 |
Family
ID=27748100
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002026171A Expired - Fee Related JP3973436B2 (ja) | 2002-02-01 | 2002-02-01 | チューブプリンタ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3973436B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6112355B2 (ja) * | 2013-07-10 | 2017-04-12 | ブラザー工業株式会社 | 印刷装置 |
| JP6168472B2 (ja) * | 2013-07-10 | 2017-07-26 | ブラザー工業株式会社 | 印刷装置 |
| KR102385384B1 (ko) * | 2021-10-07 | 2022-04-15 | 주식회사 씨앤에이시스템 | 넘버링 튜브 정렬장치 |
-
2002
- 2002-02-01 JP JP2002026171A patent/JP3973436B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003226457A (ja) | 2003-08-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3879713B2 (ja) | 画像形成装置 | |
| JP3897007B2 (ja) | インクジェットプリンタ | |
| JP4906762B2 (ja) | 印刷装置及び印刷装置の制御方法 | |
| JP3022228B2 (ja) | 用紙排出装置 | |
| EP1602500B1 (en) | Thermal activation device and method of conveying sheet material | |
| US20080229892A1 (en) | Limiting device for roll printers | |
| JP4975984B2 (ja) | 包装装置 | |
| JP2009280364A (ja) | 記録装置および記録装置における回転手段の回転制御方法 | |
| US20180244485A1 (en) | Medium supply apparatus | |
| JP3973436B2 (ja) | チューブプリンタ | |
| JP2011143997A (ja) | プリンターの記録紙搬送状態の監視方法およびプリンター | |
| EP2857334B1 (en) | Conveyance device, printer, and conveyance method | |
| US7252445B2 (en) | Apparatus and method for forming images | |
| JP2004345253A (ja) | プリンタ | |
| JP2011037533A (ja) | 巻き癖除去装置及びそれを用いた画像記録装置 | |
| JP2003063079A (ja) | 連続紙プリンタ | |
| JPH07315595A (ja) | プリンタ用給紙装置 | |
| JP6997503B2 (ja) | 印字ユニット | |
| JP2762197B2 (ja) | 自動包装機における印字機能付きフィルム供給装置 | |
| JP2013010288A (ja) | 駆動装置の制御方法およびこれを備えた駆動装置、テープ印刷装置 | |
| JP2007050985A (ja) | 連続用紙処理装置および運転制御方法 | |
| JP2003118898A (ja) | 印字装置の給送装置 | |
| JP2005324405A (ja) | 印字装置 | |
| JP2004175443A (ja) | ラベル貼付機のラベル移送装置 | |
| JP2000185856A (ja) | ロールシート供給装置及び画像形成装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20041022 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050131 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20051017 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20051108 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20061129 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20061205 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20061205 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070205 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070313 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070514 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070612 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070612 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100622 Year of fee payment: 3 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100622 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100622 Year of fee payment: 3 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100622 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100622 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110622 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110622 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120622 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130622 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| LAPS | Cancellation because of no payment of annual fees | ||
| R360 | Written notification for declining of transfer of rights |
Free format text: JAPANESE INTERMEDIATE CODE: R360 |
|
| R360 | Written notification for declining of transfer of rights |
Free format text: JAPANESE INTERMEDIATE CODE: R360 |
|
| R371 | Transfer withdrawn |
Free format text: JAPANESE INTERMEDIATE CODE: R371 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |