JP3924632B2 - 厚肉超微細フェライト組織鋼の製造方法 - Google Patents
厚肉超微細フェライト組織鋼の製造方法 Download PDFInfo
- Publication number
- JP3924632B2 JP3924632B2 JP05200699A JP5200699A JP3924632B2 JP 3924632 B2 JP3924632 B2 JP 3924632B2 JP 05200699 A JP05200699 A JP 05200699A JP 5200699 A JP5200699 A JP 5200699A JP 3924632 B2 JP3924632 B2 JP 3924632B2
- Authority
- JP
- Japan
- Prior art keywords
- steel
- ferrite
- mass
- producing
- thick
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Landscapes
- Forging (AREA)
- Heat Treatment Of Steel (AREA)
Description
【発明の属する技術分野】
この出願の発明は、厚肉超微細フェライト組織鋼の製造方法に関するものである。さらに詳しくは、この出願の発明は、高強度、高靱性で、かつ、溶接性にも優れた、厚肉の超微細フェライト組織鋼の製造方法に関するものである。
【0002】
【従来の技術とその課題】
フェライト結晶粒径の微細化は、鋼の靱性を損なうことのない有力な高強度化手法である。
従来より、組織微細化に関する研究は広く行われており、例えば、大圧下・急冷による方法(CAMP-ISU, Vol.11(1998), p.1017)、逆変態を利用する方法(特開昭58−58224)、繰り返し重ね接合圧延による方法(CAMP-ISIJ, Vol.11(1998), p.1035) 、あるいは、この発明の発明者らによる温間加工・再結晶による方法(CAMP-ISU, Vol.11(1998), p.10351) 等の様々な方法が開示されている。
【0003】
しかしながら、この出願の発明者らによって、結晶粒径2μm以下のフェライト粒を主体組織とする鋼が実現可能とされたものの、今までに得られた微細組織鋼は薄肉材であり、バルク材を用いて公称粒径2μm以下のフェライトを主体組織とした板厚5mm以上、さらには10mm以上の鋼板ないしは直径5mm以上、さらには10mm以上の棒材を製造することが難しいという問題があった。
【0004】
そこで、この出願の発明は、以上のとおりのこれまでの技術の問題点を解消して、鋼製品全体が平均粒径2μm以下であるフェライト組織を主体とした板厚5mm以上の鋼板、あるいは直径または短辺の長さが5mm以上の棒材を製造することの容易な新しい方法を提供することを課題としている。
【0005】
【課題を解決するための手段】
この出願の発明は、上記のとおりの課題を解決するものとして、400℃以上Ae1以下の温度域において、互いに圧縮変形方向が異なる3方向以上の圧縮変形を1パスあたり10%以上の加工量で行い、冷却することによって、結晶粒径2μm以下の微細等軸フェライト粒組織が厚み5mm以上で形成された当該微細等軸フェライト粒組織を主体とした鋼材を製造することを特徴とする厚肉超微細フェライト組織鋼の製造方法(請求項1)を提供する。
【0006】
また、この出願の発明は、第2相粒子を微細に分散させた後に、前記の加工熱処理を行うこと(請求項2)、以上のいずれかの加工熱処理の後に、400℃以上Ae1以下の温度域において、鋼材を成形すること(請求項3)、製造される鋼材が、板厚5mm以上の鋼板であること(請求項4)、製造される鋼材が、直径または短辺の長さが5mm以上の棒材であること(請求項5)等の態様をも提供する。
【0007】
【発明の実施の形態】
この出願の発明は以上のとおりの特徴をもつものであるが、以下に、その実施の形態について説明する。
まず、基本的に、この発明の特徴は、鋼材をフェライト域で温間加工することにより、結晶粒径2μm以下の微細等軸フェライト粒を製造し、かつ鋼材全体がこのような微細等軸フェライト粒組織となる厚肉鋼材の製造方法を提供することになる。
【0008】
温間加工により、結晶粒径2μm以下のフェライト粒を得るためには、2μm以下の間隔で局所的に結晶格子を回転させ、それぞれの領域を別々のフェライト粒とする必要がある。このため、この発明においては、以下に示す条件を採用する。
鍛造、スウェージング、圧延等の圧縮加工の温度を400℃以上Ae1以下とする。このことは、400℃未満では加工中もしくはパス間での転位の再配列が困難であるため、単に加工フェライト組織となり等軸化しないからであり、Ae1以上では結晶粒の成長が速くなり、組織が粗大化してしまうからである。
【0009】
たとえば、添付した図面の図1は、圧縮方向(図中のX,Y,Z)を変化させて3回以上繰り返し加工する様子、つまり、X方向で圧縮、次にY方向で圧縮、さらにZ方向で圧縮のサイクルを繰り返す様子を例示した模式図である。もちろんこの図1においては、90°毎に方向を変化させて圧縮する例を示しているが、この例に限られることはなく、圧縮方向が変化されるのであれば、その変化の方向、角度は適宜に定められることになる。この発明においては、別方向からの加工を行う範囲であれば、複数回同一方向からの圧縮変形を行ってもよい。そして、圧縮変形は、前記のとおり400℃以上Aelの温度域において行われることになる。
【0010】
鍛造、スウェージング、圧延等において、図1に示したように、方向を変えて圧縮変形するのは、圧縮方向を変化させることで多種のすべり系を働かせ局所的に結晶格子を回転させ、結晶粒径2μm以下の微細等軸粒を製造するためである。圧縮方向を変化させることで、1パスあたりの加工量が50%未満であっても容易に組織を等軸組織化することができる。等軸微細フェライト粒は加工時に形成され、一般的に言われている再結晶とは異なり、再結晶化のための等温保持を必要としてない。
【0011】
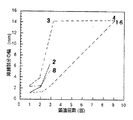
添付した図面の図2は、フェライト粒径が1μm以下となった領域の幅と鍛造回数の関係を後述の実施例において示したものである。
圧縮方向を変化させて3回以上繰り返し加工するのは、図2に示したように、2回以下の加工では微細等軸領域が鋼材内部の非常に限られた領域のみとなり、試料全体が微細等軸フェライト領域にならないためである。特に圧縮加工を鍛造で行った場合には、試料の中心から表面に温度勾配が生じるため、中心近傍のみ微細フェライト粒となる。しかし、圧縮方向を変化させ、2回、3回と加工を繰り返すことで、中心部の微細フェライト領域は強度が高く加工しにくいため、その周囲の領域が変形し微細フェライト領域が拡大する。
【0012】
なお、チタン合金の場合について、繰り返し鍛造によって微細化等軸微細組織を得る方法(特開昭57−202935)が知られる。
しかしながら、微細化領域の拡大に関して、この出願の発明とこのチタン合金の鍛造法とには本質的な差異がある。
それというのも、チタン合金の鍛造法の場合には、対象材料が本質的に相違しているだけでなく、α型またはα+β型Ti合金材料をα温度域またはα+β温度域にて回転させながら鍛造して微細な等軸晶組織を得ようとしているからである。
【0013】
また、この出願の発明においては、加工熱処理の前に炭化物、窒化物あるいは酸化物等の第2相粒子を微細均一に分散させることの重要性が考慮される。
Zenerの式
D=4r/3f
(Dは母相の平均粒子、rは分散粒子の径、fは粒子の体積率を示す)
に示されるように、粒子径の小さな粒子(炭化物、窒化物あるいは酸化物)を多く(体積率を大きく)分散させることによって、得られる母相の粒径を小さくすることができる。さらに、このように微細粒子を分散させることで加工時において粒子周りに局所的な格子回転が生じやすくなり、微細等軸フェライト組織が得やすくなる。
【0014】
第2相粒子としては、たとえばFe3 C,Ti(C,N),Nb(C,N),V(C,N),ε−Cu,TiO2 ,Ti2 O3 などの析出物や酸化物が考慮される。
この加工熱処理後には、そのまま冷却してもよいし、続いて400℃以上Ae1以下の温度域で板圧延などの成形後に冷却してもよい。成形する場合には400℃以上Ae1以下の温度域で行うのが好ましい。これは、400℃以下では成形時の内部歪みがそのまま試料に残り、試料の変形能(均一のび)が低下してしまい、また、Ae1以上では生成した微細等軸フェライト粒が粒成長し粗大化するため、引張強さが低下するためである。
【0015】
冷却は特に規定はしないが、例えば10℃/s以上の比較的速い冷却速度で冷却した方がフェライト粒の粗大化を防止する観点から望ましい。
この出願の発明は、以上のことからも、前記のチタン合金の鍛造方法とは、対象がFeとTiという点、微細フェライト組織を得るために炭化物・窒化物などの析出物回りの局所的格子回転を用いる点、微細領域の拡大の仕方が異る点等において本質的に相違し、かつ、前記チタン合金の鍛造方法からは導かれ得ないものであることは明らかである。
【0016】
この出願の発明は、上記の通りの構成によってこれまでにない高強度・高靱性、かつ溶接性に優れた、厚肉超微細フェライト組織鋼の新しい製造方法を提供する。そして何よりも強調されることは、この出願の発明によって、結晶粒径2μm以下の微細等軸フェライト粒組織を主体とした鋼材であって、板厚5mm以上、さらには10mm以上の鋼板、あるいは直径または短辺の長さが5mm以上、さらには10mm以上の棒材がはじめて提供されることである。
【0017】
なお、この出願の発明において鋼材の化学組成は、たとえば以下の点が考慮される。
C:0.001〜0.80質量%、Si:0.80質量%以下、Mn:3.0質量%以下、Al:0.10質量%以下を含有し、残部がFeおよび不可避不純物からなる鋼材。
【0018】
ここで、Cは強度の確保、Fe3 C等の炭化物の析出のために0.001質量%以上必要であるが、0.80質量%を越えると靱性を害するばかりでなく加工中に表面割れを生ずる恐れがある。Siは、0.80質量%を越えて添加すると溶接性を害するおそれがある。Mnは3.0質量%を越えると溶接性が劣化しやすくなる。Alは0.10質量%を越えると、鋼の清浄度が劣化するおそれがある。
【0019】
このほか、鋼材には以下の各種成分を添加することができる。
Cu:0.05〜2.5質量%,Ni:0.05〜3質量%、Ti:0.005〜0.1質量%、Nb:0.005〜0.1質量%、V:0.005〜0.1質量%、Cr:0.01〜3質量%、Mo:0.01〜1質量%、W:0.01〜0.5質量%、Ca:0.001〜0.01質量%、REM:0.001〜0.02質量%、B:0.0001〜0.006質量%。
【0020】
Cuは、0.05質量%以上添加すると、析出強化及び固溶強化により強度の向上に有効となるが、2.5質量%を越えると溶接性が劣化するおそれがある。Niは、0.05質量%以上添加すると、強度向上に有効となるが、3質量%を越えて添加しても強度はそれ以上の場合とさして変わりがない。Tiは、0.005質量%以上の添加でTi(C,N)が析出し、再結晶の核生成サイトとして働くとともに、フェライト粒の成長を抑制する。この効果は、0.1質量%で飽和する。Nb及びVは、各々、Tiと同様であり、0.005質量%以上の添加でNb(C,V)、V(C,N)が析出し、局所的格子回転を起こしやすくするとともに、フェライト粒の成長を抑制する。この効果は、0.1質量%で飽和する。Crは、0.01質量%以上の添加で炭化物を形成し、局所的格子回転を起こしやすくするとともに、フェライト粒の成長を抑制する。この効果は、3質量%で飽和する。MoもCrと同様であり、0.01質量%以上の添加で炭化物を形成し、局所的格子回転を起こしやすくするとともに、フェライト粒の成長を抑制するが、この効果は、1質量%で飽和する。Wは、0.01質量%以上の添加で強度の向上に効果的であるが、添加量が0.5質量%を越えると靱性を劣化させるおそれがある。Caは、0.001質量%以上添加すると硫化物系介在物の形態を抑制するが、0.01質量%を越えると、鋼中介在物を形成し、鋼の性質を悪化させるおそれがある。REMは、0.001質量%以上の添加でオーステナイト粒の粒成長を抑制し、オーステナイト粒を微細化するが、0.02質量%を越えると、鋼の清浄度が損なわれるおそれがある。Bは、0.001質量%以上の添加によって鋼の変態点を下げ高強度化するのに有効である。0.006質量%を越えて添加すると、B化合物を形成し、靱性が劣化しやすくなる。
【0021】
構成および作用効果の特徴について、さらに詳しく以下の実施例に沿って説明する。もちろん、この出願の発明は、以下の例によって限定されるものではない。
【0022】
【実施例】
化学組成がC/0.048、Si/0.006、Mn/1.95、S/0.001、Al/0.032(mass%)の30×30×30mmの鋼材を1100℃で60秒加熱し、水冷後、表1に示すようにAe1以下の640℃または540℃に再加熱し、図1に沿って、各種の鍛造加工を施した。鍛造後の冷却は水冷とした。鍛造前保持により全鋼とも炭化物が均一微細に分散された。
【0023】
【表1】

この表1の鍛造の結果を、微細領域の厚さ(mm)として示したものが表2である。この表2より、400℃以上Ael以下の温度域において方向を変えての3回以上の圧縮変形を繰り返し行った場合(No.2,3,4,8,11,13,16)においては、微細領域の厚さは5mm以上の結果が得られていることがわかる。
【0025】
特に、圧縮変形が繰り返されて合計9回の変形加工が行われた場合(No.4および16)には14.6mmと微細領域の厚さは顕著に大きなものとなっている。
【0026】
【表2】
添付した図面の図3は、表1の試料No.3についてそのミクロ組織を例示したものである。ミクロ組織は結晶粒径1μmの超微細フェライト組織と白い点状に見える炭化物で構成されている。
また、前出の図2は、各試料(No.2,3,4,8,16)において平均結晶粒径が1μm以下となっている領域の幅を測定した結果を示したものである。
【0028】
図2に示したように、鍛造を3回以上行った材料においては、1μmの微細組織領域が材料厚全体に及んでいる。試料全体が1μmの微細組織となった材料の硬さを測定したところ、227で引張強さ702MPaに相当する強度が得られた。本材料を用いて通常の熱間圧延を行った場合の硬さHv=120と比較して強度が1.9倍になっていることが確認された。
【0029】
【発明の効果】
以上詳しく説明したように、この出願の発明によって、鋼製品全体が平均粒径2μm以下であるフェライト組織を主体とした板厚5mm以上の鋼板、あるいは直径または短辺の長さが5mm以上の棒材を製造する方法が提供される。
また、この出願の発明によって、通常の圧延あるいは線材圧延材の1.5倍以上の強度を示す5mm以上の肉厚の厚板、あるいは直径5mm以上の棒鋼を得ることができるため、製造した鋼製品の靱性、疲労特性が向上する。さらに、強度を高めるために混合する希少元素を節約し、強度上昇により、鋼材使用量を軽減できる。
【図面の簡単な説明】
【図1】圧縮方向を変化させて3回以上繰り返し加工する様子を示した模式図である。
【図2】フェライト粒径が1μm以下となった領域の幅と鍛造回数の関係を示した図である。
【図3】実施例によって得られた試料の例を示した電子顕微鏡写真である。
Claims (5)
- 400℃以上Ae1以下の温度域において、互いに圧縮変形方向が異なる3方向以上の圧縮変形を1パスあたり10%以上の加工量で行い、冷却することによって、結晶粒径2μm以下の微細等軸フェライト粒組織が厚み5mm以上で形成された当該微細等軸フェライト粒組織を主体とした鋼材を製造することを特徴とする厚肉超微細フェライト組織鋼の製造方法。
- 第2相粒子を微細に分散させた後に、請求項1の加工熱処理を行う請求項1の厚肉超微細フェライト組織鋼の製造方法。
- 請求項1ないし2のいずれかの加工熱処理の後に、400℃以上Ae1以下の温度域において、鋼材を成形する請求項1ないし2のいずれかの厚肉超微細フェライト組織鋼の製造方法。
- 製造される鋼材が、板厚5mm以上の鋼板である請求項1ないし3のいずれかの厚肉超微細フェライト組織鋼の製造方法。
- 製造される鋼材が、直径または短辺の長さが5mm以上の棒材である請求項1ないし3のいずれかの厚肉超微細フェライト組織鋼の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP05200699A JP3924632B2 (ja) | 1999-02-26 | 1999-02-26 | 厚肉超微細フェライト組織鋼の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP05200699A JP3924632B2 (ja) | 1999-02-26 | 1999-02-26 | 厚肉超微細フェライト組織鋼の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2000248329A JP2000248329A (ja) | 2000-09-12 |
| JP3924632B2 true JP3924632B2 (ja) | 2007-06-06 |
Family
ID=12902750
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP05200699A Expired - Fee Related JP3924632B2 (ja) | 1999-02-26 | 1999-02-26 | 厚肉超微細フェライト組織鋼の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3924632B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4915763B2 (ja) * | 2004-04-09 | 2012-04-11 | 独立行政法人物質・材料研究機構 | 冷間加工性に優れた高強度鋼線又は棒鋼、高強度成形品並びにそれらの製造方法 |
| JP4915762B2 (ja) * | 2004-04-09 | 2012-04-11 | 独立行政法人物質・材料研究機構 | 冷間加工性に優れた高強度鋼線又は棒鋼、高強度成形品並びにそれらの製造方法 |
-
1999
- 1999-02-26 JP JP05200699A patent/JP3924632B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2000248329A (ja) | 2000-09-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20220056567A1 (en) | High entropy alloy structure and a method of preparing the same | |
| JP3758508B2 (ja) | 二相ステンレス鋼管の製造方法 | |
| CN105568151A (zh) | 一种铝增强马氏体时效钢及其制备方法 | |
| JP6921228B2 (ja) | 軽量構造部品の製造のための高成形性鋼板及び製造方法 | |
| ZA200705233B (en) | Process for manufacturing iron-carbon-manganese austenitic steel sheet with a high resistance to delayed cracking, and sheet thus produced | |
| CN105518175B (zh) | 用于制造钢构件的方法 | |
| EP3728678B1 (en) | Cold rolled and heat treated steel sheet, method of production thereof and use of such steel to produce vehicle parts | |
| JP4189133B2 (ja) | 普通低炭素鋼を低ひずみ加工・焼鈍して得られる超微細結晶粒組織を有する高強度・高延性鋼板およびその製造方法 | |
| CN106148660A (zh) | 一种变形晶粒/部分再结晶组织孪生诱发塑性钢的制备方法 | |
| KR930009391B1 (ko) | 알루미늄을 함유하는 초고탄소강 및 그 제품의 제조방법 | |
| CN112575236B (zh) | 一种高氮高熵合金及其制备方法 | |
| JP3738004B2 (ja) | 冷間加工性と浸炭時の粗大粒防止特性に優れた肌焼用鋼材とその製造方法 | |
| JP3851147B2 (ja) | 非調質高強度・高靭性鍛造品およびその製造方法 | |
| JP3738003B2 (ja) | 冷間加工性と浸炭時の粗大粒防止特性に優れた肌焼用鋼材およびその製造方法 | |
| JP5189959B2 (ja) | 伸びおよび伸びフランジ性に優れた高強度冷延鋼板 | |
| JP2000192148A (ja) | 冷間加工性に優れた鋼線材およびその製造方法 | |
| JP3924632B2 (ja) | 厚肉超微細フェライト組織鋼の製造方法 | |
| JP4408617B2 (ja) | 成形品とその製造方法 | |
| JP3904351B2 (ja) | 高強度・高靱性棒材とその製造方法 | |
| JP2004346420A (ja) | 温間圧延方法 | |
| CN108929985A (zh) | 强度和冷加工性优异的中碳线材及其制造方法 | |
| JP2002194495A (ja) | 冷間圧造用熱延鋼線材およびこれを用いた圧造品の製法 | |
| JP3623656B2 (ja) | 微細粒組織を有する鋼とその製造方法 | |
| CN109321844A (zh) | 一种稀土超强钢及其制备方法 | |
| JP4158390B2 (ja) | 耐疲労特性および冷間加工性に優れた冷間加工用熱間鍛造鋼 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050630 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20060825 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060926 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061124 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070109 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070205 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110309 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110309 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120309 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120309 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120309 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130309 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130309 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140309 Year of fee payment: 7 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |