JP3916397B2 - 研磨機 - Google Patents
研磨機 Download PDFInfo
- Publication number
- JP3916397B2 JP3916397B2 JP2000558953A JP2000558953A JP3916397B2 JP 3916397 B2 JP3916397 B2 JP 3916397B2 JP 2000558953 A JP2000558953 A JP 2000558953A JP 2000558953 A JP2000558953 A JP 2000558953A JP 3916397 B2 JP3916397 B2 JP 3916397B2
- Authority
- JP
- Japan
- Prior art keywords
- polishing machine
- tubular
- cylindrical housing
- lid member
- shaft body
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000005498 polishing Methods 0.000 title claims description 34
- 238000006073 displacement reaction Methods 0.000 claims description 9
- 239000000463 material Substances 0.000 claims description 9
- 238000013459 approach Methods 0.000 claims description 3
- 239000003082 abrasive agent Substances 0.000 claims description 2
- 230000002093 peripheral effect Effects 0.000 description 8
- 238000000227 grinding Methods 0.000 description 5
- 229910052582 BN Inorganic materials 0.000 description 1
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 238000003801 milling Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000005245 sintering Methods 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B7/00—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor
- B24B7/10—Single-purpose machines or devices
- B24B7/16—Single-purpose machines or devices for grinding end-faces, e.g. of gauges, rollers, nuts, piston rings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B33/00—Honing machines or devices; Accessories therefor
- B24B33/055—Honing machines or devices; Accessories therefor designed for working plane surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/06—Work supports, e.g. adjustable steadies
- B24B41/067—Work supports, e.g. adjustable steadies radially supporting workpieces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B49/00—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation
- B24B49/10—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation involving electrical means
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Grinding Of Cylindrical And Plane Surfaces (AREA)
- Constituent Portions Of Griding Lathes, Driving, Sensing And Control (AREA)
Description
<技術分野>
本発明は、工作物の端面から材料を除去するための研磨機であって、特に、回動可能に駆動される工具、該回動可能に駆動される工具に対して、該工作物を保持するためのチャッキング装置および該工作物と該回動可能に駆動される工具との間の相対変位を行うための送り手段を有する研磨機に関する。
【0002】
<発明の背景>
研削盤、ラップ盤、ホーニング盤、フライス盤等の研磨機は、多くの僅かに異なる設計および実施例のものが既知である。この研磨機は、コンパクトで、できるだけ省空間型であることが望ましい。他方、良好な機械加工結果を得るには、研磨機の協働部分が、高い相互剛性および低い振動傾向を有することが重要である。これら最後に述べた特性は、研磨機に重いベッドおよび頑丈で堅固な設計を与えることにより得られ、したがって、これら二つの条件は、コンパクトさと省空間特性に対する願望と相容れないことが多い。
【0003】
上記の特性を少なくとも部分的に満たしている研磨機を提供することは、スウェーデン特許出願番号9702587-8および9702588-6以来、既知である。前記両出願においては、長手方向の筒形内部空間を有する管状筒形ハウジングを含む研磨機が、提供されている。筒形内部空間は、管状筒形ハウジングの長手方向の軸線からずれている長手方向の他の軸線を有している。筒形内部空間内には、角変位を行う軸体が配設されており、これは、回動可能な工作主軸台に結合されたモータを収容する凹部を有している。工作主軸台は、チャッキング装置と共に、処理すべき工作物を保持し、回転させるよう配設されている。管状筒形ハウジングは、回動可能に駆動される外部ケーシング囲まれており、該外部ケーシングは、その内縁部に研削砥石等の工具を形成している開口を有する蓋部材に堅く接続されている。軸体が角変位すると、工作主軸台は、工作物が、工具の内側周縁部に接近し、接触することが可能となる経路で、工作物と共に変位する。
【0004】
前記特許出願で開示された研磨機の構造は、工作物と工作物を支持する軸体の間に、ほんの短い距離しか存在しないため、工作物と工具が、非常に安定したやり方で支持されることを意味している。さらに、蓋部材の内側縁部に沿った工具の配置も、工具が高い安定性を示すことを意味している。結果として、これらの研磨機は、振動と熱的影響を受け易い、長い支持軸を有する従来の機械に比べて、優れた精密さを示す。
【0005】
既述のスウェーデン特許出願による研磨機は、環状の工作物のそれぞれ外周面および内周面を研削できるよう設計されている。しかしながら、工作物の端面から材料を除去することができる研磨機に対するニーズが存在している。
【0006】
<本発明の要約>
したがって、本発明の目的は、工作物の端面から材料を除去することができる研磨機を提供することであり、該研磨機は、従来のこの種の研磨機に比べて、優れた精密さを示し得る。
【0007】
この目的は、請求項1による研磨械により、達成される。
【0008】
本発明の好適な実施例は、従属の請求項に詳述されている。
以下、本発明を、例のみにより、かつ、添付の図面に示した実施例を参照して、さらに詳しく説明する。
【0009】
<好適な実施例の詳細な説明>
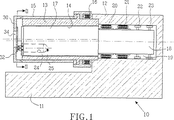
図面において、参照番号10は、総括して、本発明による研磨機を表す。研磨機10は、フレーム11を組み込んでおり、該フレーム11は、図示の実施例においては、片持梁で管状筒形ハウジングを支持するための支持部12を有する機械ベッドとして設計されている。該管状筒形ハウジング13の外周面は、外観は円筒形で、実質的に管状で細長の、長手方向の軸線を中心として延びる管状筒形ハウジング13として設計されている。管状筒形ハウジング13には、該管状筒形ハウジング13の第1の端面から延びる長手方向の筒形内部空間14が設けられている。該筒形内部空間14は、管状筒形ハウジング13の外周面の長手方向の軸線からずれた長手方向の他の軸線を有している。管状筒形ハウジング13は、(必ずしも必要ではないが)望ましくは、フレーム11に回動不能に接続されている。
【0010】
管状筒形ハウジング13の外周絡面に回動可能に支持されているのは、回動可能な外部ケーシング15(砥石往復台)であり、これは、管状筒形ハウジング13により保持されたモータ16、望ましくは電動機により駆動される。管状筒形ハウジング13の偏心した筒形内部空間14内には、回転または割出しおよび軸方向変位が可能な軸体17が設けられている。図示の実施例においては、軸体17は、管状筒形ハウジング13の筒形内部空間14から、フレーム11の支持部12に向かう方向に突出している直径が低減された小径部18を有している。管状筒形ハウジング13からこのように突出している軸体17の小径部18は、フレーム11の支持部12に設けられた空間19内に受け入れられており、該空間19内には、軸体17を回転するための手段、望ましくはトルクモータ20、および軸体17の軸方向変位のための手段、望ましくはリニヤモータ21が設けられている。軸体の回転および軸方向変位は、それぞれ1個またはそれ以上のセンサ22および23により、制御され、該センサも、望ましくは、フレームの支持部12の空間19内に収容されている。軸体17を回転および軸方向に変位させる手段は、図面に示したやり方で配列する必要はなく、例えば、軸体それ自体の凹んだ部分に収容してもよいのは明白である。
【0011】
軸体17には、直径が低減された小径部18に対して反対側の端部において、凹部24が設けられている。該凹部24は、軸体17の中へと、実質的に軸線方向に延び、かつ、モータ25、例えば、電動機を受け入れるよう設計されている。モータ25には、凹部24から突出している主軸26が設けられている。該モータ25は、該凹部24内に配設されており、したがって、主軸26は、軸体17の長手方向の軸線と同心でない他の軸線に沿って延びている。チャッキング装置27は、主軸26と協働し、それにより、工作物28を保持し、かつ、回転させる。工作物28は、例えば、軸受内軌道輪でよいが、処理されるべき平面を有するいかなる工作物でも、原理的には、研磨加工できることを理解すべきである。チャッキング装置27の実際の形態は、特に重要ではなく、中心チャッキング、マイクロ中心チャッキング、あるいは磁気チャッキングなど、問題の工作物を締め付けるのに適したいかなる従来のチャック装置でも使用可能である。
【0012】
図3から明らかなように、回動可能な外部ケーシング15もしくは砥石往復台は、管状筒形ハウジング13の第1の端面を越えて延び、周囲フランジ29で終端している。蓋部材30は、周囲フランジ29を介して、外部ケーシング15に堅く接続されている。蓋部材30は、実質的に円筒形で、軸線方向に延びている周囲壁部31および実質的に平らなベース部32を有している。蓋部材30が、外部ケーシングに接続されている状態では、ベース部32は、管状筒形ハウジング13の第1の端面を越えて半径方向に延びており、したがって、蓋部材30のベース部32の内面33は、管状筒形ハウジング13の第1の端面に対向している。
【0013】
蓋部材30には、望ましくは、中心貫通開口34を設けて、チャッキング装置27にアプローチできるようにし、それにより、工作物28の取付けおよび取外しを容易にする。別法として、蓋部材30は、適当な固着手段により、外部ケーシング15に、解放可能に接続してもよい。
【0014】
本発明によれば、蓋部材30には、その内面33上に、リング形領域を形成する研磨材が設けられている。リング形領域をなす研磨材は、回動可能な被駆動工具35を構成している。蓋部材30に中心開口34が設けられている好適な実施例においては、リング形領域をなす研磨材である工具35は、該開口34から半径方向外方に延びている。図2から明らかなように、モータ25を収容している軸体17は、管状筒形ハウジング13の筒形内部空間14内に配設されており、したがって、軸体17が、該筒形内部空間14内で角変位を行うと、チャッキング装置により保持されている工作物28は、半径方向にリング形領域の研磨材に接近し、接触するようになる。このようにして、工作物の端面は、リング形領域をなす研磨材である工具35上を通過し、それにより、工作物の端面から材料が除去されることが可能となる。研磨はまた、軸体17の、リング形領域の研磨材である工具35に対する軸線方向の変位によっても行うことができる。
【0015】
該研磨材である工具は、一般に研磨目的に使用されるいかなる材料でもよい。このような材料の一例を挙げれば、立方窒化硼素が有る。該研磨材は、例えば、接着手段あるいは焼結により、蓋部材30の内面33に貼付け可能である。リング形領域をなす研磨材である工具35の半径方向寸法は、望ましくは、少なくとも、工作物28の直径もしくは半径方向寸法に等しい。代表的な用途として、該工作物が約30mmの直径の場合、リング形領域は、約180mmの内径および約250mmの外径とするのがよい。
【0016】
本発明は、上記の、かつ、図面で示した実施例に限定されない。それどころか、添付のクレームの範囲内でのあらゆる修正および変形がカバーされる、と考えるべきである。例えば、管状筒形ハウジング13は、円筒形の筒形内部空間を有するものとして示したが、この空間は、円筒形以外の他の形状を有していてもよく、また、軸体17は、管状筒形ハウジングの筒形内部空間内での回転または割出しを可能にするいかなる適当な横断面形状を有してもよい。さらに、軸は、主軸を適当なやり方で回転または割出し可能にするリンク等のシステムで代用することも考えられる。
【図面の簡単な説明】
【図1】 図1は、本発明による研磨機の実施例の概略長手方向断面図を示す。
【図2】 図2は、図1の線II-IIに沿った概略断面図である。
【図3】 図3は、図1の研磨機の一部の、より大きな尺度での、概略長手方向断面図を示す。
Claims (8)
- 工作物(28)の端面から材料を除去するための研磨機(10)であって、該研磨機は、回動可能に駆動される工具(35)と、回動可能に駆動される該工具に対して、記工作物(28)を保持するためのチャッキング装置(27)および前記工作物(28)と回動可能に駆動される前記工具(35)との間の相対変位を行うための送り手段(20、21)とを有する研磨機において、
前記研磨機(10)は、さらに、
長手方向の軸線を中心として延びる管状筒形ハウジング(13)であって、前記管状筒形ハウジングが、該管状筒形ハウジングの第1の端面から延びる長手方向の筒形内部空間(14)を形成し、前記筒形内部空間が、前記管状筒形ハウジング(13)の外径についての長手方向の軸線からずれた長手方向の他の軸線を有している前記管状筒形ハウジングと、
前記筒形内部空間(14)の中で角変位するよう配設された軸体(17)であって、凹部(24)が設けられている該軸体(17)と、
前記凹部(24)内に配設されているモータ(25)と、
前記モータ(25)に結合されている主軸(26)であって、該主軸(26)が、前記チャッキング装置(27)と協働して、前記工作物(28)を保持し、かつ、回転させる前記主軸(26)と、
前記管状筒形ハウジング(13)の周囲に設けられて回動可能な外部ケーシング(15)と、
前記外部ケーシング(15)に堅く接続された蓋部材(30)であって、該蓋部材が、前記管状筒形ハウジング(13)の前記第1の端面を越えて半径方向に延びて該蓋部材の内面(33)が、前記管状筒形ハウジングの前記第1の端面に対向している前記蓋部材(30)と、
を含み、
回動可能に駆動される前記工具(35)は、前記蓋部材(30)の前記内面(33)に保持されているリング形領域をなす研磨材を有し、前記軸体(17)が、前記円筒形内部空間(14)内に配設されて前記軸体が前記筒形内部空間内で角変位を行うと、前記チャッキング装置(27)により保持されている前記工作物(28)が、前記リング形領域をなす研磨材に接近し、接触するようになることを特徴とする研磨機。 - 前記蓋部材(30)は、前記外部ケーシング(15)に解放可能に接続されていることとする請求項1に記載の研磨機。
- 前記蓋部材(30)には、中心貫通開口(34)が設けられていることとする請求項1に記載の研磨機。
- 前記リング形領域をなす研磨材は、前記中心貫通開口(34)から外方に半径方向に延びていることとする請求項3に記載の研磨機。
- 前記軸体(17)は、研磨機のフレーム(11)の支持部(12)内の空間(19)内に回動可能に支持されている被支持部(18)を有しており、該空間(19)は、前記軸体(17)を回転させるための手段(20)および前記軸体(17)を軸方向に変位させるための手段(21)を収容していることとする請求項1ないし請求項4のうちのいずれか一つに記載の研磨機。
- 前記空間(19)内に回動可能に支持されている前記軸体(17)の前記被支持部(18)は、軸体(17)の残りの部分に比べて、直径が低減されていることとする請求項5に記載の研磨機。
- 前記軸体(17)には、前記軸体(17)の回転および軸方向変位を制御するためのセンサー(22、23)が設けられていることとする請求項5または6に記載の研磨機。
- 前記管状筒形ハウジング(13)は、フレーム(11)に固定的に取り付けられており、前記回動可能な外部ケーシング(15)は、管状筒形ハウジング(13)により保持されているモータ(16)により、駆動されることとする請求項1ないし請求項7のうちのいずれか一つに記載の研磨機。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SE9802503-4 | 1998-07-10 | ||
| SE9802503A SE512250C2 (sv) | 1998-07-10 | 1998-07-10 | Abraderande maskin för bearbetning av ändytan på ett arbetsstycke |
| PCT/SE1999/001086 WO2000002705A1 (en) | 1998-07-10 | 1999-06-17 | Abrasive machine |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2002520172A JP2002520172A (ja) | 2002-07-09 |
| JP3916397B2 true JP3916397B2 (ja) | 2007-05-16 |
Family
ID=20412056
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000558953A Expired - Fee Related JP3916397B2 (ja) | 1998-07-10 | 1999-06-17 | 研磨機 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US6350187B2 (ja) |
| JP (1) | JP3916397B2 (ja) |
| CN (1) | CN1129505C (ja) |
| AU (1) | AU4941299A (ja) |
| DE (1) | DE19983371B4 (ja) |
| SE (1) | SE512250C2 (ja) |
| WO (1) | WO2000002705A1 (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE516932C2 (sv) * | 1998-12-30 | 2002-03-26 | Lidkoeping Machine Tools Ab | Abraderande maskin, speciellt en slipmaskin, för avlägsnande av material från en fläns på ett arbetsstycke |
| SE513705C2 (sv) * | 1998-12-30 | 2000-10-23 | Lidkoeping Machine Tools Ab | Abraderande maskin för bearbetning av mantelytan hos ett cylindriskt arbetsstycke |
| DE10225514B4 (de) * | 2002-06-10 | 2005-02-17 | Kadia Produktion Gmbh + Co. | Maschine zur Feinstbearbeitung von Werkstücken durch Honen oder Feinstschleifen |
| DE102006062522B3 (de) * | 2006-12-29 | 2008-07-03 | Isam Ag | Verfahren zur Analyse und/oder Detektion der Oberfläche eines Werkstückes, insbesondere eines Fasergeleges und/oder eines Fasergewebes eines Bauteiles, insbesondere eines Preforms und Vorrichtung zur Analyse und/oder Detektion der Oberfläche des eingangs genannten Werkstückes |
| CN106112714A (zh) * | 2016-08-19 | 2016-11-16 | 张文灶 | 一种板材表面处理的耐用加工装置 |
| US11149778B2 (en) * | 2017-06-23 | 2021-10-19 | Lockheed Martin Corporation | Multiple nutplate rotary abrasion tool |
| US11148175B2 (en) * | 2017-06-23 | 2021-10-19 | Lockheed Martin Corporation | Nutplate rotary abrasion tool |
| CN118990157B (zh) * | 2024-10-22 | 2025-01-24 | 瓦房店琦强轴承科技有限公司 | 一种用于轴承制造的内圈打磨装置 |
| CN120791532B (zh) * | 2025-08-11 | 2026-03-03 | 恒传链条(宜都)有限公司 | 一种机械配件加工打磨装置 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS53106988A (en) * | 1977-02-28 | 1978-09-18 | Toyoda Mach Works Ltd | Apparatus for processing an end to appropriate fixed size |
| DE3027445C2 (de) * | 1980-07-19 | 1985-03-28 | Ernst Thielenhaus KG, 5600 Wuppertal | Feinschleifmaschine für hohlzylindrische Werkstücke |
| DE3585200D1 (de) * | 1984-10-15 | 1992-02-27 | Nissei Ind Co | Flachschleifmaschine. |
| US5495988A (en) * | 1994-07-11 | 1996-03-05 | Follese; Robert D. | Hypodermic needle grinder |
| DE29607203U1 (de) * | 1996-04-20 | 1997-08-14 | Maschinenfabrik Gehring GmbH & Co, 73760 Ostfildern | Vorrichtung zum Schleifen einer Stirnfläche, insbesondere einer Ringfläche, am Rand einer Werkstück-Bohrung |
-
1998
- 1998-07-10 SE SE9802503A patent/SE512250C2/sv not_active IP Right Cessation
-
1999
- 1999-06-17 CN CN99808476A patent/CN1129505C/zh not_active Expired - Fee Related
- 1999-06-17 WO PCT/SE1999/001086 patent/WO2000002705A1/en not_active Ceased
- 1999-06-17 DE DE19983371T patent/DE19983371B4/de not_active Expired - Fee Related
- 1999-06-17 AU AU49412/99A patent/AU4941299A/en not_active Abandoned
- 1999-06-17 JP JP2000558953A patent/JP3916397B2/ja not_active Expired - Fee Related
-
2001
- 2001-01-05 US US09/754,207 patent/US6350187B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| CN1129505C (zh) | 2003-12-03 |
| SE9802503D0 (sv) | 1998-07-10 |
| US20010018321A1 (en) | 2001-08-30 |
| AU4941299A (en) | 2000-02-01 |
| CN1308569A (zh) | 2001-08-15 |
| SE9802503L (sv) | 2000-01-11 |
| US6350187B2 (en) | 2002-02-26 |
| DE19983371B4 (de) | 2006-08-24 |
| JP2002520172A (ja) | 2002-07-09 |
| DE19983371T1 (de) | 2001-06-13 |
| WO2000002705A1 (en) | 2000-01-20 |
| SE512250C2 (sv) | 2000-02-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6241590B1 (en) | External abrasive machine | |
| JP3916397B2 (ja) | 研磨機 | |
| JP3408822B2 (ja) | 内面研磨機 | |
| US6461229B2 (en) | Abrasive machine for machining a surface of a cylindrical work piece | |
| US6435954B1 (en) | Abrasive machine for machining a flange on a work piece | |
| JPH0679619A (ja) | 工作機械の工具取付構造 | |
| MXPA00000093A (es) | Máquina abrasiva interna |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20041005 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060926 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061218 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070118 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070206 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |