JP3902830B2 - 基板の研磨装置 - Google Patents
基板の研磨装置 Download PDFInfo
- Publication number
- JP3902830B2 JP3902830B2 JP11015097A JP11015097A JP3902830B2 JP 3902830 B2 JP3902830 B2 JP 3902830B2 JP 11015097 A JP11015097 A JP 11015097A JP 11015097 A JP11015097 A JP 11015097A JP 3902830 B2 JP3902830 B2 JP 3902830B2
- Authority
- JP
- Japan
- Prior art keywords
- frame
- polishing
- top ring
- dressing
- wafer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





Landscapes
- Constituent Portions Of Griding Lathes, Driving, Sensing And Control (AREA)
- Multi-Process Working Machines And Systems (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
Description
【発明の属する技術分野】
本発明は、基板の研磨装置に係り、特に、半導体ウエハ、ガラス基板、液晶パネル等の高度の清浄度が要求される基板を研磨するのに使用して好適な基板の研磨装置に関するものである。
【0002】
【従来の技術】
近年、半導体デバイスの高集積化が進むにつれて回路の配線が微細化し、配線間距離もより狭くなりつつある。これに伴い、光リソグラフィなどで回路形成を行なう場合に焦点深度が浅くなるので、ステッパの結像面がより高い平坦度を持つことが必要となる。このような事情は、マスク等に用いるガラス基板、或いは液晶パネル等の基板プロセス処理においても同様である。
【0003】
ここに、半導体ウエハの表面を平坦化する手段として、回転するターンテーブル上に貼付した研磨布に砥粒を含む研磨液を供給しながら、キャリアで保持したウエハを研磨布に押しつけて研磨する化学機械的研磨(CMP)が行われている。このような研磨装置として、平面内で周期運動する研磨テーブルと、該研磨テーブルに対して被研磨材の研磨面を押圧する把持部材とを有する研磨装置が用いられている。
【0004】
これは、例えば、図6に示すように、回転自在で上面に研磨布(研磨工具)100を貼付したターンテーブル102と、ウエハを真空保持しつつ該ウエハの被研磨面を所定の圧力で前記研磨布100に押し付けるトップリング104を有するトップリング装置106と、前記研磨布100の目立てを行うドレッシング工具108を有するドレッシング装置110と、これらのターンテーブル102やドレッシング工具108に水や砥粒を含む研磨液を供給する研磨液供給装置112を備えている。
【0005】
前記トップリング104は、揺動自在な揺動アーム114の先端に上下動かつ回転自在に支承された主軸116の下端に連結され、前記ターンテーブル102の側方に配置されたプッシャ(図示せず)との間でウエハの受け渡しを行うとともに、ウエハを保持した状態で、揺動アーム114を揺動させつつ自転することで、ウエハの全面に亘る研磨を行うようになっている。
【0006】
一方、前記ドレッシング工具108もほぼ同様に、揺動自在な揺動アーム118の先端に上下動かつ回転自在に支承された主軸120の下端に連結され、この揺動アーム118を揺動させつつ自転することで、研磨布100のドレッシング(目立て)を行うようになっている。
【0007】
【発明が解決しようとする課題】
上述したこれまでの基板の研磨装置は、トップリングが揺動自在な揺動アームの先端に保持されて、ターンテーブルの側方に配置されたプッシャとの間でウエハの受け渡しを行うようになっており、しかもドレッシング工具を設けると、両ヘッドが互いに干渉しないように配置する必要があるため、かなり広い設置スペースが必要であった。
【0008】
そこで、例えば、研磨テーブルの上方に走行レールを設け、その上にトップリング装置とドレッシング装置を走行させることによりこれらを研磨テーブルに対して進退させることが考えられる。これにより、これらの装置のヘッド部が揺動せずに直線的に移動するので、必要な床面積は減少する。
【0009】
しかしながら、この場合は装置の上部にレールが構築されるために全体がフレーム構造となり、特に、下側にある構成部分の取り出しやアクセスが難しくなり、メンテナンスや部品交換、修理の作業が困難となる。また、装置の組立作業も複雑となり、現場での組立が難かしくなり、その結果、工場で全体を組み立ててから現場へ移送するので大きな製品を移動する必要があり、作業性が悪いという課題が有った。
【0010】
従って、この発明は、コンパクトにまとめてより狭いスペース内に設置することができ、しかも、搬送やメンテナンス等の便を図った基板の研磨装置を提供することを目的とする。
【0011】
【課題を解決するための手段】
請求項1に記載の発明は、表面に研磨工具を取付けた研磨テーブル装置を取付ける矩形枠状の第1のフレームと、被研磨材を保持し該被研磨材の被研磨面を前記研磨テーブルに所定の圧力で押圧するトップリング装置を取付ける矩形枠状の第2のフレームと、トップリング装置との間で被研磨材の受け渡しを行うプッシャを取付ける矩形枠状の第3のフレームを有し、前記各フレームを、架台フレーム上に設けた柱部材で上下に繋ぎながら階層化したことを特徴とする基板の研磨装置である。
【0012】
このような研磨装置においては、研磨テーブル装置とトップリング装置とをそれぞれ個別にフレームに取付けてフレームごとのユニット化した構造とし、これを上下に積み上げる構成としたので、全体の構成をコンパクトかつ充分な強度を持つ構造にすると同時に、装置の組立やメンテナンスの作業性の向上を図ることができる。
【0013】
請求項2に記載の発明は、前記トップリング装置が、前記第2のフレームに設置したレール上を走行可能に設けられていることを特徴とする請求項1に記載の基板の研磨装置である。これにより、トップリング装置が直線的に移動するので装置の床面積を減少することができる。フレームにレールを架設することは容易であり、構造的な強度も充分なものが得られる。
【0014】
請求項3に記載の発明は、前記第2のフレームに、さらに前記研磨工具のドレッシングを行うドレッシング装置が取付けられていることを特徴とする請求項1に記載の基板の研磨装置である。これにより、トップリング装置とドレッシング装置とを同一のフレームに取付けて、よりコンパクトにまとめることができる。
【0016】
【発明の実施の形態】
以下、本発明に係る基板の研磨装置の実施の形態を図面に基づいて説明する。
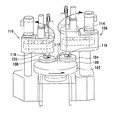
図1乃至及び図5は、半導体ウエハの表面を研磨する研磨装置に適用した本発明の1つの実施の形態の基板の研磨装置を示す図面である。この装置は、直方体枠状のフレーム構造体10の内部の上部にトップリング装置12とドレッシング装置14が、下部に研磨テーブル16とウエハの受け渡しを行うプッシャ18がそれぞれ配置されて構成されている。
【0017】
トップリング装置12には、円筒状ケース20の内部を挿通する主軸22が備えられ、この主軸22の下端にウエハを吸着保持しつつ該ウエハを研磨テーブル16に所定の圧力で押し付けるトップリング24が取り付けられている。そして、円筒状ケース20の内部にはモータが内蔵され、このモータの駆動に伴って主軸22が回転するとともに、円筒状ケース20の側方に配置されたシリンダ26と主軸22とが連結部材28を介して互いに連結され、これによって、シリンダ26の駆動に伴って主軸22が上下動するようになっている。
【0018】
一方、ドレッシング装置14もほぼ同様に、円筒状ケース30の内部を挿通する主軸32が備えられ、この主軸32の下端に研磨布48の目立てを行うドレッシング工具34が取り付けられている。そして、円筒状ケース30の内部にはモータが内蔵され、このモータの駆動に伴って主軸32が回転するとともに、円筒状ケース30の側方に配置されたシリンダ36と主軸32とが連結部材38を介して互いに連結され、これによって、シリンダ36の駆動に伴って主軸32が上下動するようになっている。
【0019】
各主軸22,32は、共にスプライン軸によって構成され、モータのロータとはスプライン溝に装着されたボールを介して係合している。従って、モータの駆動に伴って該モータのロータと一体に回転するが、シリンダ26,36の駆動に際しては、ロータの内部をスプラインに沿って摺動することにより、この上下動が阻害されないようになっている。また、トップリング装置12の主軸22の上端には、この回転数を制御するエンコーダ40が設けられている。
【0020】
トップリング装置12及びドレッシング装置14は、水平方向に一対のガイドレール46に沿って走行自在な平板状の基台44にトップリング24及びドレッシング工具34を下方に突出させた状態で取付けられている。
【0021】
そして、基台44の走行に伴って、トップリング装置12のトップリング24が研磨テーブル16の直上方位置とプッシャ18の直上方位置との間を移動し、同時に、トップリング24がプッシャ18の直上方に位置するように移動した時、ドレッシング装置14のドレッシング工具34が研磨テーブル16の直上方に位置するように構成されている。また、トップリング24が研磨テーブル16の直上方に位置した時のドレッシング工具34の直下方位置には、内部にリンスを満たしたリンス槽47が配置されている。
【0022】
一方、研磨テーブル16は、並進円運動、即ち自転することなく、軸心を中心とした公転運動を行うように構成されており、この上面には、研磨工具である研磨布48が貼着されている。更に、プッシャ18は、研磨前のウエハをロボット等から受け取り、研磨後のウエハをロボット等に引き渡すとともに、トップリング24との間でウエハの受け渡しを行うことができるよう、上下動自在で、かつ前後方向に走行できるよう構成されている。
【0023】
フレーム構造体10は、複数の矩形枠状のフレームを階層化した構造となっている。すなわち、研磨テーブル16を取付ける第1のフレーム10aと、トップリング装置12及びドレッシング装置14を取付ける第2のフレーム10bと、プッシャ18を取付ける矩形枠状の第3のフレーム10cと、これらを載置する基礎となる架台フレーム10dと、これらを上下に繋ぐ柱部材11から構成されている。なお、フレーム構造体10の頂部には、装置の天井部分を構成する頂部フレーム10eが設けられており、これには空調ダクト等の所定の装置が配置されている。
【0024】
各フレーム10a〜10cは架台フレーム10dの上に柱部材11を介して順次積み上げられ、ボルト等を介して互いに連結されている。これにより、トップリング装置12、ドレッシング装置14、研磨テーブル16及びプッシャ18を上下に階層化して狭いスペースにコンパクトに収容されている。また、各フレームを構成する部材の材質や断面形状、寸法等を必要に応じて適宜に設定することにより、例えば、斜交いに梁を入れたりすることにより、軽量でありながら充分な強度を持たせることができる。
【0025】
以下、上記のように構成されたポリッシング装置の作用を説明する。
この研磨装置を組み立てる場合には、図2乃至図5に示すように、研磨テーブル16を予め取付けた第1のフレーム10aと、トップリング装置12及びドレッシング装置14を予め取付けた第2のフレーム10bと、プッシャ18を予め取付けた第3のフレーム10cと、架台フレーム10dとを、予め別々に用意しておき、これらを個別に設置個所に搬入する。そして、これらを例えば、クレーン等で吊り上げ、順次、組み立ててゆくことによって研磨装置が構成される。
【0026】
このように、研磨装置をフレームごとのユニット構造としたので、現場への搬送や組立が容易であり、他の箇所で組み立ててから搬入する場合に比較して、大幅に作業性が改善された。なお、上記においては各フレームにそれぞれ各装置を取り付けた後に、フレーム構造体10を組み立てたが、勿論、フレーム構造体10を組み立てた後に欠く装置を取り付けても良い。
【0027】
このポリッシング装置により研磨を行なう場合には、以下のような工程となる。トップリング24がプッシャ18の直上方に位置する時に、プッシャ18との間でウエハの受け渡しを行い、これと並行して、ドレッシング工具を回転させながら下降させることによって、研磨布48の目立てを行う。そして、基台44を走行させ、トップリング24が研磨テーブル16の直上方に移動した時、トップリングを回転させながら下降させ、同時に研磨テーブル16を並進円運動させることによって、ウエハの研磨を行う。これと並行してドレッシング工具を下降させてリンス槽47内のリンス内に浸して、このリンスを行う。
【0028】
修理や点検のために装置を移動する場合、あるいはその場で修理等を行なう場合も、上述した組立工程と逆の工程を行って各フレームを必要なレベルまで分解してから行えば良い。このようにすれば、研磨装置を各フレームごとに分離した状態で取り扱うことができるので、搬送や取扱いが格段に容易になり、作業性を向上させることができる。また、各部の交換もフレームごと行えば良いので、装置の稼動を停止する時間も短縮することができる。
【0029】
なお、実施の形態では、研磨テーブルとして、並進円運動するようにしたものを使用した例を示しているが、円運動したり、直線に沿った往復運動を行うようにしたものを使用して良いことは勿論である。
【0030】
【発明の効果】
以上説明したように、この発明の基板の研磨装置によれば、研磨テーブル装置とトップリング装置、更には必要に応じてドレッシング装置やプッシャを枠体内にコンパクトにまとめて上下に階層化して配置することでコンパクトな構成とし、しかも各枠体ごとのユニット化した構造とすることができるので、搬送、組立て、メンテナンス等の作業性を向上させることができる。
【図面の簡単な説明】
【図1】本発明の実施の形態に係る基板の研磨装置を示す正面図である。
【図2】図1の研磨装置を構成する第2のフレームを示す平面図である。
【図3】同じく、第1のフレームを示す平面図である。
【図4】同じく、第3のフレームを示す平面図である。
【図5】同じく、架台フレームを示す平面図である。
【図6】従来の研磨装置を示す斜視図である。
【符号の説明】
10 フレーム
10a 第1のフレーム
10b 第2のフレーム
10c 第3のフレーム
10d 架台フレーム
10e 頂部フレーム
12 トップリング装置
14 ドレッシング装置
16 研磨テーブル
18 プッシャ
24 トップリング
34 ドレッシング工具
42 ガイドレール
44 基台
48 研磨布(研磨工具)
Claims (3)
- 表面に研磨工具を取付けた研磨テーブル装置を取付ける矩形枠状の第1のフレームと、
被研磨材を保持し該被研磨材の被研磨面を前記研磨テーブルに所定の圧力で押圧するトップリング装置を取付ける矩形枠状の第2のフレームと、
トップリング装置との間で被研磨材の受け渡しを行うプッシャを取付ける矩形枠状の第3のフレームを有し、
前記各フレームを、架台フレーム上に設けた柱部材で上下に繋ぎながら階層化したことを特徴とする基板の研磨装置。 - 前記トップリング装置は、前記第2のフレームに設置したレール上を走行可能に設けられていることを特徴とする請求項1に記載の基板の研磨装置。
- 前記第2のフレームには、さらに前記研磨工具のドレッシングを行うドレッシング装置が取付けられていることを特徴とする請求項1に記載の基板の研磨装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP11015097A JP3902830B2 (ja) | 1997-04-11 | 1997-04-11 | 基板の研磨装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP11015097A JP3902830B2 (ja) | 1997-04-11 | 1997-04-11 | 基板の研磨装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH10286761A JPH10286761A (ja) | 1998-10-27 |
| JP3902830B2 true JP3902830B2 (ja) | 2007-04-11 |
Family
ID=14528327
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP11015097A Expired - Fee Related JP3902830B2 (ja) | 1997-04-11 | 1997-04-11 | 基板の研磨装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3902830B2 (ja) |
-
1997
- 1997-04-11 JP JP11015097A patent/JP3902830B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH10286761A (ja) | 1998-10-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100488301B1 (ko) | 벨트형 연마패드를 이용한 평탄면연마방법 및 장치 | |
| EP0807492B1 (en) | Method for polishing workpieces and apparatus therefor | |
| US7101255B2 (en) | Polishing apparatus | |
| US9352441B2 (en) | Chemical mechanical polisher with hub arms mounted | |
| CN101147233A (zh) | 用于在清洁模块中垂直转移半导体基材的方法及设备 | |
| JP2011530423A (ja) | 改良された化学的機械的研磨システムのための方法 | |
| US20100130107A1 (en) | Method and apparatus for linear pad conditioning | |
| CN107756160A (zh) | 一种六轴打磨系统 | |
| JP3902830B2 (ja) | 基板の研磨装置 | |
| JP7339858B2 (ja) | 加工装置及び板状ワークの搬入出方法 | |
| JP2539753B2 (ja) | 半導体基板の鏡面研磨装置 | |
| WO2012016477A1 (zh) | 化学机械抛光机及具有它的化学机械抛光设备 | |
| JPH11156704A (ja) | 基板の研磨装置 | |
| KR100744101B1 (ko) | 웨이퍼 표면연마장비의 플래튼 구동 시스템 | |
| CN213255419U (zh) | 一种狭缝涂布机及装置 | |
| US6116994A (en) | Polishing apparatus | |
| JP4205263B2 (ja) | 自動ラップ装置およびそれを用いる基板の研磨方法 | |
| JP4037532B2 (ja) | 両面研磨装置 | |
| JPH06246623A (ja) | 板状体の連続研磨方法及び装置 | |
| JP4485643B2 (ja) | 研磨装置及び被研磨材の研磨方法 | |
| JPH11320395A (ja) | 研削システム | |
| KR100318668B1 (ko) | 반도체 소자의 제조를 위한 화학적 기계적 연마장치 | |
| JPH10286759A (ja) | 基板の研磨装置 | |
| JP3567348B2 (ja) | ウェーハ検査装置 | |
| JP2635522B2 (ja) | 板状物研磨装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040113 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040113 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20060127 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060207 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060407 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20061212 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070105 |
|
| R150 | Certificate of patent (=grant) or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |