JP3846429B2 - 溶接用トーチ - Google Patents
溶接用トーチ Download PDFInfo
- Publication number
- JP3846429B2 JP3846429B2 JP2003033371A JP2003033371A JP3846429B2 JP 3846429 B2 JP3846429 B2 JP 3846429B2 JP 2003033371 A JP2003033371 A JP 2003033371A JP 2003033371 A JP2003033371 A JP 2003033371A JP 3846429 B2 JP3846429 B2 JP 3846429B2
- Authority
- JP
- Japan
- Prior art keywords
- insulator
- orifice
- nozzle
- welding
- torch body
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Landscapes
- Arc Welding In General (AREA)
Description
【発明の属する技術分野】
本発明は、シールドガスと溶接用ワイヤを溶接部分に供給する溶接用トーチに関する。
【0002】
【従来の技術】
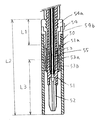
従来、この種の溶接用トーチの先端部を図2に示す。
【0003】
図2において、50はシールドガスを溶接部にガイドするためのノズル、51は溶接用チップ52に溶接電流を供給する為のトーチボディで、シールドガス噴出し部51aを設けている。
【0004】
53はシールドガスを整流するためのオリフィスで、シールドガス噴出し部53aとトーチボディ51に固定する為のねじ部53bを設けている。
【0005】
また、溶接作業により発生するスパッタ(導電物)がノズル50根元部に堆積しトーチボディ51がスパッタを介してノズル50に地絡することを防止する為オリフィス53は絶縁物で形成されている。
【0006】
54はノズル50とトーチボディ51を絶縁し固定する為のインシュレータで、トーチボディ51に固定され絶縁手段となる樹脂部54aとノズル50を固定する金属部54bで構成され、金属部54bをインサート金具とし樹脂成形によりインシュレータ54を製作している。
【0007】
金属部54bはノズル50の清掃などによりノズル50をインシュレータ54より頻繁に着脱するためノズル固定用のねじ部の強度を増す為に金属製で形成されている。
【0008】
55は溶接用ワイヤを溶接用チップ52の根元までガイドする為のインナチューブで、トーチボディ51内部に配置されインナチューブ55の外側とトーチボディ51の内側の空間がシールドガスの通路となっている。
【0009】
【特許文献1】
特開2000−94139号公報(第4頁、第1図)
【0010】
【発明が解決しようとする課題】
しかしながら、前記従来の構成では、インシュレータ54の根元部が樹脂部54aである為、溶接電流や使用率を大きくすると樹脂製の樹脂部54aが焼損することがあった。
【0011】
樹脂部54aの材料として耐熱性樹脂を採用しているが現状では耐熱温度が350℃位である為、高電流、高使用率にて溶接作業を行うと樹脂部54aの温度は350℃を越えるため樹脂部54aが焼損に至っていた。
【0012】
また、インシュレータ54は金属部54bをインサート金具とし樹脂成形により製作している為、高額な樹脂金型を必要としていた。
【0013】
また、インシュレータ54は樹脂部54aと金属部54bの2個の部品により構成されている為インシュレータ54の全長L1が長くなり、トーチ先端部の全長L2に対してオリフィス53のシールドガス噴出し部53aからノズル50の先端までの距離L3が短くなる構造となっている。
【0014】
距離L3は溶接部のガスシールド性に影響する距離で、この距離が短いと溶接部のシールド不良となり溶接欠陥が発生する原因となっていた。
【0015】
反対に距離L3を長くするとシールドガスが整流させてガスシールド性は向上するがトーチ先端部の全長L2も長くする必要がある為これに伴いトーチ先端部の質量が増し、トーチの操作性が悪化するという問題もあった。
【0016】
したがって本発明は、上記従来の課題を解消しインシュレータの耐熱を向上させ、高額な樹脂金型を不要とし、オリフィスのシールドガス噴出し部からノズルの先端までの距離を長くできる構造の溶接用トーチを提供することを目的とする。
【0017】
【課題を解決するための手段】
前記従来の課題を解決するため、本発明の溶接用トーチの第1手段は、トーチボディにインシュレータの穴よりも大きな径のインシュレータ止め部を設け、インシュレータを介してインシュレータ止め部との間でインシュレータを保持する止め部と、オリフィスのトーチボディを内部に通す穴に止め部を入れると共にインシュレータとオリフィスを当接させ、インシュレータを内部に位置させる内径の穴を有し、インシュレータと当接する鍔を有する接続手段を設け、接続手段はノズルを着脱自在に接続する接続部を設けている。
【0018】
この構成によれば、インシュレータを1個の部品で構成するので、インシュレータの軸方向の全長が短くなり、これに伴いトーチ先端部の全長に対してオリフィスのシールドガス噴出し部からノズルの先端までの距離を長くすることが可能となり、シールドガスが整流させてガスシールド性が向上し溶接欠陥をなくすことができる。
【0019】
また、本発明の第2手段は、オリフィスの外径よりも小さな内径部分をノズルに設けている。
【0020】
この構成によれば、オリフィスはインシュレータとノズルの小さな内径部分により軸方向に係止できるので、オリフィスにねじ等の固定部を新たに設けなくて良いので、オリフィスの構造が簡略されコストを安くすることができる。
【0021】
また、本発明の第3手段は、インシュレータとオリフィスをセラミックで形成している。
【0022】
この構成によれば、インシュレータとオリフィスはそれぞれ1個の部品のセラミック製となるので、高額な樹脂金型が不要となり、また、セラミックの耐熱温度は1000度以上である為、耐熱性樹脂の2倍以上の耐熱温度を有することになり高電流、高使用率の溶接作業によりインシュレータが焼損することをなくすことができる。
【0023】
【発明の実施の形態】
以下に、本発明の実施の形態について、図面を参照しながら説明する。
【0024】
(実施の形態1)
図1は本発明の実施の形態1における溶接用トーチの先端断面図である。図1において、図2と同じ構成については同じ符号を用い、説明を省略する。
【0025】
図1において、1は内部に溶接用ワイヤとシールドガスを通す穴を有するトーチボディで、トーチボディ1の先端には着脱自在に設けた溶接用チップ52を配置し、チップ52に溶接電流を供給する為金属製で形成され、根元側には絶縁チューブ1aを被覆し、中間部にはシールドガス噴出し部1bを設けている。
【0026】
2はトーチボディ1を内部に通す穴を設けた円筒状のインシュレータで、シールドガスを溶接部にガイドするための筒状のノズル3と充電部であるトーチボディ1を絶縁する為絶縁物で形成されている。絶縁物の材料としては、樹脂、セラミック等があるが、本発明では耐熱温度が高く、高価な成形金型が不要であるセラミックを採用している。ノズル3は機械的強度と耐熱性を考慮し金属製を採用している。
【0027】
4はトーチボディ1を内部に通す穴とシールドガスを通す穴4aを設けたオリフィスで、溶接作業により発生するスパッタ(導電物)がノズル3根元部に堆積しトーチボディ1がスパッタを介してノズル3に地絡することを防止する為オリフィス4は絶縁物で形成されている。絶縁物の材料としては、樹脂、セラミック等があるが、本発明では耐熱温度が高く、高価な成形金型が不要であるセラミックを採用している。
【0028】
インシュレータ2はトーチボディ1にインシュレータ2の穴2aよりも大きな径のインシュレータ止め部1cと止め部5により軸方向に保持されている。その保持方法として止め部5として内部にねじを設けたナットを用い、ナットを螺合するねじ部分をトーチボディ1に設けることによりねじによりインシュレータ2を固定することができる。また、止め部5は市販のナットにすることによりコスト低減を図ることができる。
【0029】
止め部5はオリフィス4のトーチボディ1を内部に通す穴に入れられインシュレータ2とオリフィス4を当接させることによりトーチボディ1の止め部5装着部とノズル3の根元部を絶縁することが可能となるので、止め部5を金属製にすることができる。
【0030】
6はインシュレータ2を内部に位置させる内径の穴を有し、インシュレータ2の根元側と当接する鍔6aを有し、先端側にノズル3を着脱自在に接続する接続部6bを設けた接続手段である。接続手段6とノズル3の固定法として、接続部6bとノズル3を螺合するねじ部分を接続部6bとノズル3に設けている。また、インシュレータ2の外径よりもオリフィス4の外径を小さくすることによりノズル3の軸方向の位置決めをインシュレータ2の先端面で行っている。
【0031】
ノズル3にオリフィス4の外径よりも小さな内径部分3aを設けることによりオリフィス4はインシュレータ2の先端面とノズル3の小さな内径部分3aにより軸方向に係止されることになる。ノズル3の小さな内径部分3aとオリフィス4の係止部にはスパッタ等の噛み込み防止を考慮し、軸方向と径方向に隙間を設けても良い。
【0032】
この実施の形態1によれば、インシュレータ2を1個の部品で構成するので、インシュレータ2の軸方向の全長L1が短くなり、これに伴いトーチ先端部の全長L2に対してオリフィス4のシールドガスを通す穴4aからノズル3の先端までの距離L3を長くすることが可能となり、シールドガスが整流させてガスシールド性が向上し溶接欠陥をなくすことができる。
【0033】
また、オリフィス4はインシュレータ2とノズル3の小さな内径部分3aにより軸方向に係止できるので、オリフィス4にねじ等の固定部を新たに設けなくて良いので、オリフィス4の構造が簡略されコストを安くすることができる。
【0034】
また、インシュレータ2とオリフィス4はそれぞれ1個の部品のセラミック製となるので、高額な樹脂金型が不要となり、また、セラミックの耐熱温度は1000度以上である為、耐熱性樹脂の2倍以上の耐熱温度を有することになり高電流、高使用率の溶接作業によりインシュレータ2が焼損することをなくすことができる。
【0035】
【発明の効果】
以上のように、本発明の溶接用トーチによれば、インシュレータの軸方向の全長が短くなり、これに伴いトーチ先端部の全長に対してオリフィスのシールドガスを通す穴からノズルの先端までの距離を長くすることが可能となり、シールドガスが整流させてガスシールド性が向上し溶接欠陥をなくすことができる。
【図面の簡単な説明】
【図1】本発明の実施の形態1における溶接用トーチの先端断面図
【図2】従来の溶接用トーチの先端断面図
【符号の説明】
1 トーチボディ
1c インシュレータ止め部
2 インシュレータ
3 ノズル
3a 小さな内径部分
4 オリフィス
4a シールドガスを通す穴
5 止め部
6 接続手段
6a 鍔
6b 接続部
52 チップ
Claims (4)
- 内部に溶接用ワイヤとシールドガスを通す穴を有するトーチボディと、前記トーチボディの先端に着脱自在に設けた溶接用チップと、前記トーチボディを内部に通す穴を設けたインシュレータと、前記トーチボディを内部に通す穴と前記シールドガスを通す穴を設けたオリフィスと、少なくとも前記オリフィスと、溶接用チップを内部に位置させる筒状のノズルを備え、前記トーチボディにインシュレータの穴よりも大きな径のインシュレータ止め部を設け、前記インシュレータを介してインシュレータ止め部との間でインシュレータを保持する止め部と、前記オリフィスのトーチボディを内部に通す穴に前記止め部を入れると共に前記インシュレータと前記オリフィスを当接させ、前記インシュレータを内部に位置させる内径の穴を有し、前記インシュレータと当接する鍔を有する接続手段を設け、前記接続手段はノズルを着脱自在に接続する接続部を設けた溶接用トーチ。
- オリフィスの外径よりも小さな内径部分をノズルに設けた請求項1記載の溶接用トーチ。
- 止め部として内部にねじを設けたナットを用い、前記ナットを螺合するねじ部分をトーチボディに設け、インシュレータを円筒状の絶縁部材で形成し、前記インシュレータの外径よりもオリフィスの外径を小さくし、接続部とノズルを螺合するねじ部分を接続部とノズルに設けた請求項1または2記載の溶接用トーチ。
- インシュレータとオリフィスをセラミックで形成した請求項1から3の何れかに記載の溶接用トーチ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003033371A JP3846429B2 (ja) | 2003-02-12 | 2003-02-12 | 溶接用トーチ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003033371A JP3846429B2 (ja) | 2003-02-12 | 2003-02-12 | 溶接用トーチ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004243342A JP2004243342A (ja) | 2004-09-02 |
| JP3846429B2 true JP3846429B2 (ja) | 2006-11-15 |
Family
ID=33019366
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003033371A Expired - Fee Related JP3846429B2 (ja) | 2003-02-12 | 2003-02-12 | 溶接用トーチ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3846429B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5817249B2 (ja) * | 2011-06-24 | 2015-11-18 | 日産自動車株式会社 | 溶接用トーチ |
-
2003
- 2003-02-12 JP JP2003033371A patent/JP3846429B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004243342A (ja) | 2004-09-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101341872B1 (ko) | 방열면적이 극대화된 디퓨져를 갖는 가스용접 토오치 | |
| US9669486B2 (en) | Contact tip assembly for a welding torch | |
| CA2961150C (en) | Two-piece nozzle assembly for an arc welding apparatus | |
| ES2967881T3 (es) | Soplete de soldadura por arco de metal y gas | |
| KR101364754B1 (ko) | 이산화탄소 용접토치용 교체식 노즐 | |
| US6689987B2 (en) | Welding contact tip with rolled threads | |
| KR20120000369U (ko) | 이산화탄소 용접토치용 교체식 노즐 | |
| JP5102600B2 (ja) | ガスシールドアーク溶接用トーチ先端ユニット | |
| JP3846429B2 (ja) | 溶接用トーチ | |
| CN110740832B (zh) | 用于冷却焊接接触焊嘴的焊接系统 | |
| KR20120004604U (ko) | 돌출된 콘택트팁을 구비한 용접용 토치 | |
| JP5817249B2 (ja) | 溶接用トーチ | |
| KR890000926B1 (ko) | 아아크용접기에 사용하기 위한 용가금속와이어(filler metal wire)용 안내관 | |
| JPH11104841A (ja) | 非消耗電極溶接トーチ並びにプラズマ溶接トーチ及びその外側キャップ | |
| JP2002224837A (ja) | アーク溶接用トーチ | |
| JP6084890B2 (ja) | 消耗電極ガスシールドアーク溶接トーチ | |
| JPH11197841A (ja) | 狭開先溶接用トーチ及び狭開先溶接方法 | |
| JPH08294779A (ja) | プラズマトーチのノズル | |
| JP3725261B2 (ja) | 非消耗電極式アークトーチ | |
| KR200392387Y1 (ko) | 용접용 인슈레이터 | |
| CN213630517U (zh) | 一种割枪点火装置 | |
| KR200365770Y1 (ko) | 용접노즐 | |
| JP2001150142A (ja) | プラズマトーチ用の電極 | |
| JPH10193125A (ja) | 溶極式溶接機の溶接トーチ | |
| JPH07256460A (ja) | ガスシールドアーク溶接用コンタクトチップ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20041214 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20050708 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20060724 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20060801 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20060814 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 3846429 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090901 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100901 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110901 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120901 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130901 Year of fee payment: 7 |
|
| LAPS | Cancellation because of no payment of annual fees |