JP3830193B2 - カテーテル用バルーンの製造方法 - Google Patents
カテーテル用バルーンの製造方法 Download PDFInfo
- Publication number
- JP3830193B2 JP3830193B2 JP03842396A JP3842396A JP3830193B2 JP 3830193 B2 JP3830193 B2 JP 3830193B2 JP 03842396 A JP03842396 A JP 03842396A JP 3842396 A JP3842396 A JP 3842396A JP 3830193 B2 JP3830193 B2 JP 3830193B2
- Authority
- JP
- Japan
- Prior art keywords
- balloon
- finished product
- tubular
- tubular semi
- catheter
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images






Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M25/00—Catheters; Hollow probes
- A61M25/10—Balloon catheters
- A61M25/1027—Making of balloon catheters
- A61M25/1029—Production methods of the balloon members, e.g. blow-moulding, extruding, deposition or by wrapping a plurality of layers of balloon material around a mandril
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M25/00—Catheters; Hollow probes
- A61M25/10—Balloon catheters
- A61M25/1027—Making of balloon catheters
- A61M25/1038—Wrapping or folding devices for use with balloon catheters
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M25/00—Catheters; Hollow probes
- A61M25/10—Balloon catheters
- A61M25/1002—Balloon catheters characterised by balloon shape
- A61M2025/1004—Balloons with folds, e.g. folded or multifolded
Landscapes
- Health & Medical Sciences (AREA)
- Heart & Thoracic Surgery (AREA)
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Biomedical Technology (AREA)
- Pulmonology (AREA)
- Biophysics (AREA)
- Anesthesiology (AREA)
- Child & Adolescent Psychology (AREA)
- Hematology (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Manufacturing & Machinery (AREA)
- Media Introduction/Drainage Providing Device (AREA)
Description
【発明の属する技術分野】
この発明は、バルーンカテーテルの製造方法及び米国特許第4906244号に見られるような非常に大きなバルーンメンバを有するバルーンカテーテルに関する。
【0002】
【従来の技術】
この種のバルーンカテーテルのバルーンメンバは、管状になっている端部に向かって形状が変化している形状遷移部分を両端側に有する中央部分によって形成されている。そのバルーンメンバは、通常、管状半製品を吹き込み成形法
(blow moulding)によって製造される。その半製品の壁部は、比較的厚くて中央部分が膨張するのに十分な構成となっている。
【0003】
端部に近い形状遷移部分では、その壁圧は、管状の端部から膨張した中央部分に向かって逓減している。
【0004】
【発明が解決しようとする課題】
管状の端部に近い形状遷移部分の壁は、したがって、なお比較的厚いので、バルーンメンバを小径な状態に折り畳むのに障害となっている。しかしながら、バルーンカテーテルを患者の体の中に正しく導入するためには、バルーンメンバをこのように小径な状態に折り畳むことは望ましいことなのである。
【0005】
その上に、その形状遷移部分の壁厚は、一般的に均等には逓減していない。そこには、比較的薄い壁で相互に分離された比較的厚い壁の部分が形成されているのである。このことは、バルーンメンバを小径な状態に折り畳むのに更なる障害となっている。
この発明は、バルーンメンバを小径な状態に正しく折り畳むことができるバルーンカテーテルを製造するための簡単で合理的な方法を提供することを目的とする。
【0006】
【課題を解決するための手段】
而して、この発明は、かかる課題ないし目的のために、管状基材を準備する工程と、バルーンメンバを作製する工程と、そのバルーンメンバを前記管状基材に接続する工程とでなるバルーンカテーテルの製造方法において、前記バルーンメンバを作製する工程は、そのバルーンメンバの所定膨張形状に合ったモールドキャビティが予め形成されているモールドを準備し、一本の管状半製品を、その両端部でモールドの両端側に、モールドキャビティ内に受容するための固定部材の中に入れることによって固定し、そのモールドキャビティ内で、その管状半製品を加熱し、また、その管状半製品の内外で圧力差を形成してこれを膨張させることにより、前記モールドキャビティの内壁に対して対接させることによってなることを包含するものであり、この場合、その管状半製品の両端部は、その管状半製品がモールド内に受容される際に、相対的にある角度の範囲で捩じられることを特徴とする、バルーンカテーテルの製造方法を提供する。
【0007】
この発明では、モールド(成形型)の中に、捩じった管状の半製品を受容することにより、これがモールドの中で吹き込み膨張させられると、その端部からファン形放射状に延在する材料の畝状部分が形成され、その材料の畝状部分の壁厚は、それらの間の壁厚より厚くなっている。
なお、前記管状半製品は、押出し成形法によってによって製造されたものであり、且つモールドに受容される前に予め伸長されている。その結果として、吹き込み成形法での製造を保障する最も好適な性質が得られる。
【0008】
前記所定膨張形状は、前記管状半製品を膨らませてなる一つの中間形状であり、第一モールドで加熱され膨張したバルーンメンバは、第二モールドに移転させられ、そこで最終形状が付与されて冷却されるようにすることもできる。而して、この吹き込み成形法は、二段階構成となっており、最終製品であるバルーンメンバとして最も適正な材料供給ができる。
【0009】
また、この発明においては、前記管状半製品の両端部を、実質的に270°の相対角度に捩じることによって、材料の畝状部分が適当な数の均等でしかもファン型に延在するように形成される。その数は約10本である。
この前記管状半製品の両端部を、時計方向螺旋状捻回方向に展開するように捩じれば、そのバルーンカテーテルを患者の体に導入したり治療の後にそこから抜去したりするのが、そのバルーンカテーテルをその長手方向軸の周りで回転することによって容易にすることができる。折り畳んだ状態において螺旋状捻回方向に延在する材料の畝状部分の回転は、長手方向のスクリュー動作である。
【0010】
そして、このような方法でバルーンメンバを形成すると、そのバルーンメンバが、その両端部に管状端部に形状遷移している形状遷移部分を有している中央部分で構成され、その少なくとも一端部に、その管状端部からファン形に延在する材料の畝状部分を形成したバルーンカテーテルが得られる。
このバルーンカテーテルは、前記中央部分と形状遷移部分とは、襞となって管状基材に対して畳みこまれており、その襞は、実質的に前記材料の畝状部分に合致していて、膨張と折り畳みの動作に好適である。
【0011】
また、前記材料の畝状部分は、前記形状遷移部分の表面周囲に実質的に均等に配されているので、バルーンカテーテルが患者の体内に導入されあるいはそこから抜去するのに都合のよい形状、具体的には、必要な程度に均等で正しい形状の小径折り畳み状態が得られる。
その形状遷移部分は、5から15の材料の畝状部分からなるようにし、より好ましくは、9本乃至11本のいずれかの数、最も好ましくは10本の材料の畝状部分が形成されるようにする。
【0012】
これによって、折り畳み状態が小径となる上にバルーンメンバの動作が円滑になる。
本発明のうち請求項1に係るカテーテル用バルーンの製造方法は、カテーテル用バルーン(バルーンメンバ)の製造方法であって、前記バルーンが、大きな中央部分と、両端部と、該両端部と前記中央部分との間に形成された形状遷移部分とを有するカテーテル用バルーンの製造方法において、前記バルーンの所定膨張形状にほぼ合ったモールドキャビティを有するモールドを準備する工程と、前記モールドキャビティの両端部に、管状半製品の両端部を固定するための固定部材を準備する工程と、前記管状半製品の両端部を捩じる工程と、前記管状半製品の前記捩じられた両端部を前記固定部材に固定する工程と、前記管状半製品を加熱する工程と、前記管状半製品の内外で圧力差を形成して前記管状半製品を膨張させて前記モールドキャビティの内壁に対接させて前記バルーンを形成する工程とを備え、前記管状半製品の予め捩じり及び固定された両端部により、前記形状遷移部分が螺旋畝状部分を有することを特徴としている。
また、本発明のうち請求項2に係るカテーテル用バルーンの製造方法は、請求項1記載の発明において、前記管状半製品の両端部は、互いに反対方向に捩じられることを特徴としている。
更に、本発明のうち請求項3に係るカテーテル用バルーンの製造方法は、請求項1記載の発明において、前記管状半製品は、押し出し成形されると共に、前記モールドに固定される前に伸長されることを特徴としている。
また、本発明のうち請求項4に係るカテーテル用バルーンの製造方法は、請求項1記載の発明において、前記所定膨張形状は、一つの中間形状であり、加熱され膨張してなるバルーンは、他のモールドに移転させられ、そこで冷却されることを特徴としている。
また、本発明のうち請求項5に係るカテーテル用バルーンの製造方法は、請求項1記載の発明において、前記管状半製品の両端部は、実質的に約270°の相対角度に捩じられることを特徴としている。
【0013】
【発明の実施の形態】
この発明は、添付図面に従って詳細に説明される。
図1は、この発明の方法で製造されたバルーンカテーテルの一部破断斜視図であり、図2は、この発明の方法の一工程を示す説明的斜視図であり、また、図3は、図1に示したバルーンカテーテルのバルーンメンバの拡大斜視図であり、更に、図4は、図3に示したバルーンメンバの矢印4で示す方向の正面図であり、また更に、図5は、図3に示したバルーンメンバが折り畳まれた状態を示す斜視図であり、そして図6は、図5の6−6線に沿った横断面図であり、図7はバルーンカテーテルを患者の体の中に導入したりそこから抜去したりするときの動作を示すためにバルーンメンバの部分を中心に示す斜視図である。
【0014】
図1に示されたバルーンカテーテルは全体を符号1で示されており、これは、管状基材2でなり、この管状基材2は、また、外側管状部材3と、その中心を貫通している管路内に配されている内側管状部材4とでなる。この内側管状部材4もまたその中に管路を画成している。
バルーンカテーテル1の手元端部には、接続用の継ぎ手部材8を備えている。この継ぎ手部材8は、二本の接続部5及び6を有している。接続部5は、内側管状部材4の管路に、また、接続部6は、外側管状部材3の管路、すなわち、外側管状部材3の管路内で内側管状部材4によって完全占拠されずに残された横断面環状のチャンネルに、それぞれ連通している。
【0015】
図1に見るように、公知のタップ7が接続部6に取付けることができる。
バルーンカテーテル1の末梢端部(先端部)には、バルーンメンバ9が取付けられている。これは、よくでぶ(fatty)と愛称されている非常に大きな直径を有する風船である。
バルーンメンバ9は、膨張と(折り畳み)収縮の作動をする中央部分10とその両側の管状の端部12に変化している形状遷移部分とでなる。
【0016】
このバルーンメンバ9は、この発明の吹き込み成形法によって少なくとも一つの工程で製造される。この工程は、図2によってより詳細に説明される。
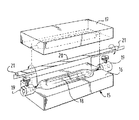
図2においては、モールド15が説明的に示されているが、これは、二つの型部分16及び17からなる。これらの型部分16及び17の中で、合わせて一つになるモールドキャビティ18が形成されていて、そのモールドキャビティ18の形状は、得られるバルーンメンバ9の所定膨張形状を規定している。このモールドキャビティ18は、モールド15における対向する側端部で固定部材19になっている。この固定部材19の中に、管状半製品20の両端部21が固定される。
【0017】
矢印によって示されているように、この管状半製品20は、そのモールド15内に配される前に予め捩じってある。この目的のために、この管状半製品の端部21は、一定角度の範囲で相互に捩じられる。それは270°が適当である。
管状半製品20をモールド15内に配置した後に、管状半製品20の内外に、ここでは詳細に説明しないが、例えば管状半製品20内に画成されているチャンネルを圧気源に接続する等の公知の方法で圧力差を形成する。同時に、この管状半製品20は、その軟化温度より高い温度で加熱され、而して、バルーンメンバの吹き込み成形(ブローアップ)が行われる。その管状半製品20の膨張した部分は、モールド15の内壁に対して密着し、これによって所定の膨張形状が得られる。
【0018】
次に、その管状半製品を冷却工程に付すことで、そのバルーンメンバ9としての膨張した形状が保持される。この管状半製品20を構成しているプラスチック材に可撓性があるために、形成されたバルーンメンバ9は、折り畳まれ、その後に内部の圧力を増大することによって再び膨張させることができる。
図3は、このようにして形成されたバルーンメンバ9の拡大斜視図である。管状半製品20が、前記したような方法で捩じられた状態でモールド15の中に受容されるので、形状遷移部分11には両端部12から延在するファン形の材料の畝状部分22が形成される。これらの材料の畝状部分22は、比較的厚く、それらの間の部材が伸長するようになっている。その材料の畝状部分22は、より明確に説明するために図4でいま一度示してある。
【0019】
材料のそれらの畝状部分22は、ある面では傘の骨にも例えることができる。それらは、互いに折り畳むことができ、間の材料の薄い部分は、襞として折り畳まれる。かくして、折り畳んだ状態になれば、バルーンメンバ9の部分は小径な状態となる。
この折り畳んだ状態は、図5から図7までに示されている。
【0020】
図5と図6とに示されているように、中央部分10と形状遷移部分11とは、管状基材2の内側管状部材4の表面上に対して襞状をなして折り畳まれる。折り畳み状態24は一緒に密接して実質的に材料のファン形畝に合致する。
図5に明確に示されているように、管状基材2の外側管状部材3は、その内側管状部材4より短くなっている。バルーンメンバ9における相対的に手元の方の端部12は、外側管状部材3の端部と接続しているが、バルーンメンバ9における相対的に末梢端部12側は、内側管状端部4と接続している。バルーンメンバ9の内部は、それ故に、外側管状部材3を介してその継ぎ手部材8の接続部5を有する外側管状部材3の中の横断面環状に残されたチャンネルに連通している。この接続部5から圧気又は圧液が供給されると、バルーンメンバ9は、折り畳み状態から膨張した形状になる。これは、血管の拡張手術に適用されたり、あるいは血管の一時閉塞手段として適用される。
【0021】
その患者の体内への導入は、図7に説明的に示すような導入鞘(シース)26を通じて通常の方法で行われる。この導入鞘26は、バルーンメンバ9を小さな径に折り畳むことができ、そして材料が不均等になることで形状遷移部分が嵩高にならないので、比較的小さな内径とすることができる。
材料の畝状部分がファン形に延在して密着して折り畳まれる結果として、螺旋形状をなす部分が、バルーンメンバ9のいずれの側にも形成される。矢印27で示すように、適当な方法でバルーンカテーテルを回転させると、ある力28をスクリュー動作によって生じさせることができ、それは、バルーンカテーテルの患者の体への導入を容易にする。また、バルーンカテーテルを患者の体から抜去する際にも正回転をさせることによってそれが円滑になる。
【0022】
この発明の方法は、バルーンメンバが単一吹き込み成形法で形成される図2によって説明されたが、それより工程を増やした方法でも同じことが達成できる。すなわち、例えば、バルーンメンバの適当な材料を第一工程に供給してある程度までに膨張させることにより次工程のための第二の管状半製品を形成する。その場合、第一工程が遂行されるモールドのキャビティの正しい選択で第一工程中に適当な材料供給ができるのである。
【0023】
【発明の効果】
この発明によれば、折り畳んだ状態で非常に小径なバルーンメンバを有するバルーンカテーテルが簡易な工程で提供される。このバルーンカテーテルは、折り畳まれる動作と膨張される動作が確実であり、極めて作動が円滑である。また、このバルーンカテーテルは、患者の体の中に導入したり、そこから抜去したりするときの動作が円滑であり、患者の体力に対する負担を軽減することができる。
【図面の簡単な説明】
【図1】この発明の方法で製造されたバルーンカテーテルの一部破断斜視図である。
【図2】この発明の方法の一工程を示す説明的斜視図である。
【図3】図1に示したバルーンカテーテルのバルーンメンバの拡大斜視図である。
【図4】図3に示したバルーンメンバの矢印4で示す方向の正面図である。
【図5】図3に示したバルーンメンバが折り畳まれた状態を示す斜視図である。
【図6】 図5の6−6線に沿った横断面図である。
【図7】バルーンカテーテルを患者の体の中に導入したりそこから抜去したりするときの動作を示すためにバルーンメンバの部分を中心に示す斜視図である。
【符号の説明】
1・・・・・・・・・バルーンカテーテル
2・・・・・・・・・・管状基材
3・・・・・・・・・・外側管状部材
4・・・・・・・・・・内側管状部材
5,6・・・・・・・・接続部
8・・・・・・・・・・継ぎ手部材
7・・・・・・・・・・タップ
9・・・・・・・・・・バルーンメンバ
10・・・・・・・・・バルーンメンバの中央部分
11・・・・・・・・・形状遷移部分
12・・・・・・・・・バルーンメンバの両端部
15・・・・・・・・・モールド
16,17・・・・・・モールドの型部分
18・・・・・・・・・モールドキャビティ
19・・・・・・・・・固定部材
20・・・・・・・・・管状半製品
21・・・・・・・・・管状半製品の両端部
22・・・・・・・・・畝状部分
26・・・・・・・・・導入鞘(シース)
Claims (5)
- カテーテル用バルーンの製造方法であって、前記バルーンが、大きな中央部分と、両端部と、該両端部と前記中央部分との間に形成された形状遷移部分とを有するカテーテル用バルーンの製造方法において、
前記バルーンの所定膨張形状にほぼ合ったモールドキャビティを有するモールドを準備する工程と、
前記モールドキャビティの両端部に、管状半製品の両端部を固定するための固定部材を準備する工程と、
前記管状半製品の両端部を捩じる工程と、
前記管状半製品の前記捩じられた両端部を前記固定部材に固定する工程と、
前記管状半製品を加熱する工程と、
前記管状半製品の内外で圧力差を形成して前記管状半製品を膨張させて前記モールドキャビティの内壁に対接させて前記バルーンを形成する工程とを備え、
前記管状半製品の予め捩じり及び固定された両端部により、前記形状遷移部分が螺旋畝状部分を有することを特徴とするカテーテル用バルーンの製造方法。 - 前記管状半製品の両端部は、互いに反対方向に捩じられることを特徴とする請求項1記載のカテーテル用バルーンの製造方法。
- 前記管状半製品は、押し出し成形されると共に、前記モールドに固定される前に伸長されることを特徴とする請求項1記載のカテーテル用バルーンの製造方法。
- 前記所定膨張形状は、一つの中間形状であり、加熱され膨張してなるバルーンは、他のモールドに移転させられ、そこで冷却されることを特徴とする請求項1記載のカテーテル用バルーンの製造方法。
- 前記管状半製品の両端部は、実質的に約270°の相対角度に捩じられることを特徴とする請求項1記載のカテーテル用バルーンの製造方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| NL9500468 | 1995-03-08 | ||
| NL9500468A NL9500468A (nl) | 1995-03-08 | 1995-03-08 | Balloncatheter en werkwijze voor het vervaardigen daarvan. |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH08299445A JPH08299445A (ja) | 1996-11-19 |
| JP3830193B2 true JP3830193B2 (ja) | 2006-10-04 |
Family
ID=19865697
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP03842396A Expired - Lifetime JP3830193B2 (ja) | 1995-03-08 | 1996-02-26 | カテーテル用バルーンの製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US5792415A (ja) |
| EP (1) | EP0730879B1 (ja) |
| JP (1) | JP3830193B2 (ja) |
| CA (1) | CA2169673A1 (ja) |
| DE (1) | DE69624520T2 (ja) |
| NL (1) | NL9500468A (ja) |
Families Citing this family (71)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20030032963A1 (en) | 2001-10-24 | 2003-02-13 | Kyphon Inc. | Devices and methods using an expandable body with internal restraint for compressing cancellous bone |
| US6554795B2 (en) | 1997-03-06 | 2003-04-29 | Medtronic Ave, Inc. | Balloon catheter and method of manufacture |
| US6132397A (en) * | 1997-05-01 | 2000-10-17 | Chase Medical Inc. | Integral aortic arch infusion clamp catheter |
| CA2232250C (en) * | 1997-05-14 | 2007-06-26 | Navius Corporation | Balloon for a dilation catheter and method for manufacturing a balloon |
| US20010008661A1 (en) | 1997-05-14 | 2001-07-19 | Eugene J. Jung Jr | Balloon for a dilation catheter and method for manufacturing a balloon |
| US6221467B1 (en) | 1997-06-03 | 2001-04-24 | Scimed Life Systems, Inc. | Coating gradient for lubricious coatings on balloon catheters |
| US6033380A (en) * | 1998-02-13 | 2000-03-07 | Cordis Corporation | Six-pleated catheter balloon and device for forming same |
| US6719773B1 (en) | 1998-06-01 | 2004-04-13 | Kyphon Inc. | Expandable structures for deployment in interior body regions |
| WO1999062416A1 (en) | 1998-06-01 | 1999-12-09 | Kyphon Inc. | Expandable preformed structures for deployment in interior body regions |
| US6287506B1 (en) * | 1998-07-09 | 2001-09-11 | Schneider (Usa) Inc. | Method for reducing dilation balloon cone stiffness |
| US6293959B1 (en) | 1998-11-16 | 2001-09-25 | Cordis Corporation | Balloon catheter and stent delivery system having enhanced stent retention and method |
| US6289568B1 (en) * | 1998-11-16 | 2001-09-18 | Cordis Corporation | Method for making a balloon catheter stent deployment system |
| US6464718B1 (en) | 1998-11-16 | 2002-10-15 | Cordis Corporation | Balloon catheter for stent delivery having microchannels and method |
| US6129706A (en) * | 1998-12-10 | 2000-10-10 | Janacek; Jaroslav | Corrugated catheter balloon |
| US6673053B2 (en) | 1999-05-07 | 2004-01-06 | Scimed Life Systems, Inc. | Hydrophilic lubricity coating for medical devices comprising an antiblock agent |
| US6610035B2 (en) | 1999-05-21 | 2003-08-26 | Scimed Life Systems, Inc. | Hydrophilic lubricity coating for medical devices comprising a hybrid top coat |
| US6176849B1 (en) | 1999-05-21 | 2001-01-23 | Scimed Life Systems, Inc. | Hydrophilic lubricity coating for medical devices comprising a hydrophobic top coat |
| JP3804351B2 (ja) | 1999-08-25 | 2006-08-02 | ニプロ株式会社 | バルーンカテーテル |
| US6360577B2 (en) | 1999-09-22 | 2002-03-26 | Scimed Life Systems, Inc. | Apparatus for contracting, or crimping stents |
| US6458867B1 (en) | 1999-09-28 | 2002-10-01 | Scimed Life Systems, Inc. | Hydrophilic lubricant coatings for medical devices |
| US6629350B2 (en) * | 2000-06-08 | 2003-10-07 | Tom Motsenbocker | Stent crimping apparatus and method |
| DE60232710D1 (de) * | 2001-02-16 | 2009-08-06 | Cordis Corp | Verfahren zur herstellung eines ballonkatheter- stentapplikationssystems mit furchen |
| US7572270B2 (en) | 2001-02-16 | 2009-08-11 | Cordis Corporation | Balloon catheter stent delivery system with ridges |
| JP4782297B2 (ja) * | 2001-03-09 | 2011-09-28 | 川澄化学工業株式会社 | カテーテル用バルーン及びバルーンカテーテル |
| JP2004525704A (ja) * | 2001-03-26 | 2004-08-26 | マシーン ソリューションズ インコーポレイテッド | バルーン折り重ね技術 |
| US6425882B1 (en) * | 2001-05-01 | 2002-07-30 | Interventional Technologies Inc. | Folding spring for a catheter balloon |
| US6712833B1 (en) * | 2001-08-22 | 2004-03-30 | Advanced Cardiovascular Systems, Inc. | Method of making a catheter balloon |
| US7691119B2 (en) | 2001-11-09 | 2010-04-06 | Angioscore, Inc. | Balloon catheter with non-deployable stent |
| US20040111108A1 (en) | 2001-11-09 | 2004-06-10 | Farnan Robert C. | Balloon catheter with non-deployable stent |
| US6761731B2 (en) * | 2002-06-28 | 2004-07-13 | Cordis Corporation | Balloon-stent interaction to help reduce foreshortening |
| US20050021070A1 (en) * | 2003-01-21 | 2005-01-27 | Angioscore, Inc. | Methods and apparatus for manipulating vascular prostheses |
| US7686824B2 (en) | 2003-01-21 | 2010-03-30 | Angioscore, Inc. | Apparatus and methods for treating hardened vascular lesions |
| US8080026B2 (en) | 2003-01-21 | 2011-12-20 | Angioscore, Inc. | Apparatus and methods for treating hardened vascular lesions |
| EP1625869A4 (en) * | 2003-05-19 | 2007-03-14 | Kaneka Corp | BALLOON CATHETER AND METHOD FOR ITS MANUFACTURE |
| US7264458B2 (en) * | 2004-01-07 | 2007-09-04 | Boston Scientific Scimed, Inc. | Process and apparatus for forming medical device balloons |
| US20050177130A1 (en) * | 2004-02-10 | 2005-08-11 | Angioscore, Inc. | Balloon catheter with spiral folds |
| US20050228428A1 (en) * | 2004-04-07 | 2005-10-13 | Afsar Ali | Balloon catheters and methods for manufacturing balloons for balloon catheters |
| US7892478B2 (en) * | 2004-04-19 | 2011-02-22 | Boston Scientific Scimed, Inc. | Catheter balloon mold form and molding process |
| JP2005323714A (ja) * | 2004-05-13 | 2005-11-24 | Kaneka Corp | 医療用カテーテルバルーン |
| US8983582B2 (en) * | 2004-12-20 | 2015-03-17 | Advanced Cardiovascular Systems, Inc. | Methods and apparatuses for positioning within an internal channel |
| US10076641B2 (en) | 2005-05-11 | 2018-09-18 | The Spectranetics Corporation | Methods and systems for delivering substances into luminal walls |
| ATE446116T1 (de) * | 2005-08-19 | 2009-11-15 | Abbott Lab Vascular Entpr Ltd | Verfahren zur herstellung eines ballons eines ballonkatheters und ballon |
| US8876763B2 (en) * | 2005-11-01 | 2014-11-04 | Boston Scientific Scimed, Inc. | Composite balloon |
| US7828766B2 (en) | 2005-12-20 | 2010-11-09 | Advanced Cardiovascular Systems, Inc. | Non-compliant multilayered balloon for a catheter |
| US20080045893A1 (en) * | 2006-02-14 | 2008-02-21 | Cardio Exodus, Llc | Imageable balloon and method of making |
| US7896642B2 (en) * | 2006-08-03 | 2011-03-01 | Boston Scientific Scimed, Inc. | Balloon folding device |
| US20080140174A1 (en) * | 2006-08-17 | 2008-06-12 | Abbott Laboratories | Method of increasing balloon flexibility in a balloon catheter |
| US8177829B2 (en) | 2006-08-23 | 2012-05-15 | Boston Scientific Scimed, Inc. | Auxiliary balloon catheter |
| US8043296B2 (en) * | 2006-08-25 | 2011-10-25 | Kyphon Sarl | Apparatus and methods for use of expandable members in surgical applications |
| US8926620B2 (en) | 2006-08-25 | 2015-01-06 | Kyphon Sarl | Apparatus and methods for use of expandable members in surgical applications |
| JP5337037B2 (ja) * | 2006-10-12 | 2013-11-06 | シー・アール・バード・インコーポレーテッド | 編組層を備えた膨張式構造体 |
| US7896840B2 (en) * | 2007-04-05 | 2011-03-01 | Boston Scientific Scimed, Inc. | Catheter having internal mechanisms to encourage balloon re-folding |
| DE102007021116A1 (de) | 2007-05-03 | 2008-11-06 | Pioneer Medical Devices Gmbh | Verfahren und Gerät zur Glättung eines Ballons eines Ballonkatheters |
| US7828767B2 (en) | 2008-05-29 | 2010-11-09 | Boston Scientific Scimed, Inc. | Balloon design and weld design to increase ease of re-wrapping and decrease withdrawal force |
| US8758422B2 (en) * | 2008-06-11 | 2014-06-24 | Boston Scientific Scimed, Inc. | Edge protection via tapered balloon wrap |
| JP5428209B2 (ja) * | 2008-06-11 | 2014-02-26 | 株式会社カネカ | 医療用バルーンカテーテル |
| US20100274189A1 (en) * | 2009-04-22 | 2010-10-28 | Pressure Products Medical Supplies Inc. | Balloon catheter and method of manufacture of the same |
| JP5580886B2 (ja) * | 2009-06-08 | 2014-08-27 | トライレム メディカル, インコーポレイテッド | 側枝バルーン |
| US20110230946A1 (en) * | 2010-03-16 | 2011-09-22 | Abbott Laboratories | Easy marker placement balloon mold |
| EP2380604A1 (en) | 2010-04-19 | 2011-10-26 | InnoRa Gmbh | Improved coating formulations for scoring or cutting balloon catheters |
| US8703260B2 (en) | 2010-09-14 | 2014-04-22 | Abbott Cardiovascular Systems Inc. | Catheter balloon and method for forming same |
| US8632559B2 (en) | 2010-09-21 | 2014-01-21 | Angioscore, Inc. | Method and system for treating valve stenosis |
| US9283100B2 (en) * | 2012-05-16 | 2016-03-15 | Abbott Cardiovascular Systems Inc. | Polymer scaffold with multi-pleated balloon |
| US9095321B2 (en) * | 2012-11-21 | 2015-08-04 | Medtronic Ardian Luxembourg S.A.R.L. | Cryotherapeutic devices having integral multi-helical balloons and methods of making the same |
| JP2014161521A (ja) * | 2013-02-25 | 2014-09-08 | Sumitomo Bakelite Co Ltd | バルーンカテーテル |
| US10117668B2 (en) | 2013-10-08 | 2018-11-06 | The Spectranetics Corporation | Balloon catheter with non-deployable stent having improved stability |
| JP6861529B2 (ja) * | 2017-02-06 | 2021-04-21 | オリンパス株式会社 | 医療用バルーンカテーテル |
| JP2020521611A (ja) * | 2017-05-24 | 2020-07-27 | カーディアック アシスト ホールディング, エルエルシー | 大動脈内スパイラルバルーンポンプ |
| KR20190007876A (ko) * | 2017-07-14 | 2019-01-23 | 이제권 | 벌룬 카테타 제조방법 |
| KR102072058B1 (ko) * | 2018-01-02 | 2020-01-31 | 아이메디컴(주) | 카테터용 풍선 제조 지그 및 이를 이용한 풍선 제조 방법 |
| CN110420375B (zh) * | 2019-06-27 | 2022-09-02 | 先健科技(深圳)有限公司 | 球囊导管及其制作方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3097058A (en) * | 1960-08-01 | 1963-07-09 | Phillips Petroleum Co | Extrusion of thermoplastic resins |
| JPS5280356A (en) * | 1975-12-27 | 1977-07-06 | Shinko Kagaku Kk | Method of molding bottle by elongating blow |
| US4935190A (en) * | 1987-07-10 | 1990-06-19 | William G. Whitney | Method of making balloon retention catheter |
| US4820349A (en) * | 1987-08-21 | 1989-04-11 | C. R. Bard, Inc. | Dilatation catheter with collapsible outer diameter |
| US4906244A (en) * | 1988-10-04 | 1990-03-06 | Cordis Corporation | Balloons for medical devices and fabrication thereof |
| US5087246A (en) * | 1988-12-29 | 1992-02-11 | C. R. Bard, Inc. | Dilation catheter with fluted balloon |
| US5041125A (en) * | 1989-01-26 | 1991-08-20 | Cordis Corporation | Balloon catheter |
| CA1301007C (en) * | 1989-01-30 | 1992-05-19 | Geoffrey S. Martin | Angioplasty catheter with spiral balloon |
| EP0439202B1 (en) * | 1989-07-24 | 1993-09-29 | Cordis Corporation | Apparatus and method for manufacturing balloons for medical devices |
-
1995
- 1995-03-08 NL NL9500468A patent/NL9500468A/nl not_active Application Discontinuation
-
1996
- 1996-02-14 EP EP96200357A patent/EP0730879B1/en not_active Expired - Lifetime
- 1996-02-14 DE DE69624520T patent/DE69624520T2/de not_active Expired - Lifetime
- 1996-02-16 CA CA002169673A patent/CA2169673A1/en not_active Abandoned
- 1996-02-26 JP JP03842396A patent/JP3830193B2/ja not_active Expired - Lifetime
- 1996-03-07 US US08/612,340 patent/US5792415A/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| EP0730879A1 (en) | 1996-09-11 |
| US5792415A (en) | 1998-08-11 |
| JPH08299445A (ja) | 1996-11-19 |
| CA2169673A1 (en) | 1996-09-09 |
| NL9500468A (nl) | 1996-10-01 |
| DE69624520D1 (de) | 2002-12-05 |
| EP0730879B1 (en) | 2002-10-30 |
| DE69624520T2 (de) | 2003-06-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3830193B2 (ja) | カテーテル用バルーンの製造方法 | |
| US5853389A (en) | Balloon catheter and method for manufacturing | |
| US10617443B2 (en) | Cutting balloon with connector and dilation element | |
| JP4761671B2 (ja) | 形状記憶バルーン、その製造方法およびバルーンカテーテル | |
| US5478319A (en) | Medical balloon folding into predetermined shapes and method | |
| JP3924320B2 (ja) | 膨張性ポリエチレン・テレフタレートバルーンの製造方法 | |
| US5759172A (en) | Balloon catheter with lobed balloon and method for manufacturing such a catheter | |
| US7314364B2 (en) | Slotted mold for making a balloon catheter | |
| JP4201983B2 (ja) | 円錐状部の剛性が低減された拡張バルーンを製造する方法 | |
| JPH06508532A (ja) | 低輪郭バルーンカテーテルおよびその製造方法 | |
| EP3157612B1 (en) | Medical balloon including pleats | |
| US20050087913A1 (en) | Adjustable length mold assemblies | |
| EP0937482A2 (en) | Thin cone balloons through a unique mold design | |
| US6652485B1 (en) | Balloon shoulder designs | |
| EP1601401A1 (en) | Mold for forming medical balloon | |
| JP4752657B2 (ja) | カテーテル用バルーンおよびその製造方法 | |
| JPWO2004101057A1 (ja) | バルーンカテーテル及びバルーンカテーテルの製造方法 | |
| WO2022122762A1 (en) | Balloon catheters | |
| EP1642612B1 (en) | Balloon catheter with lobated balloon and method for manufacturing such a catheter | |
| US20070085244A1 (en) | Method for making inflatable hollow bodies | |
| JP2023183916A (ja) | バルーンカテーテル用バルーンの製造方法及び金型セット |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20050602 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20050621 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20051122 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20060222 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20060227 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060522 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20060620 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20060711 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090721 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100721 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110721 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110721 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120721 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120721 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130721 Year of fee payment: 7 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |