JP3817267B2 - 多孔性材料製品 - Google Patents
多孔性材料製品 Download PDFInfo
- Publication number
- JP3817267B2 JP3817267B2 JP51656197A JP51656197A JP3817267B2 JP 3817267 B2 JP3817267 B2 JP 3817267B2 JP 51656197 A JP51656197 A JP 51656197A JP 51656197 A JP51656197 A JP 51656197A JP 3817267 B2 JP3817267 B2 JP 3817267B2
- Authority
- JP
- Japan
- Prior art keywords
- porous
- mold
- pores
- pore
- material product
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000011148 porous material Substances 0.000 title claims description 82
- 239000000463 material Substances 0.000 claims abstract description 94
- 239000012467 final product Substances 0.000 claims abstract description 85
- 239000002245 particle Substances 0.000 claims abstract description 67
- 239000000047 product Substances 0.000 claims description 41
- 238000000465 moulding Methods 0.000 claims description 30
- 239000000835 fiber Substances 0.000 claims description 22
- 239000012528 membrane Substances 0.000 claims description 19
- 230000015572 biosynthetic process Effects 0.000 claims description 9
- 230000002792 vascular Effects 0.000 claims description 8
- 238000011049 filling Methods 0.000 claims description 5
- 239000002775 capsule Substances 0.000 claims description 4
- 229920004934 Dacron® Polymers 0.000 claims description 3
- 239000005020 polyethylene terephthalate Substances 0.000 claims description 3
- 230000009977 dual effect Effects 0.000 claims description 2
- 238000001727 in vivo Methods 0.000 claims description 2
- 230000033115 angiogenesis Effects 0.000 claims 3
- 230000001737 promoting effect Effects 0.000 claims 3
- 231100000241 scar Toxicity 0.000 claims 2
- 230000000694 effects Effects 0.000 claims 1
- 239000008194 pharmaceutical composition Substances 0.000 claims 1
- 239000004945 silicone rubber Substances 0.000 abstract description 45
- 229920002379 silicone rubber Polymers 0.000 abstract description 44
- 239000007943 implant Substances 0.000 abstract description 40
- 238000004519 manufacturing process Methods 0.000 abstract description 13
- 239000007787 solid Substances 0.000 abstract description 11
- 229920000642 polymer Polymers 0.000 abstract description 10
- 239000007791 liquid phase Substances 0.000 abstract description 2
- 239000011344 liquid material Substances 0.000 abstract 1
- 235000000346 sugar Nutrition 0.000 description 57
- 238000000034 method Methods 0.000 description 34
- 229940079593 drug Drugs 0.000 description 26
- 239000003814 drug Substances 0.000 description 26
- 210000001519 tissue Anatomy 0.000 description 24
- 229920001296 polysiloxane Polymers 0.000 description 22
- 239000012778 molding material Substances 0.000 description 19
- 210000004027 cell Anatomy 0.000 description 17
- 239000007788 liquid Substances 0.000 description 16
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 16
- 239000011248 coating agent Substances 0.000 description 15
- 238000000576 coating method Methods 0.000 description 15
- 239000000243 solution Substances 0.000 description 14
- 239000010410 layer Substances 0.000 description 12
- 239000000919 ceramic Substances 0.000 description 11
- 239000007795 chemical reaction product Substances 0.000 description 10
- 239000013078 crystal Substances 0.000 description 10
- 229910052751 metal Inorganic materials 0.000 description 10
- 239000002184 metal Substances 0.000 description 10
- 239000001993 wax Substances 0.000 description 10
- 239000008280 blood Substances 0.000 description 9
- 210000004369 blood Anatomy 0.000 description 9
- 229920002635 polyurethane Polymers 0.000 description 9
- 239000004814 polyurethane Substances 0.000 description 9
- 239000011800 void material Substances 0.000 description 9
- 238000004090 dissolution Methods 0.000 description 8
- 230000008569 process Effects 0.000 description 8
- 239000000853 adhesive Substances 0.000 description 7
- 230000001070 adhesive effect Effects 0.000 description 7
- 238000010276 construction Methods 0.000 description 7
- 239000006185 dispersion Substances 0.000 description 7
- 239000010408 film Substances 0.000 description 7
- 239000007789 gas Substances 0.000 description 7
- WQZGKKKJIJFFOK-GASJEMHNSA-N Glucose Natural products OC[C@H]1OC(O)[C@H](O)[C@@H](O)[C@@H]1O WQZGKKKJIJFFOK-GASJEMHNSA-N 0.000 description 6
- 210000004204 blood vessel Anatomy 0.000 description 6
- 229920001971 elastomer Polymers 0.000 description 6
- 239000000806 elastomer Substances 0.000 description 6
- 239000008103 glucose Substances 0.000 description 6
- 230000035515 penetration Effects 0.000 description 6
- 229920001225 polyester resin Polymers 0.000 description 6
- 239000004645 polyester resin Substances 0.000 description 6
- 150000003839 salts Chemical class 0.000 description 6
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 5
- 238000002513 implantation Methods 0.000 description 5
- 229920002529 medical grade silicone Polymers 0.000 description 5
- 239000001301 oxygen Substances 0.000 description 5
- 229910052760 oxygen Inorganic materials 0.000 description 5
- -1 polytetrafluoroethylene Polymers 0.000 description 5
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 4
- 239000004698 Polyethylene Substances 0.000 description 4
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical compound [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 description 4
- 210000000038 chest Anatomy 0.000 description 4
- 239000008367 deionised water Substances 0.000 description 4
- 238000000502 dialysis Methods 0.000 description 4
- 239000006260 foam Substances 0.000 description 4
- 238000010438 heat treatment Methods 0.000 description 4
- 239000000203 mixture Substances 0.000 description 4
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 4
- 229920000573 polyethylene Polymers 0.000 description 4
- 238000006116 polymerization reaction Methods 0.000 description 4
- 239000004926 polymethyl methacrylate Substances 0.000 description 4
- 239000002904 solvent Substances 0.000 description 4
- 206010061218 Inflammation Diseases 0.000 description 3
- 239000004944 Liquid Silicone Rubber Substances 0.000 description 3
- 229920005830 Polyurethane Foam Polymers 0.000 description 3
- 238000013459 approach Methods 0.000 description 3
- 210000000481 breast Anatomy 0.000 description 3
- 150000001720 carbohydrates Chemical class 0.000 description 3
- 238000004113 cell culture Methods 0.000 description 3
- 239000003795 chemical substances by application Substances 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 3
- 229910021641 deionized water Inorganic materials 0.000 description 3
- 238000001035 drying Methods 0.000 description 3
- 230000004054 inflammatory process Effects 0.000 description 3
- 239000002609 medium Substances 0.000 description 3
- 238000002844 melting Methods 0.000 description 3
- 230000008018 melting Effects 0.000 description 3
- 229910001092 metal group alloy Inorganic materials 0.000 description 3
- 238000002156 mixing Methods 0.000 description 3
- CWEFIMQKSZFZNY-UHFFFAOYSA-N pentyl 2-[4-[[4-[4-[[4-[[4-(pentoxycarbonylamino)phenyl]methyl]phenyl]carbamoyloxy]butoxycarbonylamino]phenyl]methyl]phenyl]acetate Chemical compound C1=CC(CC(=O)OCCCCC)=CC=C1CC(C=C1)=CC=C1NC(=O)OCCCCOC(=O)NC(C=C1)=CC=C1CC1=CC=C(NC(=O)OCCCCC)C=C1 CWEFIMQKSZFZNY-UHFFFAOYSA-N 0.000 description 3
- 239000011496 polyurethane foam Substances 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 238000005245 sintering Methods 0.000 description 3
- 238000005406 washing Methods 0.000 description 3
- VOZKAJLKRJDJLL-UHFFFAOYSA-N 2,4-diaminotoluene Chemical compound CC1=CC=C(N)C=C1N VOZKAJLKRJDJLL-UHFFFAOYSA-N 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- 102000008186 Collagen Human genes 0.000 description 2
- 108010035532 Collagen Proteins 0.000 description 2
- 229930182566 Gentamicin Natural products 0.000 description 2
- CEAZRRDELHUEMR-URQXQFDESA-N Gentamicin Chemical compound O1[C@H](C(C)NC)CC[C@@H](N)[C@H]1O[C@H]1[C@H](O)[C@@H](O[C@@H]2[C@@H]([C@@H](NC)[C@@](C)(O)CO2)O)[C@H](N)C[C@@H]1N CEAZRRDELHUEMR-URQXQFDESA-N 0.000 description 2
- 241001465754 Metazoa Species 0.000 description 2
- 238000013019 agitation Methods 0.000 description 2
- 239000007864 aqueous solution Substances 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 230000004071 biological effect Effects 0.000 description 2
- 229910002092 carbon dioxide Inorganic materials 0.000 description 2
- 239000001569 carbon dioxide Substances 0.000 description 2
- 239000003054 catalyst Substances 0.000 description 2
- 229920001436 collagen Polymers 0.000 description 2
- 238000011109 contamination Methods 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 239000000385 dialysis solution Substances 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 239000003822 epoxy resin Substances 0.000 description 2
- 230000004927 fusion Effects 0.000 description 2
- 229960002518 gentamicin Drugs 0.000 description 2
- 150000002303 glucose derivatives Chemical class 0.000 description 2
- 238000007654 immersion Methods 0.000 description 2
- 208000015181 infectious disease Diseases 0.000 description 2
- 238000001746 injection moulding Methods 0.000 description 2
- 238000011081 inoculation Methods 0.000 description 2
- 210000003734 kidney Anatomy 0.000 description 2
- 210000003041 ligament Anatomy 0.000 description 2
- 150000002739 metals Chemical class 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- WKQYAIDXQNGNIQ-UHFFFAOYSA-N n'-(3,4-dichlorophenyl)-n,n-dimethylcarbamimidoyl chloride Chemical compound CN(C)C(Cl)=NC1=CC=C(Cl)C(Cl)=C1 WKQYAIDXQNGNIQ-UHFFFAOYSA-N 0.000 description 2
- 238000006213 oxygenation reaction Methods 0.000 description 2
- 238000012856 packing Methods 0.000 description 2
- 229920000647 polyepoxide Polymers 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 239000011819 refractory material Substances 0.000 description 2
- 229920002631 room-temperature vulcanizate silicone Polymers 0.000 description 2
- 239000013464 silicone adhesive Substances 0.000 description 2
- 239000011780 sodium chloride Substances 0.000 description 2
- 238000007711 solidification Methods 0.000 description 2
- 230000008023 solidification Effects 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 150000008163 sugars Chemical class 0.000 description 2
- 239000006188 syrup Substances 0.000 description 2
- 235000020357 syrup Nutrition 0.000 description 2
- 210000002435 tendon Anatomy 0.000 description 2
- PNEYBMLMFCGWSK-UHFFFAOYSA-N Alumina Chemical compound [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 1
- 229930186147 Cephalosporin Natural products 0.000 description 1
- WSFSSNUMVMOOMR-UHFFFAOYSA-N Formaldehyde Chemical compound O=C WSFSSNUMVMOOMR-UHFFFAOYSA-N 0.000 description 1
- 229920000544 Gore-Tex Polymers 0.000 description 1
- 102000004877 Insulin Human genes 0.000 description 1
- 108090001061 Insulin Proteins 0.000 description 1
- 206010025282 Lymphoedema Diseases 0.000 description 1
- 206010028980 Neoplasm Diseases 0.000 description 1
- 229920000954 Polyglycolide Polymers 0.000 description 1
- 239000004372 Polyvinyl alcohol Substances 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- 239000004098 Tetracycline Substances 0.000 description 1
- XSQUKJJJFZCRTK-UHFFFAOYSA-N Urea Chemical compound NC(N)=O XSQUKJJJFZCRTK-UHFFFAOYSA-N 0.000 description 1
- 206010047486 Virilism Diseases 0.000 description 1
- 230000002745 absorbent Effects 0.000 description 1
- 239000002250 absorbent Substances 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- 238000010171 animal model Methods 0.000 description 1
- 239000003242 anti bacterial agent Substances 0.000 description 1
- 229940088710 antibiotic agent Drugs 0.000 description 1
- 230000003416 augmentation Effects 0.000 description 1
- 239000000560 biocompatible material Substances 0.000 description 1
- 239000012620 biological material Substances 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 229940087827 biolon Drugs 0.000 description 1
- 230000036770 blood supply Effects 0.000 description 1
- 210000001124 body fluid Anatomy 0.000 description 1
- 239000010839 body fluid Substances 0.000 description 1
- 210000001185 bone marrow Anatomy 0.000 description 1
- 230000002308 calcification Effects 0.000 description 1
- 201000011510 cancer Diseases 0.000 description 1
- 239000004202 carbamide Substances 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 230000001413 cellular effect Effects 0.000 description 1
- 239000004568 cement Substances 0.000 description 1
- 238000009750 centrifugal casting Methods 0.000 description 1
- 229940124587 cephalosporin Drugs 0.000 description 1
- 150000001780 cephalosporins Chemical class 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000002144 chemical decomposition reaction Methods 0.000 description 1
- 238000010073 coating (rubber) Methods 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 210000002808 connective tissue Anatomy 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000032798 delamination Effects 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 229910001873 dinitrogen Inorganic materials 0.000 description 1
- 238000007598 dipping method Methods 0.000 description 1
- 239000012738 dissolution medium Substances 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000012377 drug delivery Methods 0.000 description 1
- 210000002889 endothelial cell Anatomy 0.000 description 1
- 230000003511 endothelial effect Effects 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 239000011152 fibreglass Substances 0.000 description 1
- 210000002950 fibroblast Anatomy 0.000 description 1
- 210000000968 fibrocartilage Anatomy 0.000 description 1
- 239000010419 fine particle Substances 0.000 description 1
- 238000005187 foaming Methods 0.000 description 1
- 239000012634 fragment Substances 0.000 description 1
- 238000004108 freeze drying Methods 0.000 description 1
- 238000007710 freezing Methods 0.000 description 1
- 230000008014 freezing Effects 0.000 description 1
- CHPZKNULDCNCBW-UHFFFAOYSA-N gallium nitrate Inorganic materials [Ga+3].[O-][N+]([O-])=O.[O-][N+]([O-])=O.[O-][N+]([O-])=O CHPZKNULDCNCBW-UHFFFAOYSA-N 0.000 description 1
- 229940084478 ganite Drugs 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- 239000008187 granular material Substances 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 238000005470 impregnation Methods 0.000 description 1
- 230000036512 infertility Effects 0.000 description 1
- 238000001802 infusion Methods 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 229940125396 insulin Drugs 0.000 description 1
- NOESYZHRGYRDHS-UHFFFAOYSA-N insulin Substances N1C(=O)C(NC(=O)C(CCC(N)=O)NC(=O)C(CCC(O)=O)NC(=O)C(C(C)C)NC(=O)C(NC(=O)CN)C(C)CC)CSSCC(C(NC(CO)C(=O)NC(CC(C)C)C(=O)NC(CC=2C=CC(O)=CC=2)C(=O)NC(CCC(N)=O)C(=O)NC(CC(C)C)C(=O)NC(CCC(O)=O)C(=O)NC(CC(N)=O)C(=O)NC(CC=2C=CC(O)=CC=2)C(=O)NC(CSSCC(NC(=O)C(C(C)C)NC(=O)C(CC(C)C)NC(=O)C(CC=2C=CC(O)=CC=2)NC(=O)C(CC(C)C)NC(=O)C(C)NC(=O)C(CCC(O)=O)NC(=O)C(C(C)C)NC(=O)C(CC(C)C)NC(=O)C(CC=2NC=NC=2)NC(=O)C(CO)NC(=O)CNC2=O)C(=O)NCC(=O)NC(CCC(O)=O)C(=O)NC(CCCNC(N)=N)C(=O)NCC(=O)NC(CC=3C=CC=CC=3)C(=O)NC(CC=3C=CC=CC=3)C(=O)NC(CC=3C=CC(O)=CC=3)C(=O)NC(C(C)O)C(=O)N3C(CCC3)C(=O)NC(CCCCN)C(=O)NC(C)C(O)=O)C(=O)NC(CC(N)=O)C(O)=O)=O)NC(=O)C(C(C)CC)NC(=O)C(CO)NC(=O)C(C(C)O)NC(=O)C1CSSCC2NC(=O)C(CC(C)C)NC(=O)C(NC(=O)C(CCC(N)=O)NC(=O)C(CC(N)=O)NC(=O)C(NC(=O)C(N)CC=1C=CC=CC=1)C(C)C)CC1=CN=CN1 NOESYZHRGYRDHS-UHFFFAOYSA-N 0.000 description 1
- 150000002500 ions Chemical class 0.000 description 1
- 210000004185 liver Anatomy 0.000 description 1
- 208000002502 lymphedema Diseases 0.000 description 1
- 230000023247 mammary gland development Effects 0.000 description 1
- 231100000794 masculinization Toxicity 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 230000004060 metabolic process Effects 0.000 description 1
- 238000013508 migration Methods 0.000 description 1
- 230000005012 migration Effects 0.000 description 1
- 210000005036 nerve Anatomy 0.000 description 1
- 230000007935 neutral effect Effects 0.000 description 1
- 229910017464 nitrogen compound Inorganic materials 0.000 description 1
- 150000002830 nitrogen compounds Chemical class 0.000 description 1
- 235000015097 nutrients Nutrition 0.000 description 1
- 235000016709 nutrition Nutrition 0.000 description 1
- 230000035764 nutrition Effects 0.000 description 1
- 210000000056 organ Anatomy 0.000 description 1
- 230000002188 osteogenic effect Effects 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 210000000496 pancreas Anatomy 0.000 description 1
- 230000001575 pathological effect Effects 0.000 description 1
- 230000037361 pathway Effects 0.000 description 1
- 239000012071 phase Substances 0.000 description 1
- 229920000747 poly(lactic acid) Polymers 0.000 description 1
- 239000004633 polyglycolic acid Substances 0.000 description 1
- 239000004626 polylactic acid Substances 0.000 description 1
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 1
- 239000004810 polytetrafluoroethylene Substances 0.000 description 1
- 229920002451 polyvinyl alcohol Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 239000008213 purified water Substances 0.000 description 1
- 238000001953 recrystallisation Methods 0.000 description 1
- 230000008929 regeneration Effects 0.000 description 1
- 238000011069 regeneration method Methods 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 230000008439 repair process Effects 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 230000008261 resistance mechanism Effects 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
- 239000012047 saturated solution Substances 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 229910052709 silver Inorganic materials 0.000 description 1
- 239000004332 silver Substances 0.000 description 1
- 210000000329 smooth muscle myocyte Anatomy 0.000 description 1
- 239000008149 soap solution Substances 0.000 description 1
- 210000004872 soft tissue Anatomy 0.000 description 1
- 239000012265 solid product Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 230000001954 sterilising effect Effects 0.000 description 1
- 238000004659 sterilization and disinfection Methods 0.000 description 1
- 238000003756 stirring Methods 0.000 description 1
- 238000007920 subcutaneous administration Methods 0.000 description 1
- 239000002344 surface layer Substances 0.000 description 1
- 239000004094 surface-active agent Substances 0.000 description 1
- 239000000725 suspension Substances 0.000 description 1
- 229960002180 tetracycline Drugs 0.000 description 1
- 229930101283 tetracycline Natural products 0.000 description 1
- 235000019364 tetracycline Nutrition 0.000 description 1
- 150000003522 tetracyclines Chemical class 0.000 description 1
- 239000004753 textile Substances 0.000 description 1
- 230000001225 therapeutic effect Effects 0.000 description 1
- 239000012815 thermoplastic material Substances 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 238000002054 transplantation Methods 0.000 description 1
- 238000001291 vacuum drying Methods 0.000 description 1
- 238000009489 vacuum treatment Methods 0.000 description 1
- 210000005166 vasculature Anatomy 0.000 description 1
- 238000004073 vulcanization Methods 0.000 description 1
- 239000002759 woven fabric Substances 0.000 description 1
Images























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C67/00—Shaping techniques not covered by groups B29C39/00 - B29C65/00, B29C70/00 or B29C73/00
- B29C67/20—Shaping techniques not covered by groups B29C39/00 - B29C65/00, B29C70/00 or B29C73/00 for porous or cellular articles, e.g. of foam plastics, coarse-pored
- B29C67/202—Shaping techniques not covered by groups B29C39/00 - B29C65/00, B29C70/00 or B29C73/00 for porous or cellular articles, e.g. of foam plastics, coarse-pored comprising elimination of a solid or a liquid ingredient
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2/00—Filters implantable into blood vessels; Prostheses, i.e. artificial substitutes or replacements for parts of the body; Appliances for connecting them with the body; Devices providing patency to, or preventing collapsing of, tubular structures of the body, e.g. stents
- A61F2/0077—Special surfaces of prostheses, e.g. for improving ingrowth
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2210/00—Particular material properties of prostheses classified in groups A61F2/00 - A61F2/26 or A61F2/82 or A61F9/00 or A61F11/00 or subgroups thereof
- A61F2210/0004—Particular material properties of prostheses classified in groups A61F2/00 - A61F2/26 or A61F2/82 or A61F9/00 or A61F11/00 or subgroups thereof bioabsorbable
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2240/00—Manufacturing or designing of prostheses classified in groups A61F2/00 - A61F2/26 or A61F2/82 or A61F9/00 or A61F11/00 or subgroups thereof
- A61F2240/001—Designing or manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/753—Medical equipment; Accessories therefor
Landscapes
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- Vascular Medicine (AREA)
- Life Sciences & Earth Sciences (AREA)
- Oral & Maxillofacial Surgery (AREA)
- Transplantation (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Mechanical Engineering (AREA)
- Cardiology (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Materials For Medical Uses (AREA)
- Prostheses (AREA)
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
Description
【発明の背景】
本発明は、人工装具、治療装具および他の実用用途物としての使用のための少なくともその一部が多孔性である多孔性材料製品に関する。
【0002】
近年、ヒト生体内または生体上における移植または装備のために考案改作された生物学的適合性合成装具の適用および使用は、驚異的に増加してきた。そのような装具および装置には、例えば、乳房形成、顎、鼻、耳および他の生体部分の再建等において使用するための軟組織インプラント、神経カフおよび骨格、リンパ水腫シャント、経皮的皮膚および血液接触/接近装置、インシュリン細胞産生インプラントおよび他の細胞腐骨形成ケージ装置、人工腱ならびに靭帯および腱ならびに靭帯修復人工装具、人工心臓および血管人工装具、火傷包帯、および薬物注入、放出または供給装置などが含まれる。
【0003】
多くの場合、上記のタイプの装置はインプラント−組織界面での問題によって失敗している。1970年という早期に、Homseyは、インプラントの大きさがセンチメートルのオーダーであれば、「繊維軟骨性」膜または被膜がインプラント正常組織から分離することを認めた。間隙(細孔と細孔相互連結)が1mm以下のオーダーであるようにインプラントが穿孔されている場合は、上記のように被膜で包まれるのではなく、インプラントは組織に織り込まれるようになる(Homsey,C.A., 1970, J. Biomed. Mater. Res., 4:341-356)。平滑壁シリコーン乳房インプラントはシリコーン外皮周囲ゲルに支障があるが、開発されて、多様な結果をもたらした。シリコーン外皮を用いる人工装具では、ポリウレタンフォームはシリコーン接着剤で外皮に機械的に固定された。しかし、フォームと外皮の界面結合は弱く、多くの場合、剥離が起き、時には周囲組織へのシリコーンゲルの漏れが生じた。シリコーン外皮を用いない人工装具では、ゲルはポリウレタンカバーを通って周囲組織中に漏出または「浸出」するのが典型となった。そのような周囲組織のゲルによる「汚染」は、局部的炎症および遠方器官へのゲルの移動を引き起こした。また、ポリウレタンフォーム内の細孔の立体的連結性、ポリウレタンの相対的非弾性の性質およびフォーム中の材料量に較べて高割合の内方成長組織のために、「チャイニーズフィンガートラップ」様の状態(内方成長組織がフォームと絡み合う)を組織と生じて、これは人工装具の除去または交換を非常に困難にした。さらに、ポリウレタン類は生物学的に不安定であって、化学的に分解して、構造的崩壊をまねき、時には重篤な炎症を伴うこともあり得る。そのような化学的分解に関する最近の憂慮は、例え少量でも実験動物において癌を引き起こすことが知られている化学物質であるトルエンジアミン(TDA)の放出の可能性である。
【0004】
多孔性材料の形成(インプラントまたは他の用途のための)への従来のアプローチは、典型的には泡40−60%の使用が含まれるが、インプラント周囲に形成されるこの厚い「繊維軟骨性」膜(被膜)のために、インプラントは硬い非弾性の、しばしば痛感を伴うものとなる。この繊維性被膜はまた、それが主に緻密なコラーゲンおよびほとんどあるいは全く脈管質のない線維芽細胞からなるために一般にインプラント周囲に他の問題を生じる。その結果は、インプラント、インプラント−被膜界面および被膜自体を、栄養、代謝および良好な血液供給の細胞性優位性から分離し、それによって、インプラント部位の感染がより起きやすくなり、自然抵抗機構および/または血液流中抗体による感染の治癒をより困難にする。
【0005】
Ivalon Sponge(塩化ポリビニル)およびAshley乳房形成人工装具(ポリウレタン)の商標名で知られている多孔性装置は、組織がインプラント内の細孔に内方成長できるように作られた。これら装置は全体が多孔性のスポンジ様の装置であって、組織の細孔への内方成長を制限せず、あるいはインプラントの体液への接触/接近を制限して、そのような内方成長または液体接近を制止または抑制するものがなく、その結果、内部石灰沈着および硬化を伴う劣質内方成長組織が生じた。そのような硬化は、受被術者に不快感のみならず、不自然な見かけや機能をもたらす。
【0006】
上記の課題のいくつかを解決するために、少なくとも乳房形成人工装具に関して、次のような試みがなされた。すなわち、ポリウレタンフォーム被覆シリコーンゴム乳房形成人工装具(形成技術使用および非使用)、部分融合体への金属またはポリマー粒子の焼結、ポリマー融解物または溶液の拡大(例えば、Gortex製造のための使用)、織地フェルト、ベロア、メッシュまたは織布の製造のための繊維加工、および炭化動物骨格材料の微細構造の模写または複製などである。例えば、White, R.A., Weber, J.N. and White, E.W., “Replanineform: A New Process for Preparing Porous Ceramic, Metal, and Polymer Prosthetic Materials,″Science, Vol. 176, 922-924;米国特許第3,890,107号;Leidner, J. et al.,“A Novel Process for the Manufacturing of Porous Grafts: Process Description and Product Evaluation, ″ Journal of Biomedical Materials Research, Vol.17, 229-247, 1983を参照されたい。多孔性材料の生産に発泡技術を用いる際の問題に、孔サイズ、細孔の形および細孔相互連結部を別々に制御することの難しさがある。また、得られる細孔は通常、鋭い縁や末端を含み、これは炎症を促進して、インプラントされた場合に問題および/または不快感をもたらし得る。焼結およびポリマー拡張のアプローチは、典型的には焼結用金属およびポリマー拡張用ポリテトラフルオロエチレンのようなある種の材料のみにその使用が限定され、これらは所望の柔軟性、弾性、生物学的適合性などを有する材料ではないことがある。繊維の加工は、繊維に作り得る材料のみにその使用が限定され、得られる構造は基本的には平面的である。炭化動物骨格構造の模写は、ある種の使用には適するが、所望のサイズおよび形に材料を機械処理する必要があり、この場合も孔サイズおよび形は調節できない。
【0007】
最近発表された特許第4,859,712号および第4,889,744号の2件は可溶性粒子の使用を開示しているが、これは粒子を最初に未硬化シリコーン上において、シリコーンを硬化してから、粒子を溶解して、いわゆる連続セル多孔性表面を有するシリコーン製品を作り出すというものである。好ましい固体可溶性粒子として両特許に記載されている粒子は結晶塩化ナトリウム(塩)であって、他の粒子の具体例は挙げられていない。この二件の特許に開示された方法には、多くの問題または困難が存在する。例えば、塩粒子を硬化前のインプラント表面に単に置いた後にインプラントを硬化させて塩粒子を溶解するために、完全な解放セル構造を得ることは難しい。多くの粒子は接触しないであろうから、表面層を除いてはほとんどが閉じたセル部分がつくり出される。この技術では(塩粒子は一緒に保持されず、したがって成形されないことから)、固体粒子を予め決められた所望の形に予め成形することもまた、例え可能としてもきわめて困難であり、(塩結晶は相互圧縮されて接触しているだけで、実質的には付着していないことから)多孔性部分の深さ、個々の連続セルを囲んでいる構造的連結部のサイズおよび形の調節はできない。
【0008】
上記二件の特許に開示されたアプローチで可能な処理は、表面のみで、真の立体方向に拡張されないことから、インプラント後に生じる繊維性被膜の厚さと密度は円滑表面インプラントの場合と実質的には同じである。真の立体的単一多孔性シリコーンゴム人工装具は、本発明の技術が開発されるまで存在しなかった。
【0009】
【発明の目的】
本発明の目的は、上述の欠点を改良した、多孔性材料製品を得るにある。
さらに本発明は、製品の多孔性部分と非多孔性部分の比率を個別に制御しうるこの種多孔性材料製品の製造方法にも関する。
【0010】
本発明に係る多孔性または部分多孔性製品の構成工程の実施において、最初のステップは、それから最終製品を成形する選択的に除去可能な連続セル多孔性成形型(SRO−CPMF)の形成に使用するための成形材料を単に選択することである。そのような成形材料は、容易に入手可能で、安価で、最終製品材料の液体型(または溶解または分散型)による溶解に抵抗性であることが有利である。また、成形材料は容易に相互付着する(または相互付着するように作られる)ような選択的なサイズおよび形の粒子で入手可能なものでなくてはならず、それによって成形材料を除去または溶解撤去した場合に連続的な全連続セル製品が確立される。最後に、成形材料は成形型中にあるとき、最終製品(または製品材料)を有意に変えることなく容易に除去可能でなくてはならない。この除去は、最終製品材料を有意に溶解しない溶媒によって溶解することによって行うことができる。代わりに、成形材料の融点(または燃焼点)が最終製品材料のそれよりも低ければ、成形材料は成形製品材料から融解(または燃焼)除去してもよい。
同様に、最終製品材料は所望の性質を有するように選択されるが、例えば、柔軟性および弾性が要求される場合はシリコーンゴムが選択され、剛性が要求される場合はポリエステル樹脂、エポキシ樹脂、金属または金属合金またはセラミックが選択され得る。
【0011】
検討する最初の実施例では、部分多孔性装置および多孔性および非多孔性部分の位置を調節する方法を記述する。この具体的実施態様においては、糖を成形材料またはSRO−CPMFとして選択し、シリコーンゴムを最終製品材料として選択する。
【0012】
糖は適度に均一な粒子サイズおよび切子面のある結晶型が得られが、より均一なサイズが求められる場合は粒子サイズは標準篩サイズ分類手法を用いて選択することができる。
【0013】
糖成分材料のための所望の粒子サイズおよびサイズ分布が得られたら、糖粒子を脱イオンまたは精製水と糖8〜25部に対して水1部の容量比で混合する。より高い割合の有孔度の最終製品が所望される場合は、より多くの水をこの混合物に加えて、表面接触および糖粒子融合をより大きくして、より多数の大きな細孔連結部を生じさせる。より低割合の有孔度の最終製品は、より少ない水を用いて、その結果として、接触をより少なくして、SRO−CPMF粒子間の空間をより多くすることによって得られる。より大きな孔サイズが最終製品で所望される場合は、より大きな粒子サイズが選択される。逆に、より小さい孔サイズが最終製品で所望される場合は、より小さい粒子サイズが選択される。
【0014】
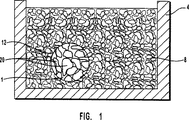
糖および水を、全糖粒子が水と接触するまで、そして飽和(さらなる溶解が起きない)糖溶液にある程度部分溶解するまで、よく混合する。所望の堅さに達して混合物が安定したら、得られる湿潤半固体塊(成形用塊)を予め型どった鋳型に入れて、それを成形型に成形することができる。すなわち、成形型内の水を蒸発させて、糖溶液を再結晶させて、糖粒子上または粒子間に沈澱させる。図1は、湿潤糖塊8を沈澱させた従来の筒型容器4の断面図である。糖塊の部分12は、糖粒子20および粒子間の空隙16の拡大部分を表す。
【0015】
成形用塊のSRO−CPMFへの固化は、例えば乾燥空気(加熱されていてもよい)を塊に供給することによって促進することができる。凍結、凍結乾燥または加熱あるいは非加熱真空乾燥もまた、塊を固化させるのに用いられる。SRO−CPMFの拡大図12は、粒子間に空隙16を残して融合した糖顆粒または粒子20を表す。
【0016】
固化後、所望の最終製品の性質によって、糖成形型は容器中4の元の位置に残す(図1)か、または容器4から除去する(後述する図3の場合)ことができる。例えば、容器4中に糖成形型を残すことによって、塊は容器壁24に接触および付着して維持される(図2A)。すなわち、成形型への最終製品材料の注入(以下に記述)の結果、最終製品に多孔性表面28が得られ(図2B)、容器壁24に接触した表面細孔30は成形型の糖粒子26によって形成される(図2A)。一方、糖成形型8を容器から除去して(または容器壁の付着表面を排除して)から最終製品を例えばそれがより大きな容器38に保持されているように塊に供給する場合(図3A)、最終製品(糖成形型を覆っている)の表面外部40(図3B)は細孔を有しないだろう。図3Bは、この非多孔性表面領域および部分40および多孔性断面42を示し、この非多孔性断面40の厚さは成形型の外側に適用された最終製品材料の量によって異なる。
【0017】
他のSRO−CPMF形成のための具体的方法では、所望サイズの純粋糖粒子を金属容器に入れた後、糖の融点またはそれより僅かに低い温度で粒子を徐々に加熱する。この工程中、糖粒子は圧縮されて互いに接触を強いられ、次いで、塊は放置冷却される。圧縮される糖粒子数が多いほど、粒子連結物のサイズおよび数は大きくなり、SRO−CPMFはより密になり、最終製品の多孔性部分の多孔性の割合は大きくなる。糖粒子数が少ない場合は全て逆になる。冷却後、成形型は容器から除去するかまたは、上記したように容器と接触させて容器内に残してもよい。
【0018】
糖成形型を完成した後、医用グレードのシリコーンゴムを触媒処理して、従来の方法で混合し、脱気して、液体状態にして、続いての重合、すなわち液体から固体に変換するためのシリコーンゴムを調製する。次いで、調製して触媒処理したシリコーンゴムを、公知の手法、例えばシリコーンゴムへの加圧、成形型への真空適用、重力流動、機械的撹拌またはこれら手法の組み合わせによって、糖成形型の隙間すなわち細孔に押し入れる。最終製品の多孔性部分の厚さは、SRO−CPMFと同じか薄くすることができる。これは、最終製品材料の液体型のSRO−CPMFへの貫通深度を調節することによって特異的に調節できる。液体が完全に成形型を貫通するように押し入れられる場合は、SRO−CPMF自体の特定の厚さを用いて装置の多孔性部分の厚さを調節することができる。
【0019】
液体シリコーンゴムを成形型に供給した後、シリコーンゴムを放置して(または何らかの方法で)重合させて、その後で糖成形型を適切な溶媒(この場合は脱イオン水)および撹拌によって溶解する。このステップの後に残されたものが、所望のシリコーンゴム最終製品である。多回数の洗浄が全ての残渣糖を完全に除去するために必要であるが、超音波水槽または他の撹拌はこのために特に有効である。また、熱脱イオン水またはスチームリンスの使用も可能で、その後で最終製品を乾燥する。
【0020】
最終製品材料を成形型に適用する前に容器から成形型を除去することによってSRO−CPMFと最終製品材料の組み合わせ構造を作出した場合(図3A)、最終製品材料の被覆は成形型を取り囲んで、その結果、非多孔性被覆40ができ、溶媒が成形型8に達して溶解するのを妨げる(図3A)。この場合、最終製品材料の小部分を表面箇所で除去すれば、水溶液を内部に入れることができる。代わりに、固体製品材料40の針貫通によって水溶液の所望のアクセスおよび溶解した糖の除去が可能になる。
【0021】
最終製品の非多孔性表面部分の厚さおよび形は、成形型を入れるための適当なサイズおよび形の容器を選択して、それに成形型を入れて、容器または鋳型を非重合シリコーンゴムで充填するような標準成形または注入成形ダイ技術によって、容易に調整することができる。SRO−CPMFが容器のごく小容量を占める場合には、最終製品の非多孔性部分の厚さは大きくなる。最終製品の非多孔性部分のサイズおよび形は、成形型を入れる容器のサイズおよび形と容器に入れる成形型のサイズおよび形との差として決定される。
【0022】
最終製品の多孔性部分の形および量は、最終製品材料で充填された成形型の形および部分によって決まる。最終製品材料で充填されていない成形型の部分は、最終製品の空隙142となる(図8Cおよび8Dを参照)。最終製品の多孔性部分の非多孔性部分との関係位置は、鋳型内の成形型の位置によって決まる。
後に記述する場合(気体を成形型を通して押し入れる場合)を除いて、最終製品材料の表面の一部分は、非多孔性となる。この部分は、液体型の最終製品材料を成形型に導入する位置に相当する。容器または鋳型表面への成形型の付着を調節することによって液体型の成形型への貫通の完全性が調節され、液体型の最終製品材料を成形型に導入する表面領域およびそのサイズを調節することによって、連続セル表面の位置および非多孔性表面の位置を調節することができる。例えば、シートとして製造された製品は、下部表面は完全に多孔性で、上部表面は非多孔性となり得る。図1における成形型8へ付着性容器壁4を用いる例では、これは、その最終製品材料が成形型8をその全上部表面で完全に貫通するように導入して、成形型の下部表面を容器壁に付着して保持することによってなされる。代わりに、最終製品材料を成形型の途中まで浸透するように注ぐこともできる。いずれの例でも、非多孔性上部表面32および多孔性部分34を有し、多孔性表面が多孔性部分34の側部および底部にある、部分多孔性最終製品が結果として得られる(図2C)。しかし、鋳型の残部内でさもなければ(全容器壁に)付着性の成形型を用いて最終製品材料を側部から導入する場合は、液体が注入されない側部だけでなくシートの上部および下部表面が多孔性となる。このようにして、装置の多孔性部分の表面と非多孔性表面部分との割合が調節できる。
【0023】
少なくとも一部が多孔性であるシリコーンゴム最終製品を、例えば、使用する特定のシリコーンゴムによって、乾燥炉内で15分間〜1時間、華氏275度〜425度の範囲の温度で硬化(重合)させる。最終製品はさらに、切断や製品への追加または他の中実性または多孔性シリコーンゴム部品または材料の接着によって成形または彫刻することができる。しかし、本発明の方法の利点は、多孔性および非多孔性部分の変数を別々に調節できることから、切断、接着、彫刻または最終製品への追加の必要がほとんどないことである。切断、接着および彫刻等はまた、界面や不整、ひずみや外形欠陥をもたらす。本発明の方法では、装置の多孔性および非多孔性部分は、界面、欠陥または外形不整を有することなく、一体となり得る。次いで、望ましければ標準包装および滅菌工程を行うことができる。
【0024】
上記の連続セル多孔性製品成形法を用いて、複雑な形、型およびサイズが容易に製作できる。また、製品の多孔性部分の位置に関しては従来の方法にあるような制限はない。
【0025】
次に記述する本発明の第二の実施例では、最終製品の多孔性部分の孔サイズは変化する。最初に、糖の小粒子(例えば50〜75μ)を容器に、例えば0.2mmの深さに入れる。次いで、別のサイズ範囲の糖粒子(例えば、100〜150μ)を別に定めた深さ、例えば0.3mmの深さで最初の層の上に入れる。これを最終層まで、例えば200〜300μの粒子サイズを0.6mmの深さに加えるまで続ける。次いで、容器中のSRO−CPMF粒子を、糖飽和溶液を全粒子に加えてからそれを真空で底部から流し出すことによって、または、容器および段階的にサイズ分けした粒子をほぼ100%の湿度に15分〜4時間曝してからSRO−CPMFを放置乾燥(硬化)させることによって、相互固着させる。代わりに、上記したように、粒子を融点まで加熱して、密に詰めてから冷却してもよい。次いで、SRO−CPMFを液体型の最終製品材料(ここではシリコーンゴム)で上記したように充填する。得られる製品は、所望に応じて多孔性を領域によって選択的または連続的に変えられるような部分多孔性装置である。これは、非多孔性部分40から離れる方向で孔サイズが小さいものから大きいものに変化する図3Bで示される。
【0026】
上記方法を用いて、医用グレードのシリコーンゴム、BiomerおよびBiolon(医用グレードのポリウレタン)から脈管移植人工装具のような多くの有用な装置が生産された。脈管装置の血液接触表面は、孔サイズ25μ、50μ、75μおよび100μで上記のようにして作られる。製品の残りの部分の孔サイズは、30μ〜300μの範囲にあり、壁厚は0.5〜2mmである。内皮細胞および平滑筋細胞の細胞培養は、装置の血液接触表面で増殖した。ここで多孔質は付着を助け、したがって、移植中に、多孔質は組織および新生脈管の内方成長の間および後にこれら細胞の栄養を加える。
【0027】
脈管移植の血液接触表面でより大きな孔サイズ(50A〜100A)を得るには、移植物を予め凝固させることが必要である。組織の内方成長の後、新生脈管は細胞培養物接種を有するあるいは有しない装置の血液接触表面の新脈管内膜細胞再生を支持することができる。
【0028】
上記した脈管人工装具は、皮下または筋肉内にインプラントすることができる。人工装具壁が組織で充たされた後[所望の組織の種類によって、数分後(予め凝固したもの)、数日後(細胞接種)、数週間後(組織内方成長)]、人工装具をその位置から除去して、組み合わせ移植物(二つのタイプの材料すなわち組織とポリマーから成る)として受容部位(この場合は血管)に移植することができる。このようにして、組織(およびポリマー)からなる脈管移植物を、血管を犠牲にする病的状態を受容者側に生じることなく、生きた自原性移植物として使用できる。同様にして、骨髄、肝臓、膵臓、コラーゲンまたは新生脈管、またはインプラントの多孔質中に成長できるようにした組織または細胞培養を含む多数のタイプの組織が移植できる。
【0029】
本発明の第三の実施例では、最終製品の多孔性部分の中に分配されるまたはそこから広がる繊維の使用が含まれ、これは最終製品の多孔質の性質を増強または変化させるためのものである。そのような最終製品の構築は、下記する通りである。
【0030】
糖成形用塊を混合した後、第一の実施例のようにして(図1を参照)、市販のファイバーグラスまたはカーボングラファイト繊維を所望の長さ、例えば1cmに切断して、成形用塊と無作為に混合する。次いで、成形用塊を上記のように容器に入れて、固化させて、SRO−CPMFを形成する。任意の繊維において、繊維の一部は糖内にあり、一部溶解して次いでいくらかの追加糖がその表面に沈積または再結晶しているような粒子上にあるか、または粒子表面および/または粒子連結で沈積または固化している。さらに、任意の繊維において、繊維の一部は糖と接触せずに、単にSRO−CPMFの空隙中に伸びている。柔軟な補強された多孔性部分が最終製品で所望される場合は、シリコーンゴムのような最終製品材料が選択される。堅い最終製品が所望される場合は、既述したように、ポリエステルまたはエポキシ樹脂がSRO−CPMFの空隙中に導入される。空隙内で露出している繊維の部分は被覆されて、最終製品材料のマトリックス内に取り込まれる。次いで、SRO−CPMFの糖を溶解し、糖内の繊維41の部分(図4)が最終装置45の空隙43内に露出される。これら露出している繊維は移植後に組織中に内方成長して固定され得る。
【0031】
SRO−CPMF中に混合する繊維の割合は、SRO−CPMF内の粒子に利する(固有にまたは用いる結合媒体によって)粘着性、繊維自体の湿潤性、直径および剛性によって大きく変化することができる。繊維と成型用塊粒子との割合が大きくなりすぎると、成型用塊粒子は相互に非付着性となって、SRO−CPMFの連結性連続セルの特徴が損なわれ、多孔性成形型としてもはや機能しない。
使用する繊維の長さも大きく変化することができる。繊維は、並べたり、予め伸ばしたり、予め織ったりして、成型用塊の導入前に容器中に入れて、SRO−CPMF内および最終製品内での方向位置が定められる。繊維はまた、SRO−CPMFの外、そして最終製品の空隙の外および非多孔性部分または最終製品自体の外側にまで拡げて配置することができる。
【0032】
同様に、医用グレードのダクロンメッシュ(孔サイズ約1mm)は、例えば、それを入れる容器の内壁の直径よりも約2mm小さい直径を有する筒に形成することができる。容器に入れた後、成型用塊を容器中にメッシュ筒の周辺および内部に入れて、密に詰めて、固化させる。その結果、容器壁から1mm離れてその周囲およびSRO−CPMF内にメッシュが形成される。糖粒子および糖粒子連結部は、各側およびメッシュを通って連続している。次いで、SRO−CPMFを除去して、例えば直径がSRO−CPMFよりも約1mm大きい別の容器に入れる。次いで、触媒処理した液体シリコーンゴムのような最終製品材料を、SRO−CPMFの周りおよび中に、例えば2mmの深さに押し入れて、固化(重合)させる。次いで、SRO−CPMFを上記のように溶解して、管の末端を切断する。得られる人工装具を反転(内側を外にして)させて、均質で非多孔性部分を0.5mmの深さで内側に、多孔性部分を2mmの深さで外側に有する装置を得る。多孔性部分の中心部は、ダクロンメッシュによって周囲を補強されるが、多孔性部分は両側に位置し、メッシュを通して連続している。
【0033】
上記した装置は、人工心臓動力伝達系路のための経皮的カフ人工装具として使用されてきた。これは皮膚を通してそれらの出口点で滑動させて系路に接着され、それによって組織の内方成長および皮膚および皮下固定が可能になる。同様の補強および繊維修飾多孔性人工装具は、脈管人工装具として医用グレードの血液適合性ポリウレタンから製造された。
【0034】
液体シリコーンゴムを注入する前に容器から糖SRO−CPMF成形材料を除去した前出の実施例において、最終製品の選択の一つは、片側を多孔性にもう片側を非多孔性にすることだった(図3Aおよび3B)。しかし、多くの生物材料の使用において、種々の形と割合で、多孔性部分を外側に、非多孔性部分を内側に有することが望ましい。そのような最終製品のための使用例としては、背側鼻増強インプラントがあり、そのような最終製品(および同様な最終製品)の製作法は以下の通りである。
【0035】
工程の第1ステップは、所望の最終インプラントの正確なサイズおよび形に実像モデルを形成することである。これはいかなる材料を用いてもよいが、Sculpey Modeling Compoundとして知られる粘土様熱可塑性材料が最も優れていることが証明された。そのような材料を手または成型用工具を用いて所望の形に形成および彫刻し、次いで材料を華氏300度で約15〜20分間加熱することによって固化する。単一の実像モデルを多数のSRO−CPMF成型物の製作に用いることができ、従って、最終製品の数および多孔性対非多孔性部分の厚さ、位置および形が調節できる。
【0036】
次いで、実像モデルを蝶番付きのポリエチレン製の長方形容器44(図5A)に入れて、その片側に例えば糖成型用塊のようなSRO−CPMFのための成形材料48を入れる。次いで、実像モデル52(この場合は鼻インプラント)を成形材料48の途中までその頂部(凹面)表面のみが露出するように押し入れる。次いで、ポリウレタンシートまたは同様の非接着性材料の薄層56を成形材料48および実像モデル52上に被せて置く。次いで、蝶番付き容器の残り半分側を糖成型用塊60で充填(または過充填)してから、図5Bに示すように容器を閉じる。これによって、成型用塊60はシート56上に被さって実像モデル52の露出表面の形にそって強く押しつけられる。次いで、成形材料48および60を乾燥(硬化)させて、蝶番付き容器44の両半分を再び開けて、シート56および実像モデル52を除去して、SRO−CPMF48および60を容器内に残す。代わりに、蝶番付き容器144を最初に注意深く開けて、シート56およびモデル52を除去して、成型用塊をSRO−CPMF中で乾燥させることも可能である。
【0037】
次いで、RTVシリコーンゴムのような医用グレードのエラストマーを、最終製品の多孔性表面領域の所望の厚さと同じ深さまで成形型48および60に押し込む。シリコーンゴムはまた、実像モデル52で残された成形材料48および60中の空隙にも入れて、図5Cに示すように容器44を再び閉じる。シリコーンゴムを図5Cのように鋳型48および60中で重合させてから、容器44を開けて、成形型を溶解して、最終製品インプラントを除去して、図5Dに示す中実内部64および多孔性外側表面領域68を有するシリコーンゴム鼻インプラントを形成する。
【0038】
鼻インプラントまたは同様の最終製品の形成のための上記方法に加えて、従来の射出成形法、すなわち、糖または他の除去可能な材料を熱および圧力を用いて、所望の空隙または空隙をつくるモデルを有する所望の形のダイおよび鋳型に焼固させる方法もまた、SRO−CPMFを用いる成形に有効である。次いで、最終製品材料すなわちシリコーンゴムを、成形型の形成に使用したものと同じ鋳型もしくはダイまたは必要ならば他のダイもしくは鋳型を用いて、空隙および成形型中に所望の厚さに加圧注入する。上記いずれかの方法で得られる装置は、多孔性部分および中実非多孔性芯部および/または間隙の位置および厚さが効果的に調節された部分多孔性最終製品である。より粘性の塊は、糖結合溶解媒体として水の代わりにシリコーンシロップを用いることによって得られ、これは成形型中でより
大きい粒子接触、従って最終製品においてより大きい細孔相互連結部を提供する。最終製品材料の粘性はまた、固化したときの最終製品の多孔性に影響する。より高粘度の非重合シリコーンゴムは、SRO−CPMF粒子のより少ない表面領域で接触して表面成形が不完全となることから、高粘性のシリコーンゴム溶液が用いられた場合は最終シリコーンゴム製品においてより大きな細孔が形成される。さらに、細孔および細孔連結部は、より平滑で円い。
【0039】
二重多孔性膜(両側とも多孔性であるが、非透過性膜で分離されている)は鼻インプラントに関して上記してステップと同様にした形成できる。ここで、実像モデル52(図5Aおよび5B)が除かれる以外は、工程は実質的に同じである。蝶番付き容器の両半分を非付着性シート56に被せて閉じて、成型用塊材料48および60(シート56で分離されている)の二つの相対する表面が互いに合わさるようにする。次いで、蝶番付き容器44を開けて、シート56を除去して、成形材料48および60を固化させる。次いで、最終製品材料を二つの成形材料48および60間に位置してから、所望の深さにその中に押し込む。硬化によって、非多孔性膜65および二つの多孔性表面67および69を有する図6のような最終製品が得られる。非多孔性膜65の厚さは、非接着性シート56の厚さおよびSRO−CPMFの二つの相対する表面の接合力の程度を調節することによって調節できる。片側または両側が多孔性の人工心臓および血管に使用する管および外用表面材などの複雑な形状物および道具は、シリコーンおよび生物適合性ポリウレタンを用いて同様にして製作された。
【0040】
本発明による部分多孔性装置の他の実施例は、胸部(乳房形成)インプラントである。例えば、先ず、所望の曲線および寸法を有する中実実像モデルをメタクリル酸ポリメチルなどを用いて機械または他の適当な成形技術によって作り、それをみがいて、汚染のないように清浄処理する。次いで、鼻橋インプラントの形成と同様に、実像モデル82よりもいくらか大きい蝶番付き長方形容器74(図7A)の両側を糖成型用塊78および80で充填する。次いで、メタクリル酸ポリメチル胸部インプラントモデル82を、モデルの上部凹み表面が露出するように容器の片側の成型用塊78内に途中まで押し込む。次いで、薄層ポリエチレンシート86または他の非付着性薄シート材料をもでるに被せて置き、容器74をポリエチレンシートを覆ってしっかりと閉じる。次いで、成型用塊78および80を上記例のようにして硬化させてから、容器74を開けて、モデル82およびシート86を除去する。次いで、得られる最終製品の多孔性被覆の所望の厚さと同じ深さまで(非多孔性部分の所望の厚さに応じて、過剰物は流出させる)医用グレードのエラストマー90(図7B)をSRO−CPMF78および80内に押し入れてから、容器74を再びしっかり閉じて、エラストマーを重合させる。ポリマーの追加の被覆をSRO−CPMFの内部に施して、最終製品の非多孔性外皮の厚みを所望の仕様に従ってつけることができる。(以下に述べるように、追加の液体型最終製品材料をモデル82によって作出した成形型78および80の空隙内および表面上ならびに表面内に導入する必要がある場合には、任意の場所に小穴が残されていなければならない。)装置の多孔性と非多孔性部分との間または非多孔性部分間の界面ができないように、層は最終重合の前に加えることができる。
【0041】
容器74を再び開けて、成形型78および80を複数回洗浄などによってエラストマー90から溶解させる。図7Cに示す得られる胸部インプラント装置は部分的に多孔性で、全外側表面94上に予め決まった厚さの多孔質、非多孔性エラストマー98の次の内部層および内部空隙102を有する。空隙はそのまま残すかまたは後である種の物質で充填して、所望の感触、順応性および機能を有する胸部インプラントが提供される。例えば、空隙102を通常の生理食塩水で充填して、生理食塩水充填胸部人工装具を作ることができる。また、空隙102を部分架橋したシリコーンエラストマーのような半固体で充填または部分充填して、シリコーンゲル充填インプラントを作ることができる。最後に、空隙102を触媒処理した非重合エラストマーで充填して、重合させて、完全に架橋させて、多孔性被覆を有するゴム様の非多孔性型を作ることができる。適用によっては、空隙を残すか、空気のような気体で空隙を充たすことが必要になる。
【0042】
胸部インプラント製作のための本発明の方法の他の特定の具体的実施態様では、楕円断面を有する空間118を画定し、そこに糖成型用塊122を入れる二部ポリエチレン鋳型114(図8A)が用いられる。また、成形型122から鋳型114の開口まで伸びる、ステンレススチールまたは他の安定な腐食耐性材料で作られた柄126が配置される。形成後、柄126を着けたSRO−CPMF122を鋳型114から取り出す。
【0043】
代わりに、図8Aおよび図2BのSRO−CPMF122を作出するために、図7Aのメタクリル酸ポリメチルモデル82に図8Aのようにステンレススチール柄126を取り付けて、わずかな粗面化および/またはコーンシロップによる鋳型表面の被覆によって接着を増強してから、空気圧下で特定サイズの糖粒子を表面に噴霧して、少量の脱イオン水と(ガナイトセメントの混合と同様にして)よく混合することによって、用いることができる。表面を湿潤させた糖粒子はモデル表面82に当たると、モデルにおよび相互に付着する。粒子の層の厚さを調節して、所望の厚さの糖SRO−CPMF外皮をモデル82の外側につくることができる。次いで、この糖外皮を乾燥させて、図8Aおよび図8Bで既述したようにSRO−CPMFを形成することができる。
【0044】
上記のいずれの例でも、柄126を手で保持して成形型を医用グレードのシリコーン分散物中に浸す。浸漬中または直後に成形型122を真空処理することによって、シリコーン分散の貫通深度を増加して、成形型内の泡および被覆不均一性を除去することができる。成形型は、形成されるシリコーン外皮と所望の厚さに応じて、シリコーン分散物中に乾燥後に2〜6回再浸漬することができる。最初の1、2回は、成形型122は分散物中に浸漬され、シリコーンは成形型の空隙に流入して、最終的に装置138の多孔性部分になるものを形成する(図8Cおよび図8D)。成形型122の続いての浸漬は、単に成形型周囲に非多孔性層134を加える。(図8Cおよび8D図)。第一の例の多孔性部分の厚さは、シリコーン分散物の粘度および最初の被覆中またはその直後の時間および圧力または真空処理を調節することによって調節することができ、これはまた、成形型122中への分散物の貫通の程度を決定する。第二の例では、メタクリル酸ポリメチルモデル82上のSRO−CPMF外皮の厚さを調節することによって調節できる。
【0045】
浸漬ステップの完了後、シリコーン分散物を炉中で、例えば、華氏275度で約1時間加硫処理する。次いで、小穴130(1.5〜2cm)(図8B)を浸漬柄の周りを覆う非多孔性シリコーン中に切り開け、次いで、脱イオン熱水を穴に入れて、SRO−CPMF材料122に達して溶解するようにする。複数回の洗浄がこのために要求され得る。得られるシリコーン装置は、外側表面134(図8C)が非多孔性で内側表面138が多孔性であるような外皮からなる。しかし、成形型122を溶解するための熱水を入れるために形成された穴130(図8D)を通して装置を反転して非多孔性と多孔性表面の位置を逆にして、それによって装置の多孔性部分138(図8D)が外側で非多孔性部分134(図8D)が内側になる。もちろん、中空部すなわち空隙142はいずれの装置にも図8Cまたは図8Dに示すように存在する。
【0046】
穴すなわち開口130を閉じるために、小さい固体シリコーン断片146を開口を塞ぐように医用グレードのシリコーン接着剤で接着する(あるいは非加硫シリコーンゴム断片を加硫処理する)。もちろん、外側断片表面146は、必要に応じて多孔性または非多孔性にできる。また、前記した材料を随時に空隙142に挿入できるように、従来の自己密封式バルブを断片146に含むことができる。
本発明の使用の他の実施例では、製品を生体に移植した後に時間をかけて溶解するように少なくともいくらかのSRO−CPMF材料を最終製品に残すことによって最終製品材料152内でSRO−CPMF粒子150(図9)を用いる。実際、装置は移植のための薬剤放出システムとなり、SRO−CPMF材料はヒトの生体内または生体上で放出される薬剤からなるか、またはそれを含む。製作中に装置に含ませ得るそのような薬剤の例としては、ゲンタマイシン、テトラサイクリンまたはセファロスポリン結晶が挙げられるが、他の多くの入手可能な薬剤または結晶型になり得る薬剤が使用できる。通常粉末として用いられる抗生物質のような多くの薬剤は、溶解して、より大きい結晶に再結晶される。次いで、結晶を、固有の粘着性および熱安定性に応じて、部分的に溶解して混合して、成型用塊として形成するか、加熱して密に詰めて、糖に関して記述したようにSRO−CPMFとして使用する。(必要ならば、グルコース結晶のような充填媒体を薬剤と混合して、より低濃度の薬剤を得ることができる。)代わりに、結晶を、中性の非薬剤相互作用性の生物適合性結合媒体、例えば濃縮グルコース溶液とともに、飽和グルコース溶液1部と薬剤結晶4〜40部の割合で、結合させることができる。さらなる別法では、粉型の薬剤粒子をグルコース溶液に溶解または懸濁してから、この溶液を用いて他の薬剤またはグルコース結晶などの他の粒子を被覆して、沈澱したグルコースおよび薬剤粒子を表面に有するSRO−CPMFを形成する。既述した糖SRO−CPMFの実施例のように、グルコース溶液内に溶解または懸濁した薬剤もまた再結晶して、サイズ分類し、SRO−CPMFそのものに作ることができる。すなわち、そのような組み合わせの例としては、薬剤学的に純粋な飽和グルコース(糖)溶液中のゲンタマイシン結晶の溶解、再結晶およびこれら粒子のSRO−CPMFへの成形が挙げられ、次いでこれにシリコーンまたは他の最終製品材料が位置される。
【0047】
異なる層に異なる薬物濃度(図3Bのように段階的サイズ分類した粒子をSRO−CPMFの作製に用いるのと同様にして)または異なる層に異なる薬物が配置されるようにSRO−CPMF成形材料を製造し、これによって、異なる濃度のある薬剤または異なる薬剤が、内方成長が進むにつれて、選択されたSRO−CPMFの除去のために生体が用いるメカニズムに応じて、放出される。
【0048】
上記したように、薬剤または薬剤濾過した塊をSRO−CPMFのための成型用塊として用い、医用グレードのシリコーンゴムのような生物学的適合性材料を最終製品材料として用いることができる。RTV(室温加硫処理)シリコーンは、他の型のシリコーンで要求される熱処理が不要であることから、好ましい最終製品の材料である。そのような加熱重合は、活性型の薬剤を変性または変化させる。代わりに、ポリビニルアルコールまたはポリグリコール酸またはポリ乳酸または他の吸収性最終製品材料の使用も可能である。滅菌性を確実にするために、SRO−CPMFは滅菌条件下で(全材料および製作道具機器類は滅菌し、薬剤は滅菌したものを用いる)製作するか、代わりに、装置を「クリーンルーム」条件下で製作して、薬剤の生物活性を変えないことが認められた手法によって滅菌する。次いで、装置を人体内に移植するかまたは人体上にあるいは体腔内に配置して、組織を内方成長させるか液体を貫通させて、生体によるSRO−CPMFの受動的および/または能動的溶解によって、薬物を放出させる。ここでも、厚い皮膜形成の防止およびインプラントからの脈管質の非分離という上記方法による装置の多孔性部分につくり得る特徴が認められ、これは、このように移植された装置の成功の重要な鍵となる。インプラントのサイズ、受動的溶解または組織内方成長のために露出した多孔質の表面領域量、細孔サイズ、細孔相互連結部のサイズ、SRO−CPMF中の薬剤濃度、薬剤の水溶性型対脂溶性型の割合および移植部位を調節することによって、薬物動力学の調節が可能になる。また、薬物をSRO−CPMFと最終製品材料の双方に組み入れて二層吸収型にした組み合わせ装置は、薬剤粒子を物理的に混合するかまたは濃縮薬剤溶液を用いて、次いで最終製品材料と混合して、上記のようにそれらを加工することによって、製作できる。
【0049】
本発明の別の使用実施例は多孔性金属または金属合金装置154(図10)の製造に関し、この実施例の装置は生体内または生体上で電極または電池極板などとして使用される非多孔性部分156および多孔性部分158を含む。金属製部分多孔性装置を製作するために、最初に糖SRO−CPMFを蝋と真空含浸処理する。次いで、溶解によってSRO−CPMFを除去して、乾燥する。次いで、従来のセラミック耐熱性材料を、SRO−CPMFに代わって、蝋中に真空含浸させる。次いで、銀、金、Vitallumまたは他の鋳造可能な金属をそれらの融解相まで加熱して、標準遠心鋳造技術を用いて蝋に代わって、セラミック耐熱性材料で作られたSRO−CPMFのネガティブ蝋レプリカ中に鋳造する。これによって、既述したようにSRO−CPMF中にシリコーンゴムを導入した場合に得られるのと同じ多孔性型が、この場合は金属からであるが、作出される。
【0050】
セラミック製部分多孔性装置を作出するために、上記と同様にSRO−CPMFを蝋と5真空含浸処理して、SRO−CPMFを溶解して、蝋を乾燥させる。次いで、例えばα−アルミナのような微粒子サイズ(5mm)セラミックの濃厚懸濁液を蝋連続セル多孔性成形型の細孔に振動させて入れて、セラミックを乾燥させる。次いで、蝋成形型とセラミックとの組み合わせ体を約400℃まで加熱して、蝋を溶解および/または灼消する。次いで、セラミックを1650〜1700℃で焼結する。この時の多孔質体はSRO−CPMFのネガティブレプリカで、焼結セラミックが本質的にSRO−CPMFの複製となる。糖、蝋、熱耐性物質および他の選択的に除去可能な材料をSRO−CPMFとしてあるいはSRO−CPMF間の空間の充填物として用いる上記タイプの構築技術によって、SRO−CPMFのポジティブまたはネガティブ複写物を作出することができる。多孔性および非多孔性部分、連続セル表面領域のサイズおよび位置等に関して既述した他の調節技術は全て、記述の金属またはセラミック製装置の製造に適用できる。これら装置は、既に述べたように、装置の大きな表面領域露出が要求されるような種々の状態で用い得る。
【0051】
本発明の方法の他の使用実施例は、上記実施例の装置の構築と同様であるが、透析装置または血液に酸素を送り込む(血液酸素付加)装置としての適用に関する。これら装置は、図11に示したように二重多孔性膜を利用する。成形型材料164を上記のいずれかの方法で作出する。次いで、液体相最終製品材料(例えば、RTVシリコーンゴム)を成形型164の空隙に押し入れる。次いで、液体または圧縮窒素ガスなどの気体によってシリコーンゴムのほとんどを成形型164の空隙から押し出して、シリコーンゴム162のごく薄い被覆物を有する成形型を得る。これは、成形型材料の位置の反対位置のシリコーンゴム被覆物または膜側に連続セル構造を再構成し、二次多孔質160を形成する(図11)。プロセスの次のステップは、既述したようにシリコーンゴム162を硬化すなわち重合させて、成形型材料164を溶解して、一次多孔質(成形型材料があったところ)を作出する。薄石鹸溶液のようなある種の表面活性剤を成形型材料溶解溶液中および二次多孔質側上の双方に用いて、このようにして作出した多孔質を閉じるおそれのあるシリコーンゴムのそれ自体への接着を妨げることは有用である。
【0052】
成形型材料の溶解が完了すると、二つの多孔性間に連結のない二重多孔性のシリコーンゴム膜162が残る。膜162の片側にある一次多孔質164(成形型材料なしで見えるようにした)は成形型により作出したそれ自体の多孔性を有し、一方、膜のもう片側の二次多孔質160は成形型の間隙内のほとんどのシリコーンゴムを除去することによって作出したその多孔性を有する。次いで、膜のこの側を標準成形または構築技術によって分離して、酸素のような気体または腎臓透析溶液のような液体を一次多孔質に交差循環することなく、この二次多孔質を通して循環させることができる。次いで、そのような装置を、一次多孔質164が新血管および遊離結合組織で完全に充たされるように移植することができる。この装置は極めて組織適合性であり、一次部分での繊維形成もなく、毛細管および血管が事実上、シリコーンゴム膜に極めて接近していることが見出された。
【0053】
上記の透析装置として使用する人工装具では、標準透析溶液は二次多孔質160を通って循環する。多孔質160および164間の膜162は、標準人工腎臓における透析膜のように作用して、不要な尿素、窒素化合物およびイオンを標準拡散原理に基づいて除去する。一次多孔質の大きな表面積および新脈管質とシリコーンゴム膜との間に被膜が形成されないという事実によって、インプラントが可能な透析装置がここで実用可能となる。
【0054】
同様に、同じ様な装置を血液酸素付加用に構築できる。装置をインプラントして、特定酸素濃度を二次多孔質160を通して循環させる。この場合、薄いシリコーンゴム膜162は気体移動膜として作用し、酸素は一次多高質164内に内方成長した毛細管および血管中に移動し、炭酸ガスは脈管から二次多孔質160の循環酸素中に除去される。次いで、炭酸ガスが除去される。前実施例を用いて、層化膜または層被覆を有する図12に示すような最終製品を次のようにして作出することができる。前実施例のようにしてシリコーンゴム170の最終製品の薄膜を成形型に適用して硬化させた後、但し成形型を除去する前に、Biomerポリウレタン溶液174のような液体型の二次材料を、二次多孔質中に真空含浸処理する。これは、前実施例の膜の形成に関して既述したように一部噴出させるか、または、Biomerの薄い(すなわち、10〜15%)溶液を真空含浸させて、炉で50℃で2時間乾燥する(その結果、85〜90%溶媒が除去される)。これによって、図12に示すような各側に別々の多孔度を有する二重層の連動する膜が得られる。
【0055】
同様に、上記のように加工される二つの材料の物理的な混交は、二つの互いに異なる材料(容易に付着しない)を接合させるのに有利に用いることができる。これによって、図12の実施例に示されるような二重多孔質を残すことができる。他の二つの方法もまた、二つの材料を接合して、片側が多孔性または非多孔性表面になるように使用することができる。図11に関して既述した実施例を用いて、薄いシリコーンゴム膜を成形型に適用し、硬化できるが、成形型はもとの位置に保持される。例えば触媒処理したポリエステル樹脂などの次の材料を二次多孔質中に真空含浸させて、重合させる。成形型を除去して、非多孔性ポリエステル表面および薄シリコン膜に直接接触したポリエステル連結構造物が得られ、多孔質はポリエステル樹脂から離れた膜側にある。
【0056】
同様にして、二つのシートまたは構造物を多孔質を用いて接合することができる。これは、非多孔性部分186(図13)および多孔性部分184を有するシリコーンゴムの部分多孔性シートを図6で示した実施例で述べたようにして作出することによってなされる。乾燥後、触媒処理したポリエステル樹脂をシリコーンゴムの多孔質中に真空含浸させる。重合後、得られる構造物はシリコーンゴム186およびポリエステル樹脂180に関する二つの非多孔性表面を有し、それらに関連する多孔質184および182はそれぞれ、物理的に直接に接して二つの材料を相互連結している。
【0057】
上記組み合わせや構築は、本発明の原理の適用を説明するだけであることが理解されることと思う。多数の修飾および変更した組み合わせや構築が本教示の精神および範囲に反することなく当業者によって考案され得るが、添付されたクレイムはそのような修飾および組み合わせや構築をすべて含むことを意図する。
【図面の簡単な説明】
【図1】 本発明の原理による、多孔性材料製品の製造のための糖成形材料を沈積させた容器の側断面図であり、拡大図は固化した糖塊の一部を示す。
【図2】 A,BおよびCはそれぞれ、容器中の糖塊の部分図、断面図および得られる最終多孔性製品を表す図である。
【図3】 AおよびBはそれぞれ、糖成形材料および最終製品材料を入れた容器の立面断面図、および最終製品の立面断面部分図である。
【図4】 本発明に係る繊維断片を含む最終製品材料の拡大断面部分図である。
【図5】 A,B,CおよびDはそれぞれ、本発明の方法による使用に適する成形容器の開けた状態、二つの閉じた状態および最終製品の立面断面図である。
【図6】 頂部および底部多孔性部分と中間の非多孔性部分を有する製品の側断面図である。
【図7】 A,BおよびCはそれぞれ、インプラントモデルを含む成形容器、最終製品材料を充填した成形容器および得られる最終製品インプラントの断面図である。
【図8】 A,B,CおよびDはそれぞれ、本発明に係る、成形型を構成するための成形容器、適用される最終製品材料を含む成形型、および二種類の最終人工装具の立面断面図である。
【図9】 薬物供給インプラントとして使用するための人工装具の立面断面部分図である。
【図10】 本発明によって作られた多孔性金属合金製品の側断面図である。
【図11】 本発明によって作られた成形型がまだ元の位置にある二重多孔性人工装具の断面部分図である。
【図12】 本発明の原理によって作られた、細孔表面に材料を被覆した最終多孔性製品の断面部分図である。
【図13】 本発明によって作られた、二つの連結材料の側断面部分図である。
Claims (12)
- 1つ以上の多孔性部分を含む多孔性材料製品であって、該多孔性部分は新脈管形成および脈管化組織の内方成長を促進する上で有効な作用を有しており、かつこれらの多孔性部分は次の構成であること、
新脈管形成および脈管化組織の内方成長を促進する組織接触手段を有し、この組織接触手段は繊維質、瘢痕または被膜組織の形成を極力少なくするものであり、かつ
該組織接触手段は、所定のサイズおよび形状に対応する互に付着した粒子と、これら粒子間の連結部からなる選択的に除去可能な連結セルの形態の多孔成形型に、所望により選択された最終製品材料を充填して成形したのち、除去可能な多孔成形型を除去して形成し、これにより
該組織接触手段は、
(a)多孔性部分のほぼ全体に分布する多数の細孔、
(b)多数の細孔相互連結部、
(c)少なくとも一つの隣接細孔にそれぞれ連結している該細孔、
(d)実質上、互いに連続的に相互連結することによって連続セル構造物を形成している該細孔を有し、かつ、前記
細孔および細孔相互連結部が実質上滑らかで鋭い端部が実質上ない表面を有することを特徴とする多孔性材料製品。 - 細孔及び細孔相互連結部が実質的に多孔性部分全体を通して立体的に一つの細孔よりも大きい深さからなる請求項1に記載の多孔性材料製品。
- 細孔の実質的部分を約20μm〜1000μmの範囲の大きさに選択することを特徴とする請求項1に記載の多孔性材料製品。
- 細孔の実質的部分を約25μm〜150μmの範囲の大きさに選択することを特徴とする請求項1に記載の多孔性材料製品。
- 構成された細孔および細孔相互連結部を各層が異なる多孔性を有する層に形成することを特徴とする請求項1に記載の多孔性材料製品。
- 組織接触手段がさらに、繊維の一部分が細孔および細孔相互連結部中に広がるように配置した繊維からなることを特徴とする請求項1に記載の多孔性材料製品。
- 組織接触手段がさらに、ダクロン(登録商標)メッシュ材料からなることを特徴とする請求項1に記載の多孔性材料製品。
- 組織接触手段がさらに、細孔および細孔相互連結部が前記材料からなることを特徴とする請求項1に記載の多孔性材料製品。
- 該材料がその使用場所(生体内)で溶解可能であることを特徴とする請求項8に記載の多孔性材料製品。
- 該材料が医薬組成物からなることを特徴とする請求項8に記載の多孔性材料製品。
- 前記多孔性材料製品が電極として作用することを特徴とする請求項1に記載の多孔性材料製品。
- 新脈管形成および脈管化組織の内方成長を促進するための二重多孔性材料製品であって、該多孔性材料製品は、
第一および第二の多孔性部分が膜によって分離された第一多孔性部分および第二多孔性部分を有してなり、かつ、該多孔性部分の少なくとも一つが、
非脈管化および脈管組織の内方成長を促進するためおよび、繊維質、瘢痕または被膜組織の形成を最少にするための組織接触手段を含み、
該組織接触手段は、所定のサイズおよび形状に対応する互に付着した粒子と、これら粒子間の連結部からなる選択的に除去可能な連結セルの形態の多孔成形型に、所望により選択された最終製品材料を充填して成形したのち、除去可能な多孔成形型を除去して形成し、これにより
該組織接触手段は、
(a)前記少なくとも一つの多孔性部分のほぼ全体に分布する多数の細孔、
(b)多数の細孔相互連結部、
(c)少なくとも一つの隣接細孔にそれぞれ連結している該細孔、
(d)実質上、互いに連続的に相互連結することによって連続セル構造物を形成している該細孔を有してなり、かつ、前記の
細孔および細孔相互連結部が実質上滑らかで鋭い端部が実質上ない表面を有することを特徴とする多孔性材料製品。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/US1995/013846 WO1997015242A1 (en) | 1995-10-25 | 1995-10-25 | Porous material product and process |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006088282A Division JP2006231068A (ja) | 2006-03-28 | 2006-03-28 | 多孔性材料製品 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH10512176A JPH10512176A (ja) | 1998-11-24 |
| JP3817267B2 true JP3817267B2 (ja) | 2006-09-06 |
Family
ID=22250051
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP51656197A Expired - Fee Related JP3817267B2 (ja) | 1995-10-25 | 1995-10-25 | 多孔性材料製品 |
Country Status (8)
| Country | Link |
|---|---|
| EP (1) | EP1003443B1 (ja) |
| JP (1) | JP3817267B2 (ja) |
| AT (1) | ATE257001T1 (ja) |
| CA (1) | CA2235616C (ja) |
| DE (1) | DE69532390T2 (ja) |
| DK (1) | DK1003443T3 (ja) |
| ES (1) | ES2213756T3 (ja) |
| WO (1) | WO1997015242A1 (ja) |
Families Citing this family (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU741072B2 (en) | 1998-02-13 | 2001-11-22 | Vetoquinol Usa, Inc. | Drug delivery system |
| DE69931800T2 (de) * | 1998-10-28 | 2007-07-12 | Cellon S.A. | Strukturierter und poröser silikonkautschuk |
| US6540780B1 (en) | 1998-11-23 | 2003-04-01 | Medtronic, Inc. | Porous synthetic vascular grafts with oriented ingrowth channels |
| US6759393B1 (en) | 1999-04-12 | 2004-07-06 | Pfizer Inc. | Growth hormone and growth hormone releasing hormone compositions |
| ES2273702T3 (es) | 1999-06-11 | 2007-05-16 | Cytyc Corporation | Composicion liquido en gel para cartografiar un conducto galactoforo mamario antes de la escxision quirurgica del conducto o de otro tejido mamario. |
| US6702848B1 (en) | 1999-07-20 | 2004-03-09 | Peter Paul Zilla | Foam-type vascular prosthesis with well-defined anclio-permissive open porosity |
| US6554857B1 (en) * | 1999-07-20 | 2003-04-29 | Medtronic, Inc | Transmural concentric multilayer ingrowth matrix within well-defined porosity |
| GB0121985D0 (en) * | 2001-09-11 | 2001-10-31 | Isis Innovation | Tissue engineering scaffolds |
| JP4296405B2 (ja) * | 2003-11-04 | 2009-07-15 | 真実 仁尾 | 乳房メッシュインプラント |
| US8313527B2 (en) | 2007-11-05 | 2012-11-20 | Allergan, Inc. | Soft prosthesis shell texturing method |
| US9050184B2 (en) | 2008-08-13 | 2015-06-09 | Allergan, Inc. | Dual plane breast implant |
| US8877822B2 (en) | 2010-09-28 | 2014-11-04 | Allergan, Inc. | Porogen compositions, methods of making and uses |
| US9138309B2 (en) | 2010-02-05 | 2015-09-22 | Allergan, Inc. | Porous materials, methods of making and uses |
| US9205577B2 (en) | 2010-02-05 | 2015-12-08 | Allergan, Inc. | Porogen compositions, methods of making and uses |
| JP2013526932A (ja) * | 2010-05-10 | 2013-06-27 | アラーガン、インコーポレイテッド | 多孔質材料、作製方法および使用 |
| US11202853B2 (en) | 2010-05-11 | 2021-12-21 | Allergan, Inc. | Porogen compositions, methods of making and uses |
| ES2723074T3 (es) * | 2010-05-11 | 2019-08-21 | Allergan Inc | Materiales porosos, métodos de preparación y usos |
| US8679279B2 (en) | 2010-11-16 | 2014-03-25 | Allergan, Inc. | Methods for creating foam-like texture |
| EP2896220B1 (en) | 2012-09-17 | 2016-12-28 | Sonova AG | Cic hearing aid seal and method of manufacturing the same |
| AU2013359158B2 (en) | 2012-12-13 | 2018-08-02 | Allergan, Inc. | Device and method for making a variable surface breast implant |
| US10092392B2 (en) | 2014-05-16 | 2018-10-09 | Allergan, Inc. | Textured breast implant and methods of making same |
| IT201700001834A1 (it) * | 2017-01-10 | 2018-07-10 | Sil Co Srl | Protesi auricolare per l'orecchio medio e relativo metodo di rivestimento |
| DE102018106435A1 (de) | 2018-03-20 | 2019-09-26 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung eingetragener Verein | Verfahren zur Herstellung einer dreidimensionalen, gefügten Silikongummi-Struktur |
| CN113368307B (zh) * | 2021-01-04 | 2023-02-10 | 山东百多安医疗器械股份有限公司 | 一种耳支架构建材料及其制备工艺 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CS164542B1 (ja) * | 1973-02-15 | 1975-11-07 | ||
| JPS6185948A (ja) * | 1984-10-02 | 1986-05-01 | 日本ゼオン株式会社 | 医用材料 |
| AU617667B2 (en) * | 1986-11-04 | 1991-12-05 | Allergan, Inc. | Open-cell, silicone-elastomer medical implant and method for making |
| US4969906A (en) * | 1987-07-28 | 1990-11-13 | Kronman Joseph H | Bone and bony tissue replacement |
| US4859712A (en) * | 1988-10-12 | 1989-08-22 | Cox-Uphoff International | Silicone foam and method for making it |
| DE3917033C1 (ja) * | 1989-05-26 | 1990-08-02 | Olaf 2000 Hamburg De Ahlers | |
| EP0504262A4 (en) * | 1989-12-07 | 1993-06-30 | Biosynthesis, Inc. | Hollow viscus prosthesis and method of implantation |
| US5282861A (en) * | 1992-03-11 | 1994-02-01 | Ultramet | Open cell tantalum structures for cancellous bone implants and cell and tissue receptors |
| DE4208247C1 (de) * | 1992-03-14 | 1993-10-14 | Eska Medical Gmbh & Co | Implantat als Knochenersatz |
-
1995
- 1995-10-25 EP EP95939606A patent/EP1003443B1/en not_active Expired - Lifetime
- 1995-10-25 DK DK95939606T patent/DK1003443T3/da active
- 1995-10-25 WO PCT/US1995/013846 patent/WO1997015242A1/en active IP Right Grant
- 1995-10-25 AT AT95939606T patent/ATE257001T1/de not_active IP Right Cessation
- 1995-10-25 DE DE69532390T patent/DE69532390T2/de not_active Expired - Fee Related
- 1995-10-25 ES ES95939606T patent/ES2213756T3/es not_active Expired - Lifetime
- 1995-10-25 JP JP51656197A patent/JP3817267B2/ja not_active Expired - Fee Related
- 1995-10-25 CA CA002235616A patent/CA2235616C/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| EP1003443B1 (en) | 2004-01-02 |
| EP1003443A4 (en) | 2000-05-31 |
| ES2213756T3 (es) | 2004-09-01 |
| EP1003443A1 (en) | 2000-05-31 |
| CA2235616C (en) | 2002-08-06 |
| CA2235616A1 (en) | 1997-05-01 |
| WO1997015242A1 (en) | 1997-05-01 |
| DE69532390D1 (de) | 2004-02-05 |
| DK1003443T3 (da) | 2004-05-10 |
| DE69532390T2 (de) | 2004-11-11 |
| ATE257001T1 (de) | 2004-01-15 |
| JPH10512176A (ja) | 1998-11-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3817267B2 (ja) | 多孔性材料製品 | |
| US5681572A (en) | Porous material product and process | |
| Wu et al. | Tissue-engineered vascular grafts: balance of the four major requirements | |
| CN102985119B (zh) | 多孔材料、制备方法及用途 | |
| TWI274591B (en) | Composite scaffold for remedying articular cartilage tissue and preparation thereof | |
| US9072821B2 (en) | Biocompatible structures and compositions | |
| US7087200B2 (en) | Controlled local/global and micro/macro-porous 3D plastic, polymer and ceramic/cement composite scaffold fabrication and applications thereof | |
| US8895046B2 (en) | Orthopaedic implant for supporting tissue growth and methods of forming the implant and tissue | |
| EP0478279A2 (en) | Biocompatible body implant having a textured surface | |
| JP2001505114A (ja) | 生分解性ポリマー膜 | |
| CN113038975A (zh) | 温敏性壳聚糖水凝胶组合物与包括该组合物的生物墨水组合物 | |
| EP3634304B1 (en) | An implantable medical device | |
| US20040062809A1 (en) | Biocompatible polymer with a three-dimensional structure with communicating cells, a process for its preparation, and application in medicine and in surgery | |
| KR100737167B1 (ko) | 조직공학용 다공성 뼈-연골 복합 지지체의 제조 방법 | |
| CN110882417A (zh) | 复合多孔生物陶瓷的金属假体及其制备方法 | |
| KR101909328B1 (ko) | 조직 재생 컨스트럭트 및 조직 재생 컨스트럭트의 제조 방법 | |
| JP2006231068A (ja) | 多孔性材料製品 | |
| WO2003034945A1 (fr) | Vaisseau artificiel et procede de realisation | |
| US20220143271A1 (en) | Reinforced biocompatible scaffold | |
| WO2003082366A1 (fr) | Materiau support d'ingenierie tissulaire, vaisseau artificiel, element de manchette et revetement destine a des implants | |
| JP2004097268A (ja) | 生体埋込部材被覆材 | |
| US20240197958A1 (en) | Hybrid, artificial bone tissue implant absorbing mechanical vibrations, whose architectural structure imitates trabecular bone, allowing the saturation of bone marrow, blood, and nutrients, supporting autological regeneration, which can be used with titanium structures | |
| JP2004097687A (ja) | 生体用樹脂基材及びその製造方法 | |
| CN115105641A (zh) | 一种可骨性愈合连接的皮下植入材料 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060324 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20060612 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100616 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100616 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110616 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120616 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130616 Year of fee payment: 7 |
|
| LAPS | Cancellation because of no payment of annual fees |