JP3704366B2 - 連通した空隙を有する重合体発泡成型体 - Google Patents
連通した空隙を有する重合体発泡成型体 Download PDFInfo
- Publication number
- JP3704366B2 JP3704366B2 JP30978193A JP30978193A JP3704366B2 JP 3704366 B2 JP3704366 B2 JP 3704366B2 JP 30978193 A JP30978193 A JP 30978193A JP 30978193 A JP30978193 A JP 30978193A JP 3704366 B2 JP3704366 B2 JP 3704366B2
- Authority
- JP
- Japan
- Prior art keywords
- foam
- voids
- molded body
- shape
- water permeability
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





Description
【産業上の利用分野】
本発明は連通した空隙を有し、透水性や通気性及び吸音性等を備え、土木、建築、園芸等の排水資材、壁材、芯材等に用いられる、重合体発泡成型体に関する。
【0002】
【従来の技術】
土木、建築、園芸等の分野において、排水性を向上させる目的で透水性を有する重合体発泡成型体が下地材として使用されている。この種の透水性を有する重合体発泡成型体として例えば、特開平4−153026号公報や特開平5−177723号公報に記載されているものが公知である。
【0003】
上記の特開平4−153026号のものは、球形状のポリスチレン発泡粒子を接着剤で固めて連通する空隙を設けた成型体である。この成型体は、粒径7〜9mm程度の独立気泡構造の発泡ポリスチレン粒子の表面に、エチレン−酢酸ビニル共重合体樹脂等のホットメルト型の接着剤樹脂をコーティングした後、成形型に充填し熱風を吹き込み接着剤樹脂を溶融させて発泡ポリスチレン粒子どうしを接着させて、10〜55%の空隙率に形成したものである。
【0004】
また、特開平5−177723号のものは、長さが2cm以上のポリスチレン発泡体からなる非球状の押出し成型チップを金型に充填した後、90〜110℃程度に加熱して成型チップの表面どうしを互いに融着せしめて形成してなる、5〜40%の空隙を有するポリスチレン発泡成型体である。
【0005】
上記の透水性を有する重合体発泡成型体を下地材として用いる場合、一般に重合体発泡成型体の上方に砂や土を蒔き、成型体は地中に埋設した状態で使用される。
【0006】
【発明が解決しようとする課題】
上記従来の透水性を有する重合体発泡成型体は発泡粒子間の空隙が非常に大きい場合は透水性の高い下地が得られるものの、該空隙から水が排出されると共に砂も排出されてしまうため、そのまま砂を表面に直接蒔くことができず、不織布等のフィルターを発泡成型体の表面に積層した後、砂をその上から蒔く必要があった。
【0007】
発泡体の表面にフィルター等を敷かずに、直接発泡体の表面に砂や土を蒔くことができれば、フィルター等の材料が不要であり、施工の工程も少なくなり施工のコストを下げることができるため、そのような発泡体が要望されている。
【0008】
本発明者らは上記の透水性を有する重合体発泡成型体の連通した空隙を砂が通過しない程度に小さく形成し、発泡体全体の空隙率を小さくすれば、成形体の表面に直接砂を蒔けるものと考えて実際に試みた。しかし、その場合連通した空隙に直ぐに砂が詰まり、施工後すぐに透水率が低下して実用上使用に耐えない成形体となってしまい、良好な発泡成型体は得られなかった。即ち、単純に成型体の空隙を小さく形成し全体の空隙率を小さく形成したのでは適度な透水率を長期にわたり維持可能な成型体を形成できないことが判明した。
【0009】
本発明は上記従来技術の欠点を解消するためのものであり、表面に直接砂や土を蒔くことができ且つ透水性を一定期間維持可能で、用途に応じた透水性を持たせることが可能であり、しかも、製造が容易で物性の優れた連通した空隙を有する重合体発泡成型体を提供することを目的とする。
【0010】
【課題を解決するための手段】
本発明の連通した空隙を有する重合体発泡成型体は、複数の重合体発泡粒子(但し、『最長部の長さ/最大胴部の断面長さ』が2以上の柱状重合体を除く。)を結合してなり、連通した空隙を有する空隙率5〜60%の発泡成型体であって、発泡成型体の断面における空隙部の最大径をLとした場合に、Lが2mm以上の空隙部の全個数に対して、Lが2mm以上且つ10mm以下の空隙部の個数の割合が、0.9以上であると共に、Lが2mm以上且つ10mm以下の空隙部の数が100cm2あたり80個以上であることを特徴とする。
【0011】
上記の連通した空隙を有する重合体発泡成型体において、該発泡成型体は下記条件(1)〜(3)式を満足する発泡体から構成するのが好ましい。
a≦b≦c・・・・・・(1)
1≦b/a<2・・・・(2)
1≦c/a<2・・・・(3)
但し、a、b、cは、発泡体を、三次元座標上のxy、yz、zxの各平面のそれぞれが上記発泡体に少なくとも一点で接し、且つ上記各平面が発泡体を切断しないように三次元座標第1象限上に配置した時、上記発泡体表面におけるx、y、zの各座標の最大値のいずれかがとり得る最小の座標値をaとし、座標値aを示した座標軸と直交する方向の2つの最大座標値のいずれかとり得る最小の値をbとし、残りの座標最大値をcとする。
【0012】
以下、図面を用いて本発明を詳細に説明する。図1(a)は本発明の連通した空隙を有する重合体発泡成型体の1例の断面の一部を示す拡大図であり、同図(b)は空隙部を示す拡大図である。
【0013】
本発明の連通した空隙を有する重合体発泡成型体1は、該発泡成型体1を任意に切断し切断面を一定の大きさの枠で囲った部分について見た場合、図1に示すように成型体の発泡粒子2の占める部分と、連通した空隙の断面とからなる。本発明は、一つの空隙の断面の最大径をLとした場合に、Lが2mm以上の空隙の断面を空隙部3として、その空隙部のなかでもLが10mm以下の空隙部の数の割合を特定したものである。尚、上記の空隙部3の最大径Lとは、空隙部3の形状が定形、不定形に係わらず、図1(b)に示すように空隙部の最も大きな長さを言い、一定の大きさの枠にかかる空隙の数は数えないものとする。
【0014】
本発明の重合体発泡成型体1において空隙部は、枠内のLが2mm以上の空隙部の全個数(T)を数え、更にその中のLが10mm以下の空隙の個数(P)を数えた場合に、P/Tが0.9以上であればよい。つまり、Lが2mm以上かつ10mm以下の空隙部の個数が、Lが2mm以上の空隙部の全個数の90%以上であれば、Lが10mmを越える空隙部が存在してもよい。また、Lが2mm未満の空隙部は無視することができる。尚、Lが2mm以上かつ7mm以下の空隙部の数が、Lが2mm以上の空隙部の全個数の70%以上であることが、更に好ましい。
【0015】
本発明の重合体発泡成型体において、連通した空隙の大きさは発泡体の特性に大きな影響を与える。本発明においてLが10mm以下の空隙部の数の割合が90%以上であれば、成型体内の水の流れは緩やかで、成型体の上に蒔いた砂を水と共に空隙を通過させて流してしまう虞れがなく、砂を成型体内に引き込む力も小さくなる。更に、水は発泡成型体内部を適度な速さで浸透して発泡体の外部に排出されるため、発泡成型体は微量範囲の透水性を調整することができ、成型体の上の砂が乾燥してしまわないように制御することができる。しかも空隙の目詰まりもなく、透水性を一定期間維持することができる。一方P/Tが0.9未満の場合には、砂が直ぐに詰まってしまい、透水性の低下が大きくなり実用性が低下する。
【0016】
本発明の連通した空隙を有する重合体発泡成型体の表面に砂が蒔かれた場合、連通した空隙の内部には砂等が全く入り込まないわけではないが、断面における空隙の大きさを上記の範囲に特定したことで、空隙の内部に砂が入り込んですぐに空隙が詰まるのを極力さけることができ、成型体の圧縮強度等の数年の耐用年数の間は所定の透水率が確保される。一般にこの種の施工方法では、或る一定期間経過して成型体の基礎物性や透水性が低下した場合には、地中に埋設した重合体発泡成型体を掘り出して交換する工事を行うことを前提として使用され、現状では透水性の低下による交換工事が工事の大部分を占める。従って、本発明のように、砂が空隙に詰まることが少なく透水率を維持できる期間が長く伸ばせるものは、交換を行わなくてもすむという大きな利点がある。
【0017】
本発明においてLが2mm以上の空隙部のみを対象としたのは、上記したようにLが2mm未満の空隙部は成形体の表面に砂を直接蒔いた場合、砂がつまる可能性が高く透水性が直ぐに無くなってしまうと考えられるため、Lが2mm未満の空隙部の数を数えることは無意味である。尚、本発明において重合体発泡成型体の断面とは、重合体発泡成型体を使用する状態における水平方向(水の流れる方向に対する水平方向)の切断面を意味するが、発泡成型体の内部が略均一に形成されているれば、どのように切断した断面であってもよい。
【0018】
本発明の重合体発泡成型体は、断面の一定範囲(例えば、縦×横=10cm×10cm=100cm2 )内におけるLが2mm以上かつ10mm以下の空隙部の数、及び成型体全体としての空隙率を適宜設定することで、発泡成型体の透水性を任意に調節することができる。Lが2mm以上かつ10mm以下の空隙部の数は80〜240個/100cm2 の範囲で、空隙率を5〜60%、好ましくは5〜40%、更に好ましくは5〜25%に形成するのが良い。
【0019】
上記の一定範囲(100cm2 )内の、Lが2mm以上かつ10mm以下の空隙部の数が80個未満では、透水性が低下するおそれがある。一方空隙部の数が240個を越えると透水性低下のおそれは小さいが、発泡成型体自体の強度低下が大きくなったり、発泡粒子どうしの融着性が低くなって、成型体の物性が低下してくるおそれがある。
【0020】
空隙率は5%未満では実用的な透水性を得るのが困難であり、また60%を超えると発泡粒子相互の融着強度が弱くなり、物性の良好な成型体が得るのが困難になる。本発明においてより好ましい空隙率は5〜40%である。空隙率がこの範囲であると、透水性、圧縮強度、融着強度等の面において共に良好な物性の成型体とするのが容易である。本発明において更に好ましい空隙率は5〜25%であり、空隙率がこの範囲であると透水性、圧縮強度、融着性は勿論の事、成型が格段に容易になる。
【0021】
本発明の重合体発泡成型体は、空隙率を5〜25%(連通した空隙)に形成し、空隙の数を制御することにより、正確な透水量を持ち該透水量の低下が小さい発泡成型体が得られる。しかも空隙の数の調節は発泡粒子の形状等で制御することにより、用途に応じて最適な透水性を持つ発泡体が容易に得られる。尚、重合体粒子発泡成型体の空隙率(A)は次式によって算出される。
【0022】
A(%)=〔(B−C)/B〕×100
但し、Bは成型体の見かけ体積(cm3 )、Cは成型体の真の体積(cm3 )である。見かけ体積Bは発泡成型体の外形寸法から算出される体積、真の体積Cは発泡成型体の空隙部を除いた実質体積をそれぞれ指す。見かけ体積Bは成型後の収縮を考慮せず簡単に考えれば、例えば発泡成型体が得られた時点での金型キャビティー内の体積に等しく(型内成型で製造した場合)、金型図面寸法から算出できる。また真の体積Cは発泡成型体を液体(例えばアルコール)中に沈めた時の増量した体積を測定することによって知ることができる。
【0023】
本発明の重合体発泡成型体は発泡体を複数結合して形成されているが、この発泡体として(a)重合体を発泡させて得られる重合体発泡粒子、(b)重合体を押出した後ロール圧延等で、ストランド状、鞍形状、勾玉状、眼鏡リング状等に変形させ、発泡させて得られる重合体発泡成型チップ、(c)重合体を紐状に押出し発泡したものを切断して得られる重合体発泡紐状体等が使用できる。尚、上記(a)〜(c)の発泡体の内、成型体製造の作業性等が容易なことから、(a)の重合体発泡粒子が最も好ましい。
【0024】
本発明の重合体発泡成型体は上記の発泡体を1種類、又は2種類以上を使用し、複数の発泡体を断面の空隙部の大きさが特定の大きさになるように結合して、所定形状に成形することで得られる。発泡体を結合するには、例えば▲1▼発泡体を所定の金型に充填しスチーム等で加熱して発泡体どうしを融着させ型内で一定形状にする型内成型法、▲2▼接着剤等で発泡体どうしを接合して一体化する接着法、▲3▼発泡体を押出し直後に集束枠内で所定形状に形成する押出法等の手段を用いることができる。特に上記の各手段の中でも、▲1▼の型内成型法が成型体の強度に優れたものが容易に得られ、作業性にも優れるため好ましい。
【0025】
また本発明の重合体発泡成型体において、上記(a)〜(d)の発泡体は形状及び大きさ等は特に限定されないが、成型体を製造する観点等から、特に下記の条件を満足する形状が好ましい。図2に示すように三次元座標上のxy、yz、zxの各平面のそれぞれが上記発泡体に少なくとも一点(それぞれp、q、r)で接し、且つ上記各平面が発泡体を切断しないように三次元座標第1象限上にあらゆる向きに配置した時、上記発泡体の表面におけるx、y、zの各座標の最大値のいずれでもよいが、発泡体の配置方向を様々に変えた中で最も小さく且つ他の2方向の最大座標値以下の座標値をaと決め、座標値aを示した座標軸がx軸であったとすると、y軸、z軸の最大座標値のうちいずれか取り得る最も小さい方をb、残りをcとし(a≦b≦c)、且つ1≦b/a<2、1≦c/a<2なる関係。
【0026】
上記a、b、cの各値は、コンピューター・グラフィックス等を利用して測定することができる。また同じ方法で発泡体において各a、b、cの値を決定して発泡体形状を設計することができる。
【0027】
発泡体の形状が、b/a≧2やc/a≧2であると、発泡体を型内に充填する際、該発泡体が充填フィーダー中に詰まり易く、また型内において充填不良を生じ易い。尚、1>b/a、1>c/aとなる場合は、a、b、cの関係をa≦b≦cと定義したので存在しない。
【0028】
図4及び図5は発泡体の態様を示す断面図である。発泡体の具体的な形状は例えば所定方向断面において常に以下に示すような一定形状を有する筒状のものが使用できる。図4に示すように、断面形状が(ア)中空円状(ドーナツ状)、(イ)中空三角状、(ウ)中空六角状、(エ)中空円の中に仕切りがある形状、(オ)2つの中空円が並列した形状、(カ)3つの中空円のそれぞれが接触して並列した形状、(キ)一部に断裂部dを有する中空円形状、(ク)一部に断裂部dを有する中空四角形状等である。
【0029】
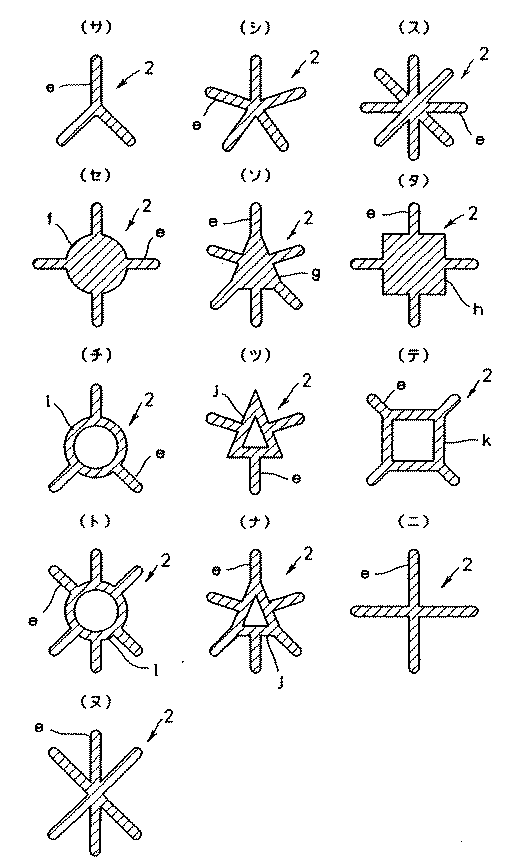
また発泡粒子の形状としては上記した中空構造、即ち筒状のもの以外に外側に肢状部を設けたものでもよい。例えば図5に示すように所定方向断面において常に(略)一定形状を有しその所定断面が(サ)3本の肢状部eからなるもの、(シ)5本の肢状部eからなるもの、(ス)8本の肢状部eからなるもの、(セ)中実円fの周囲の均等の位置に4本の肢状部eを有するもの、(ソ)中実三角gの周囲の均等の位置に6本の肢状部eを有するもの、(タ)中実四角hの周囲の均等の位置に4本の肢状部eを有するもの、(チ)中空円iの周囲の均等の位置に3本の肢状部eを有するもの、(ツ)中空三角形jの周囲に均等の位置に3本の肢状部eを有するもの、(テ)中空四角形kの周囲の均等の位置に4本の肢状部eを有するもの、(ト)中空円iの周囲の均等の位置に6本の肢状部eを有するもの、(ナ)中空三角形jの周囲の均等位置に6本の肢状部eを有するもの、(ニ)4本の肢状部eからなるもの、(ヌ)6本の肢状部eからなるもの等が挙げられる。
【0030】
上記の肢状部eの数は3〜8個が好ましく、肢状部eの数が9個以上では原料のペレット製造が困難であり、また肢状部eの数が2個以下では空隙率を向上させて発泡成型体の内部の融着を良好にする効果があまり期待できない。
【0031】
本発明の連通した空隙を有する重合体発泡成型体に用いられる発泡体は、上記したような定形のものに限らず不定形のものでもよい。発泡体が不定形である場合は、前記条件中で定義されたa、b、cのそれぞれの値を以下のように置き換えて適用することができる。即ち、ある直方体の全ての内面に発泡体の表面が接するように上記直方体の中に発泡体を配置するとして、発泡体の配置方向を変えていった時、上記直方体の最も短い辺の長さが最も短くなる時のその辺の長さをaとし、a辺に直交する2辺のうち最も短い方の辺の長さをb、残りの辺の長さをcとする。
【0032】
発泡体は上記のa、b、cの関係を満足するものであると移送の際にフィーダーや配管に詰まりがなく、型内成型の場合には型内のどの位置においても均一な密度で充填され、且つ如何なる場合にも一定の密度に充填されるので充填率のコントロールがし易く好ましい。上記の充填率(%)とは、発泡体を金型内に充填した時の発泡体の占める真の体積(cm3 )を金型内(キャビティー)体積(cm3 )で割って百分率で示した値である。
【0033】
発泡体の金型内への充填割合の調整は、発泡体の嵩密度により適宜行うことができる。また発泡体が所定方向断面において常に(略)一定形状を有する場合は、発泡体の形状比L/Dの値に応じて充填空気圧を適宜調節したり、発泡体を金型内に充填する際に金型の型開き(クラッキング)を調節する方法等によって行うことができる。尚、上記の形状比L/Dとは、発泡体が所定方向断面において常に(略)一定形状を有する発泡粒子等の場合、その胴部断面の最大長さ(D)と、Dに対して垂直方向の最大長さ(L)との比である。例えば発泡粒子が円筒形である場合は、Lは円筒の筒の高さ、Dは筒の径に相当する。
【0034】
発泡体が発泡粒子の場合、L/Dが0.5〜0.7又は1.3〜2.0が好ましく、L/Dが0.5〜0.7又は1.3〜2.0の筒形であれば、発泡粒子を金型内に充填する際の充填空気圧の調整で筒形発泡粒子に方向性を与える事が可能となり、空隙率、特に連通した空隙の方向性を制御できる。
【0035】
上記のような特定形状の発泡粒子を製造するには、まず、例えば、タルク、炭酸カルシウム、ホウ砂、水酸化アルミニウム等の無機物等の添加剤を加えた基材樹脂を押出機内で加熱、加圧して所定の断面形状を有するダイスから押し出し冷却し、一定長さに切断して未発泡の樹脂粒子を製造する。
【0036】
次いで上記の樹脂粒子を揮発性発泡剤、水と共にオートクレーブ等の密閉容器内に入れ水に分散させ、樹脂粒子の軟化温度以上の温度に加熱し、該粒子内に発泡剤を含浸させた後、容器内の圧力を発泡剤の蒸気圧以上の圧力に保持し、該容器内の水面下の一旦を開放し、樹脂粒子と水とを同時に容器内よりも低圧の雰囲気下に放出することにより、特定形状の発泡粒子からなる発泡体が得られる。尚、樹脂粒子の形状は、発泡によって全体の寸法が大きくなっても発泡前と後の寸法比率には殆ど変化がない。
【0037】
尚、基材樹脂には、例えば透水性土壌形成用途には黒、茶、灰色等の着色顔料、又は染料を添加して着色して着色された発泡粒子を得、該発泡粒子を用いて着色された成型体を得ることもできる。上記の着色顔料又は染料の色は上記のものの他に、用途に応じて黄色、赤色、桃色、青色等適宜選択することができる。
【0038】
着色顔料、染料又は無機物等の添加剤を基材樹脂に添加する場合は、添加剤を基材樹脂にそのまま練り混むこともできるが、通常、分散性等を考慮して添加剤のマスターバッチを造り、該マスターバッチと基材樹脂とを混練することが好ましい。着色顔料、染料の添加量は色によって添加量が異なるが、通常、基材樹脂100重量部に対して0.01〜15重量部である。無機物は基材樹脂100重量部に対して0.001〜5重量部添加することが好ましい。無機物を基材樹脂に対して上記の量を添加する事により、発泡倍率の向上効果や、気泡径を50〜350μmに調整する効果が期待できる。
【0039】
また、特定形状の発泡粒子状の発泡体を得るには、上記手段以外にも、押出機内で熱可塑性樹脂等の重合体と添加剤とからなる混合物を溶融混練した後、発泡剤と共に押出発泡させ冷却後切断する等して所定形状に形成することもできる。
【0040】
本発明の重合体発泡成型体を型内成型で製造するには、上記発泡体等の複数の発泡体を閉鎖し得るが密閉し得ない金型内に充填して通常行われる温度で加熱し、重合体発泡粒子相互を融着せしめて製造され、型内成型の発泡体を加熱する際、金型内に充填された発泡体を圧縮した状態として成型することが好ましい。更に発泡体には、嵩密度ρ1 と真密度ρ2 との関係が0.20<ρ1 /ρ2 <0.45、かつa、b、cが3〜8mmで略同一形状のものを使用するのが好ましい。上記ρ1 とρ2 との関係は更に好ましくは0.20<ρ1 /ρ2 <0.30の範囲である。
【0041】
上記嵩密度ρ1 とは所定重量M1 の発泡粒子をその重量M1 における発泡粒子の嵩体積V1 で除した値であり、また真密度ρ2 とは所定重量M2 の発泡粒子をその重量M2 における発泡粒子の真体積V2 で除した値である。上記M1 、M2 は任意に決めることができるが、通常はM1 =M2 =一定の値とする。
【0042】
上記嵩体積V1 とは上記所定重量M1 (所定個数N)の発泡粒子をメスシリンダー内に充填してメスシリンダーを振動させ、その体積が恒量に達した時の目盛りを読んだ値を指す。また真体積V2 とは上記所定重量M1 (所定個数N)の発泡粒子を液体(例えばアルコール)の入ったメスシリンダー中に沈めた時に上記液体の増量した分の体積をいう。
【0043】
上記の通り比較的小さく異形の発泡体のうち形状が単純なものを選択し、圧縮した状態で成型することにより容易に空隙を本発明の範囲に調整することができる。又、本発明の成型体を得るためには、金型成型性の面から0.2m3 未満の成型体であることが好ましい。
【0044】
本発明の重合体発泡成形体に用いる発泡体の基材樹脂としては、例えばポリスチレン、ポリα−メチルスチレン、スチレン無水マレイン酸コポリマー、ポリフェニレンオキサイドとポリスチレンとのブレンド又はグラフトポリマー、アクリロニトリル−スチレンコポリマー、アクリロニトリル−ブタジエン−スチレンターポリマー、スチレン−ブタジエンコポリマー、ハイインパクトスチレンなどのスチレン系重合体;ポリ塩化ビニル、塩化ビニル−酢酸ビニルコポリマー、後塩素化ポリ塩化ビニル、エチレン又はプロピレンと塩化ビニルのコポリマーなどの塩化ビニル系重合体;ポリアミド系樹脂、ポリエステル系樹脂、フェノール樹脂、ウレタン樹脂、ポリオレフィン系樹脂などが挙げられる。
【0045】
上記ポリオレフィン系樹脂としては、例えばエチレン−ブテンランダムコポリマー、エチレン−ブテンブロックコポリマー、エチレン−プロピレンブロックコポリマー、エチレン−プロピレンランダムコポリマー、エチレン−プロピレン−ブテンランダムターポリマー、ホモポリプロホピレンなどのポリプロピレン系樹脂、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、直鎖状低密度ポリエチレン、直鎖状超低密度ポリエチレン、エチレン−酢酸ビニルコポリマー、エチレン−メチルメタクリレートコポリマー、エチレン−メタクリル酸コポリマーの分子間を金属イオンで架橋したアイオノマー系樹脂などのポリエチレン系樹脂やポリブテン−1、ポリペンテン、エチレン−アクリル酸−無水マレイン酸ターポリマーなどが挙げられる。
【0046】
ポリオレフィン系樹脂は無架橋の状態で用いてもよいが、パーオキサイドや放射線などにより架橋させて用いてもよい。尚、リサイクルの面より無架橋のものが好ましい。
【0047】
上記基材樹脂の中では、回復性が良好である点で、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、直鎖状低密度ポリエチレン、直鎖状超低密度ポリエチレン等のポリエチレン、ポリプロピレン、ポリブテン、エチレン−プロピレンコポリマー、プロピレン−ブテンコポリマー、エチレン−ブテン−プロピレンターポリマー等が好ましい。
【0048】
更に上記基材樹脂の中で特に好ましいのは、エチレン−プロピレンランダムコポリマー、プロピレン−ブテンランダムコポリマー、エチレン−ブテン−プロピレンランダムターポリマーである。又、本発明において上記した種々のポリマーは、通常どおり単独で用いてもよく、或いは2種以上を混合する等併用して用いてもよい。
【0049】
本発明において上記したポリマーは通常通り単独で用いても、あるいは2種以上を混合してもいずれでもよい。又、上記基材樹脂にポリカプロラクトン、β−ヒドロキシ酪酸及びその共重合体、ポリビニルアルコール、変成デンプン等の生分解生プラスチックを混合したもの、又は生分解性プラスチックの発泡又は非発泡の樹脂粒子等を基材樹脂からなる発泡体と混合して成型体を得ることもできる。又、成型体に柔軟性を付与するために、エチレン−プロピレンラバー等の熱可塑性エラストマーを5〜40重量%添加することが好ましい。
【0050】
本発明においては、発泡体の発泡倍率としては通常5〜80倍のものを用いることができるが、成型体の圧縮強度を高くできること、重量を少なくできることおよび経済性の点から10〜30倍のものを用いるのが好ましい。
【0051】
本発明の連通した空隙を有する重合体発泡成型体は、その透水性を活かして、▲1▼乗馬クラブ等のトレーニング馬場や馬道、▲2▼屋上庭園の人工芝の下敷材、▲3▼暗渠等の排水設備、▲4▼ゴルフ場の排水促進材、▲5▼EPS工法用ブロックに代表される軽量盛土材、或いはその吸音性及び通気性及び断熱性を活かして▲6▼壁材、▲7▼床や天井の芯材等に用いることができる。特に透水性を利用する上記▲1▼〜▲5▼について更に詳細に説明する。
【0052】
▲1▼馬場や馬路:排水溝を形成したコンクリート製基礎の表面に30〜60mmの厚みの本発明の成型体を載置し、その上に30〜100mmの厚さで砂又はゴムチップを敷き詰めて用いられる。成型体は表面グレー(砂又はゴムチップと略同色)に着色してあると表面の砂等がズレて成型体表面が現れた時でも馬が驚かないので好ましい。
【0053】
▲2▼人工芝の下敷:排水溝が設けられたコンクリート製基礎の上に10〜30mmの厚みの成型体を敷設し、その上に人工芝を敷く。人工芝から成型体を通して水が容易に排出される。尚、▲1▼馬場や▲2▼人工芝の表面の土や砂等は適度な湿り気が必要であり、下に敷く成型体として砂や芝がある程度保水できるように微量の透水率が要求される。本発明の重合体発泡成型体は微量の透水性に形成可能であるため、成形体が水分を一定量保水可能となり、このような用途に最適である。
【0054】
▲3▼排水設備:孔を有する排水管の周囲を成型体で覆い、その上に砂や砂利、土等を盛って用いる。
【0055】
▲4▼排水促進材:地盤の上に成型体を敷設しその上にや砂、芝等を敷く。
【0056】
▲5▼軽量盛土材:上記▲4▼同様。通常は盛土材として透水性のない発泡スチロールブロックを用いているので排水性が悪く、大量の水に漬かった場合は浮力によってブロックが動く虞があるため楔止めや金網でカバーする必要があったが、本発明の成型体を複数用いることにより排水が促進されるため上記の危険が少なくなる。
【0057】
尚、▲3▼〜▲5▼の場合には▲1▼や▲2▼のような透水性の厳密な調整は要求されないが、本発明の成型体を使用すると表面に直接砂や土等を蒔くことができるため、施工時に不織布等のシートが不要となり、工程が簡略化される。
【0058】
【実施例】
以下、本発明の実施例、比較例及び参考例について説明する。
実施例1〜5・比較例1〜3
まず、表1にそれぞれ示す各基材樹脂と水酸化アルミニウム、カーボンブラックを押出機内で溶融混練し、その後表1に示すような断面形状に対応する形状のダイスからストランド状に押し出して水中で急冷した後、カットしてペレット状に造粒した。尚、水酸化アルミニウム及びカーボンブラックは配合量が各々0.2wt%、0.26wt%となるようにマスターバッチで添加した。
【0059】
次いで発泡剤として炭酸ガスを使用し、分散剤としてカオリン400g、乳化剤としてドデシルベンゼンスルホン酸ナトリウム30g、上記ペレット100kgを水220リットルに配合して密閉容器(オートクレーブ)内で攪拌しながら融解終了温度以上の温度に昇温することなく加熱し一定時間保持した後に平衡蒸気圧に等しい背圧をかけ、その圧力を保持したまま容器の一端を解放して樹脂粒子と水とを同時に放出して樹脂粒子を発泡せしめ、表1に示すような断面形状を有する灰色の発泡粒子を得た。
【0060】
得られた発泡粒子の嵩密度(ρ1 )、真密度(ρ2 )並びに大きさa、b、cを測定し、b/a、c/aと併せて表1に示す。
【0061】
上記各発泡粒子を、表1に記載の成型条件(成型温度、充填率)で型内成型して縦30cm×横30cm×厚み6cmの重合体発泡成型体を得た。得られた成型体をスライスして切断面に縦×横が10cm×10cmの範囲の枠を任意に設け、該枠内の空隙部のLが2mm以上の空隙部への全個数(T)とLが2mm以上かつ10mm以下の空隙部個数(P)を測定し、更に得られた重合体発泡成型体の透水性を測定し透水係数を表1に示した。尚、透水性試験は次のように行った。
【0062】
透水性は、成型体表面に砂を5cmの厚みに敷く前と後についてそれぞれ、JIS A1218に準じて、試料として砂を重合体発泡成型体に代え、試料を入れる円筒を角筒に代えて変水位式透水性測定試験を行った。砂は、透水係数が0.02cm/secの豊浦砂を用いた。砂を敷いた後の透水係数の測定は、水を流し始めた後数回に亘り透水係数を測定し、変動が収まった後に成型体上の砂を取り去ってJIS A1218に準じて変水位式透水性測定試験を行った。
【0063】
参考例1
球状のポリスチレン発泡粒子を接着剤を用いて結合させた従来の連通した空隙を有する発泡成型体について、実施例と同様に空隙率、空隙比及び透水係数を測定して表1に示した。
【0064】
参考例2
長さが2cm以上のチップ状のポリスチレン発泡体を融着せしめた従来の連通した空隙を有する発泡成型体、実施例と同様に空隙率、空隙比及び透水係数を測定して表1に示した。
【0065】
【表1】
【発明の効果】
以上説明したように本発明の連通した空隙を有する重合体発泡成型体は、発泡成型体の断面における空隙部の最大径をLとした場合に、Lが2mm以上の空隙部の全個数に対して、Lが2mm以上かつ10mm以下の空隙部の個数の割合が0.9以上であるため、本発明の重合体発泡成型体の表面に直接砂を蒔いて使用しても砂が成形体の空隙を水と共に通過して流出してしまうことがなく、従来の透水性を有する重合体発泡成型体と比較して成形体の表面に不織布等のフィルターを敷く必要がなく、施工作業を簡略化できる。
【0067】
更に本発明の重合体発泡成型体は、空隙の大きさが適度な大きさであるため、用途に応じて透水性を調整することが可能となり、表面の土や砂に一定の保水性を与えることかできる。しかも空隙に砂等がつまってしまい短期間に透水性が無くなる虞れがなく、適度な透水性を長期間にわたって維持することが可能である。
【0069】
特に、発泡体として上記したような特定形状のものを使用した場合には、発泡体を金型に充填する際良好な充填性が得られ、従来の型内成型と同じ工程及び操作で容易に製造可能である。
【図面の簡単な説明】
【図1】本発明の連通した空隙を有する重合体発泡成型体の1例を示し、(a)は断面を示す拡大図、(b)は空隙部の形状を示す拡大図である。
【図2】本発明の連通した空隙を有する重合体発泡成型体の他の実施例の断面を示す拡大図である。
【図3】発泡体の形状を説明するための説明図である。
【図4】発泡体の態様を示す断面図である。
【図5】発泡体の態様を示す断面図である。
【符号の説明】
1 連通した空隙を有する重合体発泡成型体
2 発泡体
3 空隙部
a 発泡粒子を三次元座標上に配置した時、発泡粒子の表面における座標値の絶対値の最大値がとり得る最小値
b 発泡粒子の最大径がaを示す時の、aを示した座標軸と直交する2方向の座標値絶対値のうちいずれかが取り得る最も小さい方の値
c 発泡粒子の最大径がaを示す時の、aを示した座標軸と直交する2方向の座標値絶対値のうちbが定まった時の残りの値
x x軸
y y軸
z z軸
p 発泡粒子とxy平面との接面
q 発泡粒子とyz平面との接面
r 発泡粒子とzx平面との接面
Claims (2)
- 複数の重合体発泡粒子(但し、『最長部の長さ/最大胴部の断面長さ』が2以上の柱状重合体を除く。)を結合してなり、連通した空隙を有する空隙率5〜60%の発泡成型体であって、発泡成型体の断面における空隙部の最大径をLとした場合に、Lが2mm以上の空隙部の全個数に対して、Lが2mm以上且つ10mm以下の空隙部の個数の割合が、0.9以上であると共に、Lが2mm以上且つ10mm以下の空隙部の数が100cm2あたり80個以上であることを特徴とする連通した空隙を有する重合体発泡成型体。
- 発泡成型体が下記条件(1)〜(3)式を満足する発泡体からなる請求項1記載の連通した空隙を有する重合体発泡成型体。
a≦b≦c ・・・・・・・・(1)
1≦b/a<2 ・・・・・・(2)
1≦c/a<2 ・・・・・・(3)
但し、a、b、cは、発泡体を、三次元座標上のxy、yz、zxの各平面のそれぞれが上記発泡体に少なくとも一点で接し、且つ上記各平面が発泡体を切断しないように三次元座標第1象限上に配置した時、上記発泡体表面におけるx、y、zの各座標の最大値のいずれかがとり得る最小の座標値をaとし、座標値aを示した座標軸と直交する方向の2つの最大座標値のいずれかとり得る最小の値をbとし、残りの座標最大値をcとする。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP30978193A JP3704366B2 (ja) | 1993-11-16 | 1993-11-16 | 連通した空隙を有する重合体発泡成型体 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP30978193A JP3704366B2 (ja) | 1993-11-16 | 1993-11-16 | 連通した空隙を有する重合体発泡成型体 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH07137065A JPH07137065A (ja) | 1995-05-30 |
| JP3704366B2 true JP3704366B2 (ja) | 2005-10-12 |
Family
ID=17997176
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP30978193A Expired - Fee Related JP3704366B2 (ja) | 1993-11-16 | 1993-11-16 | 連通した空隙を有する重合体発泡成型体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3704366B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4618701B2 (ja) * | 2001-01-31 | 2011-01-26 | 株式会社ジェイエスピー | 排水構造物、断熱排水構造物及びコンクリート地下構造物の断熱排水壁の構築方法 |
| JP5205636B2 (ja) * | 2007-03-23 | 2013-06-05 | 埼玉県 | 樹脂構造物の製造方法 |
-
1993
- 1993-11-16 JP JP30978193A patent/JP3704366B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH07137065A (ja) | 1995-05-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0697274B1 (en) | Expansion-molded article of polyolefin resin having open voids and production thereof | |
| US4908166A (en) | Method for preparing polyolefin composites containing a phase change material | |
| JP3377575B2 (ja) | 空隙を有する重合体発泡粒子成型体 | |
| JPS62187782A (ja) | 相変化材料を含むポリオレフイン組成物、熱エネルギ−貯蔵材料および前記ポリオレフイン組成物の製法 | |
| KR20160107163A (ko) | 프로필렌계 수지 발포 입자 및 발포 입자 성형체 | |
| JP2805286B2 (ja) | 連通した空隙を有するポリオレフィン系樹脂発泡成形体及びその製造方法 | |
| JPH03224727A (ja) | ポリオレフィン系樹脂発泡成型体及びその製造方法 | |
| CN108867244A (zh) | 由包含发泡热塑性弹性体颗粒的复合材料制备的地坪 | |
| JP3704366B2 (ja) | 連通した空隙を有する重合体発泡成型体 | |
| JP3341418B2 (ja) | 連通した空隙を有するプロピレン系樹脂発泡成型体の製造方法 | |
| JP3341419B2 (ja) | 連通した空隙を有するプロピレン系樹脂発泡成型体の製造方法 | |
| JP6961607B2 (ja) | 発泡粒子成形体 | |
| JPH11343361A (ja) | 貫通穴を有する筒状のポリオレフィン系樹脂発泡粒子及び連通した空隙を有するポリオレフィン系樹脂発泡成型体の製造方法 | |
| JP3436959B2 (ja) | 連通した空隙を有する重合体発泡成型体 | |
| CN101001899A (zh) | 苯乙烯改性聚乙烯系树脂粒子、苯乙烯改性聚乙烯系发泡性树脂粒子及其制造方法、预发泡粒子及发泡成型制品 | |
| JP3394074B2 (ja) | 熱可塑性樹脂発泡粒子を型内成型してなる発泡成型体 | |
| JPS6234336B2 (ja) | ||
| JP2787224B2 (ja) | オレフィン系樹脂発泡成型体及びその製造方法 | |
| JP3358886B2 (ja) | 空隙を有する通水性発泡成型体 | |
| JP4577859B2 (ja) | 発泡用ポリオレフィン系樹脂組成物 | |
| JPH0267338A (ja) | ポリオレフィン系樹脂予備発泡粒子の製造方法 | |
| EP4169975A1 (en) | Process for producing resin expanded beads | |
| CN113544202B (zh) | 聚烯烃系树脂颗粒及其利用 | |
| JP3051991B2 (ja) | 通気・通水性発泡樹脂成形体の製造方法 | |
| JPH09118770A (ja) | 保水性発泡粒子並びに保水性発泡粒子成型体及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20040407 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040604 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20040604 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20050330 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050426 |
|
| A911 | Transfer of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20050616 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050706 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050725 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090729 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100729 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110729 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110729 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120729 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130729 Year of fee payment: 8 |
|
| LAPS | Cancellation because of no payment of annual fees |