JP3680552B2 - 複合材料部品の製造方法 - Google Patents
複合材料部品の製造方法 Download PDFInfo
- Publication number
- JP3680552B2 JP3680552B2 JP11399598A JP11399598A JP3680552B2 JP 3680552 B2 JP3680552 B2 JP 3680552B2 JP 11399598 A JP11399598 A JP 11399598A JP 11399598 A JP11399598 A JP 11399598A JP 3680552 B2 JP3680552 B2 JP 3680552B2
- Authority
- JP
- Japan
- Prior art keywords
- molding
- injection
- molded body
- molding material
- powder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



















Landscapes
- Producing Shaped Articles From Materials (AREA)
- Powder Metallurgy (AREA)
Description
【発明の属する技術分野】
本発明は、二種類あるいはそれ以上の金属又はセラミックス材料から成る複合材料部品の製造方法に関するものである。
【0002】
【従来の技術】
金属やプラスチック、窯業系材料等を切断する刃物は、例えばSK5のような工具鋼で作製された台金に、SKH(高速度工具)鋼や超硬合金で作製された刃先チップを接合して作製される。このとき台金と刃先チップとの接合方法としては、銀ろうを用いたろう付けがよく用いられてきたが、ろう付けはフラックスを用いるため、清掃等のメンテナンスを頻繁に行わなければならず、またこのフラックスが治具等に付着して接合精度が悪くなるといった問題もあった。またこのろう付けにおいては、接合部近傍のかなり広い範囲にわたって高熱がかかるため、熱処理によりの調質されたSK5等で作製される台金やSKH(高速度工具)等で作製される刃先チップが焼きなまされて硬度や剛性が低下してしまうという問題もあった。
【0003】
最近では、このろう付けによる接合方法に代わる接合方法として、鉄系材料で作製された台金と超硬合金で作製された刃先チップとを高エネルギービームによって接合する接合方法も開発されている。ただし、鉄系材料と超硬合金の溶接の場合、両者の線膨張係数の差が大きいため、接合時に熱応力が発生し、この熱応力が原因で接合部や超硬合金にクラックが発生する場合がある。
【0004】
そのため、鉄系材料と超硬合金の接合の場合は、両者の接合部間にニッケルや銅等の金属片を挿入し、挿入面近傍へ高エネルギービームを照射して、鉄系材料と超硬合金を溶接することにより接合したりしている。
【0005】
しかし上記のような金属片を用いた溶接による接合方法では、金属片を接合部間に挿入しなければならず、接合工程が複雑になるという欠点があった。このような問題を解決するためには、刃先チップと金属片とが一体となった複合材料部品が必要とされるものである。
【0006】
ここで、金属とセラミックス材料の複合部品の製造方法としては、特開昭62−30804号公報に開示されているような、それぞれの粉末材料を交互に型に充填し、それをホットプレス法や通電加熱焼結法により焼結して製造しようというものがある。
【0007】
【発明が解決しようとする課題】
しかし上記のような複合材料の製造方法では、ホットプレスや通電加熱焼結が可能な単純な形状の複合材料した製造することができず、刃先チップのような複雑三次元形状の複合材料部品を製造することは困難なものであった。
【0008】
本発明は上記の点に鑑みてなされたものであり、金属あるいはセラミックスからなる成分の異なる二種以上の部分から構成される複雑三次元形状の複合材料部品を製造する方法を提供することを目的とするものである。
【0009】
【課題を解決するための手段】
本発明の請求項1に記載の複合材料部品の製造方法は、セラミックス粉末及び金属粉末から選択された一種以上の粉末材料と有機結合剤とを混練して超硬質材料を配合した成形材料4と易溶接性材料を配合した成形材料4とを調製し、成形材料4を金型内に注入する一つの射出ノズルが設けられると共に内部にプランジャーが配置されたメインシリンダーに二つのサブシリンダーが接続され、且つ各サブシリンダーの内部のトラフにスクリューが配置された射出装置を用いて、各サブシリンダーの各トラフ内に成形材料をそれぞれ供給し、各スクリューを軸回転させて各トラフ内の成形材料4をメインシリンダーに供給し、プランジャーを射出ノズル側に向けて移動させてプランジャーの先端にて成形材料4を押し込み、射出ノズルから成形材料を金型内に射出することによって、成分の異なる二種以上の成形材料を、金型内に注入することにより射出成形を行って、超硬質材料を配合した成形材料4で切れ刃を有する刃物部となる部分を成形し、易溶接性材料を配合した成形材料4で台金と接合される接合部となる部分を成形した成形体を成形し、この成形体を脱脂した後焼結させることによって切削工具の刃先チップとして形成することを特徴とする複合材料部品の製造方法。
【0014】
また本発明の請求項2に記載の複合材料部品の製造方法は、請求項1の構成に加えて、二種以上の成形材料4を調製するにあたって、各成形材料4を、焼結温度が等しい各粉末材料を用いてそれぞれ調製して成ることを特徴とするものである。
【0015】
また本発明の請求項3に記載の複合材料部品の製造方法は、請求項1又は2の構成に加えて、二種以上の成形材料4を調製するにあたって、各成形材料4を、焼結温度が異なる各粉末材料を用いてそれぞれ調製し、成形体6を焼結させる際、各粉末材料の焼結温度のうち最も低い焼結温度よりも低い温度で仮焼結を行い、その後本焼結を行うことにより複合材料部品8を得ることを特徴とするものである。
【0016】
また本発明の請求項4に記載の複合材料部品の製造方法は、請求項1乃至3のいずれかの構成に加えて、二種以上の成形材料4を調製する際に用いる粉末材料のうち少なくとも一つのものが超硬質材料であり、他のものが展延性に富む材料であることを特徴とするものである。
【0017】
また本発明の請求項5に記載の複合材料部品の製造方法は、請求項1乃至4のいずれかの構成に加えて、第一の粉末材料として超硬質材料を用い、第二の粉末材料としてニッケル又はニッケル合金を用いて成ることを特徴とするものである。
【0020】
【発明の実施の形態】
以下、本発明の実施の形態を説明する。
【0021】
粉末材料として、セラミックス粉末及び金属粉末から選択された一種以上のものを混合したものを用いて成分の異なる二種以上の成形材料4を調製し、この成形材料4を一つの金型1内に注入することにより射出成形を行って成分の異なる二種以上の部分からなる成形体6を成形し、この成形体6を脱脂した後焼結させることによって、成分の異なる二種以上の部分から構成される複合材料部品8を得るものである。この粉末材料の平均粒径は1〜10μmとするのが好ましい。またこのときそれぞれの粉末材料の線膨張係数はできるだけ近いほうが好ましい。
【0022】
具体的には例えば第一の粉末材料として、WC−Co系の超硬合金を用い、それ以外にもSKH57やSKD11等の金属材料、アルミナ、ジルコニア等のセラミックス材料を用いても良い。また第二の粉末材料として85wt%ニッケル−15wt%タングステン合金(以下、ニッケル合金とする)等を用い、この二種類の粉末材料を用いて複合材料部品8を製造することができる。
【0023】
このような粉末材料と、有機結合剤(粉末射出成形バインダー)とを配合して混練することによって成形材料4を得る。このとき粉末材料と有機結合剤との混練比率は、いずれの成形材料4においても体積比率で50:50としてそれぞれの成形材料4の焼結後の収縮率を等しくすることが好ましい。ここで有機結合剤としては、エチレン酢酸ビニル共重合体(EVA)、ポリメタクリル酸ブチル、ステアリン酸、パラフィンワックス等から成るものを用いることができ、例えば第一セラモ社製、「DC−1235」を用いることができる。
【0024】
このようにして調製される成形材料4を、一つの金型1に注入して射出成形することにより、成形体7を成形するものである。このときは、図1の参考例に示すように、金型1、第一の射出装置2a、及び第二の射出装置2bから成る射出成形装置9を用いることができる。ここで金型1には金型1内に成形材料4を注入するためのスプルーブッシュ5が形成されており、第一の射出装置2a及び第二の射出装置2bから、スプルーブッシュ5を介して金型1内に成形材料4を注入するようにするものである。
【0025】
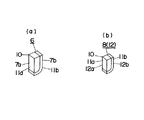
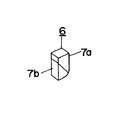
そして第一の射出装置2aから、粉末材料として超硬質材料が配合されている第一の成形材料4aを金型1に注入し、また第二の射出装置2bから、粉末材料としてニッケル合金が配合されている第二の成形材料4bを金型1に注入することにより射出成形を行い、第一の成形材料にて形成される部分7aと、第二の成形材料にて形成される部分7bという成分の異なる二種の部分からなる成形体6を成形するものである。ここで射出成形は、射出圧力1200kgf/cm2、金型内圧力750kgf/cm2、射出温度180℃、型内温度15℃の条件で行うことが好ましい。またここでこの成形体6は、図2(a)に示すように、切れ刃10を有する略四角状の刃物部11aを超硬質材料が配合されている第一の成形材料から成る部分7aで形成し、刃物部11aの切れ刃10を形成しない2辺に略L字型の接合部11bをニッケル合金が配合されている第二の成形材料から成る部分7bで形成して、刃先チップ12を製造するための成形体6として成形することができる。
【0026】
このようにして作製された成形体6は、脱脂工程において成形体6中の有機結合剤成分を除去する。すなわち例えば不活性雰囲気下で約500℃まで徐々に加熱して成形体6中の有機結合剤成分を除去するものである。
【0027】
そしてこのように有機結合剤が除去された成形体6を、例えば0.1〜1Torrの減圧下で1420℃で焼結させて図2(b)に示すような複合材料部品8を得る。このとき複合材料部品8は脱脂、焼結の過程において有機結合剤が失われるため、成形材料4中の粉末材料と有機結合剤との混練比率が上記のように体積比率で50:50であると、複合材料部品8は成形体6よりも約20%収縮するものである。このようにして得られる複合材料部品8は、成分の異なる二種以上の部分から構成されることとなる。特に上記のように成形体6を上記のように刃先チップ12を製造するための成形体6として成形した場合は、複合材料部品8は刃先チップ12として製造され、第一の材料粉末からなる部分(超硬質材料からなる部分)12aと第二の粉末材料からなる部分(ニッケル合金からなる部分)12bという成分の異なる二種の部分から構成されることとなる。
【0028】
このように粉末材料が配合された成分の異なる二種以上の成形材料4を、一つの金型1内に注入することにより射出成形を行うことにより、成分の異なる二種以上の部分からなる成形体6を成形するため、成形体6を複雑三次元形状に形成する場合でも射出成形により容易に成形することができるものである。従ってこのような成形体6を脱脂した後、焼結させて複合材料部品8を得るものとすると、成分の異なる二種以上の部分からなる複雑三次元形状の複合材料部品8を容易に製造することができるものである。
【0029】
本発明は、射出成形によって成形体6の成形を行う際、成形材料3を金型1内に注入する一つの射出ノズル3と、射出ノズル3に成形材料4を送る二以上のスクリュー13とを具備する射出装置2を用いることとしたものであり、このような射出装置2を用い、成分の異なる二種以上の成形材料4をそれぞれ各スクリューにより射出ノズル3に送り、射出ノズル3から成形材料4を金型1内に射出することによって、成分の異なる二種以上の成形材料4を、一つの金型1内に注入することにより成形体6の成形を行うこととしたものである。
【0030】
図3は参考例において用いる射出成形装置9の一例を示すものである。ここで金型1は、射出装置2の射出ノズル3が接続されるスプルーブッシュ5が一つのみ設けられたものが用いられる。また金型1内に成形材料4を注入する射出装置2としては、シリンダー14の先端に射出ノズル3を設けたものを使用することができる。シリンダー14の内部は、隔壁15により二つに仕切られて、第一のトラフ16a及び第二のトラフ16bが形成されており、それぞれのトラフ16a、16b内にはスクリュー13a、13bを配置すると共に、それぞれのトラフ16a、16b内に連通する貯槽17a、17bを設けるものである。ここでスクリュー13a,13bは棒材の周面に螺旋状の溝18を設けて形成するものであり、トラフ16a、16b内に軸回転自在、かつ軸方向にスライド移動自在に配置するものである。またシリンダー14内には、射出ノズル3とスクリュー13a、13bとの間に材料計量部19を設け、材料計量部19内に導入された成形材料4の重量を測定できるようにしている。
【0031】
上記のような射出成形装置9を用いて成形体6を成形する際は、まず図3(a)のようにスクリュー13a、13bを射出ノズル13a、13bと反対側にスライドさせた状態で、射出装置2の第一のトラフ16a内及び第二のトラフ16b内にそれぞれ連通する各貯槽17a、17bに、それぞれ第一の成形材料4a及び第二の成形材料4bを供給し、貯槽17a、17bから各トラフ16a、16b内に各成形材料4a、4bを供給する。そしてスクリュー13a、13bを軸回転させてトラフ16a、16b内の成形材料4a、4bを軸方向に射出ノズル3側に向けて移送し、材料計量部19に供給する。材料計量部19にて成形材料4a,4bの重量を計量した後、図3(b)に示すようにスクリュー13a、13bを射出ノズル3側に向けて軸方向にスライド移動させてスクリュー13a、13bの先端にて成形材料4a、4bを押し込み、成形材料4a、4bを射出ノズル3から、スプルーブッシュ5を介して金型1内に注入する。ここで金型1に注入する成形材料4a、4bは、材料計量部19にて計量されるため、金型1内に所定量の成形材料4a、4bを注入することができる。
【0032】
このようにして金型1内に第一の成形材料4aと第二の成形材料4bとを一つの金型1内に注入することにより、第一の成形材料から成る部分7aと第二の成形材料から成る部分7bという、成分の異なる二種の部分からなる成形体6を成形するものであり、その際、この成形体6を複雑三次元形状に形成する場合でも射出成形により容易に成形することができるものである。従ってこのような成形体6を脱脂した後、焼結させて複合材料部品8を得るものとすると、成分の異なる二種の部分からなる複雑三次元形状の複合材料部品8を容易に製造することができるものである。
【0033】
また、図3に示すような射出成形装置9を用いて成分の異なる二種の部分からなる成形体6を成形する場合、各成形材料4a、4bを金型1内に注入する際に、二つのスクリュー13a、13bを同時に射出ノズル3側に向けて軸方向にスライド移動させてスクリュー13a、13bの先端にて成形材料4a、4bを押し込むようにすると、第一の成形材料4aと第二の成形材料4bが共に同一のスプルーブッシュ5から同一方向に向けて同時に注入されるため、図4に示すような、成形材料4a、4bの注入方向に沿った面を中心にして一側に第一の成形材料からなる部分7a、他側に第二の成形材料からなる部分7bが分布した状態の成形体6を得ることができるものである。
【0034】
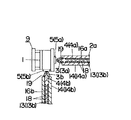
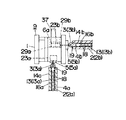
図5は本発明において用いる射出成形装置9の一例を示すものである。ここで金型1は、射出装置2の射出ノズル3が接続されるスプルーブッシュ5が一つのみ設けられたものが用いられる。また金型1内に成形材料4を注入する射出装置2としては、メインシリンダー21の先端に射出ノズル3を設けたものを使用することができる。メインシリンダー21の内部には材料計量部19を設け、材料計量部19内に導入された成形材料4の重量を測定できるようにしている。またメインシリンダー21内には軸方向にスライド移動自在なプランジャー20を配置するものである。またメインシリンダー21には、第一のサブシリンダー22aと第二のサブシリンダー22bとの二つのサブシリンダーを接続して設けるものである。ここで各サブシリンダー22a、22bの先端にはそれぞれ注入ノズル23a、23bを設けるものであり、この各サブシリンダー22a、22bの注入ノズル23a、23bをメインシリンダー22の材料計量装置19に接続して各サブシリンダー22a、22bの内部とメインシリンダー22の内部とを連通させるものである。また各サブシリンダー22a、22bの内部には、それぞれトラフ16a、16bが形成されており、各トラフ16a、16b内にはスクリュー13a、13を配置するものである。ここでスクリュー13a、13は棒材の周面に螺旋状の溝18を設けて形成するものであり、各トラフ16a、16b内に軸回転自在、かつ軸方向にスライド移動自在に配置するものである。
【0035】
上記のような射出成形装置9を用いて成形体6を成形する際は、まず図5(a)のようにメインシリンダー21内のプランジャー20を射出ノズル3と反対側にスライドさせた状態で、第一のサブシリンダー22aと第二のサブシリンダー22bの各トラフ16a、16b内に第一の成形材料4a及び第二の成形材料4bをそれぞれ供給し、スクリュー13a、13bを軸回転させて各トラフ16a、16b内の成形材料4a、4bを軸方向に注入ノズル23a、23b側に向けて移送し、注入ノズル23a、23bを介してメインシリンダー21の材料計量部19に供給する。材料計量部19にて成形材料4a、4bの重量を計量した後、図5(b)に示すようにプランジャー20を射出ノズル3側に向けて軸方向にスライド移動させてプランジャー20の先端にて成形材料4a、4bを押し込み、成形材料4a、4bを射出ノズル3から、スプルーブッシュ5を介して金型1内に注入する。ここで金型1に注入する成形材料4a、4bは、材料計量部19にて計量されるため、金型1内に所定量の成形材料4a、4bを注入することができる。このようにして金型1内に第一の成形材料4aと第二の成形材料4bとを一つの金型1内に注入することにより、図4に示すような、第一の成形材料から成る部分7aと第二の成形材料から成る部分7bという、成分の異なる二種の部分からなる成形体6を成形するものである。
【0036】
また、図5に示すような射出成形装置9を用いて成分の異なる二種の部分からなる成形体6を成形する場合は、第一の成形材料4aと第二の成形材料4bが共に同一のスプルーブッシュ5から同一方向に向けて同時に注入されるため、図4に示すような、成形材料4a、4bの注入方向に沿った面を中心にして一側に第一の成形材料からなる部分7a、他側に第二の成形材料からなる部分7bが分布した状態の成形体6を得ることができるものである。
【0037】
次の参考例は、射出成形によって成形体6の成形を行う際、各成形材料4a、4bを金型1内に注入する射出ノズル3a、3bと、射出ノズル3a、3bに成形材料4a、4bを送るスクリュー13a、13bとを具備する二つの射出装置2a、2bを用いることとしたものであり、このような二つの射出装置2a、2bを用い、成分の異なる二種の成形材料4a、4bをそれぞれ各射出装置2a、2bのスクリュー13a、13bにより射出ノズル3a、3bに送り、射出ノズル3a、3bから各成形材料4a、4bを金型1内に射出することによって、成分の異なる二種の成形材料4a、4bを、一つの金型1内に注入することにより成形体6の成形を行うこととしたものである。
【0038】
図6はこの参考例において用いる射出成形装置9の一例を示すものである。ここで金型1は、各射出装置2a、2bの射出ノズル3a、3bが二つ同時に接続されるスプルーブッシュ5が一つのみ設けられたものが用いられる。また金型1内に成形材料4a、4bを注入する射出装置2としては、第一の射出装置2aと第二の射出装置2bの二つのものを使用するものであり、各射出装置2a、2bとして、シリンダー14a、14bの先端に射出ノズル3a、3bを設けたものを使用するものである。また各シリンダー14a、14bの内部には、それぞれトラフ16a、16bが形成されており、トラフ16a、16b内にはそれぞれスクリュー13a、13bを配置するものである。ここでスクリュー13a、13bは棒材の周面に螺旋状の溝18を設けて形成するものであり、トラフ16a、16b内に軸回転自在、かつ軸方向にスライド移動自在に配置するものである。
【0039】
上記のような射出成形装置を用いて成形体6を成形する際は、各射出装置2a、2bのシリンダー14a、14b内のスクリュー13a、13bを射出ノズル3a、3bと反対側にスライドさせた状態で、第一の射出装置2aと第二の射出装置2bの各トラフ16a、16b内に第一の成形材料4a及び第二の成形材料4bをそれぞれ供給し、スクリュー13a、13bを軸回転させてトラフ16a、16b内の成形材料4a、4bを軸方向に射出ノズル3a、3b側に向けて移送し、材料計量部19に供給する。材料計量部19にて成形材料4a、4bの重量を計量した後、スクリュー13a、13bを射出ノズル3a、3b側に向けて軸方向にスライド移動させてスクリュー13a、13bの先端にて成形材料4a、4bを押し込み、成形材料4a、4bを射出ノズル3a、3bから、スプルーブッシュ5を介して金型1内に注入する。ここで金型1に注入する成形材料4a、4bは、材料計量部19にて計量されるため、金型1内に所定量の成形材料4a、4bを注入することができる。このようにして金型1内に第一の成形材料4aと第二の成形材料4bとを一つの金型1内に注入することにより、第一の成形材料から成る部分7aと第二の成形材料から成る部分7bという、成分の異なる二種の部分からなる成形体6を成形するものである。
【0040】
また、図6に示すような射出成形装置9を用いて成分の異なる二種の部分からなる成形体6を成形する場合、各成形材料4a、4bを金型1に注入する際に、二つのスクリュー13a、13bを同時に射出ノズル3a、3b側に向けて軸方向にスライド移動させてスクリュー13a、13bの先端にて成形材料4a、4bを押し込むようにすると、第一の成形材料4aと第二の成形材料4bが共に同一のスプルーブッシュ5から同一方向に向けて同時に注入されるため、図4に示すような、成形材料4a、4bの注入方向に沿った面を中心にして一側に第一の成形材料からなる部分7a、他側に第二の成形材料からなる部分7bが分布した状態の成形体6を得ることができるものである。
【0041】
図7は参考例において用いる射出成形装置9の他例を示すものである。ここで金型1は、射出装置2a、2bの射出ノズル3a、3bがそれぞれ一つづつ接続されるスプルーブッシュ5a、5bを二つ設けたものを用いる。また金型1内に成形材料4a、4bを注入する射出装置2a、2bとしては、シリンダー14a、14bの先端に射出ノズル3a、3bを設けた第一の射出装置2aと第二の射出装置2bの二つのものを使用するものである。この射出装置2a、2bとしては、図6に示すものと同様のものを用いることができる。
【0042】
上記のような射出成形装置9を用いて成形体6を成形する際は、金型1の一方のスプルーブッシュ5aに第一の射出装置2aの射出ノズル3aを接続すると共に、他方のスプルーブッシュ5bに第二の射出装置2bの射出ノズル3bを接続し、各射出装置2a、2bのシリンダー14a、14b内のスクリュー13a、13bを射出ノズル3a、3bと反対側にスライドさせた状態で、第一の射出装置2aと第二の射出装置2bの各トラフ16a、16b内に第一の成形材料4a及び第二の成形材料4bをそれぞれ供給し、スクリュー13a、13bを軸回転させてトラフ16a、16b内の成形材料4a、4bを軸方向に射出ノズル3a、3b側に向けて移送し、材料計量部19に供給する。材料計量部19にて成形材料4a、4bの重量を計量した後、スクリュー13a、13bを射出ノズル3a、3b側に向けて軸方向にスライド移動させてスクリュー13a、13bの先端にて成形材料4a、4bを押し込み、成形材料4a、4bを射出ノズル3a、3bから、各スプルーブッシュ5a、5bを介して金型1内に注入する。ここで金型1に注入する成形材料4a、4bは、材料計量部19にて計量されるため、金型1内に所定量の成形材料4a、4bを注入することができる。このようにして金型1内に第一の成形材料4aと第二の成形材料4bとを一つの金型1内に注入することにより、第一の成形材料から成る部分7aと第二の成形材料から成る部分7bという、成分の異なる二種の部分からなる成形体6を成形するものである。
【0043】
また、図7に示すような射出成形装置9を用いて成分の異なる二種の部分からなる成形体6を成形する場合、各成形材料4a、4bを金型1に注入する際に、二つのスクリュー13a、13bを同時に射出ノズル3a、3b側に向けて軸方向にスライド移動させてスクリュー13a、13bの先端にて成形材料4a、4bを押し込むようにすると、第一の成形材料4aと第二の成形材料4bが異なるスプルーブッシュ5a、5bから異なる方向に向けて同時に注入されるため、図8に示すような、二つのスプルーブッシュ5a,5bの配置位置からほぼ等距離の箇所に境界面を有し、この境界面について、各成形材料4a,4bからなる部分7a、12bが対称的に分布した状態の成形体6を得ることができるものである。
【0044】
また上記の図3、図6、及び図7に示す射出成形装置9を用いて成形体6を成形する際において、二つのスクリュー13a、13bをスライド移動させることによって、成形材料4a、4bを金型1内に注入する場合、各スクリュー13a、13bをスライド移動させるタイミングに時間差を設けることにより、成形体6中の二種類の各成形材料4a,4bからなる部分7a、7bの分布の状態を制御することができる。
【0045】
図9は、図3に示す射出成形装置9を用いる際に、各スクリュー13a、13bをスライド移動させるタイミングに時間差を設けた場合の一例を示すものである。この図9に示す例では、図9(a)に示すように材料計量部19に第一の成形材料4a及び第二の成形材料4bが供給された状態で、まず図9(b)に示すように第一の成形材料4aが供給されている第一のトラフ16a内のスクリュー13aを射出ノズル3の方向にスライド移動させて第一の成形材料4aを金型1に注入し、更に図9(c)に示すように、第二の成形材料4bが供給されている第二のトラフ16b内のスクリュー13bを射出ノズル3の方向へスライド移動させて第二の成形材料4を金型1に注入するものである。
【0046】
このように二種類の成形材料4a、4bを時間差を設けて射出することにより、スプルーブッシュ5の配置位置から離れた側とスプルーブッシュ5の配置位置から近い側のそれぞれに各成形材料4a、4bからなる部分が分布した成形体6を成形することができるものである。
【0047】
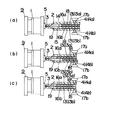
また図10は、図6に示す射出成形装置9を用いる際に、各スクリュー13a、13bをスライド移動させるタイミングに時間差を設けた場合の一例を示すものである。この図10に示す例では、二つの射出装置2a、2bの各材料計量部19にそれぞれ第一の成形材料4a及び第二の成形材料4bが供給された状態で、まず図10(a)に示すように第一の成形材料4aが供給されている第一の射出装置2a内のスクリュー13aを射出ノズル3aの方向にスライド移動させて第一の成形材料4aを金型1に注入し、更に図10(b)に示すように、第二の成形材料4bが供給されている第二の射出装置2b内のスクリュー13bを射出ノズル3aの方向へスライド移動させて第二の成形材料4bを金型1に注入するものである。
【0048】
このように二種類の成形材料4a、4bを時間差を設けて射出することにより、スプルーブッシュ5の配置位置から離れた側とスプルーブッシュ5の配置位置から近い側のそれぞれに各成形材料4a、4bからなる部分が分布した成形体6を成形することができるものである。
【0049】
また図11は、図6に示す射出成形装置9を用いる際に、各スクリュー13a、13bをスライド移動させるタイミングに時間差を設けた場合の一例を示すものである。この図11に示す例では、二つの射出装置2a、2bの各材料計量部19にそれぞれ第一の成形材料4a及び第二の成形材料4bが供給された状態で、まず図11(a)に示すように第一の成形材料4aが供給されている第一の射出装置2a内のスクリュー13aを射出ノズル3aの方向にスライド移動させて第一の成形材料4aを第一のスプルーブッシュ5aを介して金型1に注入し、更に図11(b)に示すように、第二の成形材料4bが供給されている第二の射出装置2b内のスクリュー13bを射出ノズル3bの方向へスライド移動させて第二の成形材料4bを第二のスプルーブッシュ5bを介して金型1に注入するものである。
【0050】
このように二種類の成形材料4a、4bを時間差を設けて射出することにより、図12に示すような、第二のスプルーブッシュ5bの近傍に、遅れて射出された第二の成形材料からなる部分7bが分布し、それ以外の部分に先に射出された第一の成形材料からなる部分7aが分布する成形体6を成形することができるものである。
【0051】
また上記のようにして二種類の成形材料4a、4bを時間差を設けて射出する際、図23に示すように、金型1として、切れ刃10を有する略四角状の刃物部11aの形状に対応する中空の第一のキャビティー29aと、略L字型の接合部11bの形状に対応する中空の第二のキャビティー29bを内部に備えるものを用いることができる。ここで、第二のキャビティー29bは、第一のキャビティー29aと接触して連通する位置に配置して設けるものである。また第二のキャビティー29bには第二のキャビティー29bの形状と同一の形状を有する占有片31をスライド移動自在に設けるものである。この占有片31は図23(a)のように第二のキャビティー29b内部を占有片31で全て占有する位置と、図23(b)のように第二のキャビティー29bと占有片31とがと接して第二のキャビティー29b内に占有片31が配置されない位置との間でスライド移動自在に設けるものである。また第一のキャビティー29aと第二のキャビティー29bは共にスプルーブッシュ5と接続するように配置するものであり、このとき各キャビティー29a、29bと成形材料4を供給する通路であるスプルー30は、図24(a)のように各キャビティー29a、29bの境界部に、各キャビティー29a、29bに亘って配置し、このときスプルー30からは第一のキャビティー29a側に第一の成形材料4aが,第二のキャビティー29b側に第二の成形材料4bがそれぞれ供給されるようにするものである。ここで、射出装置2からスプルーブッシュ5を介して金型1に注入される成形材料4は、上記のように第一の成形材料4aと第二の成形材料4bとが分離した状態で注入されるため、各キャビティー29a、29bの配置位置を調整することにより、スプルー30から第一のキャビティー29a側に第一の成形材料4aが,第二のキャビティー29b側に第二の成形材料4bがそれぞれ供給されるようにすることができるものである。
【0052】
そしてこのような金型1を用い、占有片31を図23(a)のように第二のキャビティー29b内部を占有片31で全て占有する位置に配置した状態で、まず射出装置2にて図24(b)のように第一の成形材料4aのみを金型1に注入して第一のキャビティー29aに第一の成形材料4aを注入する。第一の成形材料4aが第一のキャビティー29aに80%〜95%注入されたら、占有片31をスライド移動させて図23(b)のように第二のキャビティー29bと占有片31とが接して第二のキャビティー29b内に占有片31が配置されない位置に配置すると共に図24(c)のように射出装置2から金型1に第二の成形材料4bを注入し、第二のキャビティー29bに第二の成形材料4bが注入されるようにする。このとき第二の成形材料として第一の成形材料4aよりも流動性が高いものを用いると、第一のキャビティー29a内に注入されている第一の成形材料4a第二のキャビティー29bに流入する前に速やかに第二の成形材料4bを第二のキャビティー29b内に注入することができて、好ましい。このように第一の成形材料4a及び第二の成形材料4bを各キャビティー29a、29bに注入するようにすると、最終的に、図24(d)のように、第一のキャビティー29aに第一の成形材料4aが、第二のキャビティー29bに第二の成形材料4bが充填されて、成形体6が成形できる。このように成形された成形体6は、図2(a)に示すような、切れ刃10を有する略四角状の刃物部11aを超硬質材料が配合されている第一の成形材料から成る部分7aと、刃物部11aの切れ刃10を形成しない2辺に略L字型の接合部11bをニッケル合金が配合されている第二の成形材料から成る部分7bとで構成され、刃先チップ12を製造するための成形体6として成形されるものであり、この成形体6を脱脂した後焼結させることにより複合材料部品8を製造することにより、複合材料部品8を刃先チップ12として形成することができるものである。
【0053】
また二種以上の各成形材料4に配合される粉末材料の平均粒径、粒度分布、粒子形状、原材料比重や、各成形材料4に配合される有機結合剤の種類、あるいは成形材料4の組成比等を制御することによって、各成形材料4の流動性に差を持たせることにより、成形体6中の二種類以上の各成形材料4からなる部分の分布の状態を制御することができる。例えば第一の成形材料4aに配合される粉末材料として平均粒径が1μmの超硬質材料を用い、第二の成形材料4bに配合される粉末材料として平均粒径が10μmのニッケル合金を用いると、平均粒径が小さい粉末材料が配合されている第二の成形材料4aの流動性は第一の成形材料4bの流動性よりも高くなる。このように各成形材料4の流動性に差を設けた状態で、上記の図3、図5、図6又は図7に示す射出成形装置9を用いて第一の成形材料4aと第二の成形材料4bを同時に金型1に注入すると、図13(a)(b)に示すような、流動性がより高い第一の成形材料から成る部分7aが表層に分布し、流動性がより低い第二の成形材料からなる部分7bが内部に分布した状態の成形体6を得ることができる。
【0054】
別の参考例では、成形体6を成形する際に、まず第一の成形材料4aにてあらかじめ予備成形品6aを成形しておき、この予備成形品6aを本成形用の金型1b内に配置し、第二の成形材料4bをこの本成形用の金型1b内に注入することによって本成形を行って、成形体6を得るものである。
【0055】
図14はこの参考例に用いる射出成形装置9a,9bを示すものである。図14(a)は予備成形用の射出成形装置9aを示すものであり、スプルーブッシュ5を備える予備成形用の金型1aと、予備成形用の金型1aへ第一の成形材料4aを注入する第一の射出装置2aとを備えるものである。ここで第一の射出装置2aとしては、上記の図6、図7に示すものと同様のものを用いることができる。また図14(b)は本成形用の射出成形装置9bを示すものであり、スプルーブッシュ5を備え、内部に予備成形体6aを配置できる本成形用の金型1bと、本成形用の金型1bへ第二の成形材料4bを注入する第二の射出装置2bとを備えるものである。ここで第二の射出装置2bとしては、上記の図6、図7に示すものと同様のものを用いることができる。
【0056】
上記のような射出成形装置9a、9bを用いて成形体6を成形する際は、まず図14(a)に示すように、第一の射出装置2aの各材料計量部19に第一の成形材料4aが供給された状態で、第一の射出装置2a内のスクリュー13aを射出ノズル3aの方向にスライド移動させて第一の成形材料4aを予備成形用の金型1aに注入して、射出成形により図15(a)に示すような第一の成形材料からなる部分7aのみからなる予備成形体6aを成形する。そしてこの予備成形体6aを、図14(b)に示すように本成形用の金型1b内に配置して、第二の射出装置2bの材料計量部19に第二の成形材料4bが供給された状態で、第二の射出装置2b内のスクリュー13bを射出ノズル3bの方向にスライド移動させて第二の成形材料4bを本成形用の金型1bに注入して、図15(b)に示すような、第一の成形材料から成る部分7aと第二の成形材料から成る部分7bという、成分の異なる二種の部分からなる成形体6を成形するものであり、その際、この成形体6を複雑三次元形状に形成する場合でも射出成形により容易に成形することができるものである。従ってこのような成形体6を焼結させて複合材料部品8を得るものとすると、成分の異なる二種以上の部分からなる複雑三次元形状の複合材料部品8を容易に製造することができるものである。
【0057】
次の参考例は、成形体6を成形する際、内部に予備成形部23aと本成形部23bとを備え、金型内の成形品を予備成形部23aと本成形部23bとの間で移動させることができるスライド機構を具備する金型1を用いると共に、予備成形部23aに第一の成形材料4aを注入することができる第一の射出装置2a、及び本成形部23bに第二の成形材料4bを注入することができる第二の射出装置2bを用いるものであり、第一の射出装置2aを用いて第一の成形材料4aを予備成形部23aに注入することにより予備成形を行って予備成形体6aを成形し、この予備成形体6aをスライド機構にて本成形部23bに移動させ、第二の射出装置2bを用いて第二の成形材料4bを本成形部23bに注入することによって本成形を行うことにより成形体6を得るものである。
【0058】
図16乃至図18は参考例に用いる射出成形装置9を示すものである。ここで金型1内に成形材料4a、4bを注入する射出装置2a、2bとしては、シリンダー14a、14bの先端に射出ノズル3a、3bを設けた第一の射出装置2aと第二の射出装置2bの二つのものを使用するものである。この射出装置2a、2bとしては、図6に示すものと同様のものを用いることができる。また金型1としては、内部に予備成形部23a及び本成形部23bを備えると共に、第一の射出装置2a及び第二の射出装置2bの各射出ノズル3a、3bがそれぞれ接続される第一のスプルーブッシュ5a及び第二のスプルーブッシュ5bを設けたものを用いる。ここで第一のスプルーブッシュ5aは予備成形部23aに接続して設けると共に、第二のスプルーブッシュ5bは本成形部23bに接続して設けるものである。また本成形部23bには、成形体6の、予備成形体6aに相当する部分を除いた形状に対応する中空の第二のキャビティー29bを第二のスプルーブッシュ5bに接続して設けるものである。また金型1には所望の予備成形体6bの形状に対応するような形状に中空に形成された第一のキャビティー29aを備えるスライド体37を設けるものである。このスライド体37はエアーシリンダー等に接続してスライド移動自在に設けるものであり、第一のキャビティー29aが予備成形部23aと本成形部23bとの間で移動するように形成するものである。ここで第一のキャビティー29aは、予備成形部23aに配置されているときは第一のスプルーブッシュ5aに接続され、本成形部23bに配置されているときには第二のキャビティー29bに連通されるように形成するものである。
【0059】
上記のような射出成形装置9を用いて成形体6を成形する際は、金型1の予備成形部23aに接続されている第一のスプルーブッシュ5aに第一の射出装置2aの射出ノズル3aを接続すると共に、予備成形部23aに接続されている第二のスプルーブッシュ5bに第二の射出装置2bの射出ノズル3bを接続し、各射出装置2a、2bのシリンダー14a、14b内のスクリュー13a、13bを射出ノズル3a、3bと反対側にスライドさせた状態で、第一の射出装置2aと第二の射出装置2bの各トラフ16a、16b内に第一の成形材料4a及び第二の成形材料4bをそれぞれ供給する。そしてスクリュー13a、13bを軸回転させてトラフ16a、16b内の成形材料4a、4bを軸方向に射出ノズル3a、3b側に向けて移送し、材料計量部19に供給する。材料計量部19にて成形材料4a、4bの重量を計量した後、まず図16のようにスライド体37を第一のキャビティー29aが予備成形部23aに配置される位置に配置された状態で、第一の射出装置2aのスクリュー13aを射出ノズル3a側に向けて軸方向にスライド移動させてスクリュー13aの先端にて第一の成形材料4aを押し込み、第一の成形材料4aを射出ノズル3aから、第一のスプルーブッシュ5aを介して第一のキャビティー29aに注入し、射出成形により図15(a)に示すような第一の成形材料4aからなる部分7aのみからなる予備成形体6aを成形する。このように予備成形部23aにおいて成形された予備成形体6aを、図17のようにスライド体37をエアーシリンダー等により第一のキャビティー29aが本成形部23aに配置される位置までスライド移動させることにより本成形部23bに移動して本成形部23b内に予備成形体6aを配置し、この状態で図18のように第二の射出装置2b内のスクリュー13bを射出ノズル3bの方向にスライド移動させて第二の成形材料4bを第二のスプルーブッシュ5bを介して第二のキャビティー29bに注入して、図15(b)に示すような、第一の成形材料から成る部分7aと第二の成形材料から成る部分7bという、成分の異なる二種の部分からなる成形体6を成形するものであり、その際、この成形体6を複雑三次元形状に形成する場合でも射出成形により容易に成形することができるものである。従ってこのような成形体6を焼結させて複合材料部品8を得るものとすると、成分の異なる二種以上の部分からなる複雑三次元形状の複合材料部品8を容易に製造することができるものである。
【0060】
請求項2の発明は、粉末材料と有機結合剤とを配合して、二以上の成形材料4を調製する際、各成形材料4に、焼結温度が等しい粉末材料を配合するものである。
【0061】
具体的には、例えば第一の粉末材料を平均粒径0.8μmの、92wt%WC−8wt%Coや、94wt%WC−6wt%Co等の超硬合金とし、第二の粉末材料として、平均粒径2.5μmのニッケルを85wt%、平均粒径1.8μmのタングステンを15wt%含むニッケル合金を用いて、第一の粉末材料と第二の粉末材料の焼結温度をどちらも1420℃とし、このように調製した第一の粉末材料に、メタクリル酸ブチルエステル、メチレン−酢酸ビニル共重合体、パラフィンワックス、ステアリン酸等からなる有機結合剤(第一セラモ社製、「DC−1235」)を、第一の粉末材料と有機結合体の重量比が50:50となるように配合して第一の成形材料4aを調製すると共に、第二の粉末材料に同様の有機結合剤を第二の粉末材料と有機結合体の重量比が50:50となるように配合して第二の成形材料4bを調製し、上記の図3に示すような射出成形装置を用いて射出成形(二色成形)を行い、成形体6を得る。この成形体を約500℃まで徐々に加熱して有機結合剤を除去し、0.1〜1Torrの減圧下、1420℃で二時間加熱して焼結させて、複合材料部品8を得る。
【0062】
このようにすると、成形体6を構成する二以上の各成形材料4からなる部分の焼結温度が等しくなるため、成形体6を炉中で加熱して焼結させることができ、成分の異なる二種以上の部分からなる複雑三次元形状の複合材料部品8の量産を容易に行うことができるものである。また上記のように第二の粉末材料としてニッケル合金を用いて複合材料部品8を製造するものとすると、この複合材料部品8を例えば切削工具の刃先チップ12として用いる際、下記において詳述するように、SK5のような工具鋼で作製された台金24との接合面に複合材料部品8のニッケル合金からなる部分を配置し、この両者の接合面の近傍に高エネルギービーム等を照射して、鉄系材料と超硬合金を溶接するレーザー溶接法により刃先チップ12と台金24とを接合することができ、従来のように刃先チップ12と台金24との接合面にニッケル合金等の金属片を挿入する必要がなく、接合工程を簡略化することができるものである。
【0063】
請求項3の発明は、粉末材料と有機結合剤とを配合して、二以上の成形材料4を調製する際、各成形材料4を、焼結温度が異なる各粉末材料を用いてそれぞれ調製し、この成形材料4にて成形した成形体6を焼結させる際、各粉末材料の焼結温度のうち最も低い焼結温度よりも低い温度で仮焼結を行い、その後本焼結を行うことにより複合材料部品8を得るものである。ここで仮焼結を行う際の好適な焼結温度の範囲は、用いる成形材料4によって変動するものであるが、焼結温度が最も低い成形材料4の焼結温度よりも200〜500℃だけ低い温度とすることが好ましく、下記のように第一の粉末材料を92wt%WC−8wt%Coや、94wt%WC−6wt%Co等の超硬合金、第二の粉末材料を純ニッケルとする場合は仮焼結を900℃〜1100℃で行うのが好ましいものである。
【0064】
例えば第一の粉末材料を92wt%WC−8wt%Coや、94wt%WC−6wt%Co等の超硬合金とする場合、第二の粉末材料を純ニッケルとして、第一の粉末材料の焼結温度を1420℃、第二の粉末材料の焼結温度を1370℃とする。このように調製した第一の粉末材料に有機結合剤(第一セラモ社製、「DC−1235」)を配合して第一の成形材料4aを調製すると共に、第二の粉末材料に有機結合剤(第一セラモ社製、「DC−1235」)を配合して第二の成形材料4bを調製し、上記の図3、図5、図6、図7、図14、及び図16乃至図18に示すような射出成形装置9を用いて射出成形(二色成形)を行い、成形体6を得る。この成形体6を約500℃まで徐々に加熱して有機結合剤を除去し、次いで、真空中でニッケルの焼結温度よりも低い温度である1000℃で加熱して成形体6を仮焼結させて、仮焼結体を得る。この仮焼結体を、放電プラズマ焼結等により本焼結させて複合材料部品8を得る。
【0065】
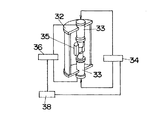
ここでプラズマ焼結法は、図25に示すようなプラズマ焼結装置を用いて行うことができる。このプラズマ焼結装置は、中空の円柱状の水冷真空チャンバー32に両端からそれぞれ押圧ダイ33を、各押圧ダイ33の端部が水冷真空チャンバー32内で対向するように挿通させてスライド移動自在に設けたものである。また各押圧ダイ33の端部はそれぞれ水冷真空チャンバー32内に配置された円筒状の焼結ダイ35の各端部に挿通させるものである。ここで成形体6は焼結ダイ35内に配置され、各押圧ダイ33からの押圧力にて加圧されるものである。またこのプラズマ焼結装置には、水冷真空チャンバー32に接続される真空ポンプ(図示せず)、押圧ダイ33間に直流電流またはパルス電流を印加する電源36、及び各押圧ダイ33に圧力をかける加圧機構34を備えると共に、電源36にて押圧ダイ33間に印加する電流及び加圧機構34にて各押圧ダイ33にかける加圧力を制御する制御系38を備えるものである。
【0066】
このようなプラズマ焼結装置を用いて成形体6のプラズマ焼結を行うにあたっては、まず成形体6を焼結ダイ35中に配置し、真空ポンプにて水冷真空チャンバー32内を0.1〜1Torrに減圧した状態で加圧機構34にて押圧ダイ33を加圧して成形体6を両側から押圧ダイ33にて押圧して200〜300kgf/cm2の圧力をかけると共に、押圧ダイ33間に電源36にて直流電流またはパルス電流を印加して成形体6が1300℃になるように通電加熱する。このようにして成形体6を5〜20分間加熱・加圧することによって成形体6を焼結させ、複合材料部品8を得るものである。
【0067】
このようにすると、成形体6を構成する二以上の各成形材料4からなる部分の焼結温度が異なって炉中で焼結させることが困難な場合でも成形体6を焼結させることができ、成分の異なる二種以上の部分からなる複雑三次元形状の複合材料部品8を製造することができるものである。
【0068】
請求項4の発明は、粉末材料と有機結合剤とを配合して、二以上の成形材料4を調製する際、各粉末材料のうち少なくとも一つのものとして超硬質材料を用い、超硬質材料以外の他の粉末材料として展延性に富む材料を用いるものである。この展延性に富む材料としては、断面形状が1×2mmの方形である棒材に形成した試料についてJIS Z2241に基づく引張試験を行った際の試料の伸びが20%以上のものを用いることが好ましい。展延性は高ければ高いほど好ましいものであるが、特に上限を設けるとすると、上記の引張試験を行った際の試料の伸びが50%とするものであり、50%もあれば充分所望の効果が得られるものである。
【0069】
例えば第一の粉末材料を92wt%WC−8wt%Coや、94wt%WC−6wt%Co等の超硬合金とする場合、第二の粉末材料をJIS Z2241に基づく引張試験を行った際の試料の伸びが25%であるニッケル合金や、30%である純ニッケルとして、このように調製した第一の粉末材料に有機結合剤を配合して第一の成形材料4aを調製すると共に、第二の粉末材料に有機結合剤を配合して第二の成形材料4bを調製し、上記の図3、図5、図6、図7、図14、及び図16乃至に示すような射出成形装置9を用いて射出成形(二色成形)を行い、成形体6を得る。この成形体6を脱脂した後焼結させて複合材料部品8を得る。
【0070】
このようにすると、成形体6を加熱して焼結させる際、焼結時の成形体6中の粉末材料が熱膨張し、また加熱終了後に冷却された際に熱収縮する場合に、成形体6中の超硬質材料からなる部分とそれ以外の部分との境界面において剥離が生じたり、超硬質材料以外の部分が割れたりすることを、成形体6の超硬質材料以外の部分に含まれる展延性に富む材料の弾性変形により防止することができるものであり、成分の異なる二種以上の部分からなる複雑三次元形状の複合材料部品8を容易に製造することができるものである。
請求項5の発明は、粉末材料と有機結合剤とを配合して、二種類の成形材料4を調製する際、第一の粉末材料として超硬質材料を用い、第二の粉末材料としてニッケル又はニッケル合金を用いるものである。具体的には、例えば第一の粉末材料を平均粒径0.8μmの92wt%WC−8wt%Coや、94wt%WC−6wt%Co等の超硬合金とし、第二の粉末材料として、平均粒径2.5μmのニッケルを85wt%、平均粒径1.8μmのタングステンを15wt%含むニッケル合金を用いるものである。そして第一の粉末材料に有機結合剤を配合して第一の成形材料4aを調製すると共に、第二の粉末材料に有機結合剤を配合して第二の成形材料4bを調製し、上記の図3に示すような射出成形装置を用いて射出成形(二色成形)を行い、成形体6を得る。この成形体6を約500℃まで徐々に加熱して有機結合剤を除去し、0.1〜1Torrの減圧下、1420℃で二時間加熱して焼結させて、複合材料部品8を得る。
【0071】
このようにすると、上記のようにニッケル又はニッケル合金は展延性に富むため、二種類の成形材料4a、4bを用いて成形体6を成形する際、第二の粉末材料としてニッケル又はニッケル合金が配合された第二の成形材料4bを用いると、成形体6を加熱して焼結させる際、焼結時の成形体6中の粉末材料が熱膨張し、また加熱終了後に冷却された際に熱収縮する場合に、成形体6中の第一の成形材料からなる部分7aと第二の成形材料からなる部分7bとの境界面において剥離が生じたり、第二の成形材料からなる部分7bが割れたりすることを、第二の成形材料からなる部分7bに含まれる展延性に富むニッケル又はニッケル合金の弾性変形により防止することができるものであり、成分の異なる二種の部分からなる複雑三次元形状の複合材料部品8を容易に製造することができるものである。また上記のように第二の粉末材料としてニッケル合金を用いて複合材料部品8を製造するものとすると、この複合材料部品8を例えば切削工具の刃先チップ12として用いる際、下記において詳述するようにSK5のような工具鋼で作製された台金24との接合面に複合材料部品8のニッケル合金からなる部分を配置し、この両者の接合面の近傍に高エネルギービーム等を照射して、鉄系材料と超硬合金を溶接するレーザー溶接法により刃先チップ12と台金24とを接合することができ、従来のように刃先チップ12と台金24との接合面にニッケル合金等の金属片を挿入する必要がなく、接合工程を簡略化することができるものである。
【0072】
請求項6の発明は、セラミック粉末及び金属粉末から選択された少なくとも一種以上のものからなる粉末材料と、有機結合剤とを混練することにより、成分の異なる二種以上の成形材料4を調製し、この二種以上の成形材料4の射出成形を行うことにより成分の異なる二種以上の部分からなる成形体6を成形し、この成形体6を脱脂した後焼結させることによって得られる複合材料部品8である。これは既述の複合材料部品8の製造方法によって製造される複合材料部品8である。
【0073】
請求項6の発明は、粉末材料と有機結合剤とを配合して、二種の成形材料4a、4bを調製する際、第一の粉末材料として超硬質材料を用い、第二の粉末材料として易溶接性材料を用い、このような二種の成形材料4a、4bを用いて射出成形により成形体6を成形し、この射出成形の際、切れ刃10を有する刃物部11aを超硬質材料で成形し、台金24との接合部11bを有する部分を易溶接性材料で成形することによって成形し、この成形体6を脱脂した後焼結させることによって得られる複合材料部品8であり、この複合材料部品8を切削工具の刃先チップ12とするものである。
【0074】
この複合材料部品8は、既述の複合材料部品8の製造方法にて製造するものであるが、射出成形により成形体8を成形する際に、図2(a)に示すように、切れ刃10を有する略四角状の刃物部11aを超硬質材料が配合されている第一の成形材料から成る部分7aで形成し7刃物部11aの切れ刃10を形成しない2辺に略L字型の接合部11bをニッケル合金が配合されている第二の成形材料から成る部分7bで形成するものである。そしてこのようにして成形された成形体6を脱脂した後焼結させることによって図2(b)に示すような、第一の材料粉末からなる部分(超硬質材料からなる部分)12aで形成される刃物部11aと、第二の粉末材料からなる部分(ニッケル合金からなる部分)12bで形成される接合部11bという成分の異なる二種の部分から構成され、刃先チップ12として形成される複合材料部品を得ることができるものである。
【0075】
図19は刃先チップ12として製造された請求項6の複合材料部品8を台金24に接合する様子を示すものである。台金24は例えば丸鋸刃等の切削工具の本体として形成するものであり、SK5のような工具鋼などの金属板をプレス加工等して、外周に多数の被接合部25を設けて形成するものである。被接合部25は台金24の外周に突接された突片26の入隅部に略L字型に形成されるものである。台金24の各被接合部25に刃先チップ12を接合するにあたっては、台金24の被接合部25と刃先チップ12の接合部11bを重ね、台金24の被接合部25の近傍において両側から高エネルギービームを照射する。高エネルギービームとしては、レーザーや電子ビームを用いることができる。このように台金24の被接合部25近傍に高エネルギービームを照射すると、台金24の高エネルギービームが照射された部分が加熱されると共に、この熱でその近傍に設置したニッケル合金で構成される接合部11bが加熱される。そしてニッケル合金で構成される接合部11bが溶融すると共にニッケルが台金24や刃先チップ12の刃物部11a内に拡散し、接合部11bのニッケル合金の溶融固化層及び台金24や刃物部11a中のニッケル拡散合金層によって台金24に刃先チップ12を接合することができるものである。
【0076】
上記のように、刃先チップ12として形成される請求項6の複合材料部品8を台金24に接合する際は、高エネルギービームによる溶接により接合を行うことができるものであり、このようにして高エネルギービームによる溶接により台金24に刃先チップ12としての複合材料部品8を接合すると、高エネルギービームは台金24に照射するため、刃先チップ12が高エネルギービームによって急加熱されることがなくなり、刃先チップ12の刃物部11aを靭性の低い超硬質材料で形成しても、熱衝撃で刃先チップ12に割れが生じるということを未然に防ぐことができるものである。またはニッケル合金で構成される接合部11bと超硬質材料で構成される刃物部11aとが一体となって刃先チップ12が形成されているため、刃先チップ12を台金24に高エネルギービームにて溶接することにより接合する際に、刃先チップ12と台金24との接合面に金属片を挿入する必要がなく、接合工程を簡略にすることができるものである。またこの刃先チップ12としての複合材料部品8を製造する場合、上記のように粉末材料から成形体6を成形する際に、第一の粉末材料として超硬質材料が配合された第一の成形材料4aと、第二の粉末材料として易溶接性材料が配合された第二の成形材料4bという、成分の異なる二種の成形材料4a、4bを、一つの金型1内に注入することにより射出成形を行うことにより、超硬質材料を含む第一の成形材料からなる部分7aと、易溶接性材料を含む第二の成形材料からなる部分7bという、成分の異なる二種以上の部分からなる成形体6を成形することができるものであり、その際、この成形体6を複雑三次元形状に形成する場合でも射出成形により容易に成形することができるものである。従ってこのような成形体6を焼結させて得られる複合材料部品8は、超硬質材料からなる刃物部11aと、易溶接性材料からなる接合部11bという、成分の異なる二種の部分からなる複雑三次元形状の複合材料部品8として容易に製造することができるものであり、複合材料部品8を種々の形状を有する刃先チップ12として容易に形成することができるものである。
【0077】
請求項6の複合材料部品8の他の例としては、図20に示すものがある。この図20に示す複合材料部品8は、刃先チップ12の刃物部11aの先端の両側にそれぞれ切れ刃10a、10bを突出させて設けた刃先チップ12として形成したものである。本発明においてはこのように複雑三次元形状の複合材料部品8を容易に製造することができる。このような刃先チップ8を台金24に接合して作製される切削工具を用いると、切削工具で木材を切断する場合に、ケバなどの切り残しが出ない綺麗な切断が可能になるものである。
【0078】
すなわち、図21は切れ刃10を一つだけ設けた刃先チップ12を台金24に接合して形成した切削工具で木材27を切断する様子を示すものであり、図21の(a)、(b)、(c)、(d)、の順に切断が進行するが、切れ刃10が一つの刃先チップ12では図21(d)のようにケバ28などの切り残しが生じやすい(切断方向を矢印で示す)。一方図22は切れ刃10a、10bを先端の両側に二個設けた刃先チップ12を台金24に接合して形成した切削工具で木材27を切断する様子を示すものであり、図22の(a)、(b)の順に、切断が進行するが、ケバ28などの切り残しは生じない(切断方向を矢印で示す)。
【0079】
【発明の効果】
上記のように本発明の請求項1に記載の複合材料部品の製造方法は、セラミックス粉末及び金属粉末から選択された一種以上の粉末材料と有機結合剤とを混練して超硬質材料を配合した成形材料と易溶接性材料を配合した成形材料とを調製し、成形材料を金型内に注入する一つの射出ノズルが設けられると共に内部にプランジャーが配置されたメインシリンダーに二つのサブシリンダーが接続され、且つ各サブシリンダーの内部のトラフにスクリューが配置された射出装置を用いて、各サブシリンダーの各トラフ内に成形材料をそれぞれ供給し、各スクリューを軸回転させて各トラフ内の成形材料をメインシリンダーに供給し、プランジャーを射出ノズル側に向けて移動させてプランジャーの先端にて成形材料を押し込み、射出ノズルから成形材料を金型内に射出することによって、成分の異なる二種以上の成形材料を、金型内に注入することにより射出成形を行って、超硬質材料を配合した成形材料で切れ刃を有する刃物部となる部分を成形し、易溶接性材料を配合した成形材料で台金と接合される接合部となる部分を成形した成形体を成形し、この成形体を脱脂した後焼結させることによって切削工具の刃先チップとして形成するため、超硬質材料を含む第一の成形材料からなる部分と、溶接性材料を含む第二の成形材料からなる部分という、成分の異なる二種以上の部分からなる成形体を成形することができるものであり、その際、この成形体を複雑三次元形状に形成する場合でも射出成形により容易に成形することができるものであり、このような成形体を焼結させることにより、超硬質材料からなる刃物部と、溶接性材料からなる接合部という、成分の異なる二種以上の部分からなる複雑三次元形状の複合材料部品を容易に製造することができるものであり、複合材料部品を種々の形状を有する刃先チップとして形成することができるものである。また作製された複合材料部品を台金に接合する際は、高エネルギービームによる溶接により接合を行うことができるものであり、刃先チップが高エネルギービームによって急加熱されることがなくなり、刃先チップの刃物部を靭性の低い超硬質材料で形成しても、熱衝撃で刃先チップに割れが生じるということを未然に防ぐことができるものである。またこの接合の際に、刃先チップと台金との接合面に金属片を挿入する必要がなく、接合工程を簡略にすることができるものである。
【0084】
また本発明の請求項2に記載の複合材料部品の製造方法は、二種以上の成形材料を調製するにあたって、各成形材料を、焼結温度が等しい粉末材料を用いてそれぞれ調製して成るため、成形体を構成する二以上の各成形材料からなる部分の焼結温度を等しくすることができ、成形体を炉中で加熱して焼結させることができて、セラミックス、金属等からなる成分の異なる二種以上の部分からなる複雑三次元形状の複合材料部品の量産を容易に行うことができるものである。
【0085】
また本発明の請求項3に記載の複合材料部品の製造方法は、二種以上の成形材料を調製するにあたって、各成形材料を、焼結温度が異なる各粉末材料を用いてそれぞれ調製し、成形体を焼結させる際、各粉末材料の焼結温度のうち最も低い焼結温度よりも低い温度で仮焼結を行い、その後本焼結を行うことにより複合材料部品を得るため、成形体を構成する二以上の各成形材料からなる部分の焼結温度が異なって炉中で焼結させることが困難な場合でも成形体を焼結させることができ、セラミックス、金属等からなる成分の異なる二種以上の部分からなる複雑三次元形状の複合材料部品を容易に製造することができるものである。
【0086】
また本発明の請求項4に記載の複合材料部品の製造方法は、各粉末材料のうち少なくとも一つのものが超硬質材料であり、他のものが展延性に富む材料であるため、成形体を加熱して焼結させる際、焼結時の成形体中の粉末材料が熱膨張し、また加熱終了後に冷却された際に熱収縮する場合に、成形体中の超硬質材料からなる部分とそれ以外の部分との境界面において剥離が生じたり、超硬質材料以外の部分が割れたりすることを、成形体の超硬質材料以外の部分に含まれる展延性に富む材料の弾性変形により防止することができるものであり、セラミックス、金属等からなる成分の異なる二種以上の部分からなる複雑三次元形状の複合材料部品を容易に製造することができるものである。
【0089】
また本発明の請求項5に記載の複合材料部品の製造方法は、第一の粉末材料として超硬質材料を用い、第二の粉末材料としてニッケル又はニッケル合金を用いるため、成形体を加熱して焼結させる際、焼結時の成形体中の粉末材料が熱膨張し、また加熱終了後に冷却された際に熱収縮する場合に、成形体中の超硬質材料からなる部分とそれ以外の部分との境界面において剥離が生じたり、超硬質材料以外の部分が割れたりすることを、成形体の超硬質材料以外の部分に含まれる展延性に富むニッケル又はニッケル合金の弾性変形により防止することができるものであり、セラミックス、金属等からなる成分の異なる二種の部分からなる複雑三次元形状の複合材料部品を容易に製造することができるものである。
【図面の簡単な説明】
【図1】 参考例において用いる射出成形装置の一例を示す一部破断した平面図である。
【図2】 (a)は本発明において成形される成形体の一例を示す斜視図、(b)は(a)の成形体から作製される複合材料部品を示す斜視図である。
【図3】 (a),(b)は、参考例において用いる射出成形装置の他の例の動作を示す一部破断した平面図である。
【図4】 本発明において成形される成形体の他の例を示す斜視図である。
【図5】 (a),(b)は、本発明において用いる射出成形装置の一例の動作を示す一部破断した平面図である。
【図6】 参考例において用いる射出成形装置の更に他の例を示す一部破断した平面図である。
【図7】 参考例において用いる射出成形装置の更に他の例を示す一部破断した平面図である。
【図8】 本発明において成形される成形体の更に他の例を示す斜視図である。
【図9】 (a)乃至(c)は図3に示す射出成形装置の他の動作を示す一部破断した平面図である。
【図10】 (a),(b)は図6に示す射出成形装置の他の動作を示す一部破断した平面図である。
【図11】 (a),(b)は図7に示す射出成形装置の他の動作を示す一部破断した平面図である。
【図12】 本発明において成形される成形体の更に他の例を示す斜視図である。
【図13】 (a)は本発明において成形される成形体の更に他の例を示す斜視図、(b)は(a)の断面図である。
【図14】 参考例において使用する射出成形装置の更に他の例を示すものであり、(a)は予備成形用の射出成形装置を示す一部破断した平面図、(b)は本成形用の射出成形装置を示す一部破断した平面図である。
【図15】 (a)は参考例において成形される予備成形体の一例を示す斜視図、(b)は(a)の予備成形体を本成形することによって成形される成形体を示す斜視図である。
【図16】 参考例において使用する射出成形装置の更に他の例の、一段階目の動作を示す一部破断した平面図である。
【図17】 参考例において使用する射出成形装置の更に他の例の、二段階目の動作を示す一部破断した平面図である。
【図18】 参考例において使用する射出成形装置の更に他の例の、三段階目の動作を示す一部破断した平面図である。
【図19】 本発明の刃先チップとして形成した複合材料部品を台金に接合する様子を示す斜視図である。
【図20】 本発明の刃先チップとして形成した複合材料部品の他の例を示す斜視図である。
【図21】 (a)乃至(d)は、切れ刃が一つの切削工具による木材の切断の状態を示す図である。
【図22】 (a),(b)は切れ刃が二つの切削工具による木材の切断の状態を示す図である。
【図23】 (a)、(b)は第一のキャビティーと第二のキャビティーを示す斜視図である。
【図24】 (a)乃至(d)は、図23の第一のキャビティーと第二のキャビティーへの成形材料の注入の過程を示す概略図である。
【図25】 プラズマ装置の一例を示す一部破断した斜視図である。
【符号の説明】
1 金型
1b 本成型用の金型
2 射出装置
2a 第一の射出装置
2b 第二の射出装置
3 射出ノズル
4 成形材料
4a 第一の成形材料
4b 第二の成形材料
6 成形体
6b 予備成形体
8 複合材料部品
10 切れ刃
11a 刃物部
11b 接合部
12刃先チップ
13 スクリュー
23a 予備成形部
23b 本成形部
24 台金
Claims (5)
- セラミックス粉末及び金属粉末から選択された一種以上の粉末材料と有機結合剤とを混練して超硬質材料を配合した成形材料と易溶接性材料を配合した成形材料とを調製し、成形材料を金型内に注入する一つの射出ノズルが設けられると共に内部にプランジャーが配置されたメインシリンダーに二つのサブシリンダーが接続され、且つ各サブシリンダーの内部のトラフにスクリューが配置された射出装置を用いて、各サブシリンダーの各トラフ内に成形材料をそれぞれ供給し、各スクリューを軸回転させて各トラフ内の成形材料をメインシリンダーに供給し、プランジャーを射出ノズル側に向けて移動させてプランジャーの先端にて成形材料を押し込み、射出ノズルから成形材料を金型内に射出することによって、成分の異なる二種以上の成形材料を、金型内に注入することにより射出成形を行って、超硬質材料を配合した成形材料で切れ刃を有する刃物部となる部分を成形し、易溶接性材料を配合した成形材料で台金と接合される接合部となる部分を成形した成形体を成形し、この成形体を脱脂した後焼結させることによって切削工具の刃先チップとして形成することを特徴とする複合材料部品の製造方法。
- 二種以上の成形材料を調製するにあたって、各成形材料を、焼結温度が等しい粉末材料を用いてそれぞれ調製して成ることを特徴とする請求項1に記載の複合材料部品の製造方法。
- 二種以上の成形材料を調製するにあたって、各成形材料を、焼結温度が異なる各粉末材料を用いてそれぞれ調製し、成形体を焼結させる際、各粉末材料の焼結温度のうち最も低い焼結温度よりも低い温度で仮焼結を行い、その後本焼結を行うことにより複合材料部品を得ることを特徴とする請求項1又は2に記載の複合材料部品の製造方法。
- 二種以上の成形材料を調製する際に用いる粉末材料のうち少なくとも一つのものが超硬質材料であり、他のものが展延性に富む材料であることを特徴とする請求項1乃至3のいずれかに記載の複合材料部品の製造方法。
- 第一の粉末材料として超硬質材料を用い、第二の粉末材料としてニッケル又はニッケル合金を用いて成ることを特徴とする請求項1乃至4のいずれかに記載の複合材料部品の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP11399598A JP3680552B2 (ja) | 1998-04-23 | 1998-04-23 | 複合材料部品の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP11399598A JP3680552B2 (ja) | 1998-04-23 | 1998-04-23 | 複合材料部品の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH11302708A JPH11302708A (ja) | 1999-11-02 |
| JP3680552B2 true JP3680552B2 (ja) | 2005-08-10 |
Family
ID=14626430
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP11399598A Expired - Fee Related JP3680552B2 (ja) | 1998-04-23 | 1998-04-23 | 複合材料部品の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3680552B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10127626C2 (de) * | 2001-06-07 | 2003-12-04 | Alliance S A | Verfahren zur Herstellung gebauter Werkstücke |
| JP4633585B2 (ja) * | 2004-09-13 | 2011-02-16 | ヤマハリビングテック株式会社 | 樹脂含有積層体の製造方法 |
| JP5560396B2 (ja) * | 2009-03-31 | 2014-07-23 | 有限会社岩▲崎▼目立加工所 | チップソー用のチップ |
| US11040396B2 (en) | 2016-11-22 | 2021-06-22 | Osaka Yakin Kogyo Co., Ltd. | Method for metal powder injection molding |
-
1998
- 1998-04-23 JP JP11399598A patent/JP3680552B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH11302708A (ja) | 1999-11-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4431449A (en) | Infiltrated molded articles of spherical non-refractory metal powders | |
| KR100886111B1 (ko) | 분말 금속 스크롤 | |
| US6814926B2 (en) | Metal powder composition for laser sintering | |
| US7540996B2 (en) | Laser sintered titanium alloy and direct metal fabrication method of making the same | |
| US8206645B2 (en) | Preparation of filler-metal weld rod by injection molding of powder | |
| CN114101678B (zh) | 一种金属-陶瓷复合材料的制备方法 | |
| KR100404527B1 (ko) | 소결체의 제조방법 | |
| CN100540185C (zh) | 粉末冶金快速成型制造方法 | |
| JP3680552B2 (ja) | 複合材料部品の製造方法 | |
| KR100650409B1 (ko) | 분말사출성형을 이용한 복잡 형상 재료의 제조방법 및그에 따라 제조된 재료 | |
| Lü et al. | Selective laser sintering | |
| WO2002040744A1 (en) | Laser fabrication of ceramic parts | |
| KR100629323B1 (ko) | 복합층 재료 및 그 제조방법 | |
| KR100678590B1 (ko) | 복합층 재료 및 그 제조방법 | |
| JP4594486B2 (ja) | キャビティ形成金型の製造方法、およびキャビティ形成金型 | |
| EP4086059B1 (de) | Werkzeugeinsatz für ein urformwerkzeug sowie damit ausgerüstetes urformwerkzeug | |
| KR100678589B1 (ko) | 복합층 재료 및 그 제조방법 | |
| JP3250193B2 (ja) | 油穴付工具およびその製造方法 | |
| AU2008202166A1 (en) | Formation of scroll components | |
| JPH0892605A (ja) | 焼結品の射出成形用中子及び該中子を用いた焼結品の製造方法 | |
| JPH0825151A (ja) | 切削工具及びその製造方法 | |
| EP0163718A1 (en) | A method for manufacturing a tool suitable for cutting and/or shaping work, and a tool which has preferably been manufactured in accordance with the method | |
| JP3922481B2 (ja) | 熱電半導体焼結素子の製造方法及び熱電半導体焼結体用押出し型 | |
| Baril et al. | Powder injection molding (PIM) for low cost manufacturing of intricate parts to net-shape | |
| JPH0790312A (ja) | 複合成形体の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20050201 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050303 |
|
| A911 | Transfer of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20050330 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050426 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050509 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20080527 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090527 Year of fee payment: 4 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090527 Year of fee payment: 4 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100527 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100527 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110527 Year of fee payment: 6 |
|
| LAPS | Cancellation because of no payment of annual fees |