JP3680272B2 - Ferritic stainless steel sheet and manufacturing method thereof - Google Patents
Ferritic stainless steel sheet and manufacturing method thereof Download PDFInfo
- Publication number
- JP3680272B2 JP3680272B2 JP2002009744A JP2002009744A JP3680272B2 JP 3680272 B2 JP3680272 B2 JP 3680272B2 JP 2002009744 A JP2002009744 A JP 2002009744A JP 2002009744 A JP2002009744 A JP 2002009744A JP 3680272 B2 JP3680272 B2 JP 3680272B2
- Authority
- JP
- Japan
- Prior art keywords
- mass
- less
- rolling
- steel sheet
- stainless steel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images



Landscapes
- Heat Treatment Of Sheet Steel (AREA)
Description
【0001】
【発明の属する技術分野】
本発明は、自動車用部材や家電製品、厨房機器、建材などの分野で用いられる、加工性などの特性に優れるフェライト系ステンレス鋼板およびその製造方法に関し、とくに、深絞りや拡管などの強加工特性に優れるとともに有機燃料(自動車用ガソリン、メタノール等)に対する耐食性にも優れる、自動車用燃料タンクや燃料パイプ部材に用いて好適なフェライト系ステンレス鋼板とその製造方法についての提案である。
【0002】
【従来の技術】
自動車用燃料タンクには、従来、軟鋼板の表面に鉛を含むめっき処理を施したターンシートが広く用いられてきた。しかし、近年の環境問題への関心の高まりにより、鉛を含む材料の使用が厳しく規制される方向にある。このため、ターンシートに代わる材料の開発が求められている。しかし、これらの材料は、それぞれ次のような問題を抱えている。例えば、無鉛めっき材として、Al−Si系のめっき材料が開発されているが、この材料は、溶接性や長期の耐食性に不安があり、広範囲に適用されるには至っていない。また、樹脂材料を燃料タンクに使用する試みもなされているが、この材料は、本質的に、燃料が材料を透過し揮散するのを防止することができず、燃料の蒸散規制の動きもあって、工業的に使用するには限界がある。さらに、リサイクル性の面でも問題がある。
【0003】
また、表面処理等を施さずに使用できる鋼として、オーステナイト系ステンレス鋼を使用する試みもなされている。オーステナイト系ステンレス鋼板は、フェライト系ステンレス鋼に比べ、加工性や耐食性に優れるという特性を有するものの、燃料タンクに用いるには、高価であることのほか、応力腐食割れ(SCC)の懸念も抱えているため、実用化には至っていない。
【0004】
このような背景から、フェライト系ステンレス鋼板を、ターンシートの代替材料として使用する試みもある。このフェライト系ステンレス鋼板は、オーステナイト系ステンレス鋼板に比べ、多量のNiを含有しないため、コスト的に有利であるだけでなく、応力腐食割れ(SCC)が発生しないという利点があるため、種々の産業分野で利用されている。
しかし、従来のフェライト系ステンレス鋼板は、例えばSUS304に代表されるオーステナイト系ステンレス鋼に比べて、伸び値が低くて加工性に劣り、プレス加工や深絞り加工などの強加工を施す用途には、十分な加工性を有しているとは言い難かった。このような成形性の制約から、フェライト系ステンレス鋼板は、自動車、建材、家電等種々の分野での用途拡大が妨げられていた。
【0005】
ところで、ターンシートのr値は、2.0程度である。従って、フェライト系ステンレス鋼板をターンシートの代替として用いるには、少なくともターンシートと同等以上のr値、すなわち、r値2.0以上の特性であることが求められる。
この目標をクリアするために、これまで、フェライト系ステンレス鋼板の加工性を高める研究が数多くなされ、その成果が幾つか報告されている。例えば、特開平3-264652号公報には、NbおよびTiを複合添加したフェライト系ステンレス鋼板の製造条件を適正化することにより、集合組織を制御し、X線強度比(222)/(200)を5以上として、加工性を改善する技術が開示されている。
【0006】
【発明が解決しようとする課題】
しかしながら、上記従来技術では、フェライト系ステンレス鋼板のr値は、高々1.8程度までしか得られず、深絞り加工により複雑な成形が施される燃料タンクや拡管と曲げ加工が施される燃料パイプに適用するには、不十分であった。
【0007】
また、従来の技術では、高度な深絞りを行ったときには、成形後の鋼板表面に、肌荒れが生じるという大きな問題もあった。この肌荒れとは、冷間加工を受けた際に、圧延方向(L方向)に平行に現れる板幅方向に凹凸を有する波状の表面欠陥(リジング)および粗大結晶粒に起因して生じる凹凸(オレンジピール)を指す。
さらに、フェライト系ステンレス鋼板は、これを自動車用燃料タンク、パイプなどの燃料系の部材に適用するには、実用環境中でガソリン中に生成する蟻酸、酢酸等の有機酸を含む劣化ガソリンに対する耐食性に優れることも必要な条件である。
なお、より厳しい形状の成型加工をする場合には、さらに潤滑性を高めることが必要であり、また、環境問題等から、プレス加工等での潤滑油や潤滑ビニルの使用を極力避けたいという要請もあり、材料自体が潤滑性能を有することが望まれる。
【0008】
本発明の目的は、自動車用の燃料タンクや燃料パイプなどへの適用を可能にするために、優れた深絞り性を有するとともに、耐肌荒れ性、耐食性にも優れる、フェライト系ステンレス鋼板とその製造方法を提案することにある。
また、本発明の他の目的は、潤滑油や潤滑ビニル等を省略することができる潤滑性に優れるフェライト系ステンレス鋼板とその製造方法を提案することにある。
【0009】
【課題を解決するための手段】
発明者らは、上記課題を達成するために、フェライト系ステンレス鋼板の深絞り性、加工後の耐肌荒れ性および劣化ガソリン中での耐食性に及ぼす製造条件の影響について調査した。その結果、加工性(深絞り性)および耐肌荒れ性は、中間焼鈍を挟む2回以上の冷間圧延を含む製造工程を取り入れ、冷延工程途中における結晶粒径等を規制するなどの製造条件の適正化により改善されること、また、劣化ガソリンに対する耐食性は、0.5mass%以上のMoを添加して、孔食指数で定義されるCr+3.3Moの値を18mass%以上とし、さらに加工後の肌荒れを抑制することにより改善されることを知見した。さらに、鋼板自体に潤滑性を持たせ、より加工性を高めるためには、アクリル樹脂を主成分とした潤滑剤を鋼板表面に規定範囲内で塗布し、被成形材であるフェライト系ステンレス鋼板とプレス金型との動摩擦係数を低減させることが有効であることもわかった。
【0010】
本発明は、上記知見に基づいて開発したものである。
すなわち、本発明は、C:0.01mass%以下、Si:1.0mass%以下、Mn:1.5mass%以下、P:0.06mass%以下、S:0.03mass%以下、Cr:11〜23mass%、Ni:2.0mass%以下、Mo:0.5〜3.0mass%、Al:1.0mass%以下、N:0.04mass%以下を含み、かつNb:0.8mass%以下、Ti:1.0mass%以下の1種または2種を下記(1)式の関係を満足して含有し、残部はFe及び不可避的不純物からなる組成を有し、フェライト結晶粒の粒度番号が6.0以上であり、かつ、平均r値が2.2 以上 ( 但し、 2.2 を除く )であることを特徴とするフェライト系ステンレス鋼板である。
記
18≦Nb/(C+N)+2Ti/(C+N)≦60 ……(1)
但し、C,N,Nb,Tiは各元素の含有量(mass%)
【0011】
なお、本発明に係る鋼板は、上記CrとMoは、下記(2)式の関係を満足して含有することが好ましい。
記
Cr+3.3Mo≧18 ……(2)
但し、Cr,Moは各元素の含有量(mass%)
【0012】
また、本発明に係る鋼板は、板面に平行な面における(222)と(200)のX線積分強度比(222)/(200)が15以上であることが好ましく、そして、その片面または両面に、塗布量が片面当たり 0.5 〜 4.0g/m 2 であるステアリン酸カルシウムとポリエチレンワックスを含むアクリル樹脂系潤滑剤の塗布層を有することが好ましい。
【0013】
また、本発明は、C:0.01mass%以下、Si:1.0mass%以下、Mn:1.5mass%以下、P:0.06mass%以下、S:0.03mass%以下、Cr:11〜23mass%、Ni:2.0mass%以下、Mo:0.5〜3.0mass%、Al:1.0mass%以下、N:0.04mass%以下を含み、かつNb:0.8mass%以下、Ti:1.0mass%以下の1種または2種を下記(1)式の関係を満足して含有し、残部はFe及び不可避的不純物からなる組成を有する鋼スラブを、1000〜1200℃に加熱し、熱間粗圧延の少なくとも1パスを圧延温度850〜1100℃、圧下率35%以上とし、続く熱間仕上圧延の少なくとも1パスを圧延温度650〜900℃、圧下率20〜40%とする熱間圧延を行って熱延板とし、次いでこの熱延板を800〜1100℃で熱延板焼鈍した後、750〜1000℃の中間焼鈍を挟む2回以上の冷間圧延を、全圧下率75%以上かつ(1回目冷延の圧下率)/(最終冷延の圧下率)で表わされる圧下比を0.7〜1.3として行い、さらに850〜1050℃で仕上焼鈍することを特徴とするフェライト系ステンレス鋼板の製造方法を提案する。
記
18≦Nb/(C+N)+2Ti/(C+N)≦60 ……(1)
但し、C,N,Nb,Tiは各元素の含有量(mass%)
【0014】
なお、本発明方法においては、上記鋼スラブ中のCrとMoは、下記(2)式の関係を満足して含有することが好ましい。
記
Cr+3.3Mo≧18 ……(2)
但し、Cr,Moは各元素の含有量(mass%)
【0015】
また、本発明方法においては、上記最終冷延前の鋼板のフェライト結晶粒度番号を6.5以上とし、さらに、上記冷間圧延は、いずれもロール径が300mmφ以上のワークロールを備えたタンデム圧延機により行うことが好ましく、そして、仕上焼鈍後の鋼板の片面または両面に、ステアリン酸カルシウムおよびポリエチレンワックスを含むアクリル樹脂系潤滑剤を塗布量が片面当たり 0.5 〜 4.0g/m 2 となるよう塗布することが好ましい。
【0016】
【発明の実施の形態】
以下、本発明において、成分組成が上記範囲に限定される理由について説明する。
C:0.01mass%以下
Cは、固溶または析出して鋼の加工性を低下させる。また、炭化物を形成して主に粒界に析出するため、耐二次加工脆性や粒界の耐食性を低下させる。Cが0.01mass%を超えて含有すると、加工性、耐食性への悪影響が顕著となる。よって、C量は0.01mass%以下に限定する。なお、過度のCの低減は、精錬コストの上昇を招くので、0.002mass%超え0.008mass%以下の含有量とするのが望ましい。
【0017】
Si:1.0mass%以下
Siは、耐酸化性、耐食性の向上に有効な元素であり、燃料タンク内外面環境での耐食性を向上させる。その効果を発揮させるためには、0.2mass%以上の添加が好ましい。しかしながら、1.0mass%を超えて含有すると鋼を脆化させ、溶接部の耐二次加工脆性を劣化させるので、1.0mass%を上限とする。好ましくは、0.75mass%以下とする。
【0018】
Mn:1.5mass%以下
Mnは、耐酸化性を改善させるのに有効な元素であるが、過剰に含有すると、鋼の靱性を劣化させ、溶接部の耐二次加工脆性を劣化させる。このため、1.5mass%以下とする。好ましくは、1.3mass%以下にするのが望ましい。
【0019】
P:0.06mass%以下
Pは、粒界に偏析しやすく、Bを含有した場合、その粒界強化作用を低減させる。よって、溶接部の耐二次加工脆性の観点から、できる限り低い方が望ましい。しかし、過度の低下は精錬コストの上昇を招くため、0.06mass%以下とする。好ましくは、0.03mass%以下である。
【0020】
S:0.03mass%以下
Sは、ステンレス鋼の耐食性を低下させるので、極力少なくすることが望ましいが、精錬時の脱Sコストを考慮して、その含有量は0.03mass%以下とする。好適には、MnやTiで固定できる0.01mass%以下にするのが望ましい。
【0021】
Cr:11〜23mass%
Crは、耐酸化性および耐食性の向上に有効な元素であり、十分な耐酸化性と耐食性を得るためには、11mass%以上含有していることが必要である。また、溶接部の耐食性の観点からは、14mass%以上の含有が好ましい。一方、Crは、鋼の加工性を低下させる元素であり、特に、23mass%を超えて含有すると、その影響が顕著となる。よって、Crは、11〜23mass%の範囲とするが、好ましくは、14〜18mass%である。
【0022】
Ni:2.0mass%以下
Niは、ステンレス鋼の耐食性を向上させるので、2.0mass%以下の範囲で含有させることができる。しかし、2.0mass%を超えて多量に含有すると、鋼が硬質化し、また、オーステナイト相の生成により、応力腐食割れの懸念が生ずる。したがって、その含有量は2.0mass%を上限とする。好ましくは、0.2〜0.8mass%である。
【0023】
Mo:0.5〜3.0mass%
Moは、劣化ガソリン中における耐食性の向上に特に有効な元素である。劣化ガソリンに対する耐食性の向上を図るには、0.5mass%以上のMo量が必要である。しかし、3.0mass%を超えて含有すると、熱処理時に析出物を生じて加工性の劣化を招く。よって、Mo含有量は0.5〜3.0mass%の範囲とする。好適には、0.7〜1.6mass%にするのが望ましい。
【0024】
Cr+3.3Mo:18以上
Cr+3.3Mo(但し、Cr,Moは各元素の含有量(mass%))は、孔食指数(Pitting Index)として、ステンレス鋼の耐食性を表す指標として一般に用いられている。発明者らの調査では、劣化ガソリン中における耐食性、耐外面腐食性、溶接部の耐隙間腐食性等を総合的に勘案すると、劣化ガソリン環境で使用するフェライト系ステンレス鋼板が具えるべき条件として、上記Mo含有量とともに、Cr+3.3Moを18以上とすることが好ましいことがわかった。ただし、このCr+3.3Moが30を超えると、鋼板が硬質化して加工性を損なうので、30以下、より好ましくは、20〜25の範囲とするのが望ましい。
なお、耐食性は、後述するように、成形加工後の表面粗さとも密接に関係しているので、耐食性改善にためには、CrとMoの成分調整に加え、仕上焼鈍後の鋼板の結晶粒度番号を6.0以上とすることも必要である。
【0025】
ここで、CrとMoの関係を、上記のように限定する理由について説明する。
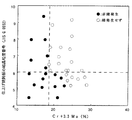
図1は、Cr+3.3Moの量および仕上焼鈍板の結晶粒度番号が異なるフェライト系ステンレス鋼板について、蟻酸800mass ppmを含有した劣化ガソリン中での耐食性試験を行った結果を示す。この耐食性試験は、試験片として、0.75mmの仕上焼鈍板を80mmφ×45mm高さの円筒に絞った加工品を用い、この中に劣化ガソリンを入れて、50℃で25時間恒温保持後、蒸発した劣化ガソリンを補充する試験を1サイクルとし、これを200サイクル(合計5000時間)繰り返した後、外観の変化を観察し評価する方法である。合否の判定は赤錆発生の有無で行った。
図1から、Cr+3.3Moが18以上で、かつ仕上焼鈍板の粒度番号(JIS G 0552 の切断法による)6.0以上であれば、劣化ガソリン中での耐食性が十分確保できることがわかる。
【0026】
Al:1.0mass%以下
Alは、製鋼における脱酸剤として必要であるが、過度の添加は、介在物生成のために、表面外観および耐食性を劣化させるので1.0mass%以下とする。好ましくは、0.50mass%以下にするのが望ましい。
【0027】
N:0.04mass%以下
Nは、粒界を強化し靱性を向上させる効果を有するが、0.04mass%を超えて含有すると、窒化物となって粒界に析出し、耐食性に悪影響を及ぼすようになるので、上限を0.04mass%とする。好ましくは、0.020mass%以下とするのがよい。
【0028】
Nb:0.8mass%以下、Ti:1.0mass%以下、
18≦Nb/(C+N)+2Ti/(C+N)≦60
Nb,Tiは、固溶C,Nを炭窒化物として固定することにより、加工性(r値)を向上し、耐食性を改善する効果を有しており、単独、もしくは複合で添加することが必要である。それぞれ0.01mass%未満の添加では、有効な効果が得られないため、0.01mass%以上を含有させることが望ましい。一方、Nb含有量が0.8mass%を超えると靱性の低下を、また、Ti含有量が1.0mass%を超えると外観および靱性の低化を招くため、上記の値をそれぞれ上限とする。これらの成分は、Nb:0.05〜0.40mass%、Ti:0.04〜0.40mass%の範囲で添加することが好ましい。
また、鋼中のC,Nを炭窒化物として固定し、一層優れた加工性を確保するには、下記条件を満たすことが必要である。
18≦Nb/(C+N)+2Ti/(C+N)≦60
ここで、C,N,Nb,Tiは、各元素の含有量(mass%)
Nb/(C+N)+2Ti/(C+N)の値が18未満では、鋼中のC,Nを炭窒化物として十分に固定できず、耐食性、加工性が劣るためであり、一方、60を超えると固溶Nb,Tiの効果で加工性の劣化が著しいからである。さらに、20〜40の範囲であれば、より好ましい。
【0029】
なお、本発明鋼においては、以上の各成分の他は、Feおよび不可避的不純物である。ただし、Co,Bについては、粒界脆性を改善するために、それぞれ0.3mass%以下、0.01mass%以下の範囲で含有してもよい。また、Zr:0.5mass%以下、Ca:0.1mass%以下、Ta:0.3mass%以下、W:0.3mass%以下、Cu:1mass%以下、Sn:0.3mass%以下を含有していても、本発明の効果を損なうものではない。
【0030】
次に、本発明に係る鋼板の具備すべき特性について説明する。
平均r値:2.2 以上 ( 但し、 2.2 を除く )
本発明の鋼板は、従来の燃料タンク用材料として用いられてきたターンシートに匹敵する深絞り性を備え、かつ大量生産に十分に応えられる製造性を有するためには、鋼板の平均r値が2.2 以上 ( 但し、 2.2 を除く )である必要がある。従って、本発明では、鋼板の平均r値を2.2 以上 ( 但し、 2.2 を除く )に限定する。ここで、平均r値は、JIS Z 2554に定義された平均塑性歪比であり、次式;
平均r値=(r0+2r45+r90)/4ここで、r 0:圧延方向に対し平行方向に採取した試験片で測定した塑性歪比r45:圧延方向に対し45°方向に採取した試験片で測定した塑性歪比r90:圧延方向に対し90°方向に採取した試験片で測定した塑性歪比で定義されたものとする。
【0031】
(222)/(200):15以上
平均r値2.2 以上 ( 但し、 2.2 を除く )を達成するためには、仕上焼鈍後の鋼板表面に平行な面における(222)と(200)のX線積分強度比(222)/(200)が15以上であることが必要である。このX線積分強度比(222)/(200)は、鋼板のr値と密接に関係し、この値が高いほど高r値が得られるからである。なお、本発明でいうX線積分強度比(222)/(200)とは、板厚の1/4位置において、理科学電機(株)製RINT1500のX線回折装置を用いて、Coκα線を使用し、θ−2θ法により電圧46kV、電流150mAの条件で測定した(222)のピークと(200)のピークとの積分強度比(222)/(200)のことを言う。本発明の成分系にて、X線積分強度比(222)/(200)が15以上になる鋼板を得るための製造方法については後述する。
【0032】
仕上焼鈍板のフェライト結晶粒度番号:6.0以上
仕上焼鈍後の鋼板(以後、仕上焼鈍板という)のフェライト結晶粒の大きさは、成形加工後の肌荒れに大きな影響を及ぼす。図2は、仕上焼鈍板のフェライト結晶粒度番号と鋼板を加工した後の肌荒れとの関係を示したものである。これらのデータはすべて、最終冷延前の鋼板の結晶粒度番号を6.7に揃えて得たものである。ここで、本発明で言う粒度番号とは、すべてJIS G 0552 に定める方法で測定したもので、圧延方向(L方向)断面の板厚1/2,1/4,1/6位置において各4点の測定値の平均値(n数12)である。また、本発明で言う肌荒れとは、鋼板の圧延方向(L方向)からJIS5号試験片を切り出し、25%の引張歪を加えた後、表面に発生した肌荒れを、触針法による表面粗度測定で圧延方向と直角方向の最大高さ(Ry)を測定し、この値を「うねり高さ」として定量評価しものである。
【0033】
図2によれば、結晶粒が大きくなって、粒度番号が6.0未満になると、加工後の製品表面に肌荒れが生じている。この肌荒れは、オレンジピールと呼ばれ、外観を損ねるだけでなく、肌荒れに起因して著しい耐食性の劣化を招く。一方、仕上焼鈍板の結晶粒度番号が6.0を超えると、うねり高さが10μm以下となり、肌荒れが顕著に抑制されている。従って、仕上焼鈍板の粒度番号は6.0以上、好ましくは7.0以上とする必要がある。なお、(222)/(200)の強度比を高め、平均r値2.2 以上 ( 但し、 2.2 を除く )を得るだけであれば、仕上焼鈍温度を高温にすることで達成できるが、かかる焼鈍温度を高める方法では、結晶粒が粗大化し、肌荒れを引き起こすことになる。本発明では、このような相反する特性を両立させるために、中間焼鈍を挟む2回以上の冷間圧延を行うことにより、この問題を解決したのである。
【0034】
次に、本発明に係る鋼板を製造する方法について説明する。
本発明の鋼板は、製鋼、熱間圧延(粗圧延、仕上圧延)、熱延板焼鈍、酸洗、冷間圧延、仕上焼鈍の各工程を経て最終冷延鋼板とされる。したがって、本発明の鋼板のX線積分強度比およびフェライト結晶粒の粒度番号を上述した範囲に管理することは、熱延におけるスラブ加熱温度、粗圧延条件、仕上圧延条件のほか、熱延板焼鈍条件、冷間圧延条件、中間焼鈍温度ならびに仕上焼鈍条件を調整することによりはじめて可能となる。
【0035】
スラブ加熱温度
スラブ加熱は、加熱温度が低すぎると、粗圧延で所定の条件で熱間圧延することが困難となり、一方、加熱温度が高すぎると、Ti添加鋼の場合、スラブ中のTi4C2S2が溶解して固溶炭素が増大するとともに、熱延板の板厚方向の集合組織が不均一になる。このためスラブ加熱温度は、1000℃〜1200℃の範囲に制限する。なお、好ましい温度範囲は1100〜1200℃である。
【0036】
熱間粗圧延
熱間粗圧延(以下、単に粗圧延と呼ぶ)は、少なくとも1パスを、圧延温度850〜1100℃、圧下率35%以上で行う必要がある。粗圧延の圧延温度が850℃未満では、再結晶が進みにくく、仕上焼鈍板の加工性(r値)が劣化し、面内異方性が大きくなりするほか、圧延ロールへの負荷が大きくなり、ロール寿命が短くなる。一方、1100℃を超えると、フェライト結晶粒が圧延方向に伸びた組織になり、異方性が大きくなる。したがって、粗圧延の圧延温度は850〜1100℃にする必要がある。なお、好ましい温度範囲は900〜1050℃である。
【0037】
また、粗圧延の圧下率が35%/パス未満では、板厚方向の中心部に、バンド状の未再結晶組織が大量に残存するため、仕上焼鈍板の加工性(r値)が劣下する。一方、粗圧延の圧下率が60%/パスを超えると、圧延時にロールへの焼き付きや、噛み込み不良を生じる危険がある。よって、圧下率は40〜60%/パスの範囲が好ましい。上述した圧延温度と圧下率の条件を満たす粗圧延は、少なくとも1パス行うことにより、深絞り性が改善される。この1パスは、粗圧延のどのパスで行ってもよいが、圧延機の能力を考えると、最終パスで行うのが最も好ましい。なお、鋼の高温強度が高い材料では、粗圧延時に、鋼板表面に強い剪断歪みが生じ、板厚中心部に未再結晶組織が残ったり、粗圧延時に焼き付きを生じることもある。このような場合には必要に応じて、摩擦係数が0.3以下になるような潤滑を施してもよい。
【0038】
熱間仕上圧延
粗圧延に続く熱間仕上圧延(以下、単に仕上圧延と呼ぶ)では、少なくとも1パスを圧延温度650〜900℃、圧下率20〜40%で行う必要がある。仕上圧延温度が650℃未満では変形抵抗が大きく、20%/パス以上の圧下率を確保することが難しくなるとともに、ロール負荷が大きくなる。一方、仕上圧延温度が900℃を超えると圧延歪みの蓄積が小さくなり、次工程以降における加工性の改善効果が小さくなる。このため、仕上圧延温度は650〜900℃、好ましくは700〜800℃の範囲で行うものとする。
【0039】
また、仕上圧延時に650〜900℃における圧下率が20%未満では、r値の低下やリジングの原因になる{100}//ND、{110}//NDコロニーが大きく残存してしまう。一方、40%を超えると噛み込み不良や形状不良を引き起こし、鋼の表面性状の劣化を招く。よって、仕上圧延においては、圧下率20〜40%の圧延を、少なくとも1パス以上行う必要がある。なお、好ましい圧下率範囲は25〜35%である。上述した圧延温度と圧下率の条件を満たす仕上圧延は、少なくとも1パス行えば深絞り性が改善される。その1パスは、どのパスで行ってもよいが、圧延機の能力から、最終パスで行うのが最も好ましい。
【0040】
熱延板焼鈍
熱延板の焼鈍温度は、800℃より低い場合には、再結晶が不十分となり、仕上焼鈍板のr値が大きく低下するとともに、未再結晶のバンド状組織に起因して、仕上焼鈍板のリジング発生が著しくなる。また、1100℃を超えると、結晶組織が粗大化するとともに、炭化物の再固溶により、鋼中の固溶Cが増大し、好ましい集合組織の形成を阻害する。また、仕上焼鈍板の結晶粒も粗大化し、加工に伴って肌荒れが生じ、成形加工限界の低下、耐食性の低下を引き起こす。したがって、熱延板焼鈍温度は、未再結晶組織がなくかつ極力微細な組織を得る条件と固溶Cすなわち炭化物の析出挙動との兼ね合いから、800〜1100℃、好ましくは850〜1050℃の温度範囲とするのがよい。
【0041】
冷間圧延
冷間圧延は、750〜1000℃の中間焼鈍を挟んで2回以上行うものとし、全圧下率を75%以上かつ(1回目冷延の圧下率)/(最終冷延の圧下率)で表される圧下比を0.7〜1.3で行う。そして、最終冷延直前におけるフェライト結晶粒度番号を6.5以上とすることが必要である。全圧下率は、仕上焼鈍板の{111}集合組織の発達に大きく関与する。すなわち、圧下率をあげることはr値向上に有効に作用し、仕上焼鈍板の平均r値を2.2 以上 ( 但し、 2.2 を除く )とするためには、全圧下率を75%以上とする必要がある。なお、r値のピークは、圧下率85%の当たりに存在するため、冷延圧下率を80〜90%とするのがより好ましい。
【0042】
また、上記圧下比は、最終冷延前鋼板(中間焼鈍後鋼板)中の粒径や{111}集合組織の発達、ひいては仕上焼鈍板の{111}集合組織の発達と密接な関係がある。高r値化を達成するには、この圧下比を0.7〜1.3、好ましくは0.8〜1.1の範囲として冷間圧延する必要がある。なお、2回以上の冷間圧延を行う場合、各回の冷延圧下率はいずれも50%以上とし、かつ1回目と最終回の圧下率の差は30%以下とするのが望ましい。これは、圧下率が50%未満でも、圧下率差が30%超えでも、(222)/(200)の値が低くなり、r値が低下するためである。
【0043】
さらに、本発明における冷間圧延は、タンデム圧延機を採用し、かつ、2回以上の冷間圧延のいずれをも、ロール径300mmφ以上のワークロールにより1方向に圧延するのが好ましい。
この理由は、被圧延材の剪断変形を低減し、(222)/(200)を高めてr値の向上させるためには、ロール径と圧延方向の影響が大きいためである。一般に、ステンレス鋼の最終冷間圧延は、表面光沢を得るため、ロール径が例えば200mmφ以下のワークロールを用いたリバース圧延機で行われる。しかし、本発明では、特にr値の向上を目的とするので、最終冷間圧延においては、ロール径が300mmφ以上の大径ロールを使用することが好ましい。すなわち、ロール径100〜200mmφのリバース圧延に比べ、ロール径300mmφ以上の1方向圧延であるタンデム圧延を行う方が、表面の剪断変形が低減し、r値を高めるのに効果的である。
【0044】
図3は、X線積分強度比(222)/(200)に及ぼす冷間圧延ロール径と圧延方法(方向)の影響を示す図である。図3から、圧延ワークロールを大径ロールとし、しかも一方向圧延(タンデム圧延)とすることにより、(222)/(200)が増大することが認められる。
なお、より高r値を安定して得るために、線圧(圧延荷重/板幅)を増大させ、板厚方向に均一に歪みを与えることも有効である。このため、熱延温度の低下、高合金化、熱延速度の増加等を任意に組み合わせることが好ましい。
【0045】
中間焼鈍
中間焼鈍は、750〜1000℃の温度範囲で行う必要がある。中間焼鈍温度が750℃に満たない場合、再結晶が不十分となり、r値が低下するとともに、未再結晶のバンド状組織に起因して、最終冷延板のリジングの発生が著しくなる。一方、1000℃を超えると、組織が粗大化するとともに、炭化物が再固溶して鋼中の固溶Cが増大し、深絞り性に好適な{111}に代表される集合組織の形成を阻害する。また、最終冷延板の肌荒れ(オレンジピール)も顕著になる。
なお、仕上焼鈍板の結晶粒を微細化し、かつ高r値化するためには、最終冷延前の固溶Cの低減と、後述するように、中間焼鈍を終えた最終冷延前のフェライト結晶粒の微細化が重要なポイントとなる。このため、中間焼鈍温度は、最終冷延前の結晶を余り大きくしないで、かつ未再結晶組織が残存しない温度範囲内で、低温ほどよい。
これらのことから、中間焼鈍の温度範囲は750〜1000℃とし、好ましくは800〜950℃とするのがよい。
【0046】
最終冷延前の結晶粒度番号:6.5以上
最終冷延前(計2回の冷間圧延を行う場合には2回目冷延前)のフェライト結晶粒の大きさは、仕上焼鈍板の(222)/(200)、r値と密接な関係があるだけでなく、仕上焼鈍板の粒径にも影響を与え、加工後の肌荒れとも関係するので、とくに重要な要件である。発明者らは、最終冷延前の結晶粒度番号を6.5以上にすることにより、仕上焼鈍板の結晶粒度番号を6.0以上かつ(222)/(200)を15.0以上とすることを可能とした。これにより、r値2.2 以上 ( 但し、 2.2 を除く )の良好な深絞り性を有するとともに加工後に肌荒れのないフェライト系ステンレス鋼板を製造し得るようになった。なお、最終冷延前の結晶粒度番号が大きい(結晶粒が小さい)ほど仕上焼鈍板の{111}//NDの発達が高くなり、仕上焼鈍板の結晶粒径が同じであったとしても、高r値を得ることができる。これは、熱延板焼鈍および中間焼鈍を高温で行った時には、結晶粒が粗大化すると同時に、TiCやNbC等の炭化物が溶解、再固溶して固溶C量が増加し、集合組織の発達を阻害すること、さらに、最終冷延前の結晶粒径が大きくなるにしたがい、仕上焼鈍板の再結晶の核生成サイトが少なくなり、(222)/(200)の値が低下し、高r値を得ることができなくなるからである。
【0047】
図4に、最終冷延前の結晶粒度番号が仕上焼鈍板のr値に及ぼす影響を示す。このデータは、仕上焼鈍板の結晶粒度番号を、仕上焼鈍温度を変更することにより、全て6.5に揃えたものである。図4から、仕上焼鈍板のr値は、最終冷延前の結晶粒径が小さいほど高いことがわかる。
なお、最終冷延前の結晶粒度番号が同じ場合、熱延焼鈍板の粒径を小さくすることで、仕上焼鈍板のr値は、さらに向上する。
【0048】
仕上焼鈍(最終冷延板焼鈍)
仕上焼鈍は、高温で焼鈍するほど、{111}粒の優先成長が促進されて、{111}集積度が向上し、高r値が達成される。これは、{111}結晶粒が、他の結晶方位の粒を蚕食し粒成長するからである。しかし、高温焼鈍により、結晶粒が大きくなり過ぎると、加工後の肌荒れ(オレンジピール)が生じて、成形性の低下と耐食性の劣化をもたらす。このため、仕上焼鈍温度は、結晶粒度6.0以上を確保できる温度範囲とする必要がある。ただし、二次加工脆性が問題となる用途では、結晶粒のさらに微細化し、例えば7.0以上とすることが好ましい。一方、仕上焼鈍温度が800℃未満では、r値の向上に有効な{111}結晶方位の優先成長せず、平均r値2.2 以上 ( 但し、 2.2 を除く )を達成できないばかりか、鋼板板厚中央部に未再結晶のバンド状組織が残存し、リジングの発生が著しくなり、深絞り性、加工性を著しく阻害する。そこで、本発明では、仕上焼鈍は、800〜1050℃の温度範囲で仕上焼鈍を行う。なお、好ましくは、850〜1000℃の温度範囲が望ましい。
【0049】
仕上焼鈍後の鋼板は、必要に応じて、調質圧延(スキンパス圧延)を施されて製品とされる。しかし、加工の厳しい複雑な形状の用途に適用する場合、あるいはプレス加工等で潤滑油や潤滑ビニルの使用を省略する場合には、上記特性の鋼板表面の片面または両面に、潤滑剤を塗布した鋼板を用いることが有効である。ここで、上記潤滑剤とは、ベース樹脂にアクリル系樹脂を用い、これにステアリン酸カルシウムを3〜20volmass%、ポリエチレンワックスを3〜20volmass%添加した樹脂コートを指す。
この潤滑剤の塗布により摺動性が改善され、複雑な形状への深絞り加工が容易になる。なお、潤滑剤は、アルカリで容易に脱膜が可能な脱膜型潤滑剤にするのがより好ましい。それは、加工後、スポット溶接やシーム溶接を行う場合、潤滑剤の成分であるCが鋼中に固溶して粒界に炭化物を形成し、溶接部の鋭敏化を生じて著しい耐食性劣化を引き起こす傾向があるためである。
【0050】
この潤滑剤の塗布量は、塗布面(片面)当たり0.5〜4.0g/m2とするのが有効である。プレス成形試験の結果、摺動性の改善には少なくとも0.5g/m2以上の潤滑剤の塗布が必要である。ただし、4.0g/m2を超えると、その効果が飽和するとともに、脱膜せずに、シーム溶接やスポット溶接した場合、通電不良のため溶接不良が発生し、溶接部の強度不足が起こる。また潤滑剤に起因して、溶接部で鋭敏化が生じる傾向が大きくなるからである。さらに、溶接性と加工性とを好ましい特性で兼備するには、1.0〜2.5g/m2好適塗布量である。なお、潤滑剤は、鋼板の片面あるいは両面に塗布するが、両面に塗布する方が、加工性改善にはより効果的である。
なお、本発明鋼板を用いて、溶接により燃料パイプに組立てる場合には、TIG、MIG、ERWを始めとするアーク溶接、電縫溶接、レーザー溶接など、通常の溶接方法であれば、すべて適用可能である。
【0051】
【実施例】
(実施例1)
表1に示す成分組成の鋼スラブを、表2に示す条件で熱間圧延した後、熱延板焼鈍を施し、次いで、表3に示す条件で冷間圧延、中間焼鈍および仕上焼鈍を行った。得られた仕上焼鈍板の板厚1/4位置における板面に平行な面で、X線積分強度比(222)/(200)を測定するとともに、鋼板の圧延方向(L方向)断面における板厚の1/2、1/4および1/6位置のフェライトの結晶粒度番号をJIS G 0552(切断法)に準拠して求めた。
また、上述したJIS Z 2254に準拠し、JIS 13号B試験片を用い、15%の単軸引張予歪を与えて、平均r値を測定した。
【0052】
さらに、耐肌荒れ性および耐食性について、以下の方法で評価した。
<耐肌荒れ性>
耐肌荒れ性は、鋼板の圧延方向からJIS 5号試験片を切り出し、25%の引張歪みを加えた後、鋼板表面に発生した凹凸を、触針式粗度計で最大高さ(Ry)を測定し、この値を“うねり高さ”とした。Ryの測定は、試験片長手方向中央部で5mm間隔に、引張方向に垂直方向に1cm長さで5点測定し、その平均を求めた。なお、耐肌荒れ性は、最大高さ(うねり高さ)が10μm以下であれば、良好であると評価できる。
<耐食性>
耐食性試験は、0.75mm厚の仕上焼鈍板を絞り加工して80mmφ、高さ45mmの円筒形状の試験体とし、この中に蟻酸800mass ppmを含有する劣化ガソリンを入れ、50℃の恒温槽中に25時間放置する試験を1サイクルとし、1サイクル終了毎に蒸発した劣化ガソリンを補充して、合計200サイクル(5000時間)の試験を行い、試験後の赤錆発生状況を目視で観察し、赤変の有無で評価を行った。
【0053】
【表1】

【表2】
【表3】
上記の試験結果を、整理して示したのが表4である。表4のNo.1〜6は、本発明に適合した成分組成を有する表1の鋼No.1の鋼スラブを、最終板厚0.75mmの冷延材とした後、仕上焼鈍温度を890〜1100℃に変えて、結晶粒径を変化させた結果である。特に、No.1〜4は、仕上焼鈍後の鋼板の結晶粒度番号が6.0以上で、かつ平均r値が2.2 を超える高い値を示している。一方、No.5,6は、仕上焼鈍温度が高過ぎたため、平均r値は2.2を超えているものの、結晶粒度番号が6.0未満であり、うねり高さが10μmを超えている。この結果、腐食試験では赤錆が発生している。No.7〜10は、上記と同様に鋼No.1を用い、表3に示すように中間焼鈍温度を種々変化させた結果である。No.8,9は、2回目の冷延前鋼板の結晶粒度番号が6.5未満となった場合であり、仕上焼鈍後の鋼板は、(222)/(200)の値が低く、2.0超のr値が得られているものの、結晶粒が粒度番号6.0未満まで粗大化し、その結果、うねり高さが10μmを超えた例である。一方、No.10は、焼鈍温度が低過ぎて、未再結晶のバンド状組織が残存した場合であり、(222)/(200)が10未満で、r値も低く、かつ著しい波状のリジングが発生し、うねり高さが70μmを超えている。No.11,12は、1回目/2回目の冷延圧下率の配分を、それぞれ50%/72%(圧下比0.69)、71%/53%(圧下比1.34)と変化させたものである。No.3の発明例(圧下比0.91)と比較すると、冷延の圧下配分は、仕上焼鈍後の結晶粒径やr値に影響を与え、その配分が1.0に近い方が、細粒で高r値の冷延焼鈍板が得られることがわかる。No.13,14は、熱延板焼鈍温度が、組織や材質に及ぼす影響を示したものである。特に、No.13は、790℃の低温焼鈍した場合であり、表には記載しないが、焼鈍後鋼板には未再結晶のバンド状組織が残存し、(222)/(200)は10と低く、r値は1.7程度、しかもうねり高さが33μmと肌荒れが顕著である。一方、No.14は、焼鈍温度が1120℃と高過ぎた場合であり、焼鈍後の粒径が粗大化し、No.13同様、r値が低く、しかも肌荒れが顕著である。No.15〜19は、2回目の冷延条件(ロール径、圧延方向)の影響を示した例である。ロール径を大きくすることに加え、リバース圧延を、タンデム圧延(1方向圧延)にすることでr値が向上し、うねり高さが低減している。No.20〜24は、冷延1回法(冷延圧下率87%)の場合における、仕上焼鈍温度とr値の関係を調べた結果である。1回法では、焼鈍温度を上げても、r値の改善率は小さく、仕上焼鈍後の粒度番号を6.0以上としたNo.20〜22では、到達r値は高々1.7程度で、うねり高さも20μm以上と大きい。No.25〜33は、鋼の成分を種々変化させた例である。No.27は、Cr+3.3Moが16.5と低い鋼4を用いた例であり、表面のうねり高さは要求特性を満たしているが、劣化ガソリン腐食試験で赤錆が発生している。No.29は、Cr量が24mass%と高い鋼6を用いた例であり、(222)/(200)が低く、平均r値も2.0未満である。No.30は、鋼7を用いた例であるが、Moが0.4mass%、Cr+3.3Moが17.3と低いため、劣化ガソリン腐食試験で赤錆が発生している。No.32は、Mo含有量が3.2mass%と高い鋼9を用いた例であり、2.0を超えるr値は得られていない。
【0057】
【表4】
(実施例2)
実施例1の表1に示した鋼No.1を用いて、表2および表3に示したNo.2の工程条件で冷延鋼板(板厚0.75mm)とした。この鋼板を、アルカリ洗浄した後、ステアリン酸カルシウム(5vol%)、ポリエチレンワックス(5vol%)を添加したアクリル樹脂系の潤滑剤を塗布し、80±5℃×15秒の焼付処理を行った。この際の潤滑剤の塗膜量は、両面に塗布面当たり0〜5.0g/m2に変化させた。得られた鋼板を用いて、以下に示す方法で、摺動性試験および溶接性試験を行った。
<摺動性試験>
潤滑剤を塗布した鋼板を、300mm長さ×10mm幅のサイズに切断して試験片とし、この試験片を、平面金型(サンプルとの接触面積200mm2)で上下から挟み、面圧78MPaを負荷し、引き抜いた時の力(F)から、動摩擦係数(μ)を求め、摺動性を評価した。
<溶接性試験>
溶接性は、クロム銅合金のRタイプ電極(16mmφ、R=40mm)を用い、加圧力2kN、電流5kAで、0.75mm厚さの試験片を2枚合わせてスポット溶接し、得られたナゲット径を測定し、ナゲット径が3√t(ただし、t:板厚)以下は溶接不良(×)、3√t超は溶接性良好(○)として評価した。
上記試験の結果を表5に示す。この結果、動摩擦係数μを0.1以下にするためには、少なくとも0.5g/m2以上の塗布量が必要である。しかし、塗布量が4.0g/m2を超えると、摺動性の改善効果が飽和するとともに、スポット溶接時に通電不良が発生し、溶接性が阻害されることがわかった。
【0059】
【表5】
【発明の効果】
以上説明したように、本発明によれば、r値2.2 以上 ( 但し、 2.2 を除く )という深絞り性と耐肌荒れ性に優れたフェライト系ステンレス鋼板を提供できる。従って、本発明鋼板は、従来、オーステナイト系ステンレス鋼板しか適用できなかった、高深絞り性が必要な、自動車用部材や家電、厨房、建材等の用途に適用可能となる。とくに、本発明のフェライト系ステンレス鋼板は、上記特性に加えて、有機酸を含む有機燃料環境でも優れた耐食性を有し、また潤滑性に優れているので、自動車用ガソリン、メタノール等の自動車燃料用のタンクや燃料パイプ部材に用いて好適な材料を提供することができる。
【図面の簡単な説明】
【図1】 劣化ガソリン中における耐食性に及ぼすCr+3.3Moおよび仕上焼鈍板の結晶粒度番号の影響を示した図である。
【図2】 仕上焼鈍板の結晶粒度番号と加工後の肌荒れ(うねり高さ)との関係を示した図である。
【図3】 X線積分強度比(222)/(200)に及ぼす冷間圧延ロール径及び圧延方法の影響を示した図である。
【図4】 仕上焼鈍板のr値に及ぼす最終冷延前の結晶粒度番号の影響を示した図である。[0001]
BACKGROUND OF THE INVENTION
The present invention relates to a ferritic stainless steel sheet that is excellent in workability and other properties used in the fields of automotive parts, home appliances, kitchen equipment, building materials and the like, and its manufacturing method, in particular, strong processing characteristics such as deep drawing and tube expansion. This is a proposal for a ferritic stainless steel plate suitable for use in automobile fuel tanks and fuel pipe members, and a method for producing the same, which is excellent in corrosion resistance against organic fuels (such as gasoline for automobiles and methanol).
[0002]
[Prior art]
Conventionally, turn sheets in which the surface of a mild steel sheet is plated with lead have been widely used for automobile fuel tanks. However, due to the recent increase in interest in environmental problems, the use of lead-containing materials is strictly regulated. For this reason, development of the material which replaces a turn sheet is calculated | required. However, these materials have the following problems. For example, although an Al—Si based plating material has been developed as a lead-free plating material, this material is uneasy about weldability and long-term corrosion resistance, and has not been widely applied. Attempts have also been made to use resin materials for fuel tanks. However, this material cannot essentially prevent the fuel from permeating through the material and volatilizing, and there has been a movement to regulate fuel evaporation. Therefore, there are limits to industrial use. There is also a problem in terms of recyclability.
[0003]
In addition, attempts have been made to use austenitic stainless steel as steel that can be used without being subjected to surface treatment or the like. Austenitic stainless steel sheet has excellent workability and corrosion resistance compared to ferritic stainless steel, but it is expensive to use for fuel tanks, and has concerns about stress corrosion cracking (SCC). Therefore, it has not been put into practical use.
[0004]
Against this background, there is an attempt to use a ferritic stainless steel plate as an alternative material for a turn sheet. Since this ferritic stainless steel sheet does not contain a large amount of Ni as compared with an austenitic stainless steel sheet, it is advantageous not only in cost but also in that stress corrosion cracking (SCC) does not occur. Used in the field.
However, the conventional ferritic stainless steel sheet has a low elongation value and is inferior in workability as compared to, for example, austenitic stainless steel represented by SUS304, and is used for applications such as press working and deep drawing. It was difficult to say that it had sufficient processability. Due to such formability limitations, ferritic stainless steel sheets have been hindered from expanding applications in various fields such as automobiles, building materials, and home appliances.
[0005]
By the way, the r value of the turn sheet is about 2.0. Therefore, in order to use a ferritic stainless steel plate as a substitute for a turn sheet, it is required to have at least an r value equal to or higher than that of the turn sheet, that is, a characteristic having an r value of 2.0 or more.
In order to clear this goal, many studies have been made so far to improve the workability of ferritic stainless steel sheets, and some results have been reported. For example, JP-A-3-264652 discloses that the texture is controlled and the X-ray intensity ratio (222) / (200) is optimized by optimizing the manufacturing conditions of a ferritic stainless steel sheet to which Nb and Ti are added in combination. A technique for improving the workability is disclosed with a value of 5 or more.
[0006]
[Problems to be solved by the invention]
However, in the above prior art, the r value of the ferritic stainless steel sheet can be obtained up to about 1.8 at most, and it is applied to a fuel tank subjected to complicated forming by deep drawing and a fuel pipe subjected to expansion and bending. It was insufficient to apply.
[0007]
Further, in the conventional technique, there has been a serious problem that rough skin occurs on the surface of the steel sheet after forming when performing deep drawing. This rough surface is a surface roughness (ridging) having irregularities in the plate width direction appearing parallel to the rolling direction (L direction) and irregularities caused by coarse crystal grains when subjected to cold working (orange) Peel).
Furthermore, the ferritic stainless steel sheet has a corrosion resistance against deteriorated gasoline containing organic acids such as formic acid and acetic acid produced in gasoline in a practical environment in order to apply it to fuel-related components such as automobile fuel tanks and pipes. It is also a necessary condition to be excellent.
In addition, when processing a more severe shape, it is necessary to further improve the lubricity, and due to environmental problems, etc., there is a request to avoid the use of lubricating oil and lubricating vinyl in press processing as much as possible. Therefore, it is desirable that the material itself has lubricating performance.
[0008]
An object of the present invention is to provide a ferritic stainless steel sheet and its production that have excellent deep drawability and excellent skin resistance and corrosion resistance in order to enable application to fuel tanks and fuel pipes for automobiles. To propose a method.
Another object of the present invention is to propose a ferritic stainless steel sheet excellent in lubricity and capable of omitting lubricating oil and lubricating vinyl, and a method for producing the same.
[0009]
[Means for Solving the Problems]
In order to achieve the above-mentioned problems, the inventors investigated the influence of manufacturing conditions on the deep drawability of ferritic stainless steel sheet, the rough surface resistance after processing, and the corrosion resistance in deteriorated gasoline. As a result, workability (deep drawability) and rough skin resistance include manufacturing conditions that include two or more cold rolling processes with intermediate annealing and regulate crystal grain size during the cold rolling process. In addition, the corrosion resistance against deteriorated gasoline can be improved by adding 0.5mass% or more of Mo, and the value of Cr + 3.3Mo defined by the pitting corrosion index should be 18mass% or more. It was found that it was improved by suppressing rough skin. Furthermore, in order to give lubricity to the steel sheet itself and to improve workability, a lubricant mainly composed of acrylic resin is applied to the steel sheet surface within a specified range, It has also been found that it is effective to reduce the dynamic friction coefficient with the press die.
[0010]
The present invention has been developed based on the above findings.
That is, the present invention is C: 0.01 mass% or less, Si: 1.0 mass% or less, Mn: 1.5 mass% or less, P: 0.06 mass% or less, S: 0.03 mass% or less, Cr: 11-23 mass%, Ni: 2.0 mass% or less, Mo: 0.5 to 3.0 mass%, Al: 1.0 mass% or less, N: 0.04 mass% or less, Nb: 0.8 mass% or less, Ti: 1.0 mass% or less, 1 type or 2 types The content of the following formula (1) is satisfied and the balance is composed of Fe and inevitable impurities, the ferrite crystal grain size number is 6.0 or more, and the average r value is2.2 that's all ( However, 2.2 except for )It is a ferritic stainless steel plate characterized by being.
Record
18 ≦ Nb / (C + N) + 2Ti / (C + N) ≦ 60 (1)
However, C, N, Nb, Ti is the content of each element (mass%)
[0011]
In the steel sheet according to the present invention, the Cr and Mo are preferably contained so as to satisfy the relationship of the following formula (2).
Record
Cr + 3.3Mo ≧ 18 …… (2)
However, Cr and Mo content of each element (mass%)
[0012]
In the steel plate according to the present invention, the X-ray integrated intensity ratio (222) / (200) of (222) and (200) in a plane parallel to the plate surface is preferably 15 or more, and one side or On both sides,Application amount per side 0.5 ~ 4.0g / m 2 IsIt is preferable to have a coating layer of an acrylic resin-based lubricant containing calcium stearate and polyethylene wax.
[0013]
Moreover, this invention is C: 0.01 mass% or less, Si: 1.0 mass% or less, Mn: 1.5 mass% or less, P: 0.06 mass% or less, S: 0.03 mass% or less, Cr: 11-23 mass%, Ni: 2.0 mass% or less, Mo: 0.5 to 3.0 mass%, Al: 1.0 mass% or less, N: 0.04 mass% or less, Nb: 0.8 mass% or less, Ti: 1.0 mass% or less, 1 type or 2 types A steel slab having a composition satisfying the following formula (1) and having the balance of Fe and inevitable impurities is heated to 1000 to 1200 ° C., and at least one pass of hot rough rolling is performed at a rolling temperature of 850 -1100 ° C, reduction ratio of 35% or more, and at least one pass of hot finish rolling is hot rolled to a rolling temperature of 650-900 ° C and reduction ratio of 20-40% to obtain a hot rolled sheet, and then this heat After hot-rolled sheet annealing at 800 to 1100 ° C, cold rolling at least twice with intermediate annealing at 750 to 1000 ° C is performed at a total rolling reduction of 75% or more (1st cold rolling reduction) / (Final cold rolling pressure Performs reduction ratio represented by the ratio) as 0.7 to 1.3, further proposes a method for manufacturing a ferritic stainless steel sheet characterized by annealing finishing at 850-1,050 ° C..
Record
18 ≦ Nb / (C + N) + 2Ti / (C + N) ≦ 60 (1)
However, C, N, Nb, Ti is the content of each element (mass%)
[0014]
In the method of the present invention, it is preferable that Cr and Mo in the steel slab are contained so as to satisfy the relationship of the following formula (2).
Record
Cr + 3.3Mo ≧ 18 …… (2)
However, Cr and Mo content of each element (mass%)
[0015]
In the method of the present invention, the ferrite crystal grain size number of the steel sheet before the final cold rolling is 6.5 or more, and the cold rolling is performed by a tandem rolling mill equipped with a work roll having a roll diameter of 300 mmφ or more. And an acrylic resin-based lubricant containing calcium stearate and polyethylene wax is applied to one or both surfaces of the steel sheet after the finish annealing.Application amount per side 0.5 ~ 4.0g / m 2 To beIt is preferable to apply.
[0016]
DETAILED DESCRIPTION OF THE INVENTION
Hereinafter, the reason why the component composition is limited to the above range in the present invention will be described.
C: 0.01 mass% or less
C dissolves or precipitates and lowers the workability of steel. Further, since carbide is formed and mainly precipitated at the grain boundaries, the secondary work brittleness resistance and the corrosion resistance of the grain boundaries are lowered. If C exceeds 0.01 mass%, the adverse effects on workability and corrosion resistance become significant. Therefore, the amount of C is limited to 0.01 mass% or less. In addition, since excessive reduction of C leads to an increase in refining cost, it is desirable to make the content more than 0.002 mass% and less than 0.008 mass%.
[0017]
Si: 1.0 mass% or less
Si is an element effective for improving oxidation resistance and corrosion resistance, and improves the corrosion resistance in the environment inside and outside the fuel tank. In order to exhibit the effect, addition of 0.2 mass% or more is preferable. However, if the content exceeds 1.0 mass%, the steel is embrittled and the secondary work brittleness resistance of the weld is deteriorated, so 1.0 mass% is the upper limit. Preferably, it is 0.75 mass% or less.
[0018]
Mn: 1.5 mass% or less
Mn is an element effective for improving the oxidation resistance. However, if contained excessively, it deteriorates the toughness of the steel and the secondary work brittleness resistance of the weld. For this reason, it is 1.5 mass% or less. Preferably, it is desirable to set it to 1.3 mass% or less.
[0019]
P: 0.06 mass% or less
P tends to segregate at grain boundaries, and when B is contained, the grain boundary strengthening action is reduced. Therefore, from the viewpoint of secondary work embrittlement resistance of the welded portion, the lower one is desirable. However, excessive reduction leads to an increase in refining costs, so 0.06 mass% or less. Preferably, it is 0.03 mass% or less.
[0020]
S: 0.03 mass% or less
Since S reduces the corrosion resistance of stainless steel, it is desirable to reduce it as much as possible. However, the content is set to 0.03 mass% or less in consideration of the cost of removing S during refining. Preferably, it is desirable to make it 0.01 mass% or less that can be fixed with Mn or Ti.
[0021]
Cr: 11-23mass%
Cr is an element effective for improving oxidation resistance and corrosion resistance. In order to obtain sufficient oxidation resistance and corrosion resistance, it is necessary to contain 11 mass% or more. Further, from the viewpoint of the corrosion resistance of the welded portion, the content is preferably 14 mass% or more. On the other hand, Cr is an element that lowers the workability of steel. In particular, when it exceeds 23 mass%, the effect becomes significant. Therefore, Cr is in the range of 11 to 23 mass%, but is preferably 14 to 18 mass%.
[0022]
Ni: 2.0 mass% or less
Since Ni improves the corrosion resistance of stainless steel, it can be contained in a range of 2.0 mass% or less. However, if it is contained in a large amount exceeding 2.0 mass%, the steel becomes hard and there is a concern of stress corrosion cracking due to the formation of the austenite phase. Therefore, the upper limit of the content is 2.0 mass%. Preferably, it is 0.2 to 0.8 mass%.
[0023]
Mo: 0.5-3.0mass%
Mo is an element particularly effective for improving the corrosion resistance in deteriorated gasoline. In order to improve the corrosion resistance against deteriorated gasoline, an amount of Mo of 0.5 mass% or more is required. However, if the content exceeds 3.0 mass%, precipitates are generated during heat treatment, resulting in deterioration of workability. Therefore, the Mo content is in the range of 0.5 to 3.0 mass%. Preferably, the content is 0.7 to 1.6 mass%.
[0024]
Cr + 3.3Mo: 18 or more
Cr + 3.3Mo (where Cr and Mo are the content of each element (mass%)) is generally used as an index representing the corrosion resistance of stainless steel as a pitting index. In our investigation, when considering comprehensively the corrosion resistance, outer surface corrosion resistance, crevice corrosion resistance of welded parts, etc. in deteriorated gasoline, as a condition to have ferritic stainless steel sheet used in deteriorated gasoline environment, It was found that it is preferable to set Cr + 3.3Mo to 18 or more together with the Mo content. However, if this Cr + 3.3Mo exceeds 30, the steel plate becomes hard and the workability is impaired, so it is desirable that it is 30 or less, more preferably in the range of 20-25.
As will be described later, the corrosion resistance is closely related to the surface roughness after forming, so in order to improve the corrosion resistance, in addition to adjusting the Cr and Mo components, the grain size of the steel sheet after finish annealing It is also necessary to set the number to 6.0 or higher.
[0025]
Here, the reason for limiting the relationship between Cr and Mo as described above will be described.
FIG. 1 shows the results of a corrosion resistance test in a deteriorated gasoline containing 800 mass ppm formic acid on ferritic stainless steel plates having different amounts of Cr + 3.3Mo and crystal grain size numbers of the finish annealed plates. In this corrosion resistance test, a processed product obtained by concentrating a 0.75mm finish annealed plate into a cylinder with a height of 80mmφ x 45mm was used as a test piece. Deteriorated gasoline was put in this and kept at 50 ° C for 25 hours, and then evaporated. In this method, the test for replenishing the deteriorated gasoline is defined as one cycle, and this is repeated 200 cycles (total 5000 hours), and then the appearance change is observed and evaluated. Judgment was made based on whether red rust occurred.
As can be seen from FIG. 1, if Cr + 3.3Mo is 18 or more and the grain size number of the finish annealed plate (by the cutting method of JIS G 0552) is 6.0 or more, sufficient corrosion resistance in the deteriorated gasoline can be secured.
[0026]
Al: 1.0 mass% or less
Al is necessary as a deoxidizing agent in steelmaking, but excessive addition degrades the surface appearance and corrosion resistance due to inclusion generation, so is 1.0 mass% or less. Preferably, it is desirable to make it 0.50 mass% or less.
[0027]
N: 0.04 mass% or less
N has the effect of strengthening the grain boundary and improving the toughness. However, if it exceeds 0.04 mass%, N precipitates at the grain boundary and adversely affects the corrosion resistance, so the upper limit is 0.04. Mass%. Preferably, it is 0.020 mass% or less.
[0028]
Nb: 0.8 mass% or less, Ti: 1.0 mass% or less,
18 ≦ Nb / (C + N) + 2Ti / (C + N) ≦ 60
Nb and Ti have the effect of improving workability (r value) and fixing corrosion resistance by fixing solute C and N as carbonitrides, and they can be added alone or in combination. is necessary. When the addition is less than 0.01 mass%, an effective effect cannot be obtained. Therefore, it is desirable to contain 0.01 mass% or more. On the other hand, when the Nb content exceeds 0.8 mass%, the toughness is lowered, and when the Ti content exceeds 1.0 mass%, the appearance and the toughness are lowered. These components are preferably added in the range of Nb: 0.05 to 0.40 mass% and Ti: 0.04 to 0.40 mass%.
Moreover, in order to fix C and N in steel as carbonitride and to secure further excellent workability, it is necessary to satisfy the following conditions.
18 ≦ Nb / (C + N) + 2Ti / (C + N) ≦ 60
Here, C, N, Nb, Ti is the content of each element (mass%)
If the value of Nb / (C + N) + 2Ti / (C + N) is less than 18, C and N in the steel cannot be sufficiently fixed as carbonitride, and the corrosion resistance and workability are inferior. This is because workability deterioration is remarkable due to the effect of solute Nb and Ti. Furthermore, if it is the range of 20-40, it is more preferable.
[0029]
In the steel of the present invention, in addition to the above components, Fe and unavoidable impurities. However, Co and B may be contained within a range of 0.3 mass% or less and 0.01 mass% or less, respectively, in order to improve grain boundary brittleness. Also, Zr: 0.5 mass% or less, Ca: 0.1 mass% or less, Ta: 0.3 mass% or less, W: 0.3 mass% or less, Cu: 1 mass% or less, Sn: 0.3 mass% or less The effect of the invention is not impaired.
[0030]
Next, the characteristics that the steel sheet according to the present invention should have will be described.
Average r value:2.2 that's all ( However, 2.2 except for )
In order for the steel sheet of the present invention to have a deep drawability comparable to that of a conventional turnsheet used as a fuel tank material and to have manufacturability sufficient for mass production, the average r value of the steel sheet is2.2 that's all ( However, 2.2 except for )Need to be. Therefore, in the present invention, the average r value of the steel sheet is2.2 that's all ( However, 2.2 except for )Limited to. ThisHere, the average r value is an average plastic strain ratio defined in JIS Z 2554, and the following formula:
Average r value = (r0+ 2r45+ R90) / 4 where r0: Plastic strain ratio r measured with a specimen taken in a direction parallel to the rolling direction45: Plastic strain ratio r measured with a specimen taken in the direction of 45 ° with respect to the rolling direction90: Defined as a plastic strain ratio measured with a specimen taken in a direction 90 ° with respect to the rolling direction.
[0031]
(222) / (200): 15 or more
Average r value2.2 that's all ( However, 2.2 except for )In order to achieve the above, it is necessary that the X-ray integrated intensity ratio (222) / (200) of (222) and (200) in a plane parallel to the steel sheet surface after finish annealing is 15 or more. This is because the X-ray integral intensity ratio (222) / (200) is closely related to the r value of the steel sheet, and the higher this value, the higher the r value. Note that the X-ray integral intensity ratio (222) / (200) in the present invention means that Coκα rays are obtained by using a RINT1500 X-ray diffractometer manufactured by Rigaku Corporation at 1/4 position of the plate thickness. The integrated intensity ratio (222) / (200) between the peak of (222) and the peak of (200) measured using the θ-2θ method under the conditions of a voltage of 46 kV and a current of 150 mA. A manufacturing method for obtaining a steel sheet having an X-ray integrated intensity ratio (222) / (200) of 15 or more in the component system of the present invention will be described later.
[0032]
Finished annealed ferrite ferrite grain size number: 6.0 or more
The size of the ferrite crystal grains of the steel plate after finish annealing (hereinafter referred to as finish annealed plate) greatly affects the rough surface after forming. FIG. 2 shows the relationship between the ferrite grain size number of the finish-annealed plate and the rough surface after the steel plate is processed. All of these data were obtained by aligning the grain size number of the steel sheet before final cold rolling to 6.7. Here, the grain size numbers referred to in the present invention are all measured by the method defined in
[0033]
According to FIG. 2, when the crystal grains become large and the particle size number is less than 6.0, roughening of the surface of the product after processing occurs. This rough skin is called an orange peel, which not only impairs the appearance but also causes a significant deterioration in corrosion resistance due to the rough skin. On the other hand, when the grain size number of the finish annealed plate exceeds 6.0, the undulation height becomes 10 μm or less, and the rough skin is remarkably suppressed. Accordingly, the grain number of the finish annealed plate needs to be 6.0 or more, preferably 7.0 or more. In addition, the intensity ratio of (222) / (200) is increased, and the average r value2.2 that's all ( However, 2.2 except for )However, in the method of increasing the annealing temperature, the crystal grains become coarse and rough skin is caused. In the present invention, in order to achieve such conflicting characteristics, this problem has been solved by performing cold rolling at least twice with intermediate annealing interposed therebetween.
[0034]
Next, a method for manufacturing the steel sheet according to the present invention will be described.
The steel sheet of the present invention is made the final cold-rolled steel sheet through the steps of steelmaking, hot rolling (rough rolling, finish rolling), hot-rolled sheet annealing, pickling, cold rolling, and finish annealing. Therefore, the X-ray integral intensity ratio and the ferrite grain size number of the steel sheet of the present invention are controlled within the above-mentioned ranges in addition to the slab heating temperature, rough rolling conditions, finish rolling conditions in hot rolling, and hot rolled sheet annealing. It becomes possible only by adjusting the conditions, cold rolling conditions, intermediate annealing temperature, and finish annealing conditions.
[0035]
Slab heating temperature
In the case of slab heating, if the heating temperature is too low, it becomes difficult to perform hot rolling under a predetermined condition by rough rolling. On the other hand, if the heating temperature is too high, in the case of Ti-added steel, Ti in the slabFourC2S2As a result of dissolution, solid solution carbon increases and the texture in the thickness direction of the hot-rolled sheet becomes non-uniform. For this reason, the slab heating temperature is limited to a range of 1000 ° C to 1200 ° C. A preferable temperature range is 1100 to 1200 ° C.
[0036]
Hot rough rolling
Hot rough rolling (hereinafter simply referred to as rough rolling) needs to be performed at least one pass at a rolling temperature of 850 to 1100 ° C. and a reduction rate of 35% or more. When the rolling temperature of rough rolling is less than 850 ° C, recrystallization is difficult to proceed, the workability (r value) of the finish annealed plate is degraded, the in-plane anisotropy is increased, and the load on the rolling roll is increased. , Roll life is shortened. On the other hand, when the temperature exceeds 1100 ° C., the ferrite crystal grains have a structure extending in the rolling direction, and anisotropy increases. Therefore, the rolling temperature of rough rolling needs to be 850-1100 ° C. A preferable temperature range is 900 to 1050 ° C.
[0037]
When the rolling reduction of rough rolling is less than 35% / pass, the workability (r value) of the finished annealed sheet is inferior because a large amount of band-like unrecrystallized structure remains in the center in the sheet thickness direction. To do. On the other hand, when the rolling reduction of rough rolling exceeds 60% / pass, there is a risk of causing seizure to rolls and poor biting during rolling. Therefore, the rolling reduction is preferably in the range of 40-60% / pass. By performing at least one pass of the rough rolling that satisfies the conditions of the rolling temperature and the rolling reduction described above, deep drawability is improved. This one pass may be performed in any pass of rough rolling, but is most preferably performed in the final pass in view of the capability of the rolling mill. In the case of steel having a high high-temperature strength, a strong shear strain is generated on the surface of the steel plate during rough rolling, and an unrecrystallized structure may remain in the center of the plate thickness, or seizure may occur during rough rolling. In such a case, lubrication with a friction coefficient of 0.3 or less may be performed as necessary.
[0038]
Hot finish rolling
In hot finish rolling following rough rolling (hereinafter simply referred to as finish rolling), at least one pass needs to be performed at a rolling temperature of 650 to 900 ° C. and a reduction rate of 20 to 40%. When the finish rolling temperature is less than 650 ° C., the deformation resistance is large, and it becomes difficult to secure a rolling reduction of 20% / pass or more, and the roll load becomes large. On the other hand, when the finish rolling temperature exceeds 900 ° C., the accumulation of rolling distortion becomes small, and the effect of improving workability in the subsequent steps becomes small. For this reason, the finish rolling temperature is 650 to 900 ° C, preferably 700 to 800 ° C.
[0039]
Moreover, if the rolling reduction in 650-900 degreeC is less than 20% at the time of finish rolling, {100} // ND and {110} // ND colony which will cause a fall of r value and a ridging will remain large. On the other hand, if it exceeds 40%, a biting failure or a shape failure is caused, and the surface properties of the steel are deteriorated. Therefore, in finish rolling, it is necessary to perform rolling at a rolling reduction of 20 to 40% at least one pass. A preferable rolling reduction range is 25 to 35%. In the finish rolling that satisfies the conditions of the rolling temperature and the rolling reduction described above, the deep drawability is improved if at least one pass is performed. The one pass may be performed in any pass, but is most preferably performed in the final pass because of the capability of the rolling mill.
[0040]
Hot-rolled sheet annealing
When the annealing temperature of the hot-rolled sheet is lower than 800 ° C., recrystallization becomes insufficient, the r value of the finished annealed sheet is greatly reduced, and the finished annealed sheet is caused by the non-recrystallized band-like structure. The ridging occurs significantly. Further, when the temperature exceeds 1100 ° C., the crystal structure becomes coarse and the solid solution C in the steel increases due to re-dissolution of carbides, thereby inhibiting the formation of a preferable texture. In addition, the crystal grains of the finish annealed plate are also coarsened, resulting in rough skin with processing, causing a reduction in the limit of forming processing and a decrease in corrosion resistance. Accordingly, the hot-rolled sheet annealing temperature is a temperature of 800 to 1100 ° C, preferably 850 to 1050 ° C, in consideration of the condition for obtaining a fine structure as much as possible without an unrecrystallized structure and the precipitation behavior of solute C, that is, carbide. It should be a range.
[0041]
Cold rolling
Cold rolling is performed at least twice with an intermediate annealing at 750 to 1000 ° C. The total rolling reduction is 75% or more and expressed as (rolling ratio of first cold rolling) / (rolling ratio of final cold rolling). The reduction ratio is 0.7-1.3. The ferrite grain size number immediately before the final cold rolling needs to be 6.5 or more. The total rolling reduction is greatly related to the development of the {111} texture of the finish annealed sheet. In other words, increasing the rolling reduction effectively works to improve the r value, and the average r value of the finish annealed sheet is increased.2.2 that's all ( However, 2.2 except for )In order to achieve this, the total rolling reduction needs to be 75% or more. In addition, since the peak of r value exists around the reduction rate of 85%, it is more preferable that the cold rolling reduction rate is 80 to 90%.
[0042]
The reduction ratio is closely related to the grain size in the steel sheet before final cold rolling (the steel sheet after intermediate annealing), the development of {111} texture, and the {111} texture of the finish annealed sheet. In order to achieve high r-value, it is necessary to cold-roll the rolling ratio within the range of 0.7 to 1.3, preferably 0.8 to 1.1. In addition, when performing cold rolling twice or more, it is desirable that the cold rolling reduction ratio of each time is 50% or more, and the difference between the first rolling and the final rolling reduction is 30% or less. This is because the value of (222) / (200) decreases and the r value decreases even if the rolling reduction is less than 50% or the rolling reduction difference exceeds 30%.
[0043]
Furthermore, it is preferable that the cold rolling in the present invention employs a tandem rolling mill and rolls in one direction with a work roll having a roll diameter of 300 mmφ or more in any of two or more cold rollings.
This is because the influence of the roll diameter and the rolling direction is large in order to reduce the shear deformation of the material to be rolled and increase (222) / (200) to improve the r value. Generally, the final cold rolling of stainless steel is performed by a reverse rolling machine using a work roll having a roll diameter of, for example, 200 mmφ or less in order to obtain surface gloss. However, in the present invention, since the purpose is particularly to improve the r value, it is preferable to use a large-diameter roll having a roll diameter of 300 mmφ or more in the final cold rolling. That is, tandem rolling, which is unidirectional rolling with a roll diameter of 300 mmφ or more, is more effective in reducing surface shear deformation and increasing the r value than reverse rolling with a roll diameter of 100 to 200 mmφ.
[0044]
FIG. 3 is a diagram showing the influence of the cold rolling roll diameter and the rolling method (direction) on the X-ray integrated intensity ratio (222) / (200). From FIG. 3, it is recognized that (222) / (200) increases when the rolled work roll is a large-diameter roll and unidirectional rolling (tandem rolling).
In order to stably obtain a higher r value, it is also effective to increase the linear pressure (rolling load / sheet width) and to apply strain uniformly in the sheet thickness direction. For this reason, it is preferable to arbitrarily combine a reduction in hot rolling temperature, high alloying, an increase in hot rolling speed, and the like.
[0045]
Intermediate annealing
The intermediate annealing needs to be performed in a temperature range of 750 to 1000 ° C. When the intermediate annealing temperature is less than 750 ° C., recrystallization becomes insufficient, the r value is lowered, and ridging of the final cold-rolled sheet becomes remarkable due to unrecrystallized band-like structure. On the other hand, when the temperature exceeds 1000 ° C., the structure becomes coarse and the carbide re-dissolves to increase the solid solution C in the steel, thereby forming a texture represented by {111} suitable for deep drawability. Inhibit. Moreover, the rough surface (orange peel) of the final cold-rolled sheet becomes noticeable.
In order to refine the crystal grains of the finish annealed plate and increase the r value, the solid solution C before the final cold rolling is reduced and, as will be described later, the ferrite before the final cold rolling after the intermediate annealing is finished. Refinement of crystal grains is an important point. For this reason, the intermediate annealing temperature is preferably as low as possible within a temperature range in which the crystal before the final cold rolling is not so large and an unrecrystallized structure does not remain.
For these reasons, the temperature range of the intermediate annealing is set to 750 to 1000 ° C, preferably 800 to 950 ° C.
[0046]
Grain size number before final cold rolling: 6.5 or more
The ferrite crystal grain size before the final cold rolling (before the second cold rolling in the case of two cold rollings in total) is closely related to the (222) / (200) r value of the finish annealed plate This is a particularly important requirement because it affects the grain size of the finish annealed plate and is related to rough skin after processing. The inventors made it possible to make the grain size number of the finish annealed plate 6.0 or more and (222) / (200) 15.0 or more by making the grain size number before final cold rolling 6.5 or more. This gives the r value2.2 that's all ( However, 2.2 except for )It has become possible to produce a ferritic stainless steel sheet having good deep drawability and having no rough surface after processing. In addition, even if the grain size number before the final cold rolling is large (the crystal grains are small), the {111} // ND development of the finish annealed plate is high, and even if the crystal grain size of the finish annealed plate is the same, A high r value can be obtained. This is because when hot-rolled sheet annealing and intermediate annealing are performed at high temperatures, the crystal grains become coarser, and at the same time, carbides such as TiC and NbC are dissolved and re-dissolved to increase the amount of dissolved C. As the crystal grain size before the final cold rolling is increased, the nucleation sites for recrystallization of the finish annealed sheet decrease, the value of (222) / (200) decreases, This is because the r value cannot be obtained.
[0047]
FIG. 4 shows the influence of the grain size number before the final cold rolling on the r value of the finish annealed sheet. In this data, the grain size numbers of the finish annealed plates are all set to 6.5 by changing the finish annealing temperature. FIG. 4 shows that the r value of the finish annealed plate is higher as the crystal grain size before the final cold rolling is smaller.
In addition, when the grain size number before the final cold rolling is the same, the r value of the finish annealing plate is further improved by reducing the particle size of the hot rolled annealing plate.
[0048]
Finish annealing (final cold rolled sheet annealing)
In the finish annealing, the higher the temperature, the more preferential growth of {111} grains is promoted, the {111} accumulation degree is improved, and a high r value is achieved. This is because {111} crystal grains phagocytose grains of other crystal orientations and grow. However, if the crystal grains become too large due to high-temperature annealing, rough skin after processing (orange peel) occurs, resulting in deterioration of moldability and corrosion resistance. For this reason, the finish annealing temperature needs to be within a temperature range in which a crystal grain size of 6.0 or more can be secured. However, in applications where secondary work brittleness is a problem, it is preferable to further refine crystal grains, for example, 7.0 or more. On the other hand, when the finish annealing temperature is less than 800 ° C., the preferential growth of {111} crystal orientation effective for improving the r value does not occur, and the average r value2.2 that's all ( However, 2.2 except for )Not only can be achieved, but a non-recrystallized band-like structure remains in the central part of the steel plate thickness, resulting in significant ridging and significantly impairing deep drawability and workability. Therefore, in the present invention, finish annealing is performed in a temperature range of 800 to 1050 ° C. In addition, Preferably, the temperature range of 850-1000 degreeC is desirable.
[0049]
The steel sheet after finish annealing is subjected to temper rolling (skin pass rolling) as necessary to obtain a product. However, when applying to applications with complex shapes that are severely processed, or when omitting the use of lubricating oil or lubricating vinyl in press processing, etc., a lubricant was applied to one or both surfaces of the steel sheet surface with the above characteristics. It is effective to use a steel plate. Here, the lubricant refers to a resin coat in which an acrylic resin is used as a base resin, and calcium stearate is added in an amount of 3 to 20 volmass% and polyethylene wax is added in an amount of 3 to 20 volmass%.
By applying this lubricant, slidability is improved, and deep drawing into a complicated shape becomes easy. In addition, it is more preferable that the lubricant be a film removal type lubricant that can be easily removed with an alkali. That is, when spot welding or seam welding is performed after processing, C, which is a component of the lubricant, forms a solid solution in the steel to form carbides at the grain boundaries, causing sensitization of the weld and causing significant corrosion resistance degradation. This is because there is a tendency.
[0050]
The amount of the lubricant applied is 0.5 to 4.0 g / m per coated surface (one surface).2Is effective. As a result of press forming test, at least 0.5g / m for improvement of slidability2Application of the above lubricant is necessary. However, 4.0g / m2If it exceeds, the effect is saturated, and when seam welding or spot welding is carried out without film removal, poor welding occurs due to poor conduction, resulting in insufficient strength of the weld. Moreover, it is because the tendency for sensitization to occur in the welded portion increases due to the lubricant. Furthermore, in order to combine weldability and workability with desirable characteristics, 1.0 to 2.5 g / m2It is a suitable coating amount. The lubricant is applied to one side or both sides of the steel plate, but it is more effective to improve the workability when applied to both sides.
In addition, when assembling into a fuel pipe by welding using the steel plate of the present invention, all normal welding methods such as arc welding, electric seam welding, laser welding including TIG, MIG, ERW are applicable. It is.
[0051]
【Example】
Example 1
The steel slab having the component composition shown in Table 1 was hot-rolled under the conditions shown in Table 2, then subjected to hot-rolled sheet annealing, and then cold-rolled, intermediate annealing and finish annealing were performed under the conditions shown in Table 3. . The X-ray integral intensity ratio (222) / (200) is measured on a plane parallel to the plate surface at the
Further, in accordance with the above-mentioned JIS Z 2254, a JIS No. 13 B test piece was used, a 15% uniaxial tensile pre-strain was applied, and an average r value was measured.
[0052]
Furthermore, rough skin resistance and corrosion resistance were evaluated by the following methods.
<Rough skin resistance>
Roughness of the skin is determined by cutting out a JIS No. 5 test piece from the rolling direction of the steel sheet, applying 25% tensile strain, and then increasing the maximum height (Ry) on the surface of the steel sheet using a stylus-type roughness meter. Measurement was made and this value was defined as “swell height”. The Ry was measured at five points at a distance of 5 mm at the center in the longitudinal direction of the test piece and at a length of 1 cm in the direction perpendicular to the tensile direction, and the average was obtained. The rough skin resistance can be evaluated as good if the maximum height (swell height) is 10 μm or less.
<Corrosion resistance>
In the corrosion resistance test, a 0.75mm-thick finish annealed plate is drawn into a cylindrical test piece with a diameter of 80mmφ and a height of 45mm. Degraded gasoline containing 800mass ppm of formic acid is put in this, and it is placed in a thermostatic chamber at 50 ℃ The test that is allowed to stand for 25 hours is defined as one cycle, and the deteriorated gasoline that has evaporated at the end of each cycle is replenished. Evaluation was performed with or without.
[0053]
[Table 1]
[Table 2]
[Table 3]
Table 4 summarizes the test results. Nos. 1 to 6 in Table 4 are steel slabs of steel No. 1 in Table 1 having a composition suitable for the present invention, and a final annealing temperature of 890 to This is the result of changing the crystal grain size to 1100 ° C. In particular, Nos. 1 to 4 have a grain size number of the steel sheet after finish annealing of 6.0 or more and an average r value.2.2 More thanIt shows a high value. On the other hand, in No. 5 and 6, the final annealing temperature was too high, so the average r value was2.2However, the crystal grain size number is less than 6.0, and the undulation height exceeds 10 μm. As a result, red rust is generated in the corrosion test. Nos. 7 to 10 are the results of various changes in the intermediate annealing temperature as shown in Table 3 using steel No. 1 as described above. Nos. 8 and 9 are the cases where the grain size number of the steel plate before cold rolling for the second time was less than 6.5, and the steel plate after finish annealing had a low value of (222) / (200) and exceeded 2.0 Although the r value is obtained, the crystal grains are coarsened to a particle size number of less than 6.0, and as a result, the undulation height exceeds 10 μm. On the other hand, No. 10 is a case where the annealing temperature is too low and an unrecrystallized band-like structure remains, (222) / (200) is less than 10, the r value is low, and a remarkable wavy lysine. Occurs and the undulation height exceeds 70 μm. Nos. 11 and 12 change the distribution of the first and second cold rolling reduction ratios to 50% / 72% (down ratio 0.69) and 71% / 53% (down ratio 1.34), respectively. . Compared with the invention example No. 3 (rolling ratio 0.91), the rolling reduction distribution of cold rolling affects the crystal grain size and r value after finish annealing. It can be seen that an r-value cold-rolled annealed plate can be obtained. Nos. 13 and 14 show the effect of hot-rolled sheet annealing temperature on the structure and material. In particular, No. 13 is a case where annealing was performed at a low temperature of 790 ° C., which is not described in the table, but an unrecrystallized band-like structure remains in the steel sheet after annealing, and (222) / (200) is 10 It is low, the r value is about 1.7, and the waviness height is 33 μm. On the other hand, No. 14 is a case where the annealing temperature is too high at 1120 ° C., the grain size after annealing becomes coarse, the r value is low as in No. 13, and the rough skin is remarkable. Nos. 15 to 19 are examples showing the influence of the second cold rolling conditions (roll diameter, rolling direction). In addition to increasing the roll diameter, the r-value is improved and the undulation height is reduced by changing the reverse rolling to tandem rolling (unidirectional rolling). Nos. 20 to 24 are the results of examining the relationship between the finish annealing temperature and the r value in the case of the cold rolling one-time method (cold rolling reduction ratio 87%). In the one-time method, even if the annealing temperature is raised, the improvement rate of the r value is small, and in No. 20 to 22 where the grain size number after finish annealing is 6.0 or more, the reached r value is about 1.7 at most and the undulation height is also high Larger than 20μm. Nos. 25 to 33 are examples in which the components of the steel are variously changed. No. 27 is an
[0057]
[Table 4]
(Example 2)
Steel No. 1 shown in Table 1 of Example 1 was used to form a cold-rolled steel plate (plate thickness of 0.75 mm) under the process conditions of No. 2 shown in Table 2 and Table 3. This steel plate was washed with an alkali, then coated with an acrylic resin-based lubricant added with calcium stearate (5 vol%) and polyethylene wax (5 vol%), and subjected to a baking treatment at 80 ± 5 ° C. for 15 seconds. The coating amount of the lubricant at this time is 0 to 5.0 g / m per coated surface on both sides.2Was changed. Using the obtained steel sheet, a slidability test and a weldability test were performed by the following methods.
<Slidability test>
A steel plate coated with a lubricant is cut into a size of 300 mm length x 10 mm width to make a test piece, and this test piece is made into a flat mold (contact area with
<Weldability test>
Weldability was achieved by spot welding two 0.75mm-thick test pieces using a chromium-copper alloy R-type electrode (16mmφ, R = 40mm) at a pressure of 2kN and a current of 5kA. The nugget diameter of 3√t (where t is the plate thickness) or less was evaluated as poor welding (×), and over 3√t was evaluated as good weldability (◯).
The results of the above test are shown in Table 5. As a result, in order to reduce the dynamic friction coefficient μ to 0.1 or less, at least 0.5 g / m2The above coating amount is necessary. However, the coating amount is 4.0g / m2Exceeding saturates, the effect of improving the slidability is saturated, and it has been found that poor current conduction occurs during spot welding and the weldability is hindered.
[0059]
[Table 5]
【The invention's effect】
As explained above, according to the present invention, the r value2.2 that's all ( However, 2.2 except for )It is possible to provide a ferritic stainless steel sheet having excellent deep drawability and excellent skin roughness resistance. Therefore, the steel sheet of the present invention can be applied to uses such as automobile members, home appliances, kitchens, and building materials that require high deep drawability, which has conventionally been applicable only to austenitic stainless steel sheets. In particular, the ferritic stainless steel sheet of the present invention has excellent corrosion resistance even in an organic fuel environment containing an organic acid in addition to the above characteristics, and also has excellent lubricity, so automobile fuels such as automobile gasoline and methanol. Suitable materials can be provided for use in tanks and fuel pipe members.
[Brief description of the drawings]
FIG. 1 is a graph showing the influence of Cr + 3.3Mo and the grain size number of a finish-annealed plate on corrosion resistance in deteriorated gasoline.
FIG. 2 is a view showing the relationship between the grain size number of the finish annealed plate and the rough surface (swell height) after processing.
FIG. 3 is a diagram showing the influence of the cold rolling roll diameter and rolling method on the X-ray integrated intensity ratio (222) / (200).
FIG. 4 is a graph showing the influence of the grain size number before the final cold rolling on the r value of the finish annealed sheet.
Claims (9)
記
18≦Nb/(C+N)+2Ti/(C+N)≦60 ……(1)
但し、C,N,Nb,Tiは各元素の含有量(mass%)C: 0.01 mass% or less, Si: 1.0 mass% or less, Mn: 1.5 mass% or less, P: 0.06 mass% or less, S: 0.03 mass% or less, Cr: 11 to 23 mass%, Ni: 2.0 mass% or less, Mo : 0.5 to 3.0 mass%, Al: 1.0 mass% or less, N: 0.04 mass% or less, and Nb: 0.8 mass% or less, Ti: 1.0 mass% or less of the following formula (1) The balance is contained, the balance is composed of Fe and inevitable impurities, the ferrite crystal grain size number is 6.0 or more, and the average r value is 2.2 or more ( however, excluding 2.2 ) A ferritic stainless steel sheet characterized by that.
Record
18 ≦ Nb / (C + N) + 2Ti / (C + N) ≦ 60 (1)
However, C, N, Nb, Ti is the content of each element (mass%)
記
Cr+3.3Mo≧18 ……(2)
但し、Cr,Moは各元素の含有量(mass%)The ferritic stainless steel sheet according to claim 1, wherein the Cr and Mo satisfy the relationship of the following formula (2).
Record
Cr + 3.3Mo ≧ 18 …… (2)
However, Cr and Mo content of each element (mass%)
記
18≦Nb/(C+N)+2Ti/(C+N)≦60 ……(1)
但し、C,N,Nb,Tiは各元素の含有量(mass%)C: 0.01 mass% or less, Si: 1.0 mass% or less, Mn: 1.5 mass% or less, P: 0.06 mass% or less, S: 0.03 mass% or less, Cr: 11 to 23 mass%, Ni: 2.0 mass% or less, Mo : 0.5 to 3.0 mass%, Al: 1.0 mass% or less, N: 0.04 mass% or less, and Nb: 0.8 mass% or less, Ti: 1.0 mass% or less of the following formula (1) A steel slab having a composition satisfying the relationship, the balance being composed of Fe and inevitable impurities, is heated to 1000 to 1200 ° C, and at least one pass of hot rough rolling is performed at a rolling temperature of 850 to 1100 ° C and a reduction rate 35% or more, and at least one pass of the subsequent hot finish rolling is hot rolled to a rolling temperature of 650 to 900 ° C. and a reduction rate of 20 to 40% to obtain a hot rolled sheet, and this hot rolled sheet is then converted to 800 to 1100. After hot-rolled sheet annealing at ℃, perform cold rolling at least twice with intermediate annealing at 750-1000 ℃, with a total rolling reduction of 75% or more and (rolling ratio of first cold rolling) / (rolling of final cold rolling) Ratio) A method for producing a ferritic stainless steel sheet, characterized in that the ratio is 0.7 to 1.3, and finish annealing is further performed at 850 to 1050 ° C.
Record
18 ≦ Nb / (C + N) + 2Ti / (C + N) ≦ 60 (1)
However, C, N, Nb, Ti is the content of each element (mass%)
記
Cr+3.3Mo≧18 ……(2)
但し、Cr,Moは各元素の含有量(mass%)The method for producing a ferritic stainless steel sheet according to claim 5, wherein Cr and Mo in the steel slab are contained so as to satisfy the relationship of the following formula (2).
Record
Cr + 3.3Mo ≧ 18 …… (2)
However, Cr and Mo content of each element (mass%)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002009744A JP3680272B2 (en) | 2001-01-18 | 2002-01-18 | Ferritic stainless steel sheet and manufacturing method thereof |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001-9920 | 2001-01-18 | ||
| JP2001009920 | 2001-01-18 | ||
| JP2002009744A JP3680272B2 (en) | 2001-01-18 | 2002-01-18 | Ferritic stainless steel sheet and manufacturing method thereof |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2002285300A JP2002285300A (en) | 2002-10-03 |
| JP3680272B2 true JP3680272B2 (en) | 2005-08-10 |
Family
ID=26607878
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002009744A Expired - Lifetime JP3680272B2 (en) | 2001-01-18 | 2002-01-18 | Ferritic stainless steel sheet and manufacturing method thereof |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3680272B2 (en) |
Families Citing this family (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4281535B2 (en) * | 2003-11-27 | 2009-06-17 | Jfeスチール株式会社 | Ferritic stainless steel plate with excellent surface strain resistance |
| JP2006097908A (en) * | 2004-09-28 | 2006-04-13 | Nisshin Steel Co Ltd | Hot water storage tank of welded structure and its construction method |
| JP4749881B2 (en) * | 2005-02-15 | 2011-08-17 | 新日鐵住金ステンレス株式会社 | Ferritic stainless steel with excellent crevice corrosion resistance |
| KR101179408B1 (en) * | 2006-05-09 | 2012-09-04 | 닛폰 스틸 앤드 스미킨 스테인레스 스틸 코포레이션 | Ferritic stainless steel excellent in crevice corrosion resistance |
| JP5042553B2 (en) * | 2006-08-03 | 2012-10-03 | 新日鐵住金ステンレス株式会社 | Ferritic stainless steel with excellent crevice corrosion resistance and formability |
| KR100821060B1 (en) * | 2006-12-28 | 2008-04-08 | 주식회사 포스코 | Ferritic stainless steel with excellent corrosion resistance properties and excellent discoloration resistance properties |
| KR100821059B1 (en) * | 2006-12-28 | 2008-04-16 | 주식회사 포스코 | Ferritic stainless steel with high corrosion resistance and stretchability and the method of manufacturing the same |
| JP2009097079A (en) * | 2007-09-27 | 2009-05-07 | Nippon Steel & Sumikin Stainless Steel Corp | Ferritic stainless steel having excellent atmospheric corrosion resistance |
| JP5563203B2 (en) * | 2008-03-12 | 2014-07-30 | 新日鐵住金ステンレス株式会社 | Ferritic stainless steel with excellent corrosion resistance in urea water and ferritic stainless steel for urea SCR system |
| JP5676896B2 (en) * | 2009-03-27 | 2015-02-25 | 新日鐵住金ステンレス株式会社 | Ferritic stainless steel with excellent local corrosion resistance |
| JP4831256B2 (en) * | 2010-01-28 | 2011-12-07 | Jfeスチール株式会社 | High corrosion resistance ferritic stainless hot rolled steel sheet with excellent toughness |
| CN102741445B (en) * | 2010-02-02 | 2014-12-17 | 杰富意钢铁株式会社 | Highly corrosion-resistant cold-rolled ferrite stainless steel sheet having excellent toughness, and process for production thereof |
| CN102206791B (en) * | 2010-03-29 | 2013-01-02 | 宝山钢铁股份有限公司 | Mo-containing ferritic stainless steel and manufacturing method thereof |
| US9611525B2 (en) | 2011-03-29 | 2017-04-04 | Nippon Steel & Sumikin Stainless Steel Corporation | Ferritic stainless steel for biofuel supply system part, biofuel supply system part, ferritic stainless steel for exhaust heat recovery unit, and exhaust heat recovery unit |
| JP2013204741A (en) * | 2012-03-29 | 2013-10-07 | Nisshin Steel Co Ltd | Stainless steel pipe joint |
| JP6093210B2 (en) * | 2013-03-13 | 2017-03-08 | 新日鐵住金ステンレス株式会社 | Heat-resistant ferritic stainless steel sheet with excellent low-temperature toughness and method for producing the same |
| JP6270821B2 (en) | 2013-03-29 | 2018-01-31 | 新日鐵住金ステンレス株式会社 | Ferritic stainless steel plate with excellent brazing, heat exchanger, ferritic stainless steel plate for heat exchanger, ferritic stainless steel, ferritic stainless steel for fuel supply system members, and fuel supply system parts |
| WO2016068139A1 (en) | 2014-10-31 | 2016-05-06 | 新日鐵住金ステンレス株式会社 | Ferrite-based stainless steel plate, steel pipe, and production method therefor |
| JP6512204B2 (en) * | 2015-12-04 | 2019-05-15 | Jfeスチール株式会社 | Lubricating paint for stainless steel plates and lubricated stainless steel plates |
| KR102201004B1 (en) * | 2016-10-17 | 2021-01-11 | 제이에프이 스틸 가부시키가이샤 | Ferritic stainless steel hot rolled annealed steel sheet and manufacturing method thereof |
| EP3604588B1 (en) | 2017-03-30 | 2021-03-03 | JFE Steel Corporation | Ferritic stainless steel |
| WO2018199062A1 (en) * | 2017-04-27 | 2018-11-01 | Jfeスチール株式会社 | Hot-rolled and annealed ferritic stainless steel sheet, and method for manufacturing same |
| KR102020514B1 (en) * | 2017-12-20 | 2019-09-10 | 주식회사 포스코 | Ferritic stainless steel with improved expanability and method of manufacturing the same |
| KR20220073804A (en) * | 2019-10-02 | 2022-06-03 | 닛테츠 스테인레스 가부시키가이샤 | Ferritic stainless steel sheet, manufacturing method thereof, and ferritic stainless steel member |
| KR20230094726A (en) * | 2021-12-21 | 2023-06-28 | 주식회사 포스코 | Steel sheet for exhaust system with improved corrosion resistance and formability and manufacturing method therefor |
| CN114703352B (en) * | 2022-04-18 | 2023-06-16 | 东北大学 | Cold rolling method for improving comprehensive performance of corrosion-resistant alloy sheet with BCC structure |
-
2002
- 2002-01-18 JP JP2002009744A patent/JP3680272B2/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2002285300A (en) | 2002-10-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3680272B2 (en) | Ferritic stainless steel sheet and manufacturing method thereof | |
| US7025838B2 (en) | Ferritic stainless steel sheet with excellent workability and method for making the same | |
| JP4624808B2 (en) | Ferritic stainless steel sheet with excellent workability and method for producing the same | |
| JP5114760B2 (en) | High-strength hot-dip galvanized steel sheet with excellent formability and method for producing the same | |
| WO2001094655A1 (en) | Steel pipe having high formability and method for producing the same | |
| WO2007018246A1 (en) | High-tension steel sheet and process for producing the same | |
| WO2001098552A1 (en) | Thin steel sheet and method for production thereof | |
| JP3680829B2 (en) | Ferritic stainless steel sheet excellent in deep drawability, secondary work brittleness resistance and corrosion resistance, and method for producing the same | |
| TWI433960B (en) | High strength galvanized steel sheet having excellent formability and spot weldability and method for manufacturing the same | |
| JP2007063668A (en) | High-tension steel sheet and process for producing the same | |
| JP3601512B2 (en) | Ferritic stainless steel sheet for fuel tank and fuel pipe and method for producing the same | |
| JP2008189985A (en) | Hot rolled steel sheet having local ductile performance, and method for producing the same | |
| JP3357226B2 (en) | Fe-Cr alloy with excellent ridging resistance and surface properties | |
| JP3788311B2 (en) | Ferritic stainless steel sheet and manufacturing method thereof | |
| JP4710558B2 (en) | High-tensile steel plate with excellent workability and method for producing the same | |
| JPH03264652A (en) | Ferritic stainless steel sheet and production thereof | |
| JP2006342412A (en) | Method for producing high tensile strength cold rolled deep-drawing steel sheet excellent in surface property | |
| JP3709834B2 (en) | Ferritic stainless steel sheet excellent in deep drawability and method for producing the same | |
| JP4022019B2 (en) | High-strength cold-rolled steel sheet with excellent formability after welding and difficult to soften weld heat-affected zone | |
| JP2003138348A (en) | Ferritic stainless steel sheet, and production method therefor | |
| JP3027012B2 (en) | High-strength chromium-containing steel sheet with excellent corrosion resistance and workability | |
| JP4397772B2 (en) | Manufacturing method of ferritic stainless steel sheet with excellent workability | |
| JP3027011B2 (en) | Chromium-containing steel sheet with excellent corrosion resistance and workability | |
| JP2004084024A (en) | Galvanized steel tube having excellent workability and corrosion resistance, automobile part and production method therefor | |
| JP4160839B2 (en) | High formability and high strength hot-rolled steel sheet with low shape anisotropy and small anisotropy and method for producing the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20040206 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20040302 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040506 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050419 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050502 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 3680272 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090527 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090527 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100527 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110527 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120527 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120527 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130527 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140527 Year of fee payment: 9 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |