JP3672375B2 - 透湿性複合シート及びそれを用いた吸収性物品 - Google Patents
透湿性複合シート及びそれを用いた吸収性物品 Download PDFInfo
- Publication number
- JP3672375B2 JP3672375B2 JP10231896A JP10231896A JP3672375B2 JP 3672375 B2 JP3672375 B2 JP 3672375B2 JP 10231896 A JP10231896 A JP 10231896A JP 10231896 A JP10231896 A JP 10231896A JP 3672375 B2 JP3672375 B2 JP 3672375B2
- Authority
- JP
- Japan
- Prior art keywords
- component
- moisture
- permeable
- sheet
- elastic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images







Landscapes
- Manufacturing Of Multi-Layer Textile Fabrics (AREA)
- Multicomponent Fibers (AREA)
- Nonwoven Fabrics (AREA)
- Absorbent Articles And Supports Therefor (AREA)
- Orthopedics, Nursing, And Contraception (AREA)
- Laminated Bodies (AREA)
Description
【発明の属する技術分野】
本発明は、透湿性複合シート及びそれを用いた吸収性物品に関し、更に詳しくは伸縮性が高く、優れた風合いを有する透湿性複合シート及びそれを用いた吸収性物品に関するものである。
【0002】
【従来の技術及び発明が解決しようとする課題】
透湿性エラストマーからなるシートに伸縮性不織布を積層した透湿性シートが知られている。
例えば、特開平6−134000号公報及び特開平7−70936号公報には、ポリエチレングリコールとポリイソシアネートを主成分として合成したポリウレタン樹脂を用いて無孔の透湿ポリウレタンフィルムを製造し、少なくともその片面に伸縮性不織布を積層したことを特徴とする伸縮性透湿防水シートが開示されている。
【0003】
上記伸縮性不織布は、一般に、熱可塑性エラストマーを繊維状に加工して得られる弾性繊維から製造されるが、その製造方法には直接シート法しか用いることができず、製造方法が限られていた。しかも直接シート法によって製造された伸縮性不織布はゴム特有の肌触りがあるので、このような伸縮性不織布が積層されてなる透湿性シートは、衣料用等の素材として適当なものとはいえなかった。
【0004】
そこで、特公平7−35632号公報には、通常の方法により不織布化が可能な弾性繊維が提案されている。該弾性繊維は、結晶性ポリプロピレンからなる第1成分と融点が100〜150の熱可塑性樹脂からなる第2成分とから構成される弾性複合繊維である。
【0005】
しかしながら、上記公報に記載の弾性複合繊維から形成された弾性不織布は、上記第2成分の熱可塑性樹脂に伸縮弾性の特性が無いため、複合繊維としての伸縮弾性が実質的に発現せず、熱接着後も硬いという欠点があり、また、衣料用の素材として用いるには肌触りや風合いが未だ不十分であるという欠点があった。
【0006】
従って、本発明の目的は、肌触りや風合いに優れた透湿性複合シートを提供することにある。
また、本発明の目的は、ムレが防止され、風合いに優れた吸収性物品を提供することにある。
【0007】
【課題を解決するための手段】
本発明者らは鋭意検討した結果、特定の成分の組み合わせからなる2成分系伸縮弾性複合繊維、特に第2成分として熱可塑性エラストマーを選択した伸縮弾性複合繊維を構成繊維として用いた伸縮弾性不織布を、透湿性シート上に積層させてなる透湿性複合シートによって上記目的が達成され得ることを知見した。
【0008】
本発明は、上記知見に基づきなされたものであり、結晶性ポリプロピレンからなるハードエラスチック成分を第1成分とし、熱可塑性エラストマーを第2成分とし、第1成分を鞘、第2成分を芯とする芯鞘型の伸縮弾性複合繊維からなる伸縮弾性不織布を、透湿性エラストマーからなる無孔シート上に積層させてなることを特徴とする透湿性複合シートを提供することにより、上記目的を達成したものである。
【0009】
また、本発明は、液透過性の表面シート、液不透過性の裏面シート、及びこれら両シート間に介在する液保持性の吸収体を具備してなる吸収性物品において、上記裏面シートとして、結晶性ポリプロピレンからなるハードエラスチック成分を第1成分とし、熱可塑性エラストマーを第2成分とし、第1成分を鞘、第2成分を芯とする芯鞘型の伸縮弾性複合繊維からなる伸縮弾性不織布を透湿性エラストマーからなる無孔シート上に積層させてなる透湿性複合シートを用いることを特徴とする吸収性物品を提供するものである。
【0010】
また、本発明は、液透過性の表面シート、液不透過性の裏面シート、及びこれら両シート間に介在する液保持性の吸収体を有する本体と、一対の伸縮性サイドパネルとを備え、
一対の上記伸縮性サイドパネルはそれぞれウエスト開口部と一対のレッグ開口部との間に配されており、
上記ウエスト開口部及び一対の上記レッグ開口部には、それぞれその周縁部に、ギャザーを形成する弾性部材が設けられてなるパンツ型使い捨ておむつにおいて、
上記伸縮性サイドパネルとして、結晶性ポリプロピレンからなるハードエラスチック成分を第1成分とし、熱可塑性エラストマーを第2成分とし、第1成分を鞘、第2成分を芯とする芯鞘型の伸縮弾性複合繊維からなる伸縮弾性不織布を、透湿性エラストマーからなる無孔シート上に積層させてなる透湿性複合シートを用いることを特徴とするパンツ型使い捨ておむつを提供するものである。
【0011】
更に、本発明は、液透過性の表面シート、液不透過性の裏面シート、及びこれら両シート間に介在する液保持性の吸収体を有し、使用時に着用者の腹側に位置する腹側部及び背中側に位置する背側部が形成されている、展開型使い捨ておむつにおいて、
上記背側部の左右両側縁には、それぞれフラップが連設されており、左右の該フラップの少なくとも何れか一方における先端部には、フラップ止着部が設けられており、該フラップ止着部により、左右の該フラップを着用者の腹側において止着することができるようになしてあり、
上記腹側部には、その左右両側におむつ止着部が設けられており、該おむつ止着部を上記フラップに当接させておむつの止着ができるようになしてあり、上記フラップは、少なくともその基端部側に伸縮部を有し、
上記伸縮部は、結晶性ポリプロピレンからなるハードエラスチック成分を第1成分とし、熱可塑性エラストマーを第2成分とし、第1成分を鞘、第2成分を芯とする芯鞘型の伸縮弾性複合繊維からなる伸縮弾性不織布を、透湿性エラストマーからなる無孔シート上に積層させてなる透湿性複合シートからなる、ことを特徴とする展開型使い捨ておむつを提供するものである。
【0012】
また更に、本発明は、液透過性の表面シート、液不透過性の裏面シート、及び液保持性の吸収体を有し、ウエスト開口部と一対のレッグ開口部とが形成されており、上記ウエスト開口部及び一対の上記レッグ開口部には、それぞれその周縁部全周に亘って実質的に連続したギャザーを形成する弾性部材が設けられてなるパンツ型使い捨ておむつにおいて、
上記裏面シートとして、結晶性ポリプロピレンからなるハードエラスチック成分を第1成分とし、熱可塑性エラストマーを第2成分とし、第1成分を鞘、第2成分を芯とする芯鞘型の伸縮弾性複合繊維からなる伸縮弾性不織布を、透湿性エラストマーからなる無孔シート上に積層させてなる透湿性複合シートを用いることを特徴とするパンツ型使い捨ておむつを提供するものである。
【0013】
【発明の実施の形態】
以下、本発明の透湿性複合シートの好ましい一実施形態を図面を参照して説明する。ここで、図1は、本発明の透湿性複合シートの好ましい一実施形態の構造を示す概略断面図である。
【0014】
図1に示す実施形態の透湿性複合シート1は、結晶性ポリプロピレンからなるハードエラスチック成分を第1成分とし、熱可塑性エラストマーを第2成分とする伸縮弾性複合繊維からなる伸縮弾性不織布2を、透湿性エラストマーからなる無孔シート3上に積層(ラミネート)させたものである。
以下、上記透湿性複合シート1を構成する上記伸縮弾性不織布2及び上記無孔シート3についてそれぞれ説明する。
【0015】
上記伸縮弾性不織布2は、結晶性ポリプロピレンからなるハードエラスチック成分を第1成分とし、熱可塑性エラストマーを第2成分とする2成分系の伸縮弾性複合繊維(以下、単に「複合繊維」という)からなるものである。
上記複合繊維は、熱可塑性エラストマーからなる従来の弾性繊維に比して、すべり性が良好であり、特にカード機を用いて不織布に加工することが容易である。
【0016】
上記伸縮弾性不織布2を構成する上記複合繊維の第1成分として用いられるハードエラスチック成分は結晶性ポリプロピレンからなる。
【0017】
上記結晶性ポリプロピレンとしては、ハードエラスチック性を有するものであれば特に制限無く用いることができる。上記結晶性ポリプロピレンの好ましい例としては、プロピレンのホモポリマー、プロピレンを主体とするエチレンとのコポリマー、及びプロピレンを主体とするα−オレフィンとのコポリマー等が挙げられる。
【0018】
上記結晶性ポリプロピレンは、その結晶化度が40%以上であることが好ましい。上記結晶化度が40%満たないと繊維の伸張回復率が不十分となる場合がある。なお、上記結晶化度は、DSC(示差走査熱量測定)法に従って測定された結晶の融解に要するエネルギーをもとに算出した値である。
【0019】
上記結晶性ポリプロピレンは、そのメルトインデックスが、1〜200g/10分であることが好ましく、3〜50g/10分であることが更に好ましい。上記メルトインデックスが1g/10分に満たないと溶融粘度が高すぎて、紡糸が困難となる場合があり、200g/10分を超えると溶融粘度が低すぎて、繊維化する前に糸切れが発生する場合があるので上記範囲内とすることが好ましい。なお、上記メルトインデックスは、ASTM D−1238に従い、230℃、2.16kgf荷重下で測定された値である。
【0020】
また、上記結晶性ポリプロピレンは、伸縮弾性が容易に発現し、且つ上記複合繊維を容易に紡糸し得る点から、その重量平均分子量が、1万〜100万であることが好ましく、2万〜60万であることが更に好ましい。
【0021】
上記伸縮弾性不織布2を構成する上記複合繊維の第2成分は熱可塑性エラストマーからなる。
該熱可塑性エラストマーは、一般に、分子中にゴム弾性を有する柔軟性成分(ソフトセグメント、軟質相)と、塑性変形を防止するための分子拘束成分(ハードセグメント、硬質相)とから構成されている。
上記熱可塑性エラストマーは、そのハードセグメントの種類により分類することができ、本発明においては、スチレン系エラストマー、オレフィン系エラストマー、塩ビ系エラストマー、ウレタン系エラストマー、エステル系エラストマー、アミド系エラストマー、シンジオタクチックポリ(1,2−ブタジエン)及びポリ(トランス−1,4−イソプレン)等を好ましく用いることができる。これらの熱可塑性エラストマーのうち、ウレタン系エラストマー及びエステル系エラストマーを特に好ましく用いることができる。
【0022】
上記ウレタン系エラストマーとして好ましく用いられるものとしては、例えば、ハードセグメントとしてウレタン結合を有するブロックと、ソフトセグメントとしてポリカーボネート系ポリオール、エーテル系ポリオール、カプロラクトン系ポリエステル、又はアジペート系ポリエステル等を有するブロックとから成るウレタン系エラストマー等が挙げられる。
また、上記エステル系エラストマーとして好ましく用いられるものとしては、例えば、ハードセグメントとして芳香族ポリエステルを有するブロックと、ソフトセグメントとして脂肪族ポリエーテル、又は脂肪族ポリエステルを有するブロックとから成るエステル系エラストマー等が挙げられる。
【0023】
とりわけ、加工性、コスト、耐光性、耐薬品性、及び皮膚刺激性等を考慮すると、上記熱可塑性エラストマーとして、メタロセンを触媒として用いて製造されたエチレン−α−オレフィン共重合体を用いることが特に好ましい。
上記エチレン−α−オレフィン共重合体において、エチレンと共重合させるα−オレフィンとしては、炭素数が3〜30のα−オレフィン、例えば、プロピレン、1−ブテン、1−ペンテン、1−ヘキセン、1−オクテン、1−ヘプテン、4−メチル−1−ペンテン、4−メチル−1−ヘキセン、4,4−ジメチル−1−ペンテン、オクタデセン等が挙げられる。これらの中でも1−ヘキセン、1−オクテン、1−ヘプテン、4−メチル−1−ペンテンが好ましく用いられる。
上記エチレン−α−オレフィン共重合体におけるエチレンとα−オレフィンとの配合割合は、好ましくはエチレンが40〜98重量%であり、α−オレフィンが60〜2重量%である。
【0024】
本発明においては、これらの熱可塑性エラストマーの溶融流動性を改質するために、これらの熱可塑性エラストマーに熱可塑性プラスチックやオイル成分等を添加してもよい。
【0025】
上記熱可塑性エラストマーは、その100%伸張時の伸張回復率が50%以上であることが、例えば、本発明の透湿性複合シートを衣料用等に用いた場合に、人体の動作に対して破壊を起こさずに追従可能となる点から好ましい。
【0026】
上記複合繊維においては、好ましくは、上記第1成分の含有量が5〜70重量%であり、上記第2成分の含有量が95〜30重量%であり、更に好ましくは、上記第1成分の含有量が10〜60重量%であり、上記第2成分の含有量が90〜40重量%であり、一層好ましくは、上記第1成分の含有量が10〜50重量%であり、上記第2成分の含有量が90〜50重量%である。上記第1成分の含有量が上記の上限を超えるか又は上記第2成分の含有量が上記の下限に満たないと上記複合繊維の伸縮性が不十分となる場合があり、上記第1成分の含有量が上記の下限に満たないか又は上記第2成分の含有量が上記の上限を超えると上記複合繊維の表面に上記第2成分が露出する面積が多くなり、触感が低下する場合があるうえ、鞘芯型の複合繊維を紡糸することが困難となる場合があるので、上記範囲内とすることが好ましい。
【0027】
上記伸縮弾性複合繊維の繊維形態は鞘芯型〔シース・コア型(同心円型及び偏心型)〕である。これらの繊維形態の伸縮弾性複合繊維は、公知の紡糸方法により製造することができる。鞘芯型の複合繊維においては、上記第1成分が鞘、上記第2成分が芯となるように紡糸する。
【0028】
上記公知の紡糸方法により製造された上記複合繊維は、紡糸後直接ウエブとなして不織布を形成してもよく、或いは、伸縮特性を一層発現させる点から、紡糸後所定の延伸処理に付した後にウエブとなして不織布を形成してもよい。
上記延伸処理の条件としては、延伸温度が20〜130℃であることが好ましく、延伸倍率が1〜6倍であることが好ましい。上記延伸処理における上記伸縮弾性複合繊維の加熱には、例えば、熱風、蒸気、赤外線等の加熱手段を用いることができる。
【0029】
上記伸縮弾性複合繊維は、その繊維径が1〜20デニールであることが好ましく、2〜6デニールであることが更に好ましい。上記繊維径が1デニールに満たないと紡糸工程での紡糸性が低下し、繊維化しにくくなる場合があり、20デニールを超えると上記伸縮弾性不織布の実用性において、風合いが悪化する場合があるので上記範囲内とすることが好ましい。
【0030】
上記伸縮弾性複合繊維は、その100%伸張時の伸張回復率が20〜100%であることが好ましく、50〜100%であることが更に好ましい。上記伸張回復率が20%に満たないと、例えば、本発明の透湿性複合シートを衣料用等に用いた場合に、人体の動作に追従する機能が不十分となる場合がある。
【0031】
上記伸縮弾性複合繊維は、ステープルファイバーのような短繊維の形態で用いられてもよく、連続フィラメントのような長繊維の形態で用いられてもよい。
【0032】
上記伸縮弾性不織布2は、上記複合繊維100%から構成されていることが特に好ましいが、他の繊維と混紡されたものであってもよい。
上記複合繊維を他の繊維と混紡する場合には、上記伸縮弾性不織布2は、上記複合繊維を好ましくは30重量%以上含み、更に好ましくは50重量%以上含む。上記複合繊維の量が30重量%に満たないと、上記伸縮弾性不織布2の伸縮弾性が著しく低下して破断してしまう場合がある。
上記複合繊維と混紡し得る他の繊維としては、不織布形成工程における熱処理により変質しない繊維、例えば、ポリオレフィン、ポリエステル及びポリアミド等の熱可塑性合成繊維、コットン、麻及び羊毛等の天然繊維、並びにレーヨン及びアセテート等の再生繊維や、上記熱処理により融着し得る各種バインダー繊維等が挙げられる。
【0033】
上記伸縮弾性不織布2は、例えば、カード機を用いる方法や直接シート法によって製造することができ、具体的には、レジンボンド、バインダー繊維の混紡、ヒートロール、及びウオーターニードリンク等の不織布製造法により製造することができる。
特に、上記伸縮弾性不織布2は、公知のウエブ形成方法を用いて上記複合繊維からなる(又は上記複合繊維を含む)ウエブを形成し、次いで該ウエブにおける繊維の交絡点間を、上記第1成分の融点と上記第2成分の融点との間の温度での熱処理により融着させ、多数の接着点を形成することにより好ましく製造される。
上記ウエブ形成方法としては、上記複合繊維としてステープルファイバー等の短繊維を用いる場合には、カード機を用いて該複合繊維を開繊させてウエブを形成する方法が挙げられる。また、上記複合繊維として連続フィラメント等の長繊維を用いる場合には、溶融紡糸した上記複合繊維を高速の空気流に搬送させ、移動ネット上に堆積・開繊させてウエブを形成する方法(スパンボンド法)が挙げられる。
【0034】
形成されたウエブを熱処理して不織布を形成する方法(サーマルボンド法)としては、例えば、該ウエブを、スルー・エア・ドライヤ中を通過させ、熱風により該ウエブの構成繊維の交絡点間を熱融着させて、多数の接着点を形成する方法が挙げられる。この場合、熱風の温度や供給量は、上記ウエブの構成繊維の種類並びに上記ウエブの坪量及び搬送速度等にもよるが、一般に、熱風の温度が140〜170℃であることが好ましく、流速又は風速が0.5〜3m/分であることが好ましい。
また、上記熱処理の別法として、彫刻ロールと平滑ロールとからなる一対のエンボスロールを用いた熱エンボス加工が挙げられる。この場合、これら両ロールのうちの何れか一方又は両方を加熱して用いることにより、熱エンボス加工を行う。エンボスロールの加熱温度は、120〜170℃とすることが好ましい。エンボスロールをこれよりも高い温度に加熱すると、上記ウエブが該エンボスロールに接着する場合がある。
上記彫刻ロールとしては、例えば種々のパターンがその表面に彫刻された鉄ロールを用いることができる。一方、上記平滑ロールとしてはペーパーロール、ゴムロール、シリコンゴムロール、ウレタンゴムロール、金属ロール等を用いることができる。上記彫刻ロールのパターンの例としては、例えば、ピン、点ドット、亀甲、格子、縦縞、横縞、編み目、絵柄等があり、特にそのパターンに限定されるものでは無い。
上記熱エンボス加工時のエンボスロールの線圧は、上記ウエブの坪量及び搬送速度並びにエンボスロールの加熱温度等にもよるが、一般的な範囲として、10〜150kg/cmであることが好ましい。
【0035】
上記伸縮弾性不織布2は、その20%伸張時の伸張回復率が40〜100%であることが好ましく、60〜100%であることが更に好ましい。上記伸張回復率が40%に満たないと、例えば、本発明の透湿性複合シートを衣料用等に用いた場合に、人体の動作等への追従が不十分で、抵抗が大きくなる場合がある。
【0036】
上記伸縮弾性不織布2は、その坪量が5〜200g/m2 であることが好ましく、15〜80g/m2 であることが更に好ましい。上記坪量が5g/m2 に満たないと、上記伸張回復率が小さく不十分となる場合があり、200g/m2 を超えると、サーマルボンド法での不織布形成が難しくなり、コスト的に不利であるので上記範囲内とすることが好ましい。
【0037】
また、上記伸縮弾性不織布2は、その0.5g/cm2 加重下における厚さが0.05〜5mmであることが好ましく、0.2〜2mmであることが更に好ましい。上記厚さが0.05mmに満たないと、繊維密度が高くなり、伸縮特性が不十分となる場合があり、5mmを超えると、本発明の透湿性複合シートを衣料用等に用いた場合に、実用上、違和感を与えるので上記範囲内とすることが好ましい。
【0038】
次に、図1に示す実施形態の透湿性複合シート1における無孔シート3について説明する。
上記無孔シート3は透湿性エラストマーからなる。本明細書において、「透湿性エラストマーからなる」とは、透湿性エラストマーのみからなる場合と、透湿性エラストマーと他の物質との混合物からなる場合とを包含する。上記透湿性エラストマーとしては、シート状に成形した場合に透湿性及び伸縮性を発現し得るものであればその種類に特に制限は無い。本発明においては、上記透湿性エラストマーとして、例えば、ウレタン系エラストマー、エステル系エラストマー、及びアミド系エラストマー等を用いることができる。これらの透湿性エラストマーは、単独で用いることもでき、或いは2種以上を組み合わせて用いることもできる。
上記透湿性エラストマーとして本発明において特に好ましく用いられるものは、ウレタン系エラストマー及び/又はエステル系エラストマーである。
【0039】
上記ウレタン系エラストマーとして好ましく用いられるものとしては、上記伸縮弾性不織布2における複合繊維の第2成分として用いられるウレタン系エラストマーと同様のものが挙げられる。また、特開平7−70936号公報、特開平6−134000号公報、特公平6−67604号公報、特公昭52−21042号公報等に記載のウレタン系エラストマーを用いることもできる。
一方、上記エステル系エラストマーとして好ましく用いられるものとしては、上記伸縮弾性不織布2における複合繊維の第2成分として用いられるエステル系エラストマーと同様のものが挙げられる。また、特開平1−141669号公報、特開昭51−111290号公報等に記載のエステル系のエラストマーを用いることもできる。
【0040】
本発明においては、上記無孔シート3は、上記透湿性エラストマー及びオレフィン系熱可塑性樹脂からなることが好ましい。かかる無孔シートを用いることにより、上記伸縮弾性不織布との接着性が極めて高くなるので好ましい。
上記オレフィン系熱可塑性樹脂としては、エチレンやプロピレン等のホモポリマー、及びエチレンやプロピレン等と他の重合性単量体とのコポリマー等を用いることができるが、これらに限定されるものではない。
特に、上記オレフィン系熱可塑性樹脂として、低密度ポリエチレン(LDPE)と、オレフィン系コポリマー(例えば、エチレン/アクリル酸エチルコポリマー等)とを用いると、上記無孔シート3を成形する際の溶融物の流動性及び接着性が極めて向上するので好ましい。
この場合、上記透湿性エラストマーと上記オレフィン系熱可塑性樹脂との配合量は、上記透湿性エラストマーが99〜51重量部であり、上記オレフィン系熱可塑性樹脂が1〜49重量部であることが好ましく、上記透湿性エラストマーが99〜60重量部であり、上記オレフィン系熱可塑性樹脂が1〜40重量部であることが更に好ましい。
【0041】
上記無孔シート3には、必要に応じて、滑剤、アンチブロッキング剤、熱・光安定剤、帯電防止剤、着色剤等の各種添加剤を添加してもよい。
【0042】
上記無孔シート3は液不透過性である。これと同時に、該無孔シート3は、微細孔によってではなく、上記透湿性エラストマーの水蒸気の取り込み、拡散、放出という形で透湿性を発現する。
上記無孔シート3は、その厚さに特に制限はないが、複合シートとしてのドレープ性(柔軟性)、風合い等の観点から5〜50μmであることが好ましく、5〜30μmであることが更に好ましい。
【0043】
図1に示す実施形態の透湿性複合シート1は、全体として透湿性を有するものであり、その透湿度は0.5g/〔100cm2 ・hr〕以上であることが好ましい。上記透湿度が0.5g/〔100cm2 ・hr〕に満たないと、本発明の透湿性複合シートを例えば使い捨ておむつ等の裏面シート等として用いた場合にムレにつながる場合がある。
また、上記透湿性複合シート1は、透湿性を有することに加えて、液体不透過性であり、その耐水圧は50cm以上であることが好ましく、更に好ましくは100cm以上である。上記耐水圧が50cmに満たないと、本発明の透湿性複合シートを例えば使い捨ておむつ等の裏面シート等として用いた場合に尿等を防漏できない場合がある。
【0044】
図1に示す実施形態の透湿性複合シート1においては、その坪量に特に制限はないが、あまり坪量を多くするとコスト高になるため、15〜130g/m2 であることが好ましく、25〜50g/m2 であることが更に好ましい。
【0045】
また、図1に示す実施形態の透湿性複合シート1は、20%伸張時の伸張回復率が60〜100%であることが好ましく、80〜100%であることが更に好ましい。上記伸張回復率が60%に満たないと、例えば、本発明の伸縮弾性不織布を衣料用等に用いた場合に、人体の動作等への追従が不十分で、抵抗が大きくなる場合がある。
【0046】
本発明の透湿性複合シートは、図1に示す実施形態に限定されるものではなく、種々の変更形態が可能である。例えば、後述するように、本発明の透湿性複合シートを使い捨ておむつの裏面シートとして用いる場合には、上記伸縮弾性不織布の所定の位置に、粘着性のファスニングテープを貼着するためのランディングテープを設けたり、機械的ファスナーの凸部材と係合可能な凹部材を設けてもよい。
また、図1に示す実施形態の透湿性複合シート1においては、上記無孔シート3上に別の不織布やシートを一層以上積層してもよい。同様に、上記伸縮弾性不織布2上に別の無孔シートや他のシートを一層以上積層してもよい。
また、図1に示す実施形態の透湿性複合シートにおいては、上記無孔シート3の大きさと上記伸縮弾性不織布2の大きさとは同一である必要はなく、例えば上記無孔シート3上の所定の位置にのみ上記伸縮弾性不織布2が積層されていてもよい。
【0047】
次に、図1に示す実施形態の透湿性複合シート1の好ましい製造方法について説明する。
上記透湿性複合シートは、上記透湿性エラストマーをシート状に溶融成形した後、上記伸縮弾性不織布上に溶融ラミネートすることによって好ましく製造される。
【0048】
上記方法について詳述すると、まず、透湿性エラストマーを必要に応じて他の樹脂と混合し、混合物を押出機にて溶融混練する。次いで、上記溶融混練物をTダイのスリットから押し出し、シート状に溶融成形して、これとは別に製造しておいた上記伸縮弾性不織布上に、直接溶融ラミネートする。
溶融ラミネート後、積層体を一対の加熱ロール間に挿通して熱圧着させたり、あるいは加熱エンボスロール等を用いた点接着等により、上記無孔シートと上記伸縮弾性不織布との密着性を一層向上させて、上記透湿性複合シートを得てもよい。
【0049】
上記方法においては、予め製造しておいた上記伸縮弾性不織布上に溶融成形した上記無孔シートを積層してもよく、又は上記無孔シートの製造と上記伸縮弾性不織布の製造とを平行して行いつつ、両者を積層してもよい。
また、積層に先立ち上記伸縮弾性不織布の積層面をコロナ処理やフレーム処理して、該伸縮弾性不織布と上記無孔シートとの接着性を一層向上させることもできる。
【0050】
以上、図1に示す実施形態の透湿性複合シートの好ましい製造方法を詳述したが、該透湿性複合シートの製造方法は上記方法には限られず、例えば、上記無孔シートと上記伸縮弾性不織布との積層には、熱圧着ラミネートやフレームラミネート等を用いたり、或いはホットメルト接着剤や液状接着剤等を用いてもよい。
【0051】
次に、図1に示す実施形態の透湿性複合シートを用いた吸収性物品について、使い捨ておむつを例にとり、図2を参照して説明する。ここで、図2は、図1に示す実施形態の透湿性複合シートを用いた吸収性物品の一例としての使い捨ておむつを示す斜視図である。
【0052】
図2に示す使い捨ておむつ10は、液透過性の表面シート11、液不透過性の裏面シート12、及びこれら両シート間に介在する液保持性の吸収体(図示せず)を具備してなり、使用時に着用者の腹側に位置する腹側ウエスト部13及び背側に位置する背側ウエスト部14が形成されている。該背側ウエスト部14の両側部には、機械的ファスナーの凸部材からなる一対の係合部15,15が配設されている。このような構成並びに上記表面シート11及び上記吸収体の形成材料等は従来公知の構成及び形成材料等と同様である。
而して、図2に示す使い捨ておむつ10においては、上記裏面シート12として、上記透湿性複合シートを用いている。上述の通り、上記透湿性複合シートは透湿性を有するものであるから、該透湿性複合シートを裏面シートとして用いた上記使い捨ておむつ10では、その内部におけるムレが効果的に防止される。
【0053】
また、上記使い捨ておむつ10においては、上記裏面シート12として用いられる上記透湿性複合シートは、その伸縮弾性不織布側が、上記使い捨ておむつ10の外方を向くように用いられている。上記透湿性複合シートをこのように用いることによって、上記使い捨ておむつ10に布様の感触を付与することができ、肌触りや外観等の風合いに優れた使い捨ておむつとなすことができる。
【0054】
更に、上記使い捨ておむつ10においては、上記透湿性複合シートにおける上記伸縮弾性不織布が、上記係合部15,15と係合可能な凹部材を兼用している。従って、上記裏面シート12上に、上記係合部15,15と係合可能な凹部材を別途設ける必要がなく、製造工程が簡略化される。また、上記使い捨ておむつ10を丸めて廃棄するときに、上記係合部15,15を上記裏面シート12の何れの位置にも係合させて廃棄することができるので、極めて便利である。
【0055】
なお、図1に示す実施形態の透湿性複合シートを用いた吸収性物品としては、上記使い捨ておむつの他、生理用ナプキン及び失禁パッド等が挙げられ、上記透湿性複合シートは吸収性物品の用途に応じて所望の形状で用いられる。
【0056】
次に、図1に示す実施形態の透湿性複合シートを用いたパンツ型使い捨ておむつについて、図3及び図4を参照して説明する。ここで、図3は、図1に示す実施形態の透湿性複合シートを用いたパンツ型使い捨ておむつを示す斜視図であり、図4は、図3に示すパンツ型使い捨ておむつの一部破断展開図である。
なお、図3及び図4に示すパンツ型使い捨ておむつにおいて、図2に示す使い捨ておむつと同じ部材については同じ符号を付した。また、図3及び図4に示すパンツ型使い捨ておむつにおいて、図2に示す使い捨ておむつと同じ点については特に詳述しないが、図2に関して詳述した説明が適宜適用される。
【0057】
図3及び図4に示すパンツ型使い捨ておむつ100は、液透過性の表面シート11、液不透過性の裏面シート12、及びこれら両シート間に介在する液保持性の吸収体26を有する本体28を備えている。そして、該本体28は着用時に着用者の腹側に位置する腹側部Cと、背中側に位置する背側部Aと、股下部Bとに区分されている。また、上記吸収体26は、長方形状であり、上記表面シート11と上記裏面シート12とにより挟持固定されている。
【0058】
上記腹側部C及び上記背側部Aそれぞれの左右両側縁部には、伸縮性サイドパネル20,20’が接合固定されている。
また、上記腹側部Cの伸縮性サイドパネル20,20と上記背側部Aの伸縮性サイドパネル20’,20’とはそれぞれ、上記伸縮性サイドパネル20の表面シート側と上記伸縮性サイドパネル20’の表面シート側とを当接させてシール部31を形成し、該シール部31を介して接合固定されている。その結果、ウエスト開口部25と左右一対のレッグ開口部27,27’とが形成されている。即ち、上記伸縮性サイドパネル20,20’は、上記シール部31により接合固定されて一体化した一つの伸縮性サイドパネルとなり、該伸縮性サイドパネルがウエスト開口部と一対のレッグ開口部との間に配された状態になっている。
【0059】
上記腹側部C及び上記背側部Aにおける、ウエスト開口部近傍Dには帯状のウエスト部弾性部材23,23’がウエスト開口部の縁端、即ち、腹側ウエスト部13及び背側ウエスト部14に平行に配置されている。また、着用時に着用者の胴回りに位置する胴回り部Eには、糸状の胴回り部弾性部材21,21’が上記腹側部C及び上記背側部Aにそれぞれ4本づつ、腹側ウエスト部13及び背側ウエスト部14にそれぞれ平行に且つ上記裏面シート12と上記吸収体26とに挟持されるように配置されている。上記胴回り部弾性部材21,21’及びウエスト部弾性部材23,23’が配置されていることにより、上記腹側部C及び背側部Aが上記伸縮性サイドパネル20,20’を介して、上記パンツ型使い捨ておむつにおける着用者の胴回り及びウエストに当接する部分の外周面(ウエスト開口部近傍D及び胴回り部Eを主とする裏面シート12表面)に、ギャザーが形成されている。
【0060】
また、上記本体28の左右両側には、レッグ部弾性部材22,22’が配されており、該レッグ部弾性部材22,22’により、一対の上記レッグ開口部17,17’の周縁部にギャザーが形成され、股下領域にフィットし得るようになされている。
【0061】
また、図3及び図4に示すように、上記背側部Aには、その略中央部における上記裏面シート12の表面に廃棄用テープ30が設けられている。
以上の構成は、従来のパンツ型使い捨ておむつと同様である。
【0062】
而して、図3及び図4に示すパンツ型使い捨ておむつ100においては、上記伸縮性サイドパネル20,20’が、上記透湿性複合シートからなる。
上記透湿性複合シートは、上述の通り、通常の不織布と同様の布様の感触を有し、風合いに優れた伸縮弾性不織布から構成されているので、該透湿性複合シートを上記伸縮性サイドパネル20,20’として用いる上記パンツ型使い捨ておむつ100は、快適な装着感を有するものとなる。
また、上記透湿性複合シートは透湿性を有するものであるから、上記パンツ型使い捨ておむつ100では、その内部におけるムレが効果的に防止される。
【0063】
なお、図3及び図4に示すパンツ型使い捨ておむつ100においては、上記伸縮性サイドパネルは、上記背側部A及び上記腹側部Cの何れか一方の左右両側縁部にのみ接合固定されていてもよい。
また、上記伸縮性サイドパネルは、上記背側部及び上記腹側部の何れか一方に接合固定されているもののみが上記透湿性複合シートから成っていてもよい。
また、上記伸縮性サイドパネルは、非伸縮性部材により形成された非伸縮性部と、上記透湿性複合シートにより形成された伸縮性部分とが多列に且つ交互に配されて成るものでもよい。
また、上記伸縮性サイドパネル20,20’の接合固定は、着用者の身体の真横に相当する位置に限られず、着用者の身体の腹側寄り又は背中側寄りの位置であってもよい。
【0064】
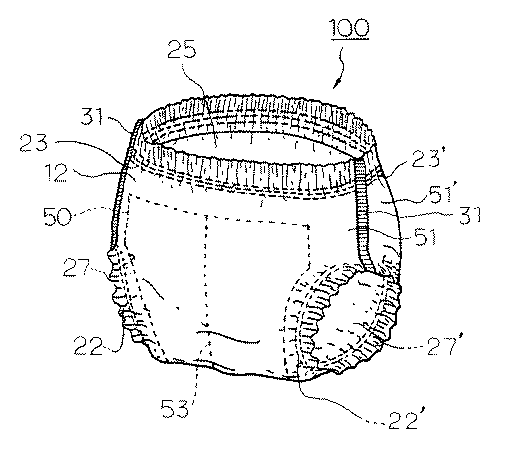
次に、パンツ型使い捨ておむつの別の実施形態を図5及び図6を参照して説明する。ここで、図5は、パンツ型使い捨ておむつの別の実施形態を示す斜視図であり、図6(a)は、図5に示すパンツ型使い捨ておむつの組立前の状態を表面シート側からみた一部破断展開図であり、図6(b)は、図6(a)におけるA−A線断面図である。
なお、図5並びに図6(a)及び(b)に示すパンツ型使い捨ておむつにおいて、図2に示す使い捨ておむつと同じ部材については同じ符号を付した。また、図5並びに図6(a)及び(b)に示すパンツ型使い捨ておむつにおいて、図2に示す使い捨ておむつと同じ点については特に詳述しないが、図2に関して詳述した説明が適宜適用される。
【0065】
図5並びに図6(a)及び(b)に示すパンツ型使い捨ておむつ100は、液透過性の表面シート11、液不透過性の裏面シート12、及び砂時計状に湾曲形成されたの液保持性の吸収体26を有している。該吸収体26は、図6(b)に示すように、その全面が上記表面シート11によって被覆されており、吸収本体50を形成している。上記裏面シート12は、図6(a)に示すように、上記吸収本体50の長手方向に沿う両側縁部から幅方向に延出していると共に、上記吸収本体50の幅方向に沿う前後端部から長手方向に延出している。これにより、着用時に着用者の腹側に位置する腹側部、及び背中側に位置する背側部にそれぞれ一対のウエストフラップ51、51’が形成されると共に、着用時に着用者の股下に位置する股下部に一対のサイドフラップ52、52’が形成されるようになされている。
上記吸収本体50の長手方向に沿う中心線上には接着剤53が、上記吸収本体50の長手方向全長に亘って塗布されており、該接着剤53により、上記吸収本体50と上記裏面シート12とが接合されている。この場合、上記吸収本体50が、従来の使い捨ておむつにおける吸収体が配される位置と同様の位置に配されるように、上記接合がなされる。
腹側と背側のウエストフラップ51、51’は、その両側縁が表面シート側の面においてそれぞれ接合固定されてシール部31を形成し、ウエスト開口部25及び一対のレッグ開口部27、27’が形成するようになされている。
上記腹側と背側のウエストフラップ51、51’それぞれの前後端縁のやや内側には該端縁に沿って、ウエスト部弾性部材23、23’が伸張状態で接合固定されている。そして、上記腹側と背側のウエストフラップ51、51’それぞれの前後端縁を表面シート側に折り返すことによって、上記ウエスト部弾性部材23、23’を上記ウエストフラップを構成する上記裏面シートにより挟持し、図5に示すように上記ウエスト開口部25の周縁部全周に亘って実質的に連続したギャザーを形成している。同様に、上記サイドフラップ52、52’の端縁のやや内側には該端縁に沿って、レッグ部弾性部材22、22’が伸張状態で接合固定されている。そして、上記サイドフラップ52、52’の端縁を表面シート側に折り返すことによって、上記レッグ部弾性部材22、22’を、上記サイドフラップを構成する上記裏面シートにより挟持し、図5に示すように、一対の上記レッグ開口部27、27’の周縁部全周に亘って実質的に連続したギャザーを形成している。
【0066】
而して、本実施形態のパンツ型使い捨ておむつ100においては、上記裏面シート12が、透湿性エラストマーからなる上記無孔シート3の両面に上記伸縮弾性不織布2を積層させて3層構造とした、本発明の透湿性複合シートから構成されている。そして、本実施形態のパンツ型使い捨ておむつ100においては、通常の不織布と同様の布様の感触を有し、風合いに優れた上記伸縮弾性不織布2が、おむつの外側及び肌当接側に位置しているので、おむつ自体の感触に優れると共に、装着した場合にも快適な装着感を有するものとなる。
また、上記裏面シートとして用いられている上記透湿性複合シートは透湿性を有するものであるから、上記パンツ型使い捨ておむつ100では、その内部におけるムレが効果的に防止される。
【0067】
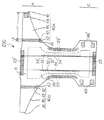
次に、図1に示す実施形態の透湿性複合シートを用いた展開型使い捨ておむつについて、図7及び図8を参照して説明する。ここで、図7は、図1に示す実施形態の透湿性複合シートを用いた展開型使い捨ておむつを示す正面図であり、図8は、図7に示す展開型使い捨ておむつの展開図である。
なお、図7及び図8に示す展開型使い捨ておむつおいて、図2に示す使い捨ておむつと同じ部材については同じ符号を付した。また、図7及び図8に示す展開型使い捨ておむつにおいて、図2に示す使い捨ておむつと同じ点については特に詳述しないが、図2に関して詳述した説明が適宜適用される。
【0068】
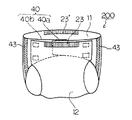
図7及び図8に示す展開型使い捨ておむつ200は、液透過性の表面シート11、液不透過性の裏面シート12、及びこれら両シート間に介在する液保持性の吸収体26を有し、使用時に着用者の腹側に位置する腹側部C及び背中側に位置する背側部Aが形成されている。
【0069】
上記展開型使い捨ておむつ200における上記吸収体26はその股下領域が縊れた砂時計状に湾曲形成されている。また、上記表面シート11及び上記裏面シート12も上記吸収体26の形状に即してその股下領域が上述の如く湾曲形成されている。そして、上記吸収体26は、上記表面シート11及び上記裏面シート12により挟持・固定されている。また、上記吸収体26の周縁部におけるウエスト部とレッグ部とには、おむつを着用した際に、着用者の身体にフィットさせるためのウエスト部弾性伸縮部材23,23’及びレッグ部弾性伸縮部材22,22’が、それぞれ上記表面シート11と上記裏面シート12とにより固定されて設けられている。
【0070】
上記展開型使い捨ておむつ200の長手方向左右両側には、それぞれ不織布が配されて立体ガード32,32’が形成されている。該立体ガード32,32’の自由端33,33’には立体ガード弾性伸縮部材34,34’が配されて、ギャザーを形成している。
【0071】
而して、図7及び図8に示す展開型使い捨ておむつ200においては、上記背側部Aの左右両側縁A1,A2に、対称形のフラップ40a,40bがそれぞれ連設されている。左右の該フラップ40a,40bは、それぞれ、基端部42から先端部41にかけて幅が細くなるようになされている。
左右の該フラップ40a,40bのうち、フラップ40aの表面シート側における先端部41には、フラップ止着部44が設けられており、上記フラップ40bの裏面シート側に該先端部41を当接させることにより、左右の該フラップ40a,40bを着用者の腹側において止着することができるようになされている。
また、上記腹側部Cの左右両側の上下には、片側2個ずつ合計4個のおむつ止着部48,48’が設けられており、該おむつ止着部48,48’を上記フラップ40a,40bに当接させて、おむつの止着ができるようになされている。
【0072】
上記フラップ止着部44及び上記おむつ止着部48,48’は、それぞれ、機械的ファスナーの凸部材により形成されている。該機械的シートの凸部材としては、基材シート上に錨型のオス型係合部材が多数配されたものや、基材シート上に釣型のオス型係合部材が多数配されたもの等を挙げることができる。
【0073】
上記フラップ40a,40bは、非応力下における該フラップ40a,40bの長さに対して1.2〜2倍の長さに伸長可能であることが好ましい。即ち、上記伸縮部43は、その伸縮により、フラップ全体がフラップ全体の長さに対して1.2〜2倍の長さとなるような伸縮性能を有することが好ましい。ここで、「非応力下」とは、外力が何もかかっていない状態を意味する。
また、上記フラップ40a,40bの伸縮度(伸長可能な長さの範囲)は、上記腹側部Cに上記ウエスト部弾性部材23が配されて形成された腹側部Cにおけるウエストギャザーの伸縮度よりも大きいことが好ましい。この場合、該ウエストギャザーの伸縮度は、1.1〜1.4倍であることが好ましい。
【0074】
上記フラップ40a,40bにおける上記フラップ本体45は、不織布とフィルムシートとを積層させてなる少なくとも2層以上の積層体により形成されていることが好ましい。また、該積層体は、上記不織布及び上記フィルムシートが、部分接着により、具体的には、点状又は線状に接着されて形成されていることが好ましい。特に、上記フィルムシートの表裏両面に上記不織布を配してなる、3層構造の積層体が好ましく用いられる。
【0075】
図7及び図8に示すように、上記フラップ40a,40bは、少なくともその基端部42側に伸縮部43を有している。該伸縮部43は、上記フラップ40a,40bのフラップ本体45と上記背側部Aの左右両側縁A1,A2とをそれぞれ連結するように設けられている。また、該伸縮部43は、上記透湿性複合シートからなる。
上記透湿性複合シートは、上述の通り、通常の不織布と同様の布様の感触を有し、風合いに優れた伸縮弾性不織布から構成されているので、該透湿性複合シートを上記伸縮部43として用いる上記使い捨ておむつ200は、快適な装着感を有するものとなる。
また、上記伸縮部43により、着用者の動きに上記フラップ40a,40bが追従するので、特にフィット性が良好である。
更に、上記止着部14の上記フラップ10に対する結合力が、上記伸縮部13の伸縮性により向上する。
【0076】
上記フラップ本体45の長さL1と上記伸縮部43の長さL2との比は(図8参照)、L1:L2=90〜0:10〜100であることが好ましい。
【0077】
なお、図7及び図8に示す展開型使い捨ておむつ200においては、上記フラップはその基端部側に上記伸縮部を有しているが、これに代えて上記フラップ全体が上記伸縮部から成っていてもよい。即ち、図9に示すように、上記フラップ全体が上記透湿性複合シートから成っていてもよい。
【0078】
【実施例】
以下、実施例により本発明の透湿性複合シートを更に詳細に説明する。しかしながら、本発明はかかる実施例に限定されないことはいうまでもない。
なお、以下の説明においては、特に断らない限り「部」は重量部を示す。
【0079】
〔実施例1〕
複合繊維の製造
第1成分としてポリプロピレン(メルトインデックス;8g/10分、結晶化度;43%)を用い(50重量%)、第2成分としてメタロセンを触媒として用いて製造されたエチレン−α−オレフィン共重合体(100%伸張時の伸張回復率;80%)を用いて(50重量%)、溶融紡糸により偏心鞘芯型(第1成分が鞘で、第2成分が芯)の複合繊維を製造した。この複合繊維の繊維径は2デニールであり、100%伸張時の伸張回復率は80%であった(表1参照)。
【0080】
伸縮弾性不織布の製造
上記複合繊維のステープルファイバー(2d×51mm)をカード機を用いて開繊しウエブとなした。引き続き、該ウエブを、スルー・エア・ドライヤ中を通過させて熱処理し(熱風温度;168℃、風速;2m/分)、伸縮弾性不織布を製造した。
このようにして得られた伸縮弾性不織布の20%伸張時の伸張回復率、坪量及び0.5g/cm2 加重下での厚さをそれぞれ測定したところ、20%伸張時の伸張回復率は75%であり、坪量は32g/m2 であり、0.5g/cm2 加重下での厚さは0.8mmであった(表2参照)。
なお、上記第2成分及び上記複合繊維の100%伸張時の伸張回復率、並びに上記伸縮弾性不織布の20%伸張時の伸張回復率の測定方法は下記の通りである。
【0081】
<第2成分及び複合繊維の100%伸張時の伸張回復率>
長さ51mm、繊維径2.0デニールの試料を用意し、テンシロン(オリエンテック社製RTA−100)装置を用いて、JIS L1015及びL1096に従い、試料を試験機に固定して、100%伸張させる。この状態を1分間保持した後、引張速度と同様の速度で戻し始めて応力が0になったときの変位長L’(mm)を測定する。元の固定寸法L(mm)に対して下記式から100%伸張時の伸張回復率(%)を算出する。
100伸張時の伸張回復率(%)=(L’/L)×100
<伸縮弾性不織布の20%伸張時の伸張回復率>
上記伸縮弾性不織布の流れ方向(連続方向)を長手方向とした試料を縦サンプルとし、それに直交する方向を長手方向とした試料を横サンプルとし、試料サイズが長さ200mm×幅50mmの試料を縦サンプル及び横サンプルそれぞれ10枚ずつサンプリングした。次いで、テンシロン(オリエンテック社製 RTA−100)装置を用いて、試料固定の寸法150mm、引張速度300mm/minで引張試験を行い、20%伸張させる。その後直ちに速度300mm/minで戻し始めて、応力が0になったときの長さを測定する。20%伸張時の伸張回復率(%)は下記式から算出する。
20%伸張時の伸張回復率(%)=(初期長さ/伸張回復後の長さ)×100
【0082】
透湿性複合シートの製造
エステル系エラストマー(日本合成化学工業製のXG−830)80部と、オレフィン系熱可塑性樹脂(エチレン/酢酸ビニル共重合体、三井・デュポンポリケミカル社製のVR103)20重量部とをヘンシェルミキサーで混合し、得られた樹脂混合物を二軸押出機にて溶融混練した後、Tダイからシート状に押し出して(坪量16.9g/m2 )、上記伸縮弾性不織布上に、成形速度100m/minで溶融ラミネートし、透湿性複合シートを製造した。なお、この際のエアギャップは120mmであった。
この透湿性複合シートについて、上述の方法で20%伸張時の伸張回復率を測定し、更に下記の方法で透湿度を測定すると共に、風合いを評価した。その結果を表3に示す。
【0083】
<透湿度の測定>
JIS Z0208に準拠して測定した。
<風合い>
パネラー10人により手触りの評価を行なった。手触りが良かったと感じる人数が10人又は9人のときを「◎」、8人〜6人のときを「○」、5人〜3人のときを「△」、2人又は1人のときを「×」とした。
【0084】
〔実施例2〜6〕
表1に示す成分を用い且つ表1に示す断面形状とする以外は実施例1と同様の手順により複合繊維を製造した。得られた複合繊維を用いて実施例1と同様の手順により伸縮弾性不織布を製造した。得られた伸縮弾性不織布の20%伸張時の伸張回復率、坪量及び0.5g/cm2加重下での厚さを表2に示す。
その後は実施例1と同様の手順により透湿性複合シートを製造した。得られた透湿性複合シートについて実施例1と同様の測定及び評価をした。その結果を表3に示す。
【0085】
〔比較例1〜3〕
表1に示す成分を用いて溶融紡糸により繊維を製造した。得られた繊維を用いてスパンボンド不織布を製造した。このようにして得られた不織布の20%伸張時の伸張回復率、坪量及び0.5g/cm2 加重下での厚さを表2に示す。
その後は実施例1と同様の手順により透湿性複合シートを製造した。得られた透湿性複合シートについて実施例1と同様の測定及び評価をした。その結果を表3に示す。なお、上記繊維は、断面が円形である通常の繊維である。
【0086】
【表1】
【表2】
【表3】
表3に示す結果から明らかなように、結晶性ポリプロピレンからなるハードエラスチック成分を第1成分とし、熱可塑性エラストマーを第2成分とする複合繊維からなる伸縮弾性不織布を、透湿性エラストマーからなる無孔シート上に積層させてなる本発明の透湿性複合シート(実施例1〜6)は、伸縮性が高く、しかも優れた風合いを有するものである。これに対して、比較例1〜3の透湿性複合シートは、ベタつきがあり、手触りが悪いものである。
【0090】
〔実施例7〜10及び比較例4〜7〕
実施例1で得られた透湿性複合シートを裏面シートとして用い図2に示す使い捨ておむつを製造した(実施例7)。同様に、上記透湿性複合シートを伸縮性サイドパネルとして用い図3に示すパンツ型使い捨ておむつを製造し(実施例8)、裏面シートとして用い図5に示す使い捨ておむつを製造し(実施例9)、そして伸縮部として用い図7に示す展開型使い捨ておむつを製造した(実施例10)。
また、実施例7〜10に用いられている透湿性複合シートに代えて、比較例1で得られた透湿性複合シートを用いて、実施例7〜10に対応する使い捨ておむつを製造した(比較例4〜7)。
これらの使い捨ておむつについて、10人のモニターに対して装着感に関する試験を行った。その結果、実施例7〜10(本発明)の使い捨ておむつは、ムレが防止され、風合いに優れ、装着感が良好であったのに対して、比較例4〜7の使い捨ておむつは、肌触りが悪く、装着感に劣るものであった。
【0091】
【発明の効果】
本発明によれば、伸縮性が高く、しかも布様の優れた風合いを有する透湿性複合シートが得られる。
また、上記透湿性複合シートを裏面シートとして用いた吸収性物品は、ムレが防止され、風合いに優れ、快適な装着感を有するものとなる。
【図面の簡単な説明】
【図1】本発明の透湿性複合シートの好ましい一実施形態の構造を示す概略断面図である。
【図2】図1に示す実施形態の積層を複合シートを用いた吸収性物品の一例としての使い捨ておむつを示す斜視図である。
【図3】図1に示す実施形態の積層を複合シートを用いたパンツ型使い捨ておむつを示す斜視図である。
【図4】図3に示すパンツ型使い捨ておむつの一部破断展開図である。
【図5】パンツ型使い捨ておむつの別の実施形態を示す斜視図である。
【図6】図6(a)は、図5に示すパンツ型使い捨ておむつの組立前の状態を表面シート側からみた一部破断展開図であり、図6(b)は、図6(a)におけるA−A線断面図である。
【図7】図1に示す実施形態の透湿性複合シートを用いた展開型使い捨ておむつのを示す正面図である。
【図8】図7に示す展開型使い捨ておむつの展開図である。
【図9】図8に示す展開型使い捨ておむつの別の実施形態を示す展開図である。
【符号の説明】
1 透湿性複合シート
2 伸縮弾性不織布
3 無孔シート
10 使い捨ておむつ
11 液透過性の表面シート
12 液不透過性の裏面シート
20,20’ 伸縮性サイドパネル
40a,40b フラップ
100 パンツ型使い捨ておむつ
200 展開型使い捨ておむつ
Claims (11)
- 結晶性ポリプロピレンからなるハードエラスチック成分を第1成分とし、熱可塑性エラストマーを第2成分とし、第1成分を鞘、第2成分を芯とする芯鞘型の伸縮弾性複合繊維からなる伸縮弾性不織布を、透湿性エラストマーからなる無孔シート上に積層させてなることを特徴とする透湿性複合シート。
- 上記透湿性エラストマーがウレタン系エラストマー又はエステル系エラストマーからなる、請求項1記載の透湿性複合シート。
- 透湿度が0.5g/〔100cm2・hr〕以上であり、耐水圧が50cm以上である、請求項1又は2記載の透湿性複合シート。
- 上記伸縮弾性不織布が上記伸縮弾性複合繊維を30重量%以上含む、請求項1〜3の何れかに記載の透湿性複合シート。
- 上記伸縮弾性複合繊維における上記第1成分の含有量が5〜70重量%であり、上記第2成分の含有量が95〜30重量%である、請求項1〜4の何れかに記載の透湿性複合シート。
- 上記伸縮弾性不織布の20%伸張時の伸張回復率が40〜100%である、請求項1〜5の何れかに記載の透湿性複合シート。
- 上記熱可塑性エラストマーが、メタロセンを触媒として用いて製造されたエチレン−α−オレフィン共重合体からなる、請求項1〜6の何れかに記載の透湿性複合シート。
- 液透過性の表面シート、液不透過性の裏面シート、及びこれら両シート間に介在する液保持性の吸収体を具備してなる吸収性物品において、上記裏面シートとして、結晶性ポリプロピレンからなるハードエラスチック成分を第1成分とし、熱可塑性エラストマーを第2成分とし、第1成分を鞘、第2成分を芯とする芯鞘型の伸縮弾性複合繊維からなる伸縮弾性不織布を透湿性エラストマーからなる無孔シート上に積層させてなる透湿性複合シートを用いることを特徴とする吸収性物品。
- 液透過性の表面シート、液不透過性の裏面シート、及びこれら両シート間に介在する液保持性の吸収体を有する本体と、一対の伸縮性サイドパネルとを備え、
一対の上記伸縮性サイドパネルはそれぞれウエスト開口部と一対のレッグ開口部との間に配されており、
上記ウエスト開口部及び一対の上記レッグ開口部には、それぞれその周縁部に、ギャザーを形成する弾性部材が設けられてなるパンツ型使い捨ておむつにおいて、
上記伸縮性サイドパネルとして、結晶性ポリプロピレンからなるハードエラスチック成分を第1成分とし、熱可塑性エラストマーを第2成分とし、第1成分を鞘、第2成分を芯とする芯鞘型の伸縮弾性複合繊維からなる伸縮弾性不織布を、透湿性エラストマーからなる無孔シート上に積層させてなる透湿性複合シートを用いることを特徴とするパンツ型使い捨ておむつ。 - 液透過性の表面シート、液不透過性の裏面シート、及びこれら両シート間に介在する液保持性の吸収体を有し、使用時に着用者の腹側に位置する腹側部及び背中側に位置する背側部が形成されている、展開型使い捨ておむつにおいて、
上記背側部の左右両側縁には、それぞれフラップが連設されており、左右の該フラップの少なくとも何れか一方における先端部には、フラップ止着部が設けられており、該フラップ止着部により、左右の該フラップを着用者の腹側において止着することができるようになしてあり、
上記腹側部には、その左右両側におむつ止着部が設けられており、該おむつ止着部を上記フラップに当接させておむつの止着ができるようになしてあり、上記フラップは、少なくともその基端部側に伸縮部を有し、
上記伸縮部は、結晶性ポリプロピレンからなるハードエラスチック成分を第1成分とし、熱可塑性エラストマーを第2成分とし、第1成分を鞘、第2成分を芯とする芯鞘型の伸縮弾性複合繊維からなる伸縮弾性不織布を、透湿性エラストマーからなる無孔シート上に積層させてなる透湿性複合シートからなる、ことを特徴とする展開型使い捨ておむつ。 - 液透過性の表面シート、液不透過性の裏面シート、及び液保持性の吸収体を有し、ウエスト開口部と一対のレッグ開口部とが形成されており、上記ウエスト開口部及び一対の上記レッグ開口部には、それぞれその周縁部全周に亘って実質的に連続したギャザーを形成する弾性部材が設けられてなるパンツ型使い捨ておむつにおいて、
上記裏面シートとして、結晶性ポリプロピレンからなるハードエラスチック成分を第1成分とし、熱可塑性エラストマーを第2成分とし、第1成分を鞘、第2成分を芯とする芯鞘型の伸縮弾性複合繊維からなる伸縮弾性不織布を、透湿性エラストマーからなる無孔シート上に積層させてなる透湿性複合シートを用いることを特徴とするパンツ型使い捨ておむつ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP10231896A JP3672375B2 (ja) | 1996-04-24 | 1996-04-24 | 透湿性複合シート及びそれを用いた吸収性物品 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP10231896A JP3672375B2 (ja) | 1996-04-24 | 1996-04-24 | 透湿性複合シート及びそれを用いた吸収性物品 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH09286085A JPH09286085A (ja) | 1997-11-04 |
| JP3672375B2 true JP3672375B2 (ja) | 2005-07-20 |
Family
ID=14324236
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP10231896A Expired - Fee Related JP3672375B2 (ja) | 1996-04-24 | 1996-04-24 | 透湿性複合シート及びそれを用いた吸収性物品 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3672375B2 (ja) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001079970A (ja) * | 1999-09-10 | 2001-03-27 | Mitsui Chemicals Inc | 透湿性複合不織布 |
| JP3576087B2 (ja) * | 2000-09-19 | 2004-10-13 | ユニ・チャーム株式会社 | 複合シート |
| WO2005122984A1 (en) | 2004-06-22 | 2005-12-29 | Sca Hygiene Products Ab | Absorbent article comprising an elastic laminate |
| US7806884B2 (en) | 2004-06-22 | 2010-10-05 | Sca Hygiene Products Ab | Absorbent article comprising an elastic laminate |
| US8092440B2 (en) | 2004-06-28 | 2012-01-10 | Sca Hygiene Products Ab | Absorbent article with improved leakage security and fit |
| JP2008515479A (ja) * | 2004-10-04 | 2008-05-15 | エスセーアー・ハイジーン・プロダクツ・アーベー | 弾性ウェブ材を具備してなる吸収用品 |
| CA2598504A1 (en) | 2005-03-02 | 2006-09-08 | Sca Hygiene Products Ab | Underwear article comprising an elastic laminate |
| EP2088980B1 (en) | 2006-11-13 | 2013-01-09 | SCA Hygiene Products AB | Elastic laminate and absorbent article comprising the laminate |
| PL2088981T3 (pl) | 2006-11-13 | 2014-11-28 | Sca Hygiene Prod Ab | Wyrób chłonny zawierający sprężysty laminat |
| RU2414203C2 (ru) | 2006-11-13 | 2011-03-20 | Ска Хайджин Продактс Аб | Поглощающее изделие, содержащее эластичный многослойный материал |
| EP4129678A4 (en) * | 2020-03-31 | 2024-03-06 | Mitsui Chemicals, Inc. | LAMINATED SHEET, SANITARY EQUIPMENT, MEDICAL EQUIPMENT AND METHOD FOR MANUFACTURING LAMINATED SHEET |
-
1996
- 1996-04-24 JP JP10231896A patent/JP3672375B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH09286085A (ja) | 1997-11-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4923456A (en) | Adjustable combination fastener for a disposable diaper | |
| KR100446411B1 (ko) | 신장성 레그커프를 이용한 흡수용품 | |
| US4936840A (en) | Method of reducing fastener irritation and waist droop in a disposable diaper | |
| EP0567792B1 (en) | Stretchable disposable absorbent undergarment | |
| KR0155629B1 (ko) | 일회용 기저귀 | |
| JP3775726B2 (ja) | ストレッチ布用のマルチポリマーファイバーの一方向冷延伸された不織ウェブ及びこれらを含む使い捨て吸収材物品 | |
| EP0323634A2 (en) | Disposable diaper having abdominal support band | |
| JP4772973B2 (ja) | 使い捨てパンツ | |
| JPH07501246A (ja) | 溶融切断された側面継目を有する使い捨てトイレ訓練用パンツの製造法およびこの方法によって製造された使い捨てトイレ訓練用パンツ | |
| KR20010053447A (ko) | 편재된 흡수 코어를 포함하는 일회용 언더팬츠 | |
| JPH0790032B2 (ja) | 使い捨て下着 | |
| JP3222798B2 (ja) | 使い捨ておむつ | |
| EP0213642B2 (en) | Form-fitting self-adjusting disposable garment | |
| JP3672375B2 (ja) | 透湿性複合シート及びそれを用いた吸収性物品 | |
| KR20040000494A (ko) | 음순간 패드 | |
| JP2012024464A (ja) | パンツタイプ使い捨ておむつ | |
| JPH11197180A (ja) | 吸収性物品 | |
| JP3657051B2 (ja) | パンツ型使い捨ておむつ | |
| JP2010200831A (ja) | 吸収性物品 | |
| JP4206570B2 (ja) | 不織布およびそれを用いた吸収性物品 | |
| JP2010131167A (ja) | 吸収性物品 | |
| JP2007097716A (ja) | 吸収性物品 | |
| JP4726649B2 (ja) | 使い捨ておむつ | |
| JP4679436B2 (ja) | パンツ型吸収性物品 | |
| JPH11253485A (ja) | 使いすておむつ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20041118 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20041124 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050119 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050419 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050419 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090428 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090428 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100428 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110428 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120428 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130428 Year of fee payment: 8 |
|
| LAPS | Cancellation because of no payment of annual fees |