JP3649834B2 - 成形品のマーキング方法 - Google Patents
成形品のマーキング方法 Download PDFInfo
- Publication number
- JP3649834B2 JP3649834B2 JP00491097A JP491097A JP3649834B2 JP 3649834 B2 JP3649834 B2 JP 3649834B2 JP 00491097 A JP00491097 A JP 00491097A JP 491097 A JP491097 A JP 491097A JP 3649834 B2 JP3649834 B2 JP 3649834B2
- Authority
- JP
- Japan
- Prior art keywords
- master
- mold
- molding material
- molded product
- marking method
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
Description
【発明の属する技術分野】
本発明は、金型に取付けた原盤により成形品に製造年月日等のマークをマーキングする成形品のマーキング方法に係る技術分野に属する。
【0002】
【従来の技術】
従来、原盤を利用した成形品のマーキング方法としては、例えば、図8,図9に示すものが知られている。
【0003】
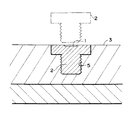
図8に示す従来の成形品のマーキング方法は、製造年月日,材料表示,製造者表示等のマーク1が刻設された原盤2がピンブロック形に形成され、金型3に開孔された取付孔4に木ハンマ等で原盤2を打込み固定して、金型3に充填された成形材料が固化する際に成形品にマーク1をマーキングする。なお、金型3から原盤2を取外すには、金型3の外側から金型3の内側へ原盤2を突出すようにする。
【0004】
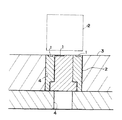
図9に示す従来の成形品のマーキング方法は、同様のマーク1が刻設された原盤2がピンネジ形に形成され、金型3に設けられたネジ孔5にドライバ等の工具で原盤2を回動させ締付け固定して、金型3に充填された成形材料が固化する際に成形品にマーク1をマーキングする。なお、金型3から原盤2を取外すには、ドライバ等の工具で原盤2を回動させる。
【0005】
【発明が解決しようとする課題】
前述の従来の成形品のマーキング方法では、原盤2と金型3の取付孔4,ネジ孔5との接触面が熱で焼損したりすると、原盤2の取外しが困難になるという問題点がある。さらに、金型3に貫通した取付孔4やかなりの深さのネジ孔を設けるため、金型3の冷却水路や各種のピンの配設箇所を避けなければならず、マーキング位置を自由に設定することができないという問題点がある。
【0006】
なお、成形品のマーキングについては、表示内容に関して世界各国での法令に統一性がないのが現状である。従って、成形品の成形工作においては、輸出国等に対応して煩雑に原盤2を交換することが要求されている。このため、金型3に対して簡単に原盤2を交換できる手段の開発が切望されている。
【0007】
本発明は、このような問題点を考慮してなされたもので、原盤の着脱が容易で原盤の金型への取付箇所に制約のない成形品のマーキング方法を提供することを課題とする。
【0008】
【課題を解決するための手段】
前述の課題を解決するため、本発明に係る成形品のマーキング方法は、次のような手段を採用する。
【0009】
即ち、請求項1では、マーキングするマークを刻設した薄板形の原盤を、成形材料の金型の内部での流動圧力で移動させられることのない取付強度をもって、耐熱性の接着剤が耐熱性の基紙に塗布されてなる両面テープで金型に接着して取付けておき、原盤を成形材料の流動圧力で金型に押付け固定して、成形品にマークをマーキングする。
【0010】
この手段では、成形材料の流動圧力を利用して原盤の金型への固定力が得られる。従って、原盤に成形材料の流動圧力が作用していない状態では、金型からの原盤の取外しが容易である。また、原盤が成形材料の流動圧力で移動させられることのない取付強度をもって金型に取付けられるため、金型の冷却水路や各種のピンの配設箇所を避けなければならないような深い取付孔等が不要になる。
また、安価で入手しやすい両面テープの接着力で原盤が金型に取付けられる。
【0011】
【発明の実施の形態】
以下、本発明に係る成形品のマーキング方法の実施の形態を図1〜図7に基いて説明する。
【0012】
図1〜図4は、本発明に係る成形品のマーキング方法の実施の形態(1)を示すものである。
【0013】
この実施の形態の原盤2は、金型3の材質との関係でアルミニウム,軟鉄等が選択されて薄板形に形成されている。この原盤2の板厚は、0.1mm程度まで薄くすることができる。原盤2の表面には、製造年月日,材料表示,製造者表示等のマーク1が刻設されている。この原盤2は、構造が薄性化,簡素化されるため安価,容易に製造することができる。
【0014】
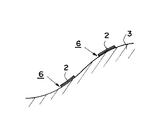
原盤2は、両面テープ6を介して金型3に接着されて取付けられる。この両面テープ6は、耐熱性の接着剤61が耐熱性の基紙62に塗布されてなる。なお、原盤2が薄板形であるため、図4に示すように、金型3の湾曲部分にも取付けることができる。また、金型3に深い取付孔等を設ける必要がないため、原盤2の金型3への取付箇所に制約はない。従って、マーキング位置を自由に設定することができる。
【0015】
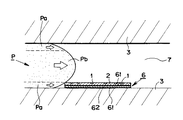
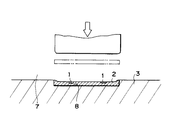
原盤2が取付けられた金型3に成形材料Pが供給されると、金型3のキャビティ7を流動する成形材料Pが原盤2に当触することになる。このとき、図1に示すように、成形材料Pの金型3に接触している外側部分Paの温度低下が中心部分Pbよりも激しく流動性が低下しているため、原盤2に当触した成形材料Pの外側部分Paが両面テープ6の接着剤61の接着力に抗して原盤2を剥離するような流動圧力を作用し得ない。このため、金型3のキャビティ7を流動する成形材料Pは、原盤2を越えて流動を継続することになる。
【0016】
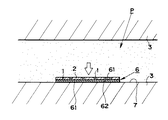
そして、金型3のキャビティ7に成形材料Pが充満すると、図2に示すように、原盤2の表面全体に流動圧力が均等に作用して、原盤2を金型3の強固に固定することになる。なお、圧縮成形等では、型締め圧力も原盤2の金型3への固定に寄与する。
【0017】
金型3のキャビティ7に充満した成形材料Pが固化すると、成形品に原盤2のマーク1がマーキングされることになる。
【0018】
なお、成形品を金型3から取出した後には、成形材料Pによる原盤2の固定力が解除されるため、剥離用ナイフ等の工具により両面テープ6の接着剤61の接着力に抗して原盤2を簡単に剥離して交換することができる。
【0019】
図5,図6は、本発明に係る成形品のマーキング方法の実施の形態(2)を示すものである。
【0020】
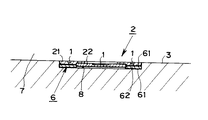
この実施の形態の原盤2は、外側,上側のリング板21と内側,下側の円板22とを備え、リング板21に対して円板22が回動可能に組付けられている。リング板21の表面には、月を示す「1」〜「12」の数字からなるマーク1が刻設されている。円板22の表面には、西暦年を示す「96」の数字と矢印とかららなるマーク1が刻設されている。
【0021】
この実施の形態の両面テープ6は、原盤2のリング板21に対応したリング形に形成されている。
【0022】
この実施の形態によると、前述の実施の形態(1)とほぼ同様の作用,効果が奏されることになるが、原盤2の円板22を回転させて矢印からなるマーク1でリング板21の「1」〜「12」の数字のを選択することができる。
【0023】
なお、原盤2がリング板21,円板22の積層構造で厚くなるため、金型3に浅い取付溝8を設けるとよい。なお、この取付溝8は、浅く形成されているため、金型3の冷却水路や各種のピンの配設箇所を避ける配慮は不要である。
【0024】
図7は、本発明に係る成形品のマーキング方法の実施の形態(3)を示すものである。
【0025】
この実施の形態では、両面テープ6を使用せずに、前述の実施の形態(2)の浅い取付溝8に原盤2を打込カシメにより取付けている。
【0026】
この実施の形態によると、両面テープ6を使用する場合よりも、原盤の金型3への取付強度を強固にすることができる。なお、原盤2を金型3から取外すには、鋭利なピン等で取付溝8から原盤2を引起こすようにすればよい。
【0027】
【発明の効果】
以上のように、本発明に係る成形品のマーキング方法は、成形材料の流動圧力を利用して原盤の金型への固定力を得るため、弱い取付強度で金型に取付けられている原盤の取外しが容易である効果がある。
【0028】
さらに、金型の冷却水路や各種のピンの配設箇所を避けなければならないような深い取付孔等が不要になるため、原盤の金型への取付箇所に制約がなくなりマーキング位置を自由に設定することができる効果がある。
【0029】
さらに、原盤の構造が薄性化,簡素化されるため、原盤を安価,容易に製造することができる効果がある。
【図面の簡単な説明】
【図1】 本発明に係る成形品のマーキング方法の実施の形態(1)を示す断面図である。
【図2】 図1の次の動作を示す断面図である。
【図3】 図1の原盤の取付を示す斜視図である。
【図4】 図1の取付箇所例を示す断面図である。
【図5】 本発明に係る成形品のマーキング方法の実施の形態(2)を示す断面図である。
【図6】 図5の原盤の取付を示す斜視図である。
【図7】 本発明に係る成形品のマーキング方法の実施の形態(3)を示す断面図である。
【図8】 従来例を示す断面図である。
【図9】 他の従来例を示す断面図である。
【符号の説明】
1 マーク
2 原盤
3 金型
6 両面テープ
61 接着剤
62 基紙
P 成形材料
Claims (1)
- マーキングするマークを刻設した薄板形の原盤を、成形材料の金型の内部での流動圧力で移動させられることのない取付強度をもって、耐熱性の接着剤が耐熱性の基紙に塗布されてなる両面テープで金型に接着して取付けておき、原盤を成形材料の流動圧力で金型に押付け固定して、成形品にマークをマーキングする成形品のマーキング方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP00491097A JP3649834B2 (ja) | 1997-01-14 | 1997-01-14 | 成形品のマーキング方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP00491097A JP3649834B2 (ja) | 1997-01-14 | 1997-01-14 | 成形品のマーキング方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH10193369A JPH10193369A (ja) | 1998-07-28 |
| JP3649834B2 true JP3649834B2 (ja) | 2005-05-18 |
Family
ID=11596804
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP00491097A Expired - Fee Related JP3649834B2 (ja) | 1997-01-14 | 1997-01-14 | 成形品のマーキング方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3649834B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6259137B1 (ja) | 2017-03-13 | 2018-01-10 | 東洋ゴム工業株式会社 | タイヤ加硫金型、及びそれを用いたタイヤの製造方法 |
-
1997
- 1997-01-14 JP JP00491097A patent/JP3649834B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH10193369A (ja) | 1998-07-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6136392A (en) | Vacuum actuated display ornaments | |
| WO2004064013A3 (en) | Label assembly and apparatus for applying a label | |
| US5728443A (en) | Composite article of an automotive vehicle and method of making the same | |
| JP3649834B2 (ja) | 成形品のマーキング方法 | |
| MXPA05006667A (es) | Superficie estampada, laminada, adhesiva, electroformada con interfaces estructuradas de precision. | |
| JPH07171795A (ja) | 打抜機への抜型、雌型の取り付け方法及び抜型、雌型の位置決め取り付け用部材 | |
| JP2000280295A (ja) | 成形同時加飾用金型と成形同時加飾品の製造方法 | |
| JPH0379314A (ja) | 光学部品の製造方法および光学部品製造用金型 | |
| JPH09183142A (ja) | 2色成形同時絵付け品の製造方法 | |
| JP2001301037A (ja) | 製品の構成材の表面に文字、図称を形成する方法 | |
| CN214923726U (zh) | 一种防变形金属板件贴膜夹具 | |
| JP4278808B2 (ja) | 流し台及びこの流し台における天板とシンクの接合方法 | |
| US5116445A (en) | Method for forming locator lug | |
| JP2020142466A (ja) | 加飾成形品の製造方法 | |
| JP5461047B2 (ja) | 転移部材の位置決め治具 | |
| JPH03219442A (ja) | 2p樹脂―ガラススタンパ原盤の作成方法 | |
| JP3077936U (ja) | 光ディスクセット | |
| JPH06274948A (ja) | 貼合装置及び貼合方法 | |
| JP3065408U (ja) | Cd―rom整理具 | |
| JP4169294B2 (ja) | インサート成形品の製造方法 | |
| JP2003267479A (ja) | キャリアテープ並びに電子部品搬送用包装体及びその製造装置 | |
| JPS6049568B2 (ja) | 円形金属天板を埋設したプラスチツク製容器蓋の製造法 | |
| JP2005024190A (ja) | 床暖房パネルの製造方法 | |
| JP2002211167A (ja) | カレンダー等台紙付き製品の台紙取付方法及び台紙取付装置 | |
| JP3095609U (ja) | ネームプレート |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20040813 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20041012 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20041213 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050118 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050216 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |