JP3615045B2 - レーザ加工装置の制御方法 - Google Patents
レーザ加工装置の制御方法 Download PDFInfo
- Publication number
- JP3615045B2 JP3615045B2 JP06148898A JP6148898A JP3615045B2 JP 3615045 B2 JP3615045 B2 JP 3615045B2 JP 06148898 A JP06148898 A JP 06148898A JP 6148898 A JP6148898 A JP 6148898A JP 3615045 B2 JP3615045 B2 JP 3615045B2
- Authority
- JP
- Japan
- Prior art keywords
- mirror
- axis
- scanning
- laser
- focusing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Landscapes
- Laser Beam Processing (AREA)
Description
【発明の属する技術分野】
この発明は、レーザ発振器から出射されたレーザ光を加工ヘッドに導入し、被加工物に前記レーザ光を走査させて加工を行うレーザ加工装置に適用して好適なレーザ加工装置の制御方法に関する。
【0002】
【従来の技術】
従来から、被加工物に対して溶接を行う装置として、抵抗溶接装置が用いられている。この抵抗溶接装置は、一般に、溶接チップを備える一対のガンアームで被加工物を挟み、前記溶接チップ間に印加される電圧によって前記被加工物に対して溶接を行うように構成されている。
【0003】
ところで、この抵抗溶接装置においては、溶接作業時に溶接チップが被加工物に直接接触しているため、前記溶接チップに劣化が生じやすく、該溶接チップの交換に要する費用によってメンテナンスのコストが高騰するという問題が指摘されている。
【0004】
また、前記ガンアームを被加工物の配置位置に変位させるためには、該ガンアームが取り付けられている、例えば、多関節ロボットを駆動する必要があるため、この多関節ロボットの駆動に要する時間によって、溶接作業の時間的効率が低下するおそれがある。
【0005】
そこで、近年、この種の抵抗溶接装置に代えて、切断装置等としても利用可能なレーザ加工装置の導入が望まれている。レーザ加工装置は、レーザ発振器から出射されたレーザビームを加工ヘッドに導入し、この加工ヘッドに配設されている焦点距離調節手段と走査手段を介して前記被加工物に前記レーザ光を集束させるように構成されている。そして、このレーザ加工装置によれば、被加工物に対して非接触で溶接を行うことができるため、前記被加工物との接触によって装置が劣化することがない。また、前記焦点距離調節手段並びに走査手段を微少に変位させることによって、前記被加工物におけるレーザビームの照射位置を移動させることができるため、溶接時間の短縮が実現される。
【0006】
【発明が解決しようとする課題】
しかしながら、レーザ加工装置の制御を行う場合、光学的幾何学計算によって前記焦点距離調節手段および走査手段の変位量を求める必要があり、溶接装置としてこのレーザ加工装置を用いた場合、該レーザ加工装置を駆動するためのコントローラを新たに構成する必要がある。このため、汎用のロボットコントローラを用いることができず、レーザ加工装置を構成するための費用が高騰するという問題が認識されている。
【0007】
この発明は、このような課題を考慮してなされたものであり、汎用のロボットコントローラを用いてレーザ加工装置を構成することを可能とするレーザ加工装置の制御方法を提供することを目的とする。
【0008】
【課題を解決するための手段】
この発明では、集束位置の座標から集束光学系の光軸長と走査光学系の走査角度を求める際に、前記集束位置を多軸ロボットのツール中心点とし、前記光軸を伸縮する関節とし、前記走査光学系を回転する関節として求めるようにしている。
【0009】
このため、集束光学系並びに走査光学系を多軸ロボットとみなして該集束光学系の光軸長と走査光学系の走査角度を求めることができる。従って、汎用のロボットコントローラを用いて前記集束光学系並びに走査光学系の駆動制御装置を構成することが可能となる。
【0010】
【発明の実施の形態】
以下、本発明の実施の形態例を図1〜図5を参照しながら説明する。
【0011】
まず、本実施の形態に係る制御方法が適用されるレーザ加工装置の構成について簡単に説明する。
【0012】
図1および図2に示すように、レーザ加工装置10は、被加工物12に対してレーザ光Lを照射し、該被加工物12に、例えば、溶接加工、切断加工等の加工を施すための装置であり、該レーザ加工装置10の加工ヘッド52には、レーザ発振器50から出射されたレーザ光Lを前記被加工物12の加工点TCPに集束させるための走査光学系56が配設されている。この場合、この走査光学系56には集束光学系も含まれているものとする。
【0013】
この走査光学系56は、図1に示すように、光学定盤120を含み、この光学定盤120上には放物面ミラー122が固定されている。図2にも示すように、レーザ発振器50から走査光学系56に導入されたレーザ光Lは、放物面ミラー122によって反射された後、一旦、集束され、その後、広がり、焦点調節用モータ103により矢印P方向または矢印Q方向に同時に移動する、それぞれが平面ミラーである焦点調節用ミラー124、126で順次反射されて光路を変更され、楕円面ミラー128に導入される。
【0014】
楕円面ミラー128に導入されたレーザ光Lは、この楕円面ミラー128により反射されて再び集束が開始され、X軸モータ101によりX軸129を中心に矢印方向に回動される平面ミラーであるX軸走査ミラー131で反射された後、Y軸モータ102によりY軸130を中心に矢印方向に回動される平面ミラーであるY軸走査ミラー132によって反射され、光学定盤120の開口部134を通じて加工ヘッド52から出射されて、被加工物12上の加工点TCPで集束される。加工点TCPが焦点となるように焦点調節用ミラー124、126の位置が焦点調節用モータ103により調整される。この実施の形態の走査光学系56において、Y軸走査ミラー132から加工点TCPまでの焦点距離調節範囲は、約50cm〜130cmである(例えば、この出願人の出願に係る特開平9−192868号公報参照)。
【0015】
なお、図2に示す位置において、Y軸走査ミラー132が回動されたとき、加工点TCPは紙面の略奥行き方向に移動し、X軸走査ミラー131が回動されたとき、加工点TCPは紙面と略平行する略左右方向に移動する。この走査時に、同時に、被加工物12の加工面上に焦点である加工点TCPが一致するように、焦点調節用ミラー124、126の位置が調節される。
【0016】
次に、走査光学系56(X軸走査ミラー131、Y軸走査ミラー132、並びに焦点調節用ミラー124、126)の駆動を制御するための計算モデルについて説明する。
【0017】
本実施の形態においては、前記走査光学系56を多関節ロボットに置き換えて計算モデルを求める。
【0018】
図3に示すように、ロボットモデル200は、前記走査光学系56における各ミラーに対応する回転関節と、レーザ光Lの光路(光軸長)に対応するアームと、該アームの長さを前記レーザ光Lの光路長に応じて調節する伸縮関節とから構成されている。
【0019】
即ち、このロボットモデル200は、図3中、起点CからX軸に沿って延びる第1アーム202を有し、この第1アーム202は、第1伸縮関節204によって伸縮される。また、前記第1アーム202には第2アーム205が接続されている。前記第2アーム205には、Z軸を中心に回転する第1回転関節206を介して第3アーム208が連結される。この場合、該第3アーム208は、前記第1回転関節206の回転に伴って、XY平面に沿い、且つ、Y軸に対して所定角度傾斜した方向に指向するとともに、該第3アーム208に設けられた第2伸縮関節210によって伸縮される。
【0020】
前記第3アーム208は、同じ支点を有する固定直角関節212、第2回転関節214、第3回転関節216並びに第4回転関節218を介して第4アーム220に連結される。即ち、この第4アーム220は、前記固定直角関節212によってZ軸に沿った方向に指向するとともに、第2回転関節214によってZ軸を中心に所定角度回転される。さらに、前記第4アーム220は、第3回転関節216の回転に伴って、YZ平面に沿い、且つ、Z軸から所定角度傾斜した方向に指向するとともに、第4回転関節218の回転に伴って、X軸に平行し、前記Z軸から所定角度傾斜した平面に沿い、且つ、前記Z軸から所定角度傾斜した方向に対してさらに所定角度傾斜した方向に指向する。
【0021】
第4アーム220には第3伸縮関節222が設けられ、該第4アーム220はこの第3伸縮関節222によって伸縮される。
【0022】
この場合、前記起点Cは、放物面ミラー122で反射されたレーザ光Lが一旦集束される点(焦点であり、該焦点の符号もCとする。図2参照)に対応する。そして、前記第1アーム202は、前記焦点Cから楕円面ミラー128までの光路に対応し、前記第2アーム205は、前記楕円面ミラー128からX軸走査ミラー131までの光路に対応し、前記第3アーム208は、前記X軸走査ミラー131からY軸走査ミラー132までの光路に対応し、前記第4アーム220は、前記Y軸走査ミラー132から加工点TCPまでの光路に対応している(図2並びに図3参照)。即ち、前記第4アーム220の先端部がロボットモデル200のツール中心点(Tool Center Point )となる。
【0023】
また、第1回転関節206はX軸走査ミラー131に対応し、第3回転関節216はY軸走査ミラー132に対応している。ただし、レーザ光Lの入射角度と出射角度との関係から、前記X軸走査ミラー131並びにY軸走査ミラー132の回転角度は、それぞれ前記第1回転関節206並びに第3回転関節216の回転角度の2分の1である。
【0024】
固定直角関節212は、レーザ光LがY軸走査ミラー132において略Z軸方向に反射されることに対応して設けられ、第2回転関節214は、第1回転関節206の回転に伴って前記第3回転関節216に生じる回転軸の傾きを打ち消すために設けられ、第4回転関節218は、X軸走査ミラー131が回転してY軸走査ミラー132に対するレーザ光Lの入射角度が変化したときに該Y軸走査ミラー132からの出射角度も同様に変化することに対応して設けられている。即ち、第2回転関節214および第4回転関節218は、第1回転関節206と同角度回転される(後記の表1参照)。
【0025】
さらに、第1伸縮関節204は、焦点調節用ミラー124、126の変位に対応して設けられ、第2伸縮関節210は、X軸走査ミラー131の回転に伴って該X軸走査ミラー131からY軸走査ミラー132までのレーザ光Lの光路長が変化することに対応して設けられ、第3伸縮関節222は、前記焦点調節用ミラー124、126の変位に伴って前記Y軸走査ミラー132から加工点TCPまでのレーザ光Lの光路長(即ち、焦点距離)が変化することに対応して設けられている。ただし、前記焦点調節用ミラー124、126の変位量は、第1伸縮関節204の変位量の2分の1である。
【0026】
次に、ロボットモデル200の各関節に座標系を設定する手順について説明する。この場合、ロボットモデル200全体の基準となる座標系は、第1回転関節206(X軸走査ミラー131)の中心を原点として定められるものとする。即ち、加工点TCPの座標は前記基準となる座標系に基づいて求められる。
【0027】
まず、Zn軸(この場合、n=0〜7)を各関節の軸に沿って定める。
【0028】
第1回転関節206の中心を原点として、該原点から前記第1回転関節206の回転軸に沿って延びる軸をZ0軸として定める。そして、第3アーム208の指向方向に沿って、原点を前記Z0軸と同じとするZ1軸を定め、次いで、固定直角関節212の軸(Z1軸と同じ方向)を前記第3アーム208の先端を原点とするZ2軸として定める。同様に、前記第3アーム208の先端を原点として該原点から第2回転関節214の回転軸に沿って延びる軸をZ3軸、前記原点から第3回転関節216の回転軸に沿って延びる軸をZ4軸、前記原点から第4回転関節218の回転軸に沿って延びる軸をZ5軸、前記原点から第4アーム220の指向方向に沿って延びる軸ををZ6軸として定める。さらに、前記第4アーム220の先端部(加工点TCP)を原点とし、且つ、第4アーム220の指向方向に沿って延びる軸をZ7軸として定める。
【0029】
前記Zn軸を定めた後、該Zn軸とZn−1軸との共通の法線をXn軸として定める。まず、Z7軸とZ6軸との共通の法線をX7軸として定め、次いで、Z6軸とZ5軸との共通の法線をX6軸として定め、以下、同様に、X5〜X0軸を順次定める。
【0030】
このようにして、Zn軸とXn軸とから座標系Σnが設定される。
【0031】
次に、前記座標系Σnに対するリンクパラメータを求める手順について説明する。
【0032】
【表1】

表1に示すように、リンクパラメータは、座標系ΣnのZn−1軸に対する回転角度をθn、Xn軸に対する回転角度をαn、Zn−1軸に沿った移動距離をdn、Xn軸に沿った移動距離をanとして求められる。ここで、表1中、d2 は、第2伸縮関節210が収縮しているときの第3アーム208の長さ(X軸走査ミラー131からY軸走査ミラー132までの最短距離)を示す。また、表1中、hは、第3伸縮関節222が収縮しているときの第4アーム220の長さ(Y軸走査ミラー132から加工点TCPまでの最短距離)をd3 とすると、
h=d3 ×(1+tanθ1 2 +tanθ3 2 )1/2 …(1)
で求められる。
【0034】
なお、表1中、Pnは、計算モデルのシステムを実際のシステムと同じ形態(姿勢)にさせるためのオフセット量である。詳しく説明すれば、前記表1のθnを求める際、Xn軸がそれぞれ平行している状態におけるθnが基準値(θn=0°)とされるが、図3に示すロボットモデル200においては、該ロボットモデル200を走査光学系56に対応させて考慮するために、Xn軸が図3に示す方向に設定されている。即ち、θnは、基準値(0°)にオフセット量Pnが加算された値となっている。従って、前記リンクパラメータに基づいて以下に示す同次変換行列を求める場合、オフセット量Pnを前記θnから減算する必要がある。
【0035】
次に、前記表1に示したリンクパラメータに基づいて、座標系Σnの座標系Σn−1に対する同次変換行列Anを以下のように求める。
【0036】
【数1】
ここで、Cnはcosθnを表し、Snはsinθnを表す。
【0038】
さらに、座標系Σ0に対する座標系Σ7の同次変換行列T7 は、
T7 =A1 A2 A3 A4 A5 A6 A7 …(9)
で求められる。従って、同次変換行列T7 は、前記(2)式〜(8)式から次式のようになる。
【0039】
【数2】
そして、前記(10)式から、第1回転関節206の回転角度θ1 並びに第3回転関節216の回転角度θ3 は、
θ3 =tan−1{−(Py−d2 )/Pz} …(11)
θ1 =tan−1{C3 ×Px/(Pz−d2 ×C3 )} …(12)
で求められる。
【0041】
また、図4に示すように、焦点Cから楕円面ミラー128までの距離をd1 +2×d、前記楕円面ミラー128から加工点TCPまでの距離をS、前記楕円面ミラー128の焦点距離をfとする場合、ガウスの定理より、次の式が成り立つ。
【0042】
1/f=1/(d1 +2×d)+1/S …(13)
なお、d1 は焦点Cから楕円面ミラー128までの最短距離を表し、dは焦点調節用ミラー124、126の移動距離を表す。この場合、楕円面ミラー128からX軸走査ミラー131までの距離をsとすると、前記距離Sは、
S=s+d2 /cosθ1 +h …(14)
となる。従って、前記(1)式、(13)式並びに(14)式から、距離dは次の(15)式のように求められる。
【0043】
【数3】
そして、前記(11)式、(12)式並びに(15)式から、X軸走査ミラー131の回転角度θx、Y軸走査ミラー132の回転角度θyは、
θx=θ1 /2 …(16)
θy=θ3 /2 …(17)
で求められる。
【0045】
このように、本実施の形態においては、走査光学系56を多関節ロボットに置き換えたロボットモデル200を想定し、このロボットモデル200に基づくリンクパラメータから得られた同次変換行列を計算することによって、該ロボットモデル200を構成する各関節の変位量、即ち、前記走査光学系56を構成する各ミラーの変位量を求めることができる。このため、前記走査光学系56の各ミラーの変位量を光学的幾何学計算によって求める場合に比べて計算式を容易に構成することが可能である。
【0046】
また、多関節ロボットを想定した計算方法によって前記走査光学系56の各ミラーの変位量を求めることができるため、該走査光学系56を制御するための制御装置を汎用のロボットコントローラを用いて構成することができる。従って、低コストな制御装置が得られる。
【0047】
さらに、ロボットモデル200全体の基準となる座標系は、X軸走査ミラー131の中心を原点として定められているため、実際にレーザ加工装置10における、例えば、加工点TCPの座標を求めるための距離を測定する際に、前記原点の位置を容易に確認することができる。
【0048】
次に、本実施の形態に係る制御方法を適用して構成される製造ラインについて説明する。
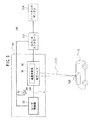
【0049】
図5に示すように、製造ライン250は、前記レーザ発振器50および加工ヘッド52で構成されるロボットとしてのレーザ加工装置10と、前記レーザ発振器50のON/OFFを制御するとともに、前記加工ヘッド52の駆動および該加工ヘッド52に設けられた走査光学系56を構成する各ミラーの駆動を制御するロボットコントローラ252と、該ロボットコントローラ252に対して前記レーザ加工装置10のティーチングの指示を行うためのティーチングボックス254とから構成されている。
【0050】
この場合、ロボットコントローラ252には、前記計算モデルがソフトウェアとしてインストールされており、このインストールされた計算モデルに基づいて、走査光学系56を駆動するためのデータ(X軸走査ミラー131の回転角度θx、Y軸走査ミラー132の回転角度θyおよび焦点調節用ミラー124、126の移動距離d)が求められる。そして、この走査光学系56は、前記ロボットコントローラ252からのデータに基づいて、被加工物12の所望の位置が加工点TCPとなるように、レーザ光Lの走査{X軸走査ミラー131およびY軸走査ミラー132の駆動(図2参照)}および焦点の調節(焦点調節用ミラー124、126の駆動)を行う。
【0051】
また、前記レーザ加工装置10には、図示しない駆動装置の付勢作用下に、図5に示す矢印U方向または矢印D方向に進退することによって、レーザ発振器50から走査光学系56に対して出射されたレーザ光Lの光路を遮断または開放するとともに、前記レーザ光Lの光路に沿って加工点指示用レーザ光Lpを出射するレーザポインタ256が設けられている。このレーザポインタ256には半導体レーザ(図示せず)が設けられており、該半導体レーザから出射される低出力の可視レーザ光が、加工点指示用レーザ光Lpとして走査光学系56に導入される。この半導体レーザのON/OFFはロボットコントローラ252によって制御される。
【0052】
この場合、前記加工点指示用レーザ光Lpを被加工物12に照射し、その照射位置および集束点を確認しながらティーチングボックス254を操作することによって、溶接ポイントや溶接経路を示す加工点TCPを決定する。この加工点TCPを決定したとき、前記計算モデルに基づいて求められたデータがティーチングデータとしてロボットコントローラ252の図示しない記憶手段に格納される。このように、ロボットコントローラ252を通じて走査光学系56の駆動量が教示され、ロボットとしてのレーザ加工装置10に対しティーチングが行われる。即ち、このレーザ加工装置10に対して汎用のロボットと同様にティーチング作業を行うことができる。
【0053】
このように、本実施の形態によれば、走査光学系56に対して汎用のロボットと同様のティーチング作業を行うことができるとともに、汎用のロボットコントローラ252を用いて製造ライン250を構成することができるため、該製造ライン250の構成に要するコストが低減される。
【0054】
なお、この発明は、上述の実施の形態に限らず、この発明の要旨を逸脱することなく、種々の構成を採り得ることはもちろんである。
【0055】
【発明の効果】
以上説明したように、この発明によれば、レーザ加工装置の集束光学系並びに走査光学系を駆動するための制御装置を汎用のロボットコントローラを用いて構成することができるため、該制御装置を低コストで製造することが可能である。
【図面の簡単な説明】
【図1】本発明の実施の形態が適用される走査光学系の概略的な構成を示す斜視図である。
【図2】走査光学系の模式的な構成を示す側面一部断面図である。
【図3】ロボットモデルの概略的な構成を示す斜視図である。
【図4】レーザ光の各ミラーにおける集束拡散状態を概略的に示す側面図である。
【図5】製造ラインの概略的な構成を示すブロック図である。
【符号の説明】
10…レーザ加工装置 50…レーザ発振器
56…走査光学系(集束光学系)
122…放物面ミラー 124、126…焦点調節用ミラー
128…楕円面ミラー 131…X軸走査ミラー
132…Y軸走査ミラー 200…ロボットモデル
202…第1アーム 204…第1伸縮関節
205…第2アーム 206…第1回転関節
208…第3アーム 210…第2伸縮関節
212…固定直角関節 214…第2回転関節
216…第3回転関節 218…第4回転関節
220…第4アーム 222…第3伸縮関節
Claims (2)
- レーザ発振器から出力されたレーザ光を、集束ミラー、光軸方向に移動可能な焦点調節用ミラー、回転可能な走査ミラーを介して所望の位置に集束させ、その集束位置において加工を行うレーザ加工装置の制御方法において、
前記集束位置の座標からの前記レーザの光軸長、前記焦点調節用ミラーの位置、前記走査ミラーの回転角度を求める際に、
少なくとも伸縮関節及び回転関節を有する多軸ロボットのモデルを設定し、
前記集束位置を前記多軸ロボットのツール中心点とし、
前記光軸長を前記多軸ロボットの全アーム長とし、
前記焦点調節用ミラーの位置を前記伸縮関節の伸縮量とし、
前記走査ミラーの回転角度を前記回転関節の回転量として求めることを特徴とするレーザ加工装置の制御方法。 - 請求項1記載の方法において、
前記焦点調節用ミラーは一対の平面ミラーからなり、
前記集束ミラーは、放物面ミラー及び楕円面ミラーからなり、
前記走査ミラーは、前記楕円面ミラーと前記集束位置との間に配置され、直交する2軸を中心として回転可能な2枚の走査用平面ミラーからなり、
前記放物面ミラーにより、入射する平行光であるレーザ光を反射して一旦集束させ、
前記平面ミラーを移動させることにより、前記放物面ミラーで一旦集束されたレーザ光を反射させるとともに、前記集束位置を調節し、
前記楕円面ミラーにより、前記平面ミラーで反射されたレーザ光をさらに反射させるとともに集束させ、
前記走査用平面ミラーを回転させることにより、前記楕円面ミラーで反射されたレーザ光をさらに反射させるとともに前記集束位置を走査することを特徴とするレーザ加工装置の制御方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP06148898A JP3615045B2 (ja) | 1998-03-12 | 1998-03-12 | レーザ加工装置の制御方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP06148898A JP3615045B2 (ja) | 1998-03-12 | 1998-03-12 | レーザ加工装置の制御方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH11254168A JPH11254168A (ja) | 1999-09-21 |
| JP3615045B2 true JP3615045B2 (ja) | 2005-01-26 |
Family
ID=13172532
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP06148898A Expired - Fee Related JP3615045B2 (ja) | 1998-03-12 | 1998-03-12 | レーザ加工装置の制御方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3615045B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101697777B1 (ko) * | 2009-12-31 | 2017-02-01 | 예놉틱 아우토마티지어룽스테히닉 게엠베하 | 레이저빔을 이용하는 작업편의 하이다이내믹 3d 가공 장치 |
| FR3068780B1 (fr) * | 2017-07-06 | 2021-05-14 | Centre Nat Etd Spatiales | Spectrophotometre hyperspectral large bande |
| CN114178687A (zh) * | 2021-11-19 | 2022-03-15 | 华中科技大学 | 一种插拔式激光倾角控制模块及激光扫描加工装置 |
| CN119689712A (zh) * | 2025-02-24 | 2025-03-25 | 端粒美(绍兴)激光科技有限公司 | 振镜后置的激光扫描装置、使用方法及美容治疗仪 |
-
1998
- 1998-03-12 JP JP06148898A patent/JP3615045B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH11254168A (ja) | 1999-09-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101296938B1 (ko) | 레이저 용접 장치 | |
| CN101269442B (zh) | 激光焊接装置及其方法 | |
| JP6795565B2 (ja) | レーザ加工システム | |
| JP6595558B2 (ja) | レーザ加工システム | |
| US4638143A (en) | Robot-laser system | |
| EP1228835A1 (en) | System and method for remote laser welding | |
| US4969107A (en) | Apparatus and method for adjusting position of an industrial robot | |
| CN111604589B (zh) | 激光加工装置 | |
| KR20070037328A (ko) | 레이저 조사 상태의 표시 방법 및 레이저 조사 상태 표시시스템 | |
| JP2000317660A (ja) | レーザ光を利用したバリ取り方法及びバリ取り装置 | |
| JP7405986B2 (ja) | レーザ加工システム | |
| JP3615045B2 (ja) | レーザ加工装置の制御方法 | |
| JP6434554B2 (ja) | ガルバノスキャナ | |
| WO2022075208A1 (ja) | レーザ溶接方法及びレーザ溶接装置 | |
| JP7553587B2 (ja) | レーザ加工システム及び制御方法 | |
| JP7092629B2 (ja) | レーザ加工装置 | |
| JP7713645B2 (ja) | レーザ溶接装置及びレーザ光の照射位置ずれの補正方法 | |
| JP3285256B2 (ja) | レーザロボットの自動アライメント調整方法及び装置 | |
| JP7553588B2 (ja) | レーザ加工システム及び制御方法 | |
| JPH09192868A (ja) | レーザ加工方法および装置 | |
| KR101769550B1 (ko) | 3차원 레이저 조사 장치 및 3차원 레이저 조사 방법 | |
| WO2022186054A1 (ja) | センサの出力に基づいて教示点を生成する教示点生成装置および教示点生成方法 | |
| JP2001068817A (ja) | 立体回路の形成方法 | |
| JP2007021550A (ja) | レーザ溶接装置、レーザ溶接システム、およびレーザ溶接方法 | |
| JP7553589B2 (ja) | レーザ加工システム及び制御方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20040518 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040709 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20041019 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20041028 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20071112 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20081112 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20081112 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20091112 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20091112 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101112 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101112 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111112 Year of fee payment: 7 |
|
| LAPS | Cancellation because of no payment of annual fees |