JP2023178889A - Information processing device, display input device and program - Google Patents
Information processing device, display input device and program Download PDFInfo
- Publication number
- JP2023178889A JP2023178889A JP2022091873A JP2022091873A JP2023178889A JP 2023178889 A JP2023178889 A JP 2023178889A JP 2022091873 A JP2022091873 A JP 2022091873A JP 2022091873 A JP2022091873 A JP 2022091873A JP 2023178889 A JP2023178889 A JP 2023178889A
- Authority
- JP
- Japan
- Prior art keywords
- polishing
- setting
- probe
- information processing
- pattern
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 230000010365 information processing Effects 0.000 title claims abstract description 52
- 238000005498 polishing Methods 0.000 claims abstract description 306
- 239000000523 sample Substances 0.000 claims abstract description 118
- 238000004088 simulation Methods 0.000 claims abstract description 78
- 238000007689 inspection Methods 0.000 claims description 75
- 238000010586 diagram Methods 0.000 abstract description 26
- 235000012431 wafers Nutrition 0.000 description 47
- 230000033001 locomotion Effects 0.000 description 29
- 238000000034 method Methods 0.000 description 22
- 238000007517 polishing process Methods 0.000 description 18
- 230000008569 process Effects 0.000 description 18
- 230000007246 mechanism Effects 0.000 description 13
- 238000012545 processing Methods 0.000 description 13
- 239000004065 semiconductor Substances 0.000 description 12
- 238000012360 testing method Methods 0.000 description 12
- 238000011093 media selection Methods 0.000 description 7
- 230000005856 abnormality Effects 0.000 description 6
- 238000004891 communication Methods 0.000 description 6
- 230000032258 transport Effects 0.000 description 6
- 238000009434 installation Methods 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 239000000758 substrate Substances 0.000 description 3
- 230000006870 function Effects 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 238000005452 bending Methods 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 230000008676 import Effects 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 229910000679 solder Inorganic materials 0.000 description 1
Images

















Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01R—MEASURING ELECTRIC VARIABLES; MEASURING MAGNETIC VARIABLES
- G01R31/00—Arrangements for testing electric properties; Arrangements for locating electric faults; Arrangements for electrical testing characterised by what is being tested not provided for elsewhere
- G01R31/28—Testing of electronic circuits, e.g. by signal tracer
- G01R31/317—Testing of digital circuits
- G01R31/3181—Functional testing
- G01R31/319—Tester hardware, i.e. output processing circuits
- G01R31/31903—Tester hardware, i.e. output processing circuits tester configuration
- G01R31/31912—Tester/user interface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B51/00—Arrangements for automatic control of a series of individual steps in grinding a workpiece
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01R—MEASURING ELECTRIC VARIABLES; MEASURING MAGNETIC VARIABLES
- G01R31/00—Arrangements for testing electric properties; Arrangements for locating electric faults; Arrangements for electrical testing characterised by what is being tested not provided for elsewhere
- G01R31/28—Testing of electronic circuits, e.g. by signal tracer
- G01R31/2851—Testing of integrated circuits [IC]
- G01R31/2886—Features relating to contacting the IC under test, e.g. probe heads; chucks
- G01R31/2891—Features relating to contacting the IC under test, e.g. probe heads; chucks related to sensing or controlling of force, position, temperature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B19/00—Single-purpose machines or devices for particular grinding operations not covered by any other main group
- B24B19/16—Single-purpose machines or devices for particular grinding operations not covered by any other main group for grinding sharp-pointed workpieces, e.g. needles, pens, fish hooks, tweezers or record player styli
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B27/00—Other grinding machines or devices
- B24B27/033—Other grinding machines or devices for grinding a surface for cleaning purposes, e.g. for descaling or for grinding off flaws in the surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B49/00—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01R—MEASURING ELECTRIC VARIABLES; MEASURING MAGNETIC VARIABLES
- G01R1/00—Details of instruments or arrangements of the types included in groups G01R5/00 - G01R13/00 and G01R31/00
- G01R1/02—General constructional details
- G01R1/06—Measuring leads; Measuring probes
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01R—MEASURING ELECTRIC VARIABLES; MEASURING MAGNETIC VARIABLES
- G01R1/00—Details of instruments or arrangements of the types included in groups G01R5/00 - G01R13/00 and G01R31/00
- G01R1/02—General constructional details
- G01R1/06—Measuring leads; Measuring probes
- G01R1/067—Measuring probes
- G01R1/06711—Probe needles; Cantilever beams; "Bump" contacts; Replaceable probe pins
- G01R1/06733—Geometry aspects
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01R—MEASURING ELECTRIC VARIABLES; MEASURING MAGNETIC VARIABLES
- G01R3/00—Apparatus or processes specially adapted for the manufacture or maintenance of measuring instruments, e.g. of probe tips
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01R—MEASURING ELECTRIC VARIABLES; MEASURING MAGNETIC VARIABLES
- G01R31/00—Arrangements for testing electric properties; Arrangements for locating electric faults; Arrangements for electrical testing characterised by what is being tested not provided for elsewhere
- G01R31/26—Testing of individual semiconductor devices
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01R—MEASURING ELECTRIC VARIABLES; MEASURING MAGNETIC VARIABLES
- G01R31/00—Arrangements for testing electric properties; Arrangements for locating electric faults; Arrangements for electrical testing characterised by what is being tested not provided for elsewhere
- G01R31/28—Testing of electronic circuits, e.g. by signal tracer
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L22/00—Testing or measuring during manufacture or treatment; Reliability measurements, i.e. testing of parts without further processing to modify the parts as such; Structural arrangements therefor
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Computer Hardware Design (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Geometry (AREA)
- Human Computer Interaction (AREA)
- Manufacturing & Machinery (AREA)
- Power Engineering (AREA)
- Testing Or Measuring Of Semiconductors Or The Like (AREA)
- Constituent Portions Of Griding Lathes, Driving, Sensing And Control (AREA)
- Testing Of Individual Semiconductor Devices (AREA)
- Tests Of Electronic Circuits (AREA)
Abstract
【課題】プローブの研磨内容の設定を共通化することにより、工数の短縮化を図る。
【解決手段】情報処理装置は、被検査体に接触するプローブの研磨内容を設定する。情報処理装置は、前記プローブを研磨する研磨部材における研磨エリアを設定するエリア設定部と、前記プローブの研磨時における動作パターンを設定するパターン設定部と、設定された前記研磨エリア、および設定された前記動作パターンに基づき、前記研磨部材と前記プローブとの相対的な軌跡を算出するシミュレーション部と、を有する。
【選択図】図4
An object of the present invention is to reduce the number of man-hours by standardizing settings for the polishing content of a probe.
An information processing device sets the polishing content of a probe that contacts an object to be inspected. The information processing device includes an area setting unit that sets a polishing area in a polishing member for polishing the probe, a pattern setting unit that sets an operation pattern when polishing the probe, the set polishing area, and the set polishing area. The apparatus further includes a simulation unit that calculates a relative trajectory between the polishing member and the probe based on the operation pattern.
[Selection diagram] Figure 4
Description
本開示は、情報処理装置、表示入力装置およびプログラムに関する。 The present disclosure relates to an information processing device, a display input device, and a program.
特許文献1には、ウエハ等の被検査体の電気的検査を行う検査装置(プローバ装置)において、検査時に被検査体に接触する複数のプローブの針先を研磨する研磨方法が開示されている。
このプローブの研磨において、研磨部材の形態(例えば、砥石のサイズやレイアウト)および研磨時の動作(例えば、研磨部材の動作パターン)は、検査装置を使用するユーザ毎に要求内容が異なっている。従来は、それぞれのユーザの要求内容に基づき、検査装置の製造時やセッティング時等に個別の設計を行って、ユーザ毎の研磨内容を実施する装置を提供している。 In polishing the probe, requirements regarding the form of the polishing member (for example, the size and layout of the grindstone) and the operation during polishing (for example, the operation pattern of the polishing member) vary depending on the user who uses the inspection device. Conventionally, an apparatus has been provided that performs polishing operations for each user by individually designing the inspection apparatus at the time of manufacturing or setting the inspection apparatus based on the requirements of each user.
本開示は、プローブの研磨内容の設定を共通化することにより、工数の短縮化を図ることができる技術を提供する。 The present disclosure provides a technique that can reduce the number of man-hours by standardizing the settings for the polishing content of the probe.
本開示の一態様によれば、被検査体に接触するプローブの研磨内容を設定する情報処理装置であって、前記プローブを研磨する研磨部材における研磨エリアを設定するエリア設定部と、前記プローブの研磨時における動作パターンを設定するパターン設定部と、設定された前記研磨エリア、および設定された前記動作パターンに基づき、前記研磨部材と前記プローブとの相対的な軌跡を算出するシミュレーション部と、を有する、情報処理装置が提供される。 According to one aspect of the present disclosure, there is provided an information processing device that sets the polishing content of a probe that contacts an object to be inspected, the information processing device including an area setting unit that sets a polishing area in a polishing member that polishes the probe; a pattern setting unit that sets an operation pattern during polishing; and a simulation unit that calculates a relative trajectory between the polishing member and the probe based on the set polishing area and the set operation pattern. An information processing device having the following is provided.
一態様によれば、プローブの研磨内容の設定を共通化することにより、工数の短縮化を図ることができる。 According to one aspect, the number of man-hours can be reduced by standardizing the settings for the polishing content of the probe.
以下、図面を参照して本開示を実施するための形態について説明する。各図面において、同一構成部分には同一符号を付し、重複した説明を省略する場合がある。 Hereinafter, embodiments for implementing the present disclosure will be described with reference to the drawings. In each drawing, the same components are given the same reference numerals, and redundant explanations may be omitted.
一実施形態に係る情報処理装置は、図1に示すように、検査において使用する複数のプローブ33(探針)の研磨を行う検査装置10に接続されて、研磨内容を設定する設定用コンピュータ80として構成されている。以下の説明では、各プローブ33の研磨時における動作等の理解の容易化のため、先に検査装置10の構成について説明していく。
As shown in FIG. 1, the information processing device according to one embodiment includes a setting
本実施形態に係る検査装置10は、例えば、基板の一例であるウエハWを製造する工場に設置され(図2も参照)、製造したウエハWの電気的検査を行う。ウエハWの表面には、各プローブ33が接触する被検査体(Device Under Test:DUT)である複数の半導体デバイス(LSI、半導体メモリ等)が形成されている。電気的検査では、半導体デバイスの異常の有無、電気的特性等をテストする。なお、基板は、ウエハWに限定されず、半導体デバイスが配置されたキャリア、ガラス基板、チップ単体、電子回路基板等でもよい。
The
検査装置10は、ウエハWを搬送するローダ11と、ローダ11に隣接して配置される筐体20と、筐体20の上方に配置されるテスタ30と、筐体20内に収容されるステージ40と、検査装置10の各構成を制御する制御装置90と、を備える。
The
ローダ11は、図示しないFOUP(Front Opening Unified Pod)からウエハWを取り出して、筐体20内を移動したステージ40へ載置する。また、ローダ11は、検査後のウエハWをステージ40から取り出してFOUPへ収容する。
The
筐体20は、略直方状の箱体に形成され、ウエハWを検査する検査空間21を内部に有する。検査空間21の下方側には、ウエハWを搬送するステージ40が設置されている。検査空間21においてローダ11からステージ40に載置されたウエハWが、ステージ40の動作によって、3次元方向(X軸方向、Y軸方向、Z軸方向)に移動する。
The
筐体20の上方部には、インタフェース31を介してプローブカード32が保持されている。インタフェース31は、図示しないパフォーマンスボードや多数の接続端子を有し、テストヘッド(不図示)を介してテスタ30と電気的に接続されている。テスタ30は、検査装置10の制御装置90に接続され、制御装置90の指令下にウエハWの検査を行う。
A
プローブカード32は、検査空間21の下方に向かって突出する複数のプローブ33を有する。各プローブ33は、検査装置10の検査において、ステージ40により適宜の3次元座標位置に移動したウエハWの各DUTのパッドや半田バンプに接触する。これにより、テスタ30の1以上のテストボード(不図示)に形成された適宜の回路が、ウエハWの各DUTに電気的に導通する。この導通状態で、テスタ30は、各プローブ33が接触している各DUTに対して電気的検査を行う。
The
ステージ40は、筐体20内に設けられ、検査空間21においてウエハWまたはプローブカード32を搬送する。例えば、ステージ40は、ローダ11からプローブカード32の対向位置にウエハWを搬送し、プローブカード32に向かってウエハWを上昇させることで、複数のプローブ33にウエハWを接触させる。また検査後に、ステージ40は、プローブカード32から検査後のウエハWを下降させ、さらにローダ11に向かってウエハWを搬送する。
The
具体的には、ステージ40は、X軸方向、Y軸方向およびZ軸方向に移動可能な移動部41(X軸移動機構42、Y軸移動機構43、Z軸移動機構44)、載置台45およびステージ制御部49を含む。また、筐体20は、ステージ40の移動部41および載置台45と、ステージ制御部49と、を上下二段で支持するフレーム構造22を備える。なお、移動部41は、X軸方向、Y軸方向およびZ軸方向に載置台45を移動させる他に、軸回り(θ方向)に載置台45を回転させる構成を備えてもよい。
Specifically, the
移動部41のX軸移動機構42は、フレーム構造22の上面に固定されてX軸方向に沿って延在する複数のガイドレール42aと、各ガイドレール42a間にわたって配置されるX軸可動体42bと、を含む。X軸可動体42bは、図示しないX軸動作部(モータ、ギア機構等)を内部に有し、このX軸動作部はステージ制御部49に接続されている。X軸可動体42bは、ステージ制御部49の図示しないモータドライバからの電力供給に基づきX軸方向を往復移動する。
The
同様に、Y軸移動機構43は、X軸可動体42bの上面に固定されてY軸方向に沿って延在する複数のガイドレール43aと、各ガイドレール43a間にわたって配置されるY軸可動体43bと、を含む。Y軸可動体43bは、図示しないY軸動作部(モータ、ギア機構等)を内部に有し、このY軸動作部はステージ制御部49に接続されている。Y軸可動体43bは、ステージ制御部49の図示しないモータドライバからの電力供給に基づきY軸方向を往復移動する。
Similarly, the Y-
Z軸移動機構44は、Y軸可動体43bに設置される固定体44aと、固定体44aと相対的にZ軸方向に沿って昇降するZ軸可動体44bと、を有し、Z軸可動体44bの上部に載置台45を保持している。Z軸移動機構44は、図示しないZ軸動作部(モータ、ギア機構等)を有し、このZ軸動作部はステージ制御部49に接続されている。Z軸可動体44bは、ステージ制御部49の図示しないモータドライバからの電力供給に基づきZ軸方向(鉛直方向)に変位し、これに伴い載置台45に保持されたウエハWを昇降させる。
The Z-
載置台45は、ウエハWが直接載置される装置であり、適宜の保持手段によりウエハWを載置面45sに保持する。例えば、ウエハWを真空吸着する場合、保持手段は、載置台45内に吸引用の吸引通路を有し、また吸引通路に接続される配管および吸引ポンプを適宜の箇所に備える。
The mounting table 45 is a device on which the wafer W is directly mounted, and holds the wafer W on the mounting
ステージ制御部49は、制御装置90に接続され、制御装置90の指令に基づき、ステージ40の動作を制御する。ステージ制御部49は、ステージ40全体の動作を制御する統合制御部、移動部41の動作を制御するPLCやモータドライバ、照明制御部、電源ユニット等を有する(共に不図示)。
The
制御装置90は、検査装置10全体を制御する制御本体91と、制御本体91に接続される表示入力装置92(ユーザインタフェース)と、を有する汎用コンピュータを適用することができる。
The
以上のように構成される検査装置10は、制御装置90の制御下に、以下のように動作してウエハWの電気的検査を行う。まず、検査装置10は、ローダ11およびステージ40の移動の指令をステージ制御部49に送信し、ローダ11から載置台45にウエハWを受け渡して、検査空間21内においてウエハWを搬送する。この際、ステージ制御部49は、X軸移動機構42、Y軸移動機構43により載置台45を水平方向に移動してウエハWの接触位置を各プローブ33に対向させた後、Z軸移動機構44により載置台45を鉛直方向(Z軸方向)に沿って上昇させる。
The
載置台45の上昇時に、各プローブ33がウエハWに接触することで、テスタ30とウエハWとが導通する。その後、テスタ30は、テストヘッドからウエハWの各DUTに電気信号を送信し、各DUTから応答されたデバイス信号を受信して、各DUTの異常の有無、電気的特性等を判定する。また、検査装置10は、ステージ40によりX軸方向、Y軸方向、Z軸方向に移動してウエハW上の位置をずらしながら各DUTの検査を順次繰り返すことで、各DUTを全数検査する。
When the mounting table 45 is raised, each
全てのDUTの検査後に、検査装置10は、載置台45を下降して各プローブ33からウエハWを離脱させて、このウエハWをローダ11に搬送する。ローダ11は、検査済のウエハWをステージ40から受け取って、FOUPに収容する。
After testing all the DUTs, the
また、本実施形態に係る検査装置10は、検査において、各プローブ33の一部に異物が付着する、または各プローブ33が部分的に摩耗する場合がある。このため、検査装置10のメンテナンス時には、上記したようにプローブカード32の各プローブ33を研磨する針研処理を行う。例えば、針研処理では、ユーザが研磨部材PMをステージ40の載置面45sに配置する。そして、制御装置90は、針研処理のレシピ(研磨内容)に基づき、研磨部材PMを有するステージ40を動作させる。研磨部材PMは、ステージ40の動作に伴って、各プローブ33に接触した後、さらに各プローブ33に対して水平方向(X軸‐Y軸方向)に相対移動することで、各プローブ33を研磨できる。
Further, in the
以上の検査装置10を有する処理システム1は、各プローブ33を研磨する針研処理の研磨内容について、ユーザにより任意に設定可能としている。次に図2を参照して、検査装置10を有する処理システム1について説明すると共に、この処理システム1における針研処理の設定について詳述していく。
The
一実施形態に係る処理システム1は、1以上の検査装置10を有する複数の工場2と、各工場2に接続されるインターネット等の外部ネットワーク3と、外部ネットワーク3を介して接続されるサーバ装置4と、を有する。
A
工場2は、上記したように、ウエハWを製造する製造場所等であり、検査装置10を設置することで、製造したウエハWを直ちに検査可能としている。サーバ装置4は、複数の工場2におけるウエハWの製造状況、設置した機器の状態等を統括的に管理するコンピュータである。サーバ装置4は、ユーザが保有するコンピュータを適用できる。あるいは、サーバ装置4は、検査装置10の提供者側のコンピュータであってもよい。なお、処理システム1は、1つの工場2のみでもよいことは勿論であり、また外部ネットワーク3およびサーバ装置4を使用しないシステム構成でもよい。
As described above, the
工場2内には、複数の検査装置10の他に、複数の検査装置10の各々に接続されるLAN等の内部ネットワーク60と、この内部ネットワーク60を介して各検査装置10に接続される管理コンピュータ70と、が設けられる。また、処理システム1は、工場2内に設置された各種の装置の機能を設定するために、設定用コンピュータ80を備える。本実施形態では、上記したように設定用コンピュータ80により検査装置10の針研処理の研磨内容を設定し、その情報を制御装置90に送信する。
In the
なお、針研処理の研磨内容の設定は、検査装置10に通信可能に接続される管理コンピュータ70を用いてもよい。あるいは、処理システム1は、工場2に通信可能に接続されるサーバ装置4において研磨内容を設定し、検査装置10の制御装置90までその研磨内容を送信する構成でもよい。また、検査装置10の制御装置90自体において、研磨内容を設定することもできる。換言すれば、検査装置10の研磨内容を設定する情報処理装置は、サーバ装置4、管理コンピュータ70、設定用コンピュータ80および制御装置90のうち、いずれを用いてもよい。
Note that the setting of the polishing contents of the needle polishing process may be performed using the
図1および図3に示すように、本実施形態に係る設定用コンピュータ80は、通信線61により検査装置10の制御装置90に離脱自在に接続され、制御装置90との間で情報通信を行う。設定用コンピュータ80は、例えば、台車62等に搭載されて、工場2内を自在に移動することが可能となっている。これにより、工場2内に複数の検査装置10A、10B、…、10Nが設置された場合でも、ユーザは、1つの設定用コンピュータ80を用いて、個々の検査装置10毎の設定を行うことができる。なお、設定用コンピュータ80は、通信線61に代えて無線LAN等の通信手段によって、制御装置90と通信可能に接続されてもよい。
As shown in FIGS. 1 and 3, the setting
制御装置90の制御本体91は、1以上のプロセッサ96、メモリ97、入出力インタフェース98、通信インタフェース99、および図示しない電子回路を有する。プロセッサ96は、CPU(Central Processing Unit)、GPU(Graphics Processing Unit)、ASIC(Application Specific Integrated Circuit)、FPGA(Field-Programmable Gate Array)、複数のディスクリート半導体からなる回路等のうち1つまたは複数を組み合わせたものである。メモリ97は、揮発性メモリ、不揮発性メモリ(例えば、コンパクトディスク、DVD(Digital Versatile Disc)、ハードディスク、フラッシュメモリ等)を適宜組み合わせたものである。プロセッサ96は、メモリ97に記憶されたプログラム97pを読み出して実行することで、検査装置10の動作を制御する。
A control
一方、制御装置90の表示入力装置92は、検査装置10の稼働状況を可視化して表示すると共に、ユーザにより入力操作を行うことが可能なタッチパネル93を適用し得る。あるいは、表示入力装置92は、タッチパネル93に限定されず、モニタ、キーボードおよびマウス等を適用してもよい。
On the other hand, the display/
設定用コンピュータ80も、制御装置90と同様の構成をとり得る。すなわち、設定用コンピュータ80は、制御本体81と、制御本体81に接続される表示入力装置82と、を有する汎用コンピュータを適用することができる。
The setting
設定用コンピュータ80の表示入力装置82は、モニタ83、キーボード84、マウス85等を含んで構成される。また、表示入力装置82も、タッチパネルを有するデバイスを適用することができる。設定用コンピュータ80の制御本体81は、制御本体91と同様に、1以上のプロセッサ86、メモリ87、入出力インタフェース88、通信インタフェース89および図示しない電子回路等を有する。そして、プロセッサ86は、メモリ87に記憶されたプログラム87p(アプリケーション)を読み出して実行することで、針研処理の研磨内容を設定するための機能部を内部に構築する。
The
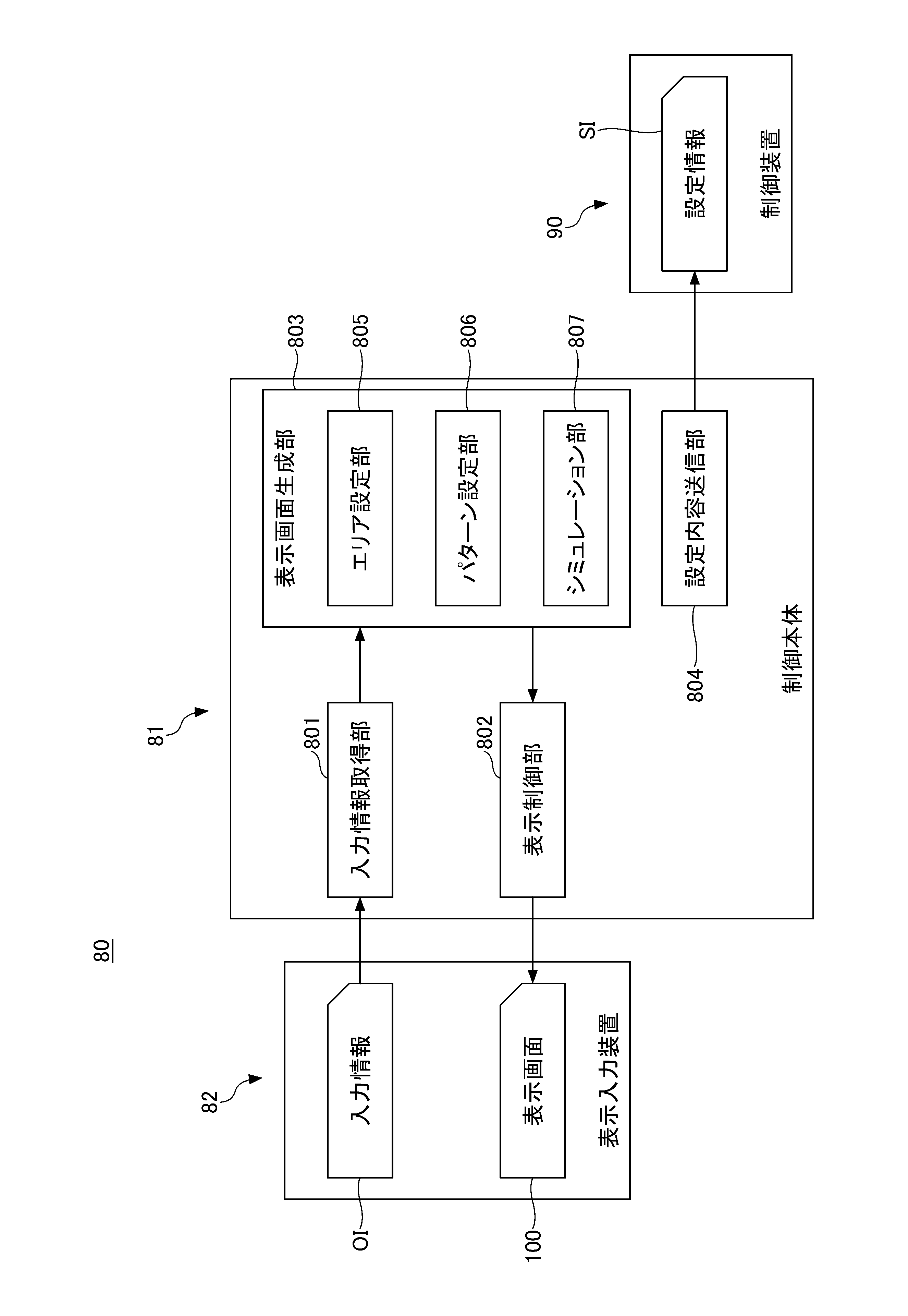
図4に示すように、制御本体81内には、入力情報取得部801、表示制御部802、表示画面生成部803および研磨内容送信部804等が形成される。入力情報取得部801は、表示入力装置82上におけるユーザの操作内容(入力情報OI)を受信して、この入力情報OIを表示画面生成部803に伝達する。一方、表示制御部802は、表示画面生成部803が生成した表示画面100の上方を表示入力装置82に送信して、表示入力装置82に表示させる。
As shown in FIG. 4, within the control
表示画面生成部803は、入力情報OIに基づき適宜の処理を行い、操作に応じた表示画面100を生成すると共に、針研処理の研磨内容に必要な入力情報OIをメモリ87に記憶する。一方、研磨内容送信部804は、ユーザによる研磨内容の設定後に、検査装置10に送信可能な設定情報SIを生成する。そして、研磨内容送信部804は、設定用コンピュータ80と検査装置10の接続を監視し、検査装置10との接続状態で、ユーザの操作に基づき設定情報SIを制御装置90に送信する。
The display
具体的には、表示画面生成部803の内部には、エリア設定部805、パターン設定部806およびシミュレーション部807が構築される。以下、各部の機能について、制御本体81が表示入力装置82のモニタ83に表示する各種の表示画面100と共に詳述していく。
Specifically, inside the display
表示画面生成部803は、研磨内容の設定を開始する際(プログラム87pの起動時)に、表示画面100として、図5に示すような研磨内容の編集を示すメイン画面110を生成する。メイン画面110は、プローブ33の研磨エリアを設定するためのエリア設定表示群111と、設定した研磨内容のシミュレーションを行うためのシミュレーション表示群141と、シミュレーションの結果を示すシミュレーション表示画面140と、を含む。
The display
本実施形態に係るメイン画面110は、シミュレーションの結果をユーザに視認し易くするために、メイン画面110の左側から中央部分を含む約70%の領域にシミュレーション表示画面140を設けている。そして、メイン画面110は、シミュレーション表示画面140の右方かつ上側にエリア設定表示群111を配置し、シミュレーション表示画面140の右方かつ下側にシミュレーション表示群141を配置している。
In the
エリア設定表示群111は、ユーザが所定の操作を行うための複数のボタン画像を有する。複数のボタン画像は、例えば、研磨メディア選択ボタン112、入力ボタン113、詳細設定ボタン114、データボタン115があげられる。研磨メディア選択ボタン112は、プローブ33を研磨する研磨部材PMをユーザが設定するボタンである。入力ボタン113は、研磨部材PMの研磨エリアを、ユーザがさらに詳細に設定するボタンである。詳細設定ボタン114は、当該研磨を編集するアプリケーションについて各種の設定変更を行うボタンである。データボタン115は、過去に設定した研磨内容の履歴を表示して、ユーザが選択した過去の研磨内容を読み出すボタンである。
The area
表示画面生成部803は、ユーザにより研磨メディア選択ボタン112が押されたことを入力情報OIとして受信すると、エリア設定部805を動作させる。エリア設定部805は、複数種類の研磨部材PMを表示して、研磨部材PMをユーザに選択させる。
When the display
研磨メディア選択ボタン112は、例えば、図6(A)に示すように、プルダウン式の複数の選択肢200を有するプルダウン画面112Aを表示することができる。あるいは、研磨メディア選択ボタン112は、ユーザの押下に、複数種類の研磨部材PMを示す別画像をポップアップ表示する構成でもよい。プルダウン画面112Aは、ステージ40の載置面45sに配置可能であり、販売および使用されている複数種類の研磨部材PMを選択肢200として一覧表示する。
The polishing
例えば、複数種類の研磨部材PMとしては、正方形の研磨シート、横長の研磨シート、大型の研磨シート、研磨用ウエハ等があげられる。横長の研磨シートは、長方形に形成され、長辺が正方形の研磨シートの一辺よりも長いシートである。大型の研磨シートは、正方形の研磨シートよりも大きな方形状のシートである。研磨用ウエハは、ウエハ状に形成されたまたはダミーウエハに設けられた砥石を適用したものである。なお、検査装置10は、ステージ40に研磨部材PMを配置する他に、ステージ40とは別装置の研磨用の砥石を有するプローバ(不図示)を備え、このプローバをステージ40と同様に動作させ各プローブ33を研磨する構成でもよい。この場合、エリア設定部805は、研磨部材PMとして、プローバに設置された砥石を選択可能とすればよい。
For example, the plurality of types of polishing members PM include a square polishing sheet, a horizontally long polishing sheet, a large polishing sheet, a polishing wafer, and the like. The horizontally elongated polishing sheet is a sheet that is formed into a rectangle and has a long side longer than one side of the square polishing sheet. A large abrasive sheet is a rectangular sheet that is larger than a square abrasive sheet. The polishing wafer is a grindstone formed into a wafer shape or provided on a dummy wafer. In addition to arranging the polishing member PM on the
エリア設定部805は、ユーザによる研磨部材PMの選択に伴い、研磨部材PMの情報と共に予め記憶されている研磨部材PMのサイズを自動的にセットする。ただし、研磨部材PMのサイズは、載置面45sに研磨部材PMを配置する際にユーザによって任意に変えることができる。このため、エリア設定部805は、研磨部材PMのサイズをユーザに入力させる構成としてもよい。例えば、図6(B)に示すように、エリア設定部805は、研磨部材PMのサイズをユーザが数値で入力可能なサイズ入力画面112B(エリア設定画面)を表示してもよい。サイズ入力画面112Bは、研磨部材PMの水平方向の平面形状であるX軸の寸法およびY軸の寸法を入力可能な複数の入力欄201を有している。
The
また図6(C)に示すように、エリア設定部805は、ユーザのマウス85のドラッグアンドドロップ操作によって、研磨部材PMのサイズを入力可能なサイズ入力画面112C(エリア設定画面)を表示してもよい。例えば、サイズ入力画面112Cは、ドラッグアンドドロップ操作を行うための操作画面202と、操作画面202の横方向に研磨部材PMのX軸の寸法およびY軸の寸法を入力可能な入力欄201を有している。入力欄201は、ユーザの手動による入力の他に、ドラッグアンドドロップ操作に伴うX軸の寸法およびY軸の寸法を自動的に表示する構成であるとよい。
Further, as shown in FIG. 6(C), the
操作画面202は、ユーザがマウス85の操作に連動するポインタ203を適宜の位置に配置してドラッグアンドドロップ操作を行うことで、方形状の研磨部材PMを表示させる。なお、本明細書におけるドラッグアンドドロップ操作は、マウス85によるクリックの継続および移動と、当該クリックの解除とを行う操作に限定されない。例えば、表示入力装置82としてタッチパネルを用いる場合には、パネルのタッチした後、パネル上をスライドさせてタッチを解除する操作でもよい。この際、ドラッグポイントとドロップポイントは、機械的なボタンを利用してもよい。要するに、ドラッグアンドドロップ操作は、情報処理装置の入力において、表示画面上の範囲をユーザの任意に指定することができる種々のユーザ操作を採用し得る。
On the
研磨部材PM(研磨エリア)のサイズを設定する際に、エリア設定部805は、研磨部材PMの外縁MOを設定させる他に、研磨部材PMにおける実際の研磨の有効範囲MMを外縁MOの内側に設定させてもよい。なお、エリア設定部805は、研磨部材PMの外縁MOと有効範囲MMとを、1回のドラッグアンドドロップ操作により設定してもよく、別々のドラッグアンドドロップ操作によって設定してもよい。また、操作画面202に形成される研磨部材PMの形状は、方形状に限定されず、適宜の選択操作を行うことにより、円形状や他の多角形状等に変更できることが好ましい。
When setting the size of the polishing member PM (polishing area), the
さらに、エリア設定部805は、例えば、研磨部材PMである研磨シートを載置面45sに貼り付ける場に、その枚数や導通エリア等を設定する構成としてもよい。針研処理では、複数の研磨部材PMを用いることで、例えば、プローブ33を先に粗く研磨し、次にプローブ33を精細に研磨する等の用途を変えた研磨を実施することが可能となる。
Further, the
研磨部材PMの数を設定するために、エリア設定部805は、図7(A)に示すように、プルダウン式の複数の選択肢210を有する設置数選択ボタン112Dを表示するとよい。同様に、図7(B)に示すように、エリア設定部805は、導通エリアの数(ゼロの場合は無し)を設定するためにプルダウン式の複数の選択肢211を有する導通エリア選択ボタン112Eを表示するとよい。例えば、設置数選択ボタン112D、導通エリア選択ボタン112Eは、メイン画面110や後記の設定入力画面120に設置さればよい。あるいは、エリア設定部805は、プルダウン式に限定されず、研磨部材PMの枚数や導通エリアの数をユーザが手動で入力する図示しない入力欄を表示する構成でもよい。
In order to set the number of polishing members PM, the
また例えば、図7(C)に示すように、エリア設定部805は、ユーザのマウス85のドラッグアンドドロップ操作によって、複数の研磨部材PMおよび/または導通エリアを入力可能な複数エリア入力画面112F(エリア設定画面)を表示してもよい。一例として、複数エリア入力画面112Fは、載置面45sに設定される全体の研磨エリアのサイズを示す研磨設定枠212を表示する。この研磨設定枠212において、ユーザは、マウス85の操作に連動するポインタ213のドラッグアンドドロップ操作を行うことで、研磨部材PMの枚数および形状、導通エリア等に応じて、分割した複数の分割エリアのレイアウトを作成する。図7(C)では、複数エリア入力画面112Fにおいて、3つの分割エリア(エリアA、エリアB、エリアC)と1つの導通エリアを形成した例を示している。
For example, as shown in FIG. 7C, the
あるいは、エリア設定部805は、図8(A)に示すように、複数の分割エリア(エリアA、B、…、N)について、そのX軸の寸法およびY軸の寸法を入力可能な表220を有する複数エリア入力画面112G(エリア設定画面)を表示する構成でもよい。複数エリア入力画面112Gの表220は、複数の分割エリアにおけるX軸およびY軸毎に、ユーザが手動で数値を入力する入力欄221を有する。そして、ユーザにより入力欄221に数値が入力されると、その入力された寸法に応じた分割エリアを表示する。これにより、ユーザは、載置面45sに配置した研磨部材PMと同じ位置に、研磨部材PMをスムーズに配置することが可能となる。
Alternatively, as shown in FIG. 8A, the
また、複数の分割エリアを設定する場合も、エリア設定部805は、図8(B)および図8(C)に示すように、それぞれの分割エリアについて外縁MOと有効範囲MMとを設定してよい。例えば、エリア設定部805は、複数エリア入力画面112H(エリア設定画面)を表示して、まず複数の分割エリアの外郭222(研磨部材PMの外縁MO1、MO2)を、ドラッグアンドドロップ操作により作成させる。さらに、エリア設定部805は、複数の分割エリアの外郭222の設定後に、各分割エリアの内側でドラッグアンドドロップ操作を行うことで、有効範囲MM1、MM2を作成させる。つまり、各分割エリアは、有効範囲MM1、MM2と、当該有効範囲MM1、MM2の外側に各プローブ33の研磨に用いない余白領域と、を有するようになる。このように、エリア設定部805は、複数の分割エリアを設定する場合でも、有効範囲MM1、MM2を簡単に設定できる。
Also, when setting multiple divided areas, the
図5に戻り、メイン画面110のエリア設定表示群111の入力ボタン113は、上記の研磨部材PMのサイズや数等の設定と、針研処理時のステージ40の動作パターンとを設定させるためのボタン画像である。例えば、図9に示すように、表示画面100は、入力ボタン113がユーザにより押されることで、別の画面情報(ウインドウ)である設定入力画面120をポップアップ表示する。そして、表示画面100は、設定入力画面120を通して、針研処理の研磨内容に関わる種々の情報をユーザに入力させる。
Returning to FIG. 5, the
また、設定入力画面120は、針研処理の動作パターンを設定するためのパターン設定項目群124を有している。例えば、パターン設定項目群124は、設定ボタン127を備え、ユーザによりこの設定ボタン127が押されると、別の画面情報であるパターン設定画面130をポップアップ表示させる。パターン設定画面130は、動作パターンに関する種々の情報をユーザに設定させる。
Further, the setting
図10に示すように、設定入力画面120は、研磨部材PMのサイズ等の複数種類の設定項目121と、各設定項目121の横方向に配置されてユーザが入力するための複数の入力欄125と、を有する。複数種類の設定項目121は、研磨部材PMの設定項目群122、プローブカード32の設定項目群123、上記のパターン設定項目群124に分けられている。
As shown in FIG. 10, the setting
研磨部材PMの設定項目群122としては、例えば、メディアサイズ(研磨部材PMのサイズ)、インデックスサイズ、Z軸方向の位置、有効範囲等があげられる。メディアサイズは、基本的には、上記した研磨メディア選択ボタン112(図5参照)の押下によって自動で設定できるが、この設定入力画面120でもユーザが入力できるようにしたものである。したがって、設定入力画面120は、研磨エリアを設定するエリア設定画面の1つでもある。なお、図10中では、数値を入力可能な入力欄125としているが、入力欄125に等に変えて上記した図6(A)~図9(C)の各画面を選択的または適宜の順で表示してもよい。
Examples of the
研磨部材PMの設定項目群122のインデックスサイズは、載置面45sに配置した研磨部材PM上の目標位置(研磨に使用していない新しい面)と、プローブ33とのずれ量(インデックス量)を示す数値である。研磨部材PMは、ユーザによりステージ40の載置面45sに任意に配置されるものである。このため図11(A)に示すように、インデックス量を設定しない場合は、研磨部材PM上の目標位置と、プローブカード32の各プローブ33とが相互にずれた状態で針研処理を行うことになる。インデックスサイズの設定項目121は、載置面45sに研磨部材PMをセットしたユーザにインデックス量を入力させる。これにより、検査装置10は、インデックス量に基づき研磨部材PMを移動させて、当該研磨部材PMの新しい面にプローブ33を接触させて研磨を行うことができる。
The index size of the
具体的には、設定情報SIに基づき針研処理の研磨内容をセットした検査装置10は、設定されたインデックス量に基づきステージ40の移動位置を制御し、プローブカード32の各プローブ33に対する研磨部材PMの相対位置を調整する。例えば図11(B)に示すように、検査装置10は、インデックス量D(X軸のインデックスおよびY軸のインデックスを合成したベクトル)に基づいて、研磨部材PMの中心と、プローブカード32の各プローブ33の中心とを相互に一致させることができる。
Specifically, the
図10に戻り、研磨部材PMの設定項目群122におけるZ軸方向の位置は、針研処理時における各プローブ33と研磨部材PMとのZ軸方向の接触状態を設定する項目である。針研処理時に、検査装置10は、各プローブ33と研磨部材PMの表面とがちょうど接触するようにステージ40を上昇させる。エリア設定部805は、Z軸方向の研磨部材PMの位置(オーバドライブ)を変更可能とすることで、針研処理時における研磨部材PMと各プローブ33との接触圧や各プローブ33の曲がり具合等をユーザに調整させることができる。
Returning to FIG. 10, the position in the Z-axis direction in the
また、図10の研磨部材PMの設定項目群122における有効範囲の入力欄125は、上記した有効範囲MMの設定(図6(C)、図8(C)参照)と同様に、この設定入力画面120でもユーザが入力できるようにしたものである。
In addition, the effective
一方、プローブカード32の設定項目群123としては、ダイサイズ、ダイの番号等の設定項目があげられる。ダイサイズは、各プローブ33がウエハWの各半導体デバイス(DUT)に接触するために設定された各半導体デバイス同士の間隔である。ダイの番号は、各プローブ33が接触可能な各半導体デバイスの数である。なお、ダイサイズ、ダイの番号の設定は、プローブカードの識別番号を入力することで、設定用コンピュータ80が自動的にセットする構成としてもよい。
On the other hand, the setting
そして、パターン設定項目群124は、ユーザの操作に基づきパターン設定部806を動作して、研磨部材PMを有するステージ40の針研処理時の動作パターンを設定する。設定入力画面120のパターン設定項目群124としては、動作パターンを選択するプルダウン式のパターン選択ボタン126、および上記のパターン設定画面130を表示させる設定ボタン127等があげられる。次に、針研処理時の動作パターンの設定について詳述していく。
Then, the pattern setting
図12(A)に示すように、パターン設定項目群124のパターン選択ボタン126は、針研処理時において、研磨部材PMが配置されているステージ40の動作パターンをユーザに選択させる。パターン選択ボタン126の選択肢としては、上下選択肢230、左右選択肢231、傾斜選択肢232、六角形選択肢233および方形選択肢234があげられる。上下選択肢230は、研磨部材PMを上下方向(X軸方向)に往復移動させる上下動作パターン(第1方向パターン)を設定する。左右選択肢231は、研磨部材PMを左右方向(Y軸方向)に往復移動させる左右動作パターン(第2方向パターン)を設定する。傾斜選択肢232は、研磨部材PMをX軸およびY軸に対して傾斜する方向に往復移動させる傾斜動作パターン(傾斜方向パターン)を設定する。六角形選択肢233は、六角形を描くように研磨部材PMを周回移動させる六角形動作パターン(周回方向パターン)を設定する。方形選択肢234は、四角形を描くように研磨部材PMを周回移動させる四角形動作パターン(周回方向パターン)を設定する。
As shown in FIG. 12A, the
図12(B)に示すように、パターン設定画面130は、研磨部材PMの動作パターンの複数種類のパラメータ131と、各パラメータ131の下方向に配置されてユーザが入力するための複数の入力欄132と、を有する。複数種類のパラメータ131としては、例えば、速度、X軸サイズ、Y軸サイズ、ラインサイズ、角度等があげられる。
As shown in FIG. 12(B), the
速度の入力欄132は、パターン選択ボタン126で選択された動作パターンの移動速度を設定する欄である。X軸サイズの入力欄132は、パターン選択ボタン126で選択された動作パターンのうち、X軸方向に移動する動作量を設定する欄である。同様に、Y軸サイズの入力欄132は、パターン選択ボタン126で選択された動作パターンのうち、Y軸方向に移動する動作量を設定する欄である。ラインサイズは、パターン選択ボタン126で選択された動作パターンの軌跡の長さ(動作量全体の長さ)を設定する欄である。角度は、パターン選択ボタン126で設定された動作パターンのうちX軸またはY軸に対して傾斜する角度を設定する欄である。このように、パターン設定部806は、動作パターンの複数種類のパラメータについて、ユーザにより設定可能とすることで、針研処理時に、各プローブ33と接触した研磨部材PMを、所望の動作パターンに沿って研磨することができる。
The
なお、研磨部材PMの動作パターンの設定は、パターン選択ボタン126やパターン設定画面130を介した設定に限定されず、種々の設定方法をとり得る。例えば、パターン設定部806は、図13(A)および図13(B)に示すように、フリーパターン設定画面130Aを表示し、このフリーパターン設定画面130Aにおいてユーザが手動で動作パターンを描く構成としてもよい。これにより針研処理において、検査装置10は、ユーザが描いた動作パターンに沿って研磨部材PMを動作させることができる。
Note that the setting of the operation pattern of the polishing member PM is not limited to setting via the
具体的には、フリーパターン設定画面130Aは、方眼状のグリッドを有する手書き部133をフリーパターン設定画面130Aの略全体に表示する。フリーパターン設定画面130A上において、例えば、ユーザは、任意のグリッドにポインタ134を合わせてドラッグアンドドロップ操作を行うことで、研磨部材PMの動作パターンを作成する。なお、手書き部133は、グリッドにとらわれずに、自由な線をユーザに描かせてもよい。
Specifically, the free
一例として、ユーザは、研磨の開始位置にポインタ134を配置して、マウス85をクリックしたままポインタ134を所定方向(図8(B)では上方向)に移動させ、所望の位置でドロップさせる。これにより、研磨部材PMが上方向に向かう軌跡135を設定することができる。また、パターン設定部806は、動作パターンにおいて研磨部材PMと各プローブ33とが非接触(離れた状態)となって、移動する非接触動作を設定することができる。例えば、動作パターンの軌跡を描いてドロップした後に、ポインタ134を所望の位置に移動してマウス85のドラッグアンドドロップ操作を再度行う。これにより、ドロップから再びドラッグするまでの区間を、各プローブ33から研磨部材PMが離れた非接触動作の軌跡136として設定するができる。さらに、ユーザは、再度のドラッグアンドドロップ操作によって、動作パターンの軌跡137を描くことができる。
As an example, the user places the
以上のように、手書き部133を用いて研磨部材PMの動作パターンを自由に設計することで、この研磨内容を設定した制御装置90は、針研処理時に、ユーザの動作パターンに沿って研磨部材PMを動作させることができる。これにより、ユーザが所望するように各プローブ33の研磨を行うことができる。
As described above, by freely designing the operation pattern of the polishing member PM using the
針研処理の研磨内容は、エリアおよび動作パターンを設定することによって終了する。設定用コンピュータ80は、検査装置10に研磨内容の設定情報SIを送る前に、設定した研磨内容についてシミュレーションを可能としている。図4に示すシミュレーション部807は、ユーザによるシミュレーションを実行する操作に基づき、設定された研磨内容に基づく研磨のシミュレーションを行う。具体的には、ユーザは、図5に示すメイン画面110のシミュレーション表示群141を操作する。
The polishing content of the needle polishing process is completed by setting the area and operation pattern. The setting
シミュレーション表示群141は、シミュレーションを開始する開始ボタン142と、シミュレーションの実行状況を示す実効状況グラフ143と、リセットボタン144と、停止および再生ボタン145と、を含む。ユーザが開始ボタン142を押すことで、シミュレーション部807は、設定された研磨内容に沿ったシミュレーションを開始する。
The
図14(A)に示すように、シミュレーション部807によるシミュレーションでは、各プローブ33が検査を行うウエハWの半導体デバイスの単位で複数の枠241を形成して、設定した動作パターンに沿ってこの複数の枠241を移動させる。また、針研処理では、設定した動作パターンに沿って研磨を行いつつ、各プローブ33が接触する研磨部材PMの位置を変えていく動作を行う。このため、シミュレーション部807は、研磨内容に応じた動作パターンと、研磨部材PMの位置の移動とに応じて、研磨部材PMと相対的に移動することになる複数の枠241の移動領域を算出する。
As shown in FIG. 14A, in the simulation by the
そして、シミュレーション部807は、算出した移動領域の軌跡を、シミュレーション表示画面140にリアルタイムに表示していく。これにより図14(B)に示すように、シミュレーション部807は、研磨部材PMにおける実際に使用する使用範囲242である複数の枠241の移動領域を、ユーザに良好に視認させることができる。
Then, the
より具体的には、図15に示すように、シミュレーション表示画面140は、シミュレーションにおいて、予め研磨部材PMを示す研磨エリア枠243を表示すると共に、各プローブ33のダイ(ウエハWの半導体デバイス)の単位に応じた複数のグリッド244を形成する。研磨エリア枠243の内部は、複数のグリッド244によって複数の方眼領域245がマトリックス状に並んだ表示形態となっている。シミュレーション部807は、研磨内容に応じた動作パターンと、研磨部材PMの位置の移動とに基づく複数の枠241(図14(A)参照)の移動領域について、シミュレーションで算出した軌跡に応じて方眼領域245を塗りつぶしていく。これにより、シミュレーション表示画面140は、研磨部材PMにおいて実際に使用する範囲をリアルタイムに表示していくことができる。
More specifically, as shown in FIG. 15, the
例えば、シミュレーションを開始した直後は、研磨部材PMが各プローブ33を最初に研磨する部分として、少ない数の方眼領域245を塗りつぶすことになる。また、シミュレーション時に、実効状況グラフ143は、シミュレーションの進捗状況を横方向に延びるバーによって表示しており、シミュレーションを開始した直後はこのバーが短い状態となっている。
For example, immediately after starting the simulation, the polishing member PM first polishes each
シミュレーションが進行すると、図16に示すように、研磨部材PMの移動に伴って各プローブ33が研磨部材PM全体に接触するようになる。このため、多くの方眼領域245が塗りつぶされる。シミュレーションが終了すると、シミュレーション表示画面140は、複数の方眼領域245が塗りつぶされた範囲によって、研磨部材PMが研磨に使用した使用範囲242(各プローブ33が接触した範囲)を示すことができる。なお上記したように、ステージ40に配置された研磨部材PMは、設定された動作パターンに基づき往復移動を繰り返しながら、研磨部材PMの位置を変えていく。このため、シミュレーション表示画面140は、研磨部材PMに対する接触頻度に応じて、各方眼領域245の塗りつぶし状態を変えてもよい。例えば、接触頻度が少ない場合には、塗りつぶしの色を薄く表示する一方で、接触頻度が多くなるにつれて、塗りつぶしの色を濃く表示することがあげられる。
As the simulation progresses, as shown in FIG. 16, each
以上のように、シミュレーション部807は、シミュレーションにおいて、ウエハWの半導体デバイス単位で、研磨部材PMと相対的に移動する複数の枠241を形成している(図17(A)参照)。しかしながら、各枠241は、実際に研磨を行う各プローブ33に対して大きなサイズであり、各枠241の移動をシミュレーションした場合に、各プローブ33を研磨する軌跡よりも大きな領域で軌跡を描くことになる。
As described above, in the simulation, the
そこで、シミュレーション部807は、図17(B)に示すように、ウエハWの半導体デバイス単位の枠241ではなく、各プローブ33に応じた軌跡を算出してもよい。例えば、シミュレーション表示画面140Aには、枠241の代わりに、各プローブ33に対応する複数のプロット250が配置される。シミュレーション部807は、シミュレーションにおいて各プロット250の軌跡を算出する。これにより、複数の枠241を配置してシミュレーションを行った場合と、複数のプロット250を配置してシミュレーションを行った場合とでは、研磨部材PMの使用範囲が異なることになる。
Therefore, the
すなわち、図17(A)に示すように複数の枠241を用いた場合は、研磨部材PMの外縁まで枠241を移動したとしても、実際のプローブ33は、研磨部材PMの外縁よりも内側に位置する場合がある。これに対して、図17(B)に示すように、複数のプロット250を用いた場合は、研磨部材PMの外縁付近まで複数のプロット250を移動させて、この位置からシミュレーションを行うことができる。これにより、設定用コンピュータ80は、研磨部材PMの外縁付近まで研磨に使用する設定情報SIを生成することができ、この設定情報SIを用いることで、研磨部材PMを効率的に使用することが可能となる。
That is, when a plurality of
また、シミュレーション部807は、シミュレーションに伴って算出された研磨部材PMの使用状態に基づき、ユーザにより設定された研磨内容について異常の有無を判定する構成としてもよい。例えば、シミュレーションにおいて、研磨に使用する使用範囲242が、設定された研磨エリアを超えた場合には、研磨内容の異常を判定することがあげられる。あるいは、シミュレーション部807は、研磨部材PMの一部の領域に使用範囲242が集中し過ぎる場合に、研磨内容の異常を判定してもよい。使用範囲242が集中し過ぎた場合、研磨部材PMとしての寿命が短くなるからである。
Furthermore, the
また、ユーザは、シミュレーションの実施時にシミュレーション表示画面140を見ながら、停止および再生ボタン145を操作して適宜のタイミングでシミュレーションを停止してもよく、停止後にシミュレーションを再開してもよい。また例えば、シミュレーションの実施時にユーザ自身が異常を判断した場合に、リセットボタン144を操作することで、シミュレーションを中止してもよい。
Further, the user may operate the stop/
そして、ユーザは、シミュレーションの結果または過程に基づき、エリア設定表示群111を操作して、研磨エリアの再設定または動作パターンの再設定を行うことができる。再設定した研磨内容でシミュレーションを再び行うことで、よりユーザが所望する研磨内容に調整していくことが可能となる。すなわち、設定用コンピュータ80では、研磨エリアの設定、動作パターンの設定およびシミュレーションについて何度も繰り返してよい。このように、設定用コンピュータ80は、検査装置10と別の外部装置として、針研処理の研磨内容をユーザ固有の設定とし、この研磨内容(レシピ)を検査装置10にセットすることができる。
The user can then operate the area
なお、設定用コンピュータ80は、過去に作成した研磨内容のデータを読み込んで(インポートして)、過去の研磨内容を利用して編集を実施させることもできる。例えば、図5に示すメイン画面110のデータボタン115を押すことで、過去の研磨内容のデータを記憶しているフォルダにアクセスする画面(不図示)を表示し、過去の研磨内容をユーザに選択させることができる。あるいは、表示画面生成部803は、データボタン115の操作に基づき、複数の過去の研磨内容の簡易版を一覧表示して、ユーザに研磨内容を選択させてもよい。
Note that the setting
また、上記の実施形態では、テスタ30とステージ40をそれぞれ1つ備えた検査装置10について説明した。しかしながら、針研処理を行うことが可能な装置であれば、その構成については特に限定されず、例えば、複数のテスタ30を有する検査装置(不図示)であってもよい。この場合でも、設定用コンピュータ80において設定された研磨内容を検査装置に送信することで、検査装置は、各テスタ30に装着されたプローブカード32の各プローブ33に対して研磨内容に沿った針研処理を行うことができる。あるいは、処理システム1は、各プローブ33の針研処理のみを行う専用装置を備え、設定用コンピュータ80は、この専用装置に対して研磨内容を設定する構成でもよい。
Furthermore, in the embodiments described above, the
以上の実施形態で説明した本開示の技術的思想および効果について以下に記載する。 The technical idea and effects of the present disclosure explained in the above embodiments will be described below.
[1]:被検査体に接触するプローブ33の研磨内容を設定する情報処理装置(設定用コンピュータ80)であって、プローブ33を研磨する研磨部材PMにおける研磨エリアを設定するエリア設定部805と、プローブ33の研磨時における動作パターンを設定するパターン設定部806と、設定された研磨エリア、および設定された動作パターンに基づき、研磨部材PMとプローブ33との相対的な軌跡を算出するシミュレーション部807と、を有する。
[1]: An information processing device (setting computer 80) that sets the polishing content of the
上記によれば、情報処理装置(設定用コンピュータ80)は、プローブ33を研磨する針研処理において、研磨内容を簡単かつ詳細に設定することができる。特に、制御装置90の外部に用意された情報処理装置が、針研処理の研磨内容を設定することによって、装置毎の設定方法に制約や装置毎に開発を行うことによる工数の増加を抑制して、自由度の高い設計が可能となる。すなわち、情報処理装置は、プローブの研磨内容の設定を共通化することができ、工数の短縮化を図ることが可能となる。
According to the above, the information processing device (setting computer 80) can easily and precisely set the polishing contents in the needle polishing process for polishing the
[2]:[1]を前提とする情報処理装置(設定用コンピュータ80)は、研磨部材PMを3次元方向に移動させるステージ40と、ステージ40の動作を制御する制御装置と、を有し、プローブ33を実際に研磨する検査装置10に接続され、エリア設定部405およびパターン設定部406で設定した設定情報SIを検査装置10に送信する。これにより、情報処理装置は、複数の検査装置10毎に針研処理の研磨内容を設定した後、この研磨内容の設定情報を検査装置10に送信することで、検査装置10は、プローブを研磨する針研処理をスムーズに実施することができる。
[2]: The information processing device (setting computer 80) based on [1] includes a
[3]:[1]または[2]を前提とする情報処理装置(設定用コンピュータ80)において、エリア設定部805は、研磨エリアについて分割した複数の分割エリアを設定可能である。これにより、複数種類の研磨部材PMを用いてプローブを研磨する場合でも、複数の研磨部材PMのエリアを詳細に設定することが可能となる。
[3]: In the information processing device (setting computer 80) based on [1] or [2], the
[4]:[1]~[3]のいずれか1つを前提とする情報処理装置(設定用コンピュータ80)において、エリア設定部805は、研磨部材PMにおけるプローブ33の研磨に有効な有効範囲を研磨エリアの内側に設定可能である。これにより、研磨部材PMの有効範囲を適切に設定することが可能となり、針研処理において研磨部材PM全体を効果的に使用することができる。
[4]: In the information processing device (setting computer 80) that assumes any one of [1] to [3], the
[5]:[1]~[4]のいずれか1つを前提とする情報処理装置(設定用コンピュータ80)において、エリア設定部805は、情報処理装置に接続された表示入力装置82のドラッグアンドドロップ操作により研磨エリアを設定可能である。これにより、情報処理装置は、研磨エリアを簡単に設定することができる。
[5]: In an information processing device (configuration computer 80) that assumes any one of [1] to [4], the
[6]:[1]~[5]のいずれか1つを前提とする情報処理装置(設定用コンピュータ80)において、パターン設定部806は、複数種類の動作パターンをユーザに選択させる。これにより、情報処理装置は、研磨処理の動作パターンを容易に設定することができる。
[6]: In the information processing device (setting computer 80) that assumes any one of [1] to [5], the
[7]:[6]を前提とする情報処理装置(設定用コンピュータ80)において、複数種類の動作パターンは、研磨部材PMを第1方向に往復移動させる第1方向パターン(上下動作パターン)と、研磨部材PMを第1方向と直交する第2方向に往復移動させる第2方向パターン(左右動作パターン)と、研磨部材PMを第1方向および第2方向に対して傾斜する方向に往復移動させる傾斜方向パターンと、研磨部材PMを多角形状に沿って周回移動させる周回方向パターン(六角形動作パターン、方形動作パターン)と、を含む。これにより、情報処理装置は、針研処理において種々の動作パターンを選択的に行うことができる。 [7]: In the information processing device (setting computer 80) based on [6], the plurality of types of operation patterns include a first direction pattern (vertical operation pattern) in which the polishing member PM is reciprocated in the first direction; , a second direction pattern (left-right movement pattern) in which the polishing member PM is reciprocated in a second direction orthogonal to the first direction; and a second direction pattern in which the polishing member PM is reciprocated in a direction inclined with respect to the first direction and the second direction. The pattern includes an inclined direction pattern and a circumferential direction pattern (hexagonal motion pattern, rectangular motion pattern) in which the polishing member PM is moved circumferentially along a polygonal shape. Thereby, the information processing device can selectively perform various operation patterns in the needle sharpening process.
[8]:[1]~[7]のいずれか1つを前提とする情報処理装置(設定用コンピュータ80)において、パターン設定部806は、情報処理装置に接続された表示入力装置82のドラッグアンドドロップ操作により動作パターンを設定可能である。これにより、情報処理装置は、ユーザが所望する動作パターンを容易に設定することができる。
[8]: In an information processing device (configuration computer 80) that assumes any one of [1] to [7], the
[9]:[1]~[8]のいずれか1つを前提とする情報処理装置(設定用コンピュータ80)において、シミュレーション部807は、被検査体に応じた複数の枠241を形成し、研磨部材PMの動作に伴って相対的に移動する複数の枠241の軌跡を算出し、算出した複数の枠241の軌跡を情報処理装置に接続された表示入力装置82に表示する。これにより、シミュレーションの結果を視認したユーザは、研磨部材PMにおいて実際に研磨を行う箇所を容易に把握することができる。
[9]: In the information processing device (setting computer 80) that assumes any one of [1] to [8], the
[10]:[1]~[8]のいずれか1つを前提とする情報処理装置(設定用コンピュータ80)において、シミュレーション部807は、複数のプローブ33に応じた複数のプロット250を形成し、研磨部材PMの動作に伴って相対的に移動する複数のプロット250の軌跡を算出し、算出した複数のプロット250の軌跡を情報処理装置に接続された表示入力装置82に表示する。これにより、情報処理装置は、複数のプローブの研磨に対応したシミュレーションを行うことができる。また、設定において、研磨部材PMが各プローブに接触する範囲を広げることができ、研磨部材PMを有効活用することができる。
[10]: In the information processing device (setting computer 80) that assumes any one of [1] to [8], the
[11]:被検査体に接触するプローブ33の研磨内容を表示する表示画面100を有し、表示画面100に基づきユーザの操作がなされることで、研磨内容を設定させる表示入力装置82であって、表示画面100は、プローブ33を研磨する研磨部材PMにおける研磨エリアを設定させるエリア設定画面(設定入力画面120)と、プローブ33の研磨時における動作パターンを設定させるパターン設定画面130と、設定された研磨エリア、および設定された動作パターンに基づき算出された研磨部材PMとプローブ33との相対的な軌跡を表示するシミュレーション表示画面140と、を含む。
[11]: A
[12]:被検査体に接触するプローブ33の研磨内容を設定するプログラム87pであって、プローブ33を研磨する研磨部材PMにおける研磨エリアを設定するステップと、プローブ33の研磨時における動作パターンを設定するステップと、設定された研磨エリア、および設定された動作パターンに基づき、研磨部材PMとプローブ33との相対的な軌跡を算出するステップと、を情報処理装置(設定用コンピュータ80)に実行させる。
[12]: A
今回開示された実施形態に係る情報処理装置、表示入力装置およびプログラムは、すべての点において例示であって制限的なものではない。実施形態は、添付の請求の範囲およびその主旨を逸脱することなく、様々な形態で変形および改良が可能である。上記複数の実施形態に記載された事項は、矛盾しない範囲で他の構成も取り得ることができ、また、矛盾しない範囲で組み合わせることができる。 The information processing device, display input device, and program according to the embodiments disclosed herein are illustrative in all respects and are not restrictive. The embodiments can be modified and improved in various ways without departing from the scope and spirit of the appended claims. The matters described in the plurality of embodiments described above may be configured in other ways without being inconsistent, and may be combined without being inconsistent.
10 検査装置
33 プローブ
80 設定用コンピュータ
805 エリア設定部
806 パターン設定部806
807 シミュレーション部
PM 研磨部材
10
807 Simulation part PM polishing member
Claims (12)
前記プローブを研磨する研磨部材における研磨エリアを設定するエリア設定部と、
前記プローブの研磨時における動作パターンを設定するパターン設定部と、
設定された前記研磨エリア、および設定された前記動作パターンに基づき、前記研磨部材と前記プローブとの相対的な軌跡を算出するシミュレーション部と、を有する、
情報処理装置。 An information processing device that sets the polishing content of a probe that contacts an object to be inspected,
an area setting unit that sets a polishing area in a polishing member that polishes the probe;
a pattern setting unit that sets an operation pattern during polishing of the probe;
a simulation unit that calculates a relative trajectory between the polishing member and the probe based on the set polishing area and the set operation pattern;
Information processing device.
前記研磨部材を3次元方向に移動させるステージと、前記ステージの動作を制御する制御装置と、を有し、前記プローブを実際に研磨する検査装置に接続され、前記エリア設定部および前記パターン設定部で設定した設定情報を前記検査装置に送信する、
請求項1に記載の情報処理装置。 The information processing device includes:
It has a stage that moves the polishing member in a three-dimensional direction, and a control device that controls the operation of the stage, is connected to an inspection device that actually polishes the probe, and is connected to the area setting section and the pattern setting section. Sending the setting information set in to the inspection device,
The information processing device according to claim 1.
請求項1に記載の情報処理装置。 The area setting unit is capable of setting a plurality of divided areas for the polishing area.
The information processing device according to claim 1.
請求項1に記載の情報処理装置。 The area setting unit is capable of setting an effective range for polishing the probe in the polishing member inside the polishing area.
The information processing device according to claim 1.
請求項1に記載の情報処理装置。 The area setting unit is capable of setting the polishing area by a drag-and-drop operation on a display input device connected to the information processing device.
The information processing device according to claim 1.
請求項1乃至5のいずれか1項に記載の情報処理装置。 The pattern setting section allows the user to select a plurality of types of the operation patterns.
The information processing device according to any one of claims 1 to 5.
請求項6に記載の情報処理装置。 The plurality of types of operation patterns include a first direction pattern in which the polishing member is reciprocated in a first direction, a second direction pattern in which the polishing member is reciprocated in a second direction orthogonal to the first direction, and a second direction pattern in which the polishing member is reciprocated in a second direction perpendicular to the first direction. A tilting direction pattern in which the polishing member is reciprocated in a direction inclined with respect to the first direction and the second direction, and a circumferential direction pattern in which the polishing member is circularly moved along a polygonal shape.
The information processing device according to claim 6.
請求項1乃至5のいずれか1項に記載の情報処理装置。 The pattern setting unit is capable of setting the operation pattern by a drag-and-drop operation on a display input device connected to the information processing device.
The information processing device according to any one of claims 1 to 5.
請求項1乃至5のいずれか1項に記載の情報処理装置。 The simulation unit forms a plurality of frames according to the object to be inspected, calculates trajectories of the plurality of frames that move relatively with the operation of the polishing member, and calculates the calculated trajectories of the plurality of frames. displaying on a display input device connected to the information processing device;
The information processing device according to any one of claims 1 to 5.
請求項1乃至5のいずれか1項に記載の情報処理装置。 The simulation unit forms a plurality of plots corresponding to the plurality of probes, calculates trajectories of the plurality of plots that move relatively with the operation of the polishing member, and calculates the calculated trajectories of the plurality of plots. displaying on a display input device connected to the information processing device;
The information processing device according to any one of claims 1 to 5.
前記表示画面は、
前記プローブを研磨する研磨部材における研磨エリアを設定させるエリア設定画面と、
前記プローブの研磨時における動作パターンを設定させるパターン設定画面と、
設定された前記研磨エリア、および設定された前記動作パターンに基づき算出された前記研磨部材と前記プローブとの相対的な軌跡を表示するシミュレーション表示画面と、を含む、
表示入力装置。 A display input device that has a display screen that displays polishing details of a probe that contacts an object to be inspected, and allows the polishing details to be set by a user's operation based on the display screen,
The display screen is
an area setting screen for setting a polishing area in a polishing member for polishing the probe;
a pattern setting screen for setting an operation pattern when polishing the probe;
a simulation display screen that displays a relative trajectory between the polishing member and the probe calculated based on the set polishing area and the set operation pattern;
Display input device.
前記プローブを研磨する研磨部材における研磨エリアを設定するステップと、
前記プローブの研磨時における動作パターンを設定するステップと、
設定された前記研磨エリア、および設定された前記動作パターンに基づき、前記研磨部材と前記プローブとの相対的な軌跡を算出するステップと、を情報処理装置に実行させる、
プログラム。 A program for setting the polishing content of a probe that comes into contact with an object to be inspected,
setting a polishing area in a polishing member for polishing the probe;
setting an operation pattern during polishing of the probe;
causing an information processing device to execute a step of calculating a relative trajectory between the polishing member and the probe based on the set polishing area and the set operation pattern;
program.
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022091873A JP2023178889A (en) | 2022-06-06 | 2022-06-06 | Information processing device, display input device and program |
| PCT/JP2023/019133 WO2023238652A1 (en) | 2022-06-06 | 2023-05-23 | Information processing device, display input device, and program |
| CN202380042200.0A CN119301461A (en) | 2022-06-06 | 2023-05-23 | Information processing device, display input device, and program |
| KR1020247042917A KR20250016293A (en) | 2022-06-06 | 2023-05-23 | Information processing devices, display input devices and programs |
| TW112119627A TW202414129A (en) | 2022-06-06 | 2023-05-26 | Information processing device, display input device, and program |
| US18/956,642 US20250085348A1 (en) | 2022-06-06 | 2024-11-22 | Information processing device, display and input device, and program |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022091873A JP2023178889A (en) | 2022-06-06 | 2022-06-06 | Information processing device, display input device and program |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2023178889A true JP2023178889A (en) | 2023-12-18 |
Family
ID=89118292
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022091873A Pending JP2023178889A (en) | 2022-06-06 | 2022-06-06 | Information processing device, display input device and program |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20250085348A1 (en) |
| JP (1) | JP2023178889A (en) |
| KR (1) | KR20250016293A (en) |
| CN (1) | CN119301461A (en) |
| TW (1) | TW202414129A (en) |
| WO (1) | WO2023238652A1 (en) |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3144672B2 (en) * | 1997-01-22 | 2001-03-12 | 東京エレクトロン株式会社 | Probe apparatus and probe needle polishing method |
| JP4007902B2 (en) * | 2002-11-20 | 2007-11-14 | 株式会社東京精密 | Cleaning wafer management method and apparatus therefor |
| JP2005177892A (en) * | 2003-12-17 | 2005-07-07 | Seiko Epson Corp | Probe needle polishing apparatus and probe needle polishing method |
| US20080000499A1 (en) * | 2006-06-30 | 2008-01-03 | Delta Design, Inc. | System and method for cleaning a contactor device |
| JP4866176B2 (en) * | 2006-08-22 | 2012-02-01 | 株式会社日立ハイテクノロジーズ | Prober apparatus equipped with scanning electron microscope and probe cleaning method of prober apparatus |
| JP5191312B2 (en) | 2008-08-25 | 2013-05-08 | 東京エレクトロン株式会社 | Probe polishing method, probe polishing program, and probe apparatus |
| JP2019130444A (en) * | 2018-01-29 | 2019-08-08 | 株式会社ヨコオ | Cleaning device |
-
2022
- 2022-06-06 JP JP2022091873A patent/JP2023178889A/en active Pending
-
2023
- 2023-05-23 KR KR1020247042917A patent/KR20250016293A/en active Pending
- 2023-05-23 WO PCT/JP2023/019133 patent/WO2023238652A1/en not_active Ceased
- 2023-05-23 CN CN202380042200.0A patent/CN119301461A/en active Pending
- 2023-05-26 TW TW112119627A patent/TW202414129A/en unknown
-
2024
- 2024-11-22 US US18/956,642 patent/US20250085348A1/en active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| US20250085348A1 (en) | 2025-03-13 |
| KR20250016293A (en) | 2025-02-03 |
| TW202414129A (en) | 2024-04-01 |
| CN119301461A (en) | 2025-01-10 |
| WO2023238652A1 (en) | 2023-12-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI392873B (en) | A method of probing an electronic device and a program product for use in conjunction with a probing machine | |
| US6362013B1 (en) | Semiconductor inspection apparatus and method of specifying attributes of dies on wafer in semiconductor inspection apparatus | |
| WO2004010491A1 (en) | Probe device, probe card channel information creation program, and probe card channel information creation device | |
| US6782331B2 (en) | Graphical user interface for testing integrated circuits | |
| JP5613333B2 (en) | Modular prober and method of operating this prober | |
| US20080298669A1 (en) | Data processing apparatus and data processing method | |
| JP5038877B2 (en) | Applicable non-contact touchpad inspection test method | |
| JP2008277451A (en) | Electronic component mounting method and electronic component mounting apparatus | |
| CN107015137A (en) | A kind of circuit board detection device, system and method | |
| JP2023178889A (en) | Information processing device, display input device and program | |
| JP2020027487A (en) | Wiring board design support apparatus, wiring board via arrangement method, and wiring board via arrangement program | |
| US8395401B2 (en) | Method for setting contact parameter and recording medium having program for setting contact parameter recorded thereon | |
| US20090024324A1 (en) | Method and System for GRR Testing | |
| JPH0417347A (en) | Probe device | |
| JPH08321529A (en) | Probe equipment and its method | |
| JP3138924B2 (en) | Probe apparatus and method | |
| JP7474974B2 (en) | Electronic component mounting device and production data creation system | |
| JP2019130444A (en) | Cleaning device | |
| JP2970897B2 (en) | Probe card allocation device | |
| JP7454763B2 (en) | Electronic component mounting equipment and production data creation system | |
| TWI803125B (en) | Test method and test system | |
| JPH088311A (en) | Method and apparatus for measuring semiconductor wafer | |
| KR101266270B1 (en) | Wafer inspection system and wager inspection method thereof | |
| JP2011196746A (en) | Vertically-movable type probe card, testing method, and testing device | |
| US20210372944A1 (en) | Analysis apparatus and image creation method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20250307 |