JP2023096383A - 動圧軸受モータ、ディスク駆動装置及びベース部と軸受の組み付け方法 - Google Patents
動圧軸受モータ、ディスク駆動装置及びベース部と軸受の組み付け方法 Download PDFInfo
- Publication number
- JP2023096383A JP2023096383A JP2021212097A JP2021212097A JP2023096383A JP 2023096383 A JP2023096383 A JP 2023096383A JP 2021212097 A JP2021212097 A JP 2021212097A JP 2021212097 A JP2021212097 A JP 2021212097A JP 2023096383 A JP2023096383 A JP 2023096383A
- Authority
- JP
- Japan
- Prior art keywords
- bearing
- peripheral surface
- bearing sleeve
- adhesive
- inner peripheral
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Landscapes
- Mounting Of Bearings Or Others (AREA)
- Motor Or Generator Frames (AREA)
- Connection Of Motors, Electrical Generators, Mechanical Devices, And The Like (AREA)
- Sliding-Contact Bearings (AREA)
Abstract
【課題】軸受がベース部に接地された状態で固定されている動圧軸受モータを提供する。【解決手段】動圧軸受モータ1は、軸受スリーブ20と、軸受スリーブ20により回転可能に支持される回転部3と、回転部3の中心軸と同軸に配置され、軸受スリーブ20が挿入される貫通穴11を有するベースプレート10と、軸受スリーブ20の外周面20Bと貫通穴11の内周面11Aとの間に、導電性を有する導電性接着剤71の層と、軸受スリーブ20を貫通穴11に固定する固定用接着剤70の層と、を備える。【選択図】図1
Description
本発明は、動圧軸受モータ、ディスク駆動装置及びベース部と軸受の組み付け方法に関する。
動圧軸受モータを用いた製品においては、回転するロータ部を支える軸受とベース部とが接着剤によって固定されている。動圧軸受モータを駆動させた場合、ロータ部は、帯電する。したがって、ロータ部の帯電を防止するために、ロータ部を支える軸受を電気的に接地させることが必要である。
例えば、特許文献1には、軸受とベース部との固定に導電性接着剤を用いる技術が開示されている。軸受とベース部とが導通した状態で固定されているため、軸受は、導電性接着剤を介してベース部に接地される。
しかしながら、導電性接着剤のみで軸受とベース部を固定させると、導電性接着剤の強度が低いため、接着箇所が脆くなる。よって、熱膨張や外力などによってクラックが生じやすくなる。一方、強度の高い通常の接着剤を用いる場合は、他の手段を用いて、軸受がベース部に接地された状態とする必要がある。
本発明は、上記事情に鑑みてなされたものであって、軸受がベース部に接地された状態で固定されている動圧軸受モータを提供することを目的とする。
以上の課題を解決するために、動圧軸受モータは、軸受と、前記軸受により回転可能に支持される回転部と、前記回転部の中心軸と同軸に配置され、前記軸受が挿入される筒部を有するベース部と、前記軸受の外周面と前記筒部の内周面との間に、導電性を有する導電性接着剤の層と、前記軸受を前記筒部に固定する固定用接着剤の層と、を備える。
本発明の動圧軸受モータによれば、軸受がベース部に接地された状態で固定されている。
以下、図面を参照して、本発明の実施形態について説明する。但し、以下に述べる実施形態には、本発明を実施するために技術的に好ましい種々の限定が付されているが、本発明の範囲を以下の実施形態及び図示例に限定するものではない。
<<1.動圧軸受モータの構成>>
図1は、動圧軸受モータ1の構成を示す断面図である。動圧軸受モータ1は、静止部2と、軸受機構を介して静止部2に対して回転する回転部3と、を備える。
図1は、動圧軸受モータ1の構成を示す断面図である。動圧軸受モータ1は、静止部2と、軸受機構を介して静止部2に対して回転する回転部3と、を備える。
ここで、図1等に示すように、後述するシャフト30の中心軸に平行な方向を軸方向、シャフト30の中心軸周りの方向を周方向、軸方向に垂直な方向を径方向とする。また、説明のために軸方向を上下方向とし、静止部2に対して回転部3側を上、静止部2側を下とする。
<静止部>
静止部2は、ベースプレート10と、軸受スリーブ20と、ステータコア40と、を有する。
静止部2は、ベースプレート10と、軸受スリーブ20と、ステータコア40と、を有する。
ベースプレート10(ベース部の一例)は、金属製の部材である。図1及び図6に示すように、ベースプレート10には、貫通穴11と、円周溝部12と、円周壁部13とが形成される。貫通穴11(筒部の一例)は、軸受スリーブ20を固定するための穴であり、ベースプレート10を軸方向に貫通するように設けられる。また、貫通穴11は、筒形で、筒の内径が軸受スリーブ20の外径と略同じかそれよりも大きい。円周溝部12は、貫通穴11の径方向外側に形成される。円周溝部12は、貫通穴11の中心軸と同軸となるように設けられる環状の溝である。また、円周壁部13は、円周溝部12の底面から貫通穴11に沿って軸方向上向きに突出する環状の壁面部として形成される。円周壁部13は、貫通穴11と円周溝部12を仕切る。
軸受スリーブ20(軸受の一例)は、シャフト30を回転可能に支持する円筒状の部材である。軸受スリーブ20は、貫通穴11に挿入される(図1参照)。図1に示した状態において、軸受スリーブ20の外周面20Bは、貫通穴11の内周面11Aと対向する。また、図2に示すように、外周面20Bと内周面11Aの間には、固定用接着剤70の層と、導電性接着剤71の層と、が形成される。軸受スリーブ20は、固定用接着剤70の層によって貫通穴11の内周面11Aに接着されることにより、静止部2に対して固定される。
軸受スリーブ20の内部には、シャフト30が配置される。軸受スリーブ20の内周面20Aは、シャフト30の外周面30Bを包囲し、内周面20Aと外周面30Bとが、微小隙間を隔てて対向する。この微小隙間には、導電性を有する潤滑流体(不図示)が充填される。
固定用接着剤70は、軸受スリーブ20を貫通穴11の内周面11Aに接着させ、静止部2に対して固定するための接着剤である。固定用接着剤70は、外周面20Bと内周面11Aの間の全体に拡がっており、外周面20Bと内周面11Aの両方と接触した状態で硬化することにより、接着剤の層を形成する。固定用接着剤70の層が形成されることにより、軸受スリーブ20は、静止部2に対して固定される。
導電性接着剤71は、導電性を有する接着剤である。導電性接着剤71は、外周面20Bと内周面11Aの間の下端近傍の特定の場所において外周面20Bと内周面11Aの両方と接触した状態で硬化することにより、接着剤の層を形成する。導電性接着剤71の層が形成されることにより、軸受スリーブ20とベースプレート10とが、導通する。
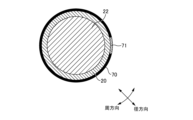
また、図3に示すように、導電性接着剤71の層は、固定用接着剤70の層と周方向において隣り合っている。導電性接着剤71の層は、固定用接着剤70の層に保護されるため、クラックが生じにくい。
さらに、図4に示すように、外周面20B及び内周面11Aの間から流出した導電性接着剤71は、軸受スリーブ20の下端面20Cと内周面11Aの両方に接触する団子状の接着剤塊72を形成する。接着剤塊72が形成されることにより、軸受スリーブ20とベースプレート10とが、導通する。
また、軸受スリーブ20の下端側には、下方に向けて開口する大径凹部23、及び大径凹部23の頂面から上方に向かって開口する小径凹部24が形成される。
大径凹部23には、カウンタープレート22が取り付けられる。カウンタープレート22は、軸受スリーブ20の下端側から小径凹部24及び大径凹部23を塞ぐ円盤状の蓋である。カウンタープレート22は、小径凹部24に配置されるスラストプレート21(後述)が下方向に移動し、軸受スリーブ20から抜け出ることを防止する。カウンタープレート22は円形であり、その外径は大径凹部23の内径と略等しい。また、カウンタープレート22の軸方向の厚さは、大径凹部23の深さと略等しい。カウンタープレート22は、圧入あるいは接着や溶接などの方法によって軸受スリーブ20に対して隙間なく固定される。
小径凹部24には、スラストプレート21が配置される。スラストプレート21は、シャフト30の下端部に形成される、径方向に拡がる円環状のフランジ部材である。スラストプレート21は、シャフト30の軸方向への移動を防止する。スラストプレート21は環形であり、その外径は小径凹部24の内径よりも小さい。また、スラストプレート21の軸方向の厚さは、小径凹部24の深さよりも小さい。
図1に示した状態において、スラストプレート21の上側面と、小径凹部24に形成される軸受スリーブ20の下側面24Cとが、微小隙間を隔てて対向する。また、スラストプレート21の下側面と、カウンタープレート22の上側面とが、微小隙間を隔てて対向する。これらの微小隙間には、導電性を有する潤滑流体(不図示)が充填される。
スラストプレート21の上側面または軸受スリーブ20の下側面24Cの少なくとも一方には、スラスト動圧発生溝が設けられている。また、スラストプレート21の下側面またはカウンタープレート22の上側面の少なくとも一方にも、スラスト動圧発生溝が設けられている。
ステータコア40は、環状の電磁鋼板を軸方向に複数積層した部材である。ステータコア40は、円周溝部12の内部に配置され、円周壁部13の外周面に接着等の方法によって固定される。また、ステータコア40は、径方向外側に延び、周方向に沿って複数配置される極歯(突極)を有する。極歯にはコイル41が巻き回されている。コイル41に電流が流れることによって、ステータコア40は磁束を発生させる。
<回転部>
回転部3は、シャフト30と、ロータハブ50と、ロータマグネット60と、を有する。
回転部3は、シャフト30と、ロータハブ50と、ロータマグネット60と、を有する。
シャフト30は、動圧軸受モータ1の回転軸となる略棒状の部材であり、軸受スリーブ20の内部に配置される。軸受スリーブ20の内周面20Aまたは内周面20Aと対向するシャフト30の外周面30Bの少なくとも一方には、ラジアル動圧発生溝31が設けられている。図1の例において、ラジアル動圧発生溝31は、外周面30Bにおいて、周方向に連続した列状に形成され、且つ軸方向に間隔を隔てて2列形成されている。
ロータハブ50は、シャフト30の上端に取り付けられ、シャフト30と共に回転する。ロータハブ50は、円板部51と、円筒部52と、外縁部53とを有する。円板部51は、軸受スリーブ20の上方に配置され、シャフト30の中心軸と同軸となるような円盤状の部材である。円板部51は、その中心に貫通穴54が設けられる。貫通穴54に対してシャフト30の上端を圧入や接着等の方法で固定することにより、円板部51は、シャフト30に対して固定される。なお、円板部51の下面と軸受スリーブ20の上面は、間隔を空けた状態で対向する。円筒部52は、径方向に一定の厚さを有する円筒状の部材で、円板部51の下面の外縁から下方に延在する。円筒部52の内径は、軸受スリーブ20の外径よりも大きく、円筒部52の内周面と外周面20Bが間隔を空けた状態で対向する。円筒部52の外径は、円板部51の外径と同じである。外縁部53は、円筒部52の下端部において径方向外側に突出し、且つ周方向に全周にわたってフランジ状に延びる部材である。
ロータマグネット60は、周方向に沿って極性がN,S,N,S…と反転する状態で着磁された磁極構造を有する環状の部材である。ロータマグネット60は、外縁部53の下端に取り付けられている環状のヨーク61の内周面に取り付けられている。ロータマグネット60は、軸方向においてステータコア40と略同一の位置にあり、且つ径方向においてステータコア40と円周溝部12の内周面の間の位置にある。ヨーク61は、ロータマグネット60からの磁束の漏洩を抑制する。
<動圧軸受モータの動作>
コイル41に通電した場合、ロータマグネット60の磁極とステータコア40の極歯との間で生じる磁気吸引力と磁気反発力とが切り替わる。その結果、回転部3は、シャフト30を回転軸として静止部2に対して回転する。
コイル41に通電した場合、ロータマグネット60の磁極とステータコア40の極歯との間で生じる磁気吸引力と磁気反発力とが切り替わる。その結果、回転部3は、シャフト30を回転軸として静止部2に対して回転する。
シャフト30は、軸受スリーブ20に対して回転する。この際、ラジアル動圧発生溝31によって潤滑流体が加圧されることにより、動圧が発生する。発生した動圧によって、シャフト30は、軸受スリーブ20に対して径方向に非接触状態で支持される。
シャフト30が回転すると、スラストプレート21は、軸受スリーブ20とカウンタープレート22に対して回転する。この際、スラストプレート21の上側面または下側面24Cの少なくとも一方に設けられたスラスト動圧発生溝と、スラストプレート21の下側面またはカウンタープレート22の上側面の少なくとも一方に設けられたスラスト動圧発生溝とによって潤滑流体が加圧されることにより、動圧が発生する。発生した動圧によって、スラストプレート21は、軸受スリーブ20及びカウンタープレート22に対して軸方向に非接触状態で支持される。
<ディスク駆動装置>
本実施形態の動圧軸受モータ1は、ディスク駆動装置に取り付けられる。ディスク駆動装置は、略直方体のケースと、ケースの中に配置された動圧軸受モータ1と、円筒部52の外周部に取り付けられた複数の記録ディスクと、記録ディスクに磁気を与える、又は、記録ディスクから磁気を読み取る磁気ヘッドと、を備える。
本実施形態の動圧軸受モータ1は、ディスク駆動装置に取り付けられる。ディスク駆動装置は、略直方体のケースと、ケースの中に配置された動圧軸受モータ1と、円筒部52の外周部に取り付けられた複数の記録ディスクと、記録ディスクに磁気を与える、又は、記録ディスクから磁気を読み取る磁気ヘッドと、を備える。
動圧軸受モータ1を回転させると、複数の記録ディスクが回転する。磁気ヘッドが回転する記録ディスクの上を移動し、磁気ヘッドが記録ディスクに磁気を与える、又は、記録ディスクから磁気を読み取る。このようにして、ディスク駆動装置は、記録ディスクに情報を記録し、また、記録ディスクに記録されている情報を読み出す。
<<2.ベースプレートと軸受スリーブの組み付け方法>>
続いて、本実施形態に係る動圧軸受モータ1のベースプレート10と軸受スリーブ20の組み付け方法について、図1-6を参照して説明する。
続いて、本実施形態に係る動圧軸受モータ1のベースプレート10と軸受スリーブ20の組み付け方法について、図1-6を参照して説明する。
図5は、ベースプレート10に軸受スリーブ20を組み付ける方法の一例について示したフローチャートである。組み付け方法は、S10からS13の4つの工程で構成される。組付け方法は、例えば、作業ロボットにより実施される。
(S10)
S10は、ベースプレート10の内周面11Aの上端近傍に固定用接着剤70を塗布する工程である。
S10は、ベースプレート10の内周面11Aの上端近傍に固定用接着剤70を塗布する工程である。
作業ロボットは、固定用接着剤70を内周面11Aの所定の位置に塗布する。所定の位置は、内周面11Aの上端近傍である。固定用接着剤70は、内周面11Aに対して、周方向に環状に塗布される。なお、図6では、周方向に1列塗布する例を示しているが、周方向に2列以上塗布してもよい。また、ベースプレート10と軸受スリーブ20を固定することができれば、環状に塗布することに限定されない。一方、ベースプレート10と軸受スリーブ20を固定する強度を確保する観点からは、固定用接着剤70は、内周面11Aの全体に広がる量が塗布されることが好ましい。固定用接着剤70は、導電性接着剤71よりも硬化前の粘度が低いものが用いられる。
(S11)
S11は、内周面11Aの下端近傍に導電性接着剤71を塗布する工程である。
S11は、内周面11Aの下端近傍に導電性接着剤71を塗布する工程である。
作業ロボットは、導電性接着剤71を内周面11Aの所定の位置に塗布する。所定の位置は、内周面11Aの下端近傍である。すなわち、導電性接着剤71は、内周面11Aにおいて固定用接着剤70が塗布される位置から軸方向に離れた位置に塗布されている。図6において、導電性接着剤71は、内周面11Aの下端部近傍において1箇所に塗布される。なお、導電性接着剤71は、内周面11Aの下端部近傍の複数箇所に塗布されてもよい。また、ベースプレート10と軸受スリーブ20とが下端面20Cと内周面11Aとに接触する接着剤塊72を介しても導通されるために、導電性接着剤71は、接着剤塊72の形成に十分な量が内周面11Aに塗布されることが好ましい。
(S12)
S12は、軸受スリーブ20を貫通穴11の固定用接着剤70を塗布した側から挿入する工程である。なお、本実施形態では、図6に示すように、ベースプレート10と軸受スリーブ20以外の構成要素が組み付けられた状態で軸受スリーブ20を貫通穴11に挿入する。
S12は、軸受スリーブ20を貫通穴11の固定用接着剤70を塗布した側から挿入する工程である。なお、本実施形態では、図6に示すように、ベースプレート10と軸受スリーブ20以外の構成要素が組み付けられた状態で軸受スリーブ20を貫通穴11に挿入する。
作業ロボットは、固定治具等で固定されたベースプレート10に対し、軸受スリーブ20を貫通穴11の固定用接着剤70が塗布されている側(図6における貫通穴11の上端側)から挿入する。この時、軸受スリーブ20の外周面20Bは、内周面11Aと対向した状態で挿入される。貫通穴11に対してさらに軸受スリーブ20を挿入すると、軸受スリーブ20の下端面20Cは、固定用接着剤70に接触する。その状態から、軸受スリーブ20をさらに挿入すると、外周面20Bと内周面11Aの間に固定用接着剤70が入り込みつつ、下端面20Cは、残った固定用接着剤70を挿入方向(図6における下方)に向かって押し出す。
(S13)
S13は、軸受スリーブ20が所定位置に到達するまで軸受スリーブ20を貫通穴11に挿入する工程である。
S13は、軸受スリーブ20が所定位置に到達するまで軸受スリーブ20を貫通穴11に挿入する工程である。
作業ロボットは、さらに軸受スリーブ20を貫通穴11に挿入し、下端面20Cが導電性接着剤71が塗布されている位置に到達する。その状態において更に軸受スリーブ20を挿入すると、下端面20Cに押し出されている固定用接着剤70が、導電性接着剤71と接触する。ここで、固定用接着剤70の粘度が導電性接着剤71の粘度よりも低いため、固定用接着剤70が導電性接着剤71と混ざりにくく、固定用接着剤70が導電性接着剤71の周囲に回り込みやすい。そのため、固定用接着剤70は、導電性接着剤71を周方向に避けながら下端面20Cに押し出される。そして、軸受スリーブ20をさらに挿入すると、下端面20Cの一部が導電性接着剤71と接触する。その状態において更に軸受スリーブ20を挿入すると、下端面20Cのうち導電性接着剤71と接触する部分が導電性接着剤71を挿入方向に押し出し、それ以外の部分は固定用接着剤70を挿入方向に押し出す。この時、外周面20Bと内周面11Aの間に導電性接着剤71が入り込みつつ、下端面20Cは、残った導電性接着剤71を挿入方向(図6における下方)に向かって押し出す。作業ロボットは、下端面20Cが所定位置に到達したところで、軸受スリーブ20の挿入を停止する。所定位置とは、内周面11Aの下端である。
ここで、固定用接着剤70が導電性接着剤71を周方向に避けながら下端面20C側に押し出されるため、導電性接着剤71の層と固定用接着剤70の層とは、図3に示すように外周面20Bと内周面11Aとの間において周方向に隣り合う。なお、本実施形態では、導電性接着剤71の層と固定用接着剤70の層とが接触した状態で隣り合っているが、必ずしも接触した状態でなくてもよい。
また、本実施形態において、下端面20Cから更に押し出された導電性接着剤71は、図4に示すように下端面20Cと内周面11Aとに接触した状態で接着剤塊72を形成する。
S13の工程が終了した後、室温放置、加熱、光照射などの方法により、固定用接着剤70及び導電性接着剤71を硬化させる。固定用接着剤70が硬化することによって、固定用接着剤70の層を介してベースプレート10と軸受スリーブ20とが固定される。また、導電性接着剤71が硬化することによって、導電性接着剤71の層及び接着剤塊72を介してベースプレート10と軸受スリーブ20とが導通される。つまり、軸受スリーブ20がベースプレート10に接地された状態となる。
<効果>
上記実施形態において動圧軸受モータ1は、軸受スリーブ20と、軸受スリーブ20により回転可能に支持される回転部3と、回転部3の中心軸と同軸に配置され、軸受スリーブ20が挿入される貫通穴11を有するベースプレート10と、軸受スリーブ20の外周面20Bと貫通穴11の内周面11Aとの間に、導電性を有する導電性接着剤71の層と、軸受スリーブ20を貫通穴11に固定する固定用接着剤70の層と、を備える。
上記実施形態において動圧軸受モータ1は、軸受スリーブ20と、軸受スリーブ20により回転可能に支持される回転部3と、回転部3の中心軸と同軸に配置され、軸受スリーブ20が挿入される貫通穴11を有するベースプレート10と、軸受スリーブ20の外周面20Bと貫通穴11の内周面11Aとの間に、導電性を有する導電性接着剤71の層と、軸受スリーブ20を貫通穴11に固定する固定用接着剤70の層と、を備える。
動圧軸受モータ1が外周面20Bと内周面11Aとの間に導電性接着剤71の層と、固定用接着剤70の層とを備えることによって、ベースプレート10と軸受スリーブ20とが固定用接着剤70の層によって固定され、且つ導電性接着剤71の層によって導通される。つまり、軸受スリーブ20とベースプレート10とを、接地した状態で固定することができる。
また、外周面20Bと内周面11Aとの間に接着に特化した固定用接着剤70の層を設けることによって、ベースプレート10と軸受スリーブ20とが確実に固定される。その結果、導電性接着剤71の層に不要な力が加わりにくくなり、導電性接着剤71の層にクラックが生じにくくなる。そのため、軸受スリーブ20とベースプレート10との接地状態を維持することができる。
また、本実施形態に係る動圧軸受モータ1の固定用接着剤70の層と導電性接着剤71の層とが回転部3の周方向に隣り合っている。
このような構成によれば、導電性接着剤71の層の外縁に固定用接着剤70の層が位置するため、導電性接着剤71の層が熱や外力などの影響を受け難くなる。そのため、導電性接着剤71の層が劣化しにくくなり、軸受スリーブ20とベースプレート10との接地状態を維持することができる。
また、本実施形態に係る動圧軸受モータ1の貫通穴11が両端を開口とする貫通穴である。
このような貫通穴11に対して軸受スリーブ20を所定位置まで挿入した場合、下端面20Cと内周面11Aとに接触する接着剤塊72が貫通穴11の開口部の端部に形成され、軸受スリーブ20とベースプレート10とが接着剤塊72を介しても接地状態となる。そのため、軸受スリーブ20とベースプレート10とは、導電性接着剤71の層及び接着剤塊72を介して導通するため、軸受スリーブ20とベースプレート10とをより確実に接地することができる。
また、上記のような構成によれば、導電性接着剤71の層及び接着剤塊72の領域が広いため、該当の領域にクラックが生じたとしても絶縁状態になり難く、軸受スリーブ20とベースプレート10との接地状態を維持することができる。
また、本実施形態におけるディスク駆動装置は、動圧軸受モータ1を備える。
このような構成によれば、ディスク駆動装置の記録ディスクは、動圧軸受モータ1の回転部3に搭載される。記録ディスクは、回転すると帯電するが、動圧軸受モータ1の軸受スリーブ20とベースプレート10とが接地しているため、記録ディスクに帯電した電荷がベースプレート10へと流れる。その結果、記録ディスクの帯電が防止され、ディスク駆動装置が故障しにくい。
上記実施形態におけるベースプレート10に設けられた貫通穴11に軸受スリーブ20を挿入して組み付けるベースプレート10と軸受スリーブ20の組み付け方法は、貫通穴11の内周面11Aに、固定用接着剤70と導電性接着剤71を貫通穴11の軸の方向に一定の距離だけ離して塗布する工程と、固定用接着剤70と導電性接着剤71を塗布した後で、内周面11Aと軸受スリーブ20の外周面20Bとが対向するように貫通穴11に固定用接着剤70を塗布した側から軸受スリーブ20を挿入する工程と、を含む。
このような方法によれば、軸受スリーブ20を貫通穴11に挿入する際に、固定用接着剤70と導電性接着剤71とが外周面20Bと内周面11Aとの間に拡がって、固定用接着剤70の層と導電性接着剤71の層とを形成する。そのため、接着に特化した固定用接着剤70の層によって、軸受スリーブ20とベースプレート10とが確実に固定される。また、導電性接着剤71の層によって軸受スリーブ20とベースプレート10との接地状態が維持される。さらに、貫通穴11に固定用接着剤70を塗布した側から軸受スリーブ20を挿入するため、固定用接着剤70の層は、挿入方向に向かって外周面20Bと内周面11Aの間の全体に形成される。その結果、固定用接着剤70の層によって軸受スリーブ20とベースプレート10とがより強固に固定される。つまり、軸受スリーブ20とベースプレート10とを接地した状態で固定することができる。
また、上記の方法を用いてベースプレート10と軸受スリーブ20を組み付ける際に、従来の動圧軸受モータ1の構成部品に対して、新しい構成部材、新しい接着剤及び追加の構成部品を必要としない。そのため、従来の動圧軸受モータ1の構成部品をそのまま使用して、上記の効果を有する動圧軸受モータ1を製造することができる。
また、上記実施形態におけるベースプレート10と軸受スリーブ20の組み付け方法は、固定用接着剤70を内周面11Aの軸の方向の一端部近傍に塗布し、導電性接着剤71を内周面11Aの軸の方向の他端部近傍に塗布する。
上記の方法によれば、固定用接着剤70を内周面11Aの一端部近傍に塗布するため、軸受スリーブ20を貫通穴11に挿入する際に、外周面20Bと内周面11Aとの間に固定用接着剤70が入りこみつつ、下端面20Cが残った固定用接着剤70を内周面11Aの一端部近傍から他端部近傍まで押し出す。その結果、固定用接着剤70は、外周面20Bと内周面11Aとの間の全体に拡がる。つまり、軸受スリーブ20とベースプレート10とが内周面11A全体に拡がった固定用接着剤70によって固定されるため、軸受スリーブ20とベースプレート10とを強固に固定することができる。
また、軸受スリーブ20とベースプレート10とが強固に固定されるため、導電性接着剤71の層に外力が働きにくくなる。その結果、導電性接着剤71の層にクラックが生じにくくなるため、軸受スリーブ20とベースプレート10との接地状態を維持することができる。
また、上記実施形態におけるベースプレート10と軸受スリーブ20の組み付け方法は、固定用接着剤70の粘度が、導電性接着剤71の粘度よりも低い。
上記の方法によれば、固定用接着剤70の粘度が導電性接着剤71の粘度よりも低いことによって、固定用接着剤70は、導電性接着剤71と接触する際に混ざりにくい。そのため、2つの接着剤が混ざることによって固定用接着剤70の強度が低下することや、導電性接着剤71の導電性が損なわれることが少ない。
また、固定用接着剤70の粘度が導電性接着剤71の粘度よりも低いことによって、固定用接着剤70が外周面20Bと内周面11Aとの間に入り込みつつ、下端面20Cが残った固定用接着剤70を挿入方向に向かって押し出す際に、外周面20Bと内周面11Aとの間の全体に拡がりやすい。その結果、固定用接着剤70の層の面積が拡がるため、軸受スリーブ20とベースプレート10を強固に固定することができる。さらに、固定用接着剤70が導電性接着剤71の周囲に回り込みやすいため、固定用接着剤70の層が導電性接着剤71の層を保護しやすい。
<変形例>
以下に説明する各変更点を組み合わせて適用してもよい。
以下に説明する各変更点を組み合わせて適用してもよい。
(1)変形例1
貫通穴11は両端を開口とする貫通穴でなくてもよい。例えば、ベースプレート10は、貫通穴11の代わりに図7に示すような筒状の穴111を有する。
貫通穴11は両端を開口とする貫通穴でなくてもよい。例えば、ベースプレート10は、貫通穴11の代わりに図7に示すような筒状の穴111を有する。
穴111は、軸受スリーブ20を固定するための穴である。穴111は、筒型で、筒の内径が軸受スリーブ20の外径と略同じかそれよりも大きい。また、穴111は、図7において上側のみが開口し、下側は閉じている。
(2)変形例2
本実施形態では、S10の工程にて固定用接着剤70を内周面11Aに塗布し、その後のS11の工程にて導電性接着剤71を内周面11Aに塗布する。しかし、S11の後にS10が実施されてもよい。
本実施形態では、S10の工程にて固定用接着剤70を内周面11Aに塗布し、その後のS11の工程にて導電性接着剤71を内周面11Aに塗布する。しかし、S11の後にS10が実施されてもよい。
つまり、作業ロボットが導電性接着剤71を内周面11Aの下端近傍に塗布し(S11)、その後、作業ロボットが固定用接着剤70を内周面11Aの上端近傍に塗布する(S10)。なお、固定用接着剤70は、導電性接着剤71が塗布される位置から軸方向に離れた位置に塗布される。その後、S12の工程にて作業ロボットが軸受スリーブ20を貫通穴11の固定用接着剤70を塗布した側から挿入する。
(3)変形例3
固定用接着剤70を内周面11Aの一端部近傍に塗布しなくてもよい。また、導電性接着剤71を内周面11Aの他端部近傍に塗布しなくてもよい。この場合、固定用接着剤70は、内周面11Aの特定の場所に周方向に環状に塗布され、導電性接着剤71が内周面11Aの固定用接着剤70を塗布された場所から軸方向に一定の距離だけ離れた場所に塗布される。ここで、固定用接着剤70が塗布される場所は、軸方向において導電性接着剤71が塗布される場所よりも軸受スリーブ20が挿入される側に近い。そして、軸受スリーブ20は、貫通穴11に挿入されると、始めに固定用接着剤70と接触し、その後で導電性接着剤71と接触する。
固定用接着剤70を内周面11Aの一端部近傍に塗布しなくてもよい。また、導電性接着剤71を内周面11Aの他端部近傍に塗布しなくてもよい。この場合、固定用接着剤70は、内周面11Aの特定の場所に周方向に環状に塗布され、導電性接着剤71が内周面11Aの固定用接着剤70を塗布された場所から軸方向に一定の距離だけ離れた場所に塗布される。ここで、固定用接着剤70が塗布される場所は、軸方向において導電性接着剤71が塗布される場所よりも軸受スリーブ20が挿入される側に近い。そして、軸受スリーブ20は、貫通穴11に挿入されると、始めに固定用接着剤70と接触し、その後で導電性接着剤71と接触する。
(4)変形例4
動圧軸受モータ1の各要素の組み付けの順番は、異なっていてもよい。例えば、軸受スリーブ20を貫通穴11に挿入する際に、ロータハブ50が、シャフト30に組み付いていない状態であってもよい。その場合、ロータハブ50をシャフト30に組み付ける作業は、軸受スリーブ20を貫通穴11に挿入した後に行われる。
動圧軸受モータ1の各要素の組み付けの順番は、異なっていてもよい。例えば、軸受スリーブ20を貫通穴11に挿入する際に、ロータハブ50が、シャフト30に組み付いていない状態であってもよい。その場合、ロータハブ50をシャフト30に組み付ける作業は、軸受スリーブ20を貫通穴11に挿入した後に行われる。
1…動圧軸受モータ,3…回転部,10…ベースプレート(ベース部),11…貫通穴(筒部),11A…内周面,20…軸受スリーブ(軸受),20B…外周面,30…シャフト,70…固定用接着剤,71…導電性接着剤,111…穴(筒部)
Claims (7)
- 軸受と、
前記軸受により回転可能に支持される回転部と、
前記回転部の中心軸と同軸に配置され、前記軸受が挿入される筒部を有するベース部と、
前記軸受の外周面と前記筒部の内周面との間に、導電性を有する導電性接着剤の層と、前記軸受を前記筒部に固定する固定用接着剤の層と、
を備える動圧軸受モータ。 - 前記固定用接着剤の層と前記導電性接着剤の層とが前記回転部の周方向に隣り合っている請求項1に記載の動圧軸受モータ。
- 前記筒部が両端を開口とする貫通穴である請求項1又は2に記載の動圧軸受モータ。
- 請求項1から3の何れか1項に記載の動圧軸受モータを備えるディスク駆動装置。
- ベース部に設けられた筒部に軸受を挿入して組み付けるベース部と軸受の組み付け方法であって、
前記筒部の内周面に、固定用接着剤と導電性接着剤を前記筒部の筒軸の方向に一定の距離だけ離して塗布する工程と、
前記固定用接着剤と前記導電性接着剤を塗布した後で、前記内周面と前記軸受の外周面とが対向するように前記筒部に前記固定用接着剤を塗布した側から前記軸受を挿入する工程と、
を含むベース部と軸受の組み付け方法。 - 前記固定用接着剤を前記内周面の前記筒軸の方向の一端部近傍に塗布し、前記導電性接着剤を前記内周面の前記筒軸の方向の他端部近傍に塗布する、請求項5に記載のベース部と軸受の組み付け方法。
- 前記固定用接着剤の粘度が、前記導電性接着剤の粘度よりも低い、請求項5又は6に記載のベース部と軸受の組み付け方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021212097A JP2023096383A (ja) | 2021-12-27 | 2021-12-27 | 動圧軸受モータ、ディスク駆動装置及びベース部と軸受の組み付け方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021212097A JP2023096383A (ja) | 2021-12-27 | 2021-12-27 | 動圧軸受モータ、ディスク駆動装置及びベース部と軸受の組み付け方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2023096383A true JP2023096383A (ja) | 2023-07-07 |
Family
ID=87005861
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021212097A Pending JP2023096383A (ja) | 2021-12-27 | 2021-12-27 | 動圧軸受モータ、ディスク駆動装置及びベース部と軸受の組み付け方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2023096383A (ja) |
-
2021
- 2021-12-27 JP JP2021212097A patent/JP2023096383A/ja active Pending
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6834996B2 (en) | Motor with dynamic pressure bearing | |
| US7656064B2 (en) | Motor having suction ring | |
| US7626305B2 (en) | Armature, motor using the armature, and disk drive device using the motor | |
| JP2009148132A (ja) | 撥油膜形成方法およびモータの製造方法、並びに、モータ | |
| US8659850B2 (en) | Brushless motor, disk drive apparatus, and method of manufacturing the brushless motor | |
| US6955469B2 (en) | Dynamic pressure bearing device | |
| JP2003329032A (ja) | 動圧軸受装置 | |
| JP2009268264A (ja) | スピンドルモータおよびディスク駆動装置 | |
| US20060176612A1 (en) | Motor and Recording Disk Driving Device | |
| JP2002058198A (ja) | 動圧軸受モータ及びその製造方法 | |
| US8867166B2 (en) | Spindle motor and disk drive apparatus | |
| JP2001050278A (ja) | 動圧軸受装置の製造方法および動圧軸受装置 | |
| JP2005114106A (ja) | 動圧軸受装置およびその製造方法、ならびにディスク駆動装置 | |
| JP2023096383A (ja) | 動圧軸受モータ、ディスク駆動装置及びベース部と軸受の組み付け方法 | |
| US20190379255A1 (en) | Motor and disk drive device | |
| KR101009153B1 (ko) | 스핀들모터 | |
| JP2019097344A (ja) | モータ | |
| US20130106213A1 (en) | Spindle motor and method of manufacturing the same | |
| JP2014207037A (ja) | 回転機器 | |
| JP2023141733A (ja) | スピンドルモータ、ハードディスク駆動装置及びスピンドルモータの製造方法。 | |
| JP2003348792A (ja) | 流体動圧軸受モータ | |
| CN110657156B (zh) | 流体动压轴承装置、马达、盘驱动装置、风扇马达、旋转驱动装置 | |
| JP4978703B2 (ja) | 動圧軸受装置、この動圧軸受装置を備えた動圧軸受モータ、およびこの動圧軸受モータを備えたディスク駆動装置 | |
| KR20130011284A (ko) | 모터 및 이를 구비하는 기록 디스크 구동장치 | |
| JP2003336627A (ja) | 動圧軸受装置およびその製造方法 |