JP2021503398A - 三次元物体の製造のための方法および装置 - Google Patents
三次元物体の製造のための方法および装置 Download PDFInfo
- Publication number
- JP2021503398A JP2021503398A JP2020544994A JP2020544994A JP2021503398A JP 2021503398 A JP2021503398 A JP 2021503398A JP 2020544994 A JP2020544994 A JP 2020544994A JP 2020544994 A JP2020544994 A JP 2020544994A JP 2021503398 A JP2021503398 A JP 2021503398A
- Authority
- JP
- Japan
- Prior art keywords
- thread
- powder
- powder layer
- radiation source
- distribution
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000000034 method Methods 0.000 title claims abstract description 113
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 21
- 239000000843 powder Substances 0.000 claims abstract description 337
- 238000005245 sintering Methods 0.000 claims abstract description 71
- 238000007639 printing Methods 0.000 claims abstract description 62
- 239000000463 material Substances 0.000 claims abstract description 34
- 238000010030 laminating Methods 0.000 claims abstract description 27
- 238000003475 lamination Methods 0.000 claims abstract description 14
- 238000009826 distribution Methods 0.000 claims description 138
- 230000005855 radiation Effects 0.000 claims description 70
- 230000008569 process Effects 0.000 claims description 33
- 230000002745 absorbent Effects 0.000 claims description 32
- 239000002250 absorbent Substances 0.000 claims description 32
- 238000007493 shaping process Methods 0.000 claims description 9
- 230000000977 initiatory effect Effects 0.000 claims description 4
- 238000004590 computer program Methods 0.000 claims description 3
- 230000006903 response to temperature Effects 0.000 claims description 2
- 239000004482 other powder Substances 0.000 claims 21
- 238000000465 moulding Methods 0.000 claims 2
- 238000003860 storage Methods 0.000 description 16
- 239000012254 powdered material Substances 0.000 description 8
- 230000014759 maintenance of location Effects 0.000 description 7
- 230000005484 gravity Effects 0.000 description 6
- 239000011358 absorbing material Substances 0.000 description 5
- 239000000919 ceramic Substances 0.000 description 5
- 230000009286 beneficial effect Effects 0.000 description 4
- 238000005516 engineering process Methods 0.000 description 4
- 238000010438 heat treatment Methods 0.000 description 4
- 238000011144 upstream manufacturing Methods 0.000 description 4
- 239000006096 absorbing agent Substances 0.000 description 3
- 239000000654 additive Substances 0.000 description 3
- 230000000996 additive effect Effects 0.000 description 3
- 230000008859 change Effects 0.000 description 3
- 238000004140 cleaning Methods 0.000 description 3
- 230000007423 decrease Effects 0.000 description 3
- 230000002950 deficient Effects 0.000 description 3
- 238000009699 high-speed sintering Methods 0.000 description 3
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- 238000010521 absorption reaction Methods 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 230000004927 fusion Effects 0.000 description 2
- 238000009413 insulation Methods 0.000 description 2
- 230000007246 mechanism Effects 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- 230000004044 response Effects 0.000 description 2
- 239000004677 Nylon Substances 0.000 description 1
- 230000004931 aggregating effect Effects 0.000 description 1
- 229910052786 argon Inorganic materials 0.000 description 1
- 238000000149 argon plasma sintering Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 239000000806 elastomer Substances 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 229910052736 halogen Inorganic materials 0.000 description 1
- 150000002367 halogens Chemical class 0.000 description 1
- 238000002955 isolation Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 238000012544 monitoring process Methods 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 239000002861 polymer material Substances 0.000 description 1
- -1 polypropylene Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 230000032258 transport Effects 0.000 description 1
- 238000009827 uniform distribution Methods 0.000 description 1
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/165—Processes of additive manufacturing using a combination of solid and fluid materials, e.g. a powder selectively bound by a liquid binder, catalyst, inhibitor or energy absorber
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/141—Processes of additive manufacturing using only solid materials
- B29C64/153—Processes of additive manufacturing using only solid materials using layers of powder being selectively joined, e.g. by selective laser sintering or melting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/10—Sintering only
- B22F3/1003—Use of special medium during sintering, e.g. sintering aid
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/10—Sintering only
- B22F3/105—Sintering only by using electric current other than for infrared radiant energy, laser radiation or plasma ; by ultrasonic bonding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/0288—Controlling heating or curing of polymers during moulding, e.g. by measuring temperatures or properties of the polymer and regulating the process
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/205—Means for applying layers
- B29C64/209—Heads; Nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/227—Driving means
- B29C64/236—Driving means for motion in a direction within the plane of a layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/245—Platforms or substrates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/264—Arrangements for irradiation
- B29C64/277—Arrangements for irradiation using multiple radiation means, e.g. micromirrors or multiple light-emitting diodes [LED]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/295—Heating elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/307—Handling of material to be used in additive manufacturing
- B29C64/314—Preparation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/386—Data acquisition or data processing for additive manufacturing
- B29C64/393—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/10—Sintering only
- B22F3/105—Sintering only by using electric current other than for infrared radiant energy, laser radiation or plasma ; by ultrasonic bonding
- B22F2003/1052—Sintering only by using electric current other than for infrared radiant energy, laser radiation or plasma ; by ultrasonic bonding assisted by energy absorption enhanced by the coating or powder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y40/00—Auxiliary operations or equipment, e.g. for material handling
- B33Y40/10—Pre-treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y50/00—Data acquisition or data processing for additive manufacturing
- B33Y50/02—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
Abstract
Description
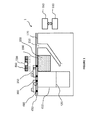
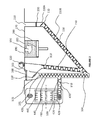
・造形チャンバーの壁および/または床の加熱:例えば、熱フォイルにより造形チャンバーの床205および壁を加熱することで、造形床205の温度は粉末の積層の前に上昇し、それによって必要な融合温度までの差が減少する;
・保持タンク内での造形粉末の加熱:供給される粉末の温度を制御することによって、必要な融合温度までの温度上昇が減少する;
・スレッド300、350の速度の変更:粉末分配スレッド300および/または印刷スレッド350がより速く移動する時、造形領域190はより短時間予熱源310および/または焼結源360に露出され、したがって造形の温度が減少する。反対に、粉末分配スレッド300および/または印刷スレッド350がより遅く移動する時、造形領域190はより長時間にわたり予熱源310および/または焼結源360に露出され、したがって造形の温度が上昇する;
・熱源の放射強度の変更:予熱源310および/または焼結源360の強度が低下する時、造形領域の温度は低下する;反対に、予熱源310および/または焼結源360の強度が増加する時、造形領域の温度は上昇する;
・焼結源360の放射波長の変更:焼結源360の波長がプリントヘッド370によって印刷される放射線吸収材料のピーク吸収に最も近い時、温度の上昇がより速くなる;反対に、焼結源360の波長がプリントヘッド370によって印刷される放射線吸収材料のピーク吸収からより遠ざかる時、温度の上昇がより遅くなる。
Claims (40)
- 粉末から三次元物体を製造するための方法であって、前記方法が、
印刷スレッド上に設けられたプリントヘッドが、造形領域を横切って第一の方向に移動することで、前記造形領域に積層された粉末層上に吸収材を印刷する工程と、
第一の放射線源が前記造形領域を横切って前記第一の方向に移動することによって、前記吸収材が印刷された前記粉末層を焼結する工程と、
分配スレッドが前記造形領域を横切って前記第一の方向に移動することで、前記造形領域に別の粉末層を積層する工程と、を含み、前記分配スレッドが前記印刷スレッドから独立して動作可能である、方法。 - 焼結中の前記造形領域の表面温度を検出する工程と、
前記検出された温度の結果として前記別の粉末層の積層を開始する工程と、をさらに含む、請求項1に記載の方法。 - 前記粉末層の前記焼結が完了している間に別の粉末層の積層が開始する、請求項1または2に記載の方法。
- 前記第一の放射線源が前記印刷スレッド上に設けられた、請求項1〜3のいずれか一項に記載の方法。
- 前記分配スレッド上に設けられた第二の放射線源が前記造形領域を横切って前記第一の方向に移動することによって、前記別の粉末層を予熱する工程をさらに含む、請求項1〜4のいずれか一項に記載の方法。
- 前記第二の放射線源が、前記分配スレッドが前記造形領域を横切って前記第一の方向に移動している時に、前記別の粉末層を積層するための前記分配スレッド上に設けられた分配装置に従う、請求項5に記載の方法。
- 前記分配スレッドが前記造形領域を横切って前記第一の方向とは反対の第二の方向に移動して戻る工程をさらに含む、請求項1〜6のいずれか一項に記載の方法。
- 前記分配スレッド上に設けられた前記第二の放射線源が前記造形領域を横切って前記第二の方向に移動して戻る時に、前記別の粉末層を予熱する工程をさらに含む、請求項7に記載の方法。
- 前記印刷スレッドが前記造形領域を横切って前記第一の方向とは反対の第二の方向に移動して戻る工程をさらに含む、請求項1〜8のいずれか一項に記載の方法。
- 前記第一の放射線源の強度および/または波長を予熱強度および/または予熱波長に調整する工程と、
前記印刷スレッド上に設けられた前記第一の放射線源が前記造形領域を横切って前記第二の方向に移動して戻る時に、前記別の粉末層を予熱する工程と、をさらに含む請求項9に記載の方法。 - 前記プリントヘッドのアラインメントを調整する工程と、
前記プリントヘッドが前記造形領域を横切って前記第二の方向に移動して戻る時に、前記吸収材を前記別の粉末層に印刷する工程と、をさらに含む請求項9または10に記載の方法。 - 前記分配スレッド上に設けられた前記第二の放射線源が前記造形領域を横切って前記第一の方向に移動することによって、前記別の粉末層を前記造形領域に積層する前に、前記吸収材が印刷された前記粉末層を焼結する工程と、をさらに含む請求項1〜4のいずれか一項に記載の方法。
- 前記第二の放射線源が、前記分配スレッドが前記造形領域を横切って前記第一の方向に移動している時に、前記別の粉末層を積層するための前記分配スレッド上に設けられた前記分配装置を導く、請求項12に記載の方法。
- 前記分配スレッドが、前記造形領域を横切って前記第一の方向とは反対の第二の方向に移動して戻る工程をさらに含む、請求項1〜4、12、または13のいずれか一項に記載の方法。
- 前記分配スレッド上に設けられた前記第二の放射線源が前記造形領域を横切って前記第二の方向に移動して戻る時に、前記別の粉末層を予熱する工程をさらに含む、請求項14に記載の方法。
- 前記分配スレッドが前記造形領域を横切って前記第二の方向に移動して戻る時に、前記第二の放射線源の強度および/または波長を予熱強度および/または予熱波長に調整する工程をさらに含む、請求項15に記載の方法。
- 前記印刷スレッドが前記造形領域を横切って前記第二の方向に移動して戻る工程をさらに含む、請求項12〜16のいずれか一項に記載の方法。
- 前記第一の放射線源の前記強度および/または前記波長を前記予熱強度および/または前記波長に調整する工程と、
前記印刷スレッド上に設けられた前記第一の放射線源が前記造形領域を横切って前記第二の方向に移動して戻る時に、前記別の粉末層を予熱する工程と、をさらに含む請求項17に記載の方法。 - 前記プリントヘッドの前記アラインメントを調整する工程と、
前記プリントヘッドが前記造形領域を横切って前記第二の方向に移動して戻る時に、前記吸収材を前記別の粉末層に印刷する工程と、をさらに含む請求項17または18に記載の方法。 - 前記第一の放射線源が、前記印刷スレッドが前記造形領域を横切って前記第一の方向に移動する時に、前記印刷スレッド上の前記プリントヘッドに従う、請求項1〜19のいずれか一項に記載の方法。
- 前記粉末層を焼結するために前記第一の放射線源が前記第一の方向に移動することと、前記粉末材料に基づいて、前記別の粉末層を積層するために前記分配スレッドが前記第一の方向に移動することとの間の時間を調整する工程をさらに含む、請求項1〜20のいずれか一項に記載の方法。
- 粉末から三次元物体を製造するための方法であって、前記方法が、
印刷スレッド上に設けられたプリントヘッドが、造形領域を横切って第一の方向に移動することで、前記造形領域に積層された粉末層上に吸収材を印刷する工程と、
第一の放射線源が前記造形領域を横切って前記第一の方向とは反対の第二の方向に移動して戻ることによって、前記吸収材が印刷された前記粉末層を焼結する工程と、
分配スレッドが前記造形領域を横切って前記第二の方向に移動することで前記造形領域に別の粉末層を積層する工程と、を含み、前記分配スレッドが前記印刷スレッドから独立して動作可能である、方法。 - 焼結中の前記造形領域の表面温度を検出する工程と、
前記検出された温度の結果として前記別の粉末層の積層を開始する工程と、をさらに含む、請求項22に記載の方法。 - 前記粉末層の前記焼結が完了している間に前記別の粉末層の積層が開始する、請求項22または23に記載の方法。
- 前記第一の放射線源が前記印刷スレッド上に設けられた、請求項22〜24のいずれか一項に記載の方法。
- 前記分配スレッド上に設けられた第二の放射線源が前記造形領域を横切って前記第二の方向に移動することによって、前記別の粉末層を予熱する工程をさらに含む、請求項22〜25のいずれか一項に記載の方法。
- 前記第二の放射線源が、前記分配スレッドが前記造形領域を横切って前記第二の方向に移動している時に、前記別の粉末層を積層するための前記分配スレッド上に設けられた分配装置に従う、請求項26に記載の方法。
- 前記分配スレッドが前記造形領域を横切って前記第一の方向に移動して戻る工程をさらに含む、請求項22〜25のいずれか一項に記載の方法。
- 前記分配スレッド上に設けられた前記第二の放射線源が前記造形領域を横切って前記第一の方向に移動して戻ることによって、前記別の粉末層を予熱する工程をさらに含む、請求項28に記載の方法。
- 前記分配スレッド上に設けられた前記第二の放射線源が前記造形領域を横切って前記第二の方向に移動することによって、前記別の粉末層を前記造形領域に積層する前に前記吸収材が印刷された前記粉末層を焼結する工程をさらに含む、請求項22〜25のいずれか一項に記載の方法。
- 前記第二の放射線源が、前記分配スレッドが前記造形領域を横切って前記第二の方向に移動している時に、前記別の粉末層を積層するための前記分配スレッド上に設けられた分配装置を導く、請求項30に記載の方法。
- 前記分配スレッドが前記造形領域を横切って前記第一の方向に移動して戻る工程をさらに含む、請求項22〜25、または29〜31のいずれか一項に記載の方法。
- 前記分配スレッドが前記造形領域を横切って前記第一の方向に移動して戻る時に、前記第二の放射線源の強度および/または波長を予熱強度および/または波長に調整する工程と、
前記分配スレッド上に設けられた前記第二の放射線源が前記造形領域を横切って前記第一の方向に移動して戻る時に前記別の粉末層を予熱する工程と、をさらに含む、請求項32に記載の方法。 - 前記粉末層を焼結するために前記第一の放射線源が前記第二の方向に移動することと、粉末材料に基づいて、前記別の粉末層を積層するために前記分配スレッドが前記第二の方向に移動することとの間の時間を調整する工程をさらに含む、請求項22〜33のいずれか一項に記載の方法。
- 前記印刷スレッドおよび前記分配スレッドが同一のレール上に設けられた、請求項1〜34のいずれか一項に記載の方法。
- 前記第一の放射線源および/または前記第二の放射線源が赤外線源を備える、請求項1〜35のいずれか一項に記載の方法。
- 請求項1〜36のいずれか一項に記載の方法を使用して粉末から三次元物体を製造するための装置。
- 請求項37の前記装置のコントローラによって実行される時に、前記装置に請求項1〜36のいずれか一項に記載の方法の工程を実行させる命令を含む、コンピュータプログラムまたは一連の命令コード。
- 請求項37の前記装置のコントローラによって実行される時に、前記装置に請求項1〜36のいずれか一項に記載の方法の工程を実行させる命令を含む、コンピュータ可読媒体。
- 粉末から三次元物体を製造するための装置のためのコントローラであって、前記コントローラが、
粉末層で覆われた造形領域を横切って移動するように印刷スレッドを制御し、
前記印刷スレッドが前記造形領域を横切って移動する間に前記粉末層上に吸収材を印刷するように1つ以上のプリントヘッドを制御し、
前記吸収材の印刷後に前記粉末層を照射するように放射線源を制御し、
前記印刷スレッドとは独立して前記造形領域を横切って移動するスプレッダー装置を備える積層スレッドを前記造形領域上に新しい粉末層を積層し、前記積層スレッドの移動が前記焼結層の温度を検知するセンサーからの温度データに応答して開始するように制御するために、データストアからの命令を受信するように構成された、コントローラ。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GB1719089.3A GB2568518A (en) | 2017-11-17 | 2017-11-17 | Methods and apparatus for the manufacture of three-dimensional objects |
| GB1719089.3 | 2017-11-17 | ||
| PCT/GB2018/053338 WO2019097257A1 (en) | 2017-11-17 | 2018-11-16 | Methods and apparatus for the manufacture of three-dimensional objects |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021503398A true JP2021503398A (ja) | 2021-02-12 |
| JP2021503398A5 JP2021503398A5 (ja) | 2021-12-23 |
Family
ID=60805528
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020544994A Pending JP2021503398A (ja) | 2017-11-17 | 2018-11-16 | 三次元物体の製造のための方法および装置 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20200398482A1 (ja) |
| EP (1) | EP3710252A1 (ja) |
| JP (1) | JP2021503398A (ja) |
| CN (1) | CN111356590A (ja) |
| GB (1) | GB2568518A (ja) |
| WO (1) | WO2019097257A1 (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE202016006355U1 (de) * | 2016-10-12 | 2018-01-15 | Realizer Gmbh | Anlage zur Objektherstellung aus Werkstoffpulver mit Bereitstellung des Pulvers in Linienform |
| US20220048113A1 (en) * | 2019-04-30 | 2022-02-17 | Hewlett-Packard Development Company, L.P. | Heat source calibration |
| US20220314541A1 (en) * | 2019-05-23 | 2022-10-06 | General Electric Company | Actuator assemblies for additive manufacturing apparatuses and methods for using the same |
| US11688550B2 (en) * | 2019-10-21 | 2023-06-27 | Honeywell Federal Manufacturing & Technologies, Llc | Systems and methods for additive manufacturing magnetic solenoids |
| JP2021146694A (ja) * | 2020-03-23 | 2021-09-27 | セイコーエプソン株式会社 | 三次元造形装置及び三次元造形物の製造方法 |
| GB2604143A (en) * | 2021-02-25 | 2022-08-31 | Stratasys Powder Production Ltd | Methods of manufacture of three-dimensional objects and controller and apparatus therefor |
| GB2610627A (en) * | 2021-09-13 | 2023-03-15 | Stratasys Powder Production Ltd | Method of operation for an apparatus for layer-by-layer manufacture of 3D objects |
| GB2610621A (en) * | 2021-09-13 | 2023-03-15 | Stratasys Powder Production Ltd | Method of operation for an apparatus for layer-by-layer manufacture of 3D objects |
| GB2610619A (en) * | 2021-09-13 | 2023-03-15 | Stratasys Powder Production Ltd | Method for calibrating heat sources in an apparatus for the manufacture of 3D objects |
| CN116330651B (zh) * | 2023-03-31 | 2023-10-27 | 苏州研拓自动化科技有限公司 | 一种基于隔离碗的高分子材料3d打印机铺粉机构 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017023281A1 (en) * | 2015-07-31 | 2017-02-09 | Hewlett-Packard Development Company, L.P. | 3d printer with multiple carriages |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102004020452A1 (de) * | 2004-04-27 | 2005-12-01 | Degussa Ag | Verfahren zur Herstellung von dreidimensionalen Objekten mittels elektromagnetischer Strahlung und Auftragen eines Absorbers per Inkjet-Verfahren |
| DE102013004940A1 (de) * | 2012-10-15 | 2014-04-17 | Voxeljet Ag | Verfahren und Vorrichtung zum Herstellen von dreidimensionalen Modellen mit temperiertem Druckkopf |
| CN107548347A (zh) * | 2015-07-23 | 2018-01-05 | 惠普发展公司有限责任合伙企业 | 三维(3d)打印方法 |
| DE102015219866A1 (de) * | 2015-10-13 | 2017-04-13 | Eos Gmbh Electro Optical Systems | Vorrichtung und Verfahren zum Herstellen eines dreidimensionalen Objekts |
| GB2548340A (en) * | 2016-03-09 | 2017-09-20 | Digital Metal Ab | Manufacturing method and manufacturing apparatus |
| WO2017196358A1 (en) * | 2016-05-13 | 2017-11-16 | Hewlett-Packard Development Company, L.P. | Material sets |
-
2017
- 2017-11-17 GB GB1719089.3A patent/GB2568518A/en not_active Withdrawn
-
2018
- 2018-11-16 CN CN201880074811.2A patent/CN111356590A/zh active Pending
- 2018-11-16 JP JP2020544994A patent/JP2021503398A/ja active Pending
- 2018-11-16 US US16/765,030 patent/US20200398482A1/en not_active Abandoned
- 2018-11-16 EP EP18808474.3A patent/EP3710252A1/en not_active Withdrawn
- 2018-11-16 WO PCT/GB2018/053338 patent/WO2019097257A1/en unknown
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017023281A1 (en) * | 2015-07-31 | 2017-02-09 | Hewlett-Packard Development Company, L.P. | 3d printer with multiple carriages |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2019097257A1 (en) | 2019-05-23 |
| GB201719089D0 (en) | 2018-01-03 |
| US20200398482A1 (en) | 2020-12-24 |
| CN111356590A (zh) | 2020-06-30 |
| EP3710252A1 (en) | 2020-09-23 |
| GB2568518A (en) | 2019-05-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2021503398A (ja) | 三次元物体の製造のための方法および装置 | |
| TWI781232B (zh) | 分配系統與在積層製造設備中分配粉末的方法 | |
| JP2021503397A (ja) | 三次元物体の製造のための装置 | |
| JP3236526U (ja) | 三次元物体の製造のためのスレッド構成および操作方法 | |
| US11351727B2 (en) | Three-dimension printing system and method | |
| CN107206689B (zh) | 生成三维物体 | |
| KR101855184B1 (ko) | 가변형 레이저 조사장치를 구비한 3d 프린터 | |
| EP3890948B1 (en) | Methods and apparatus for the manufacture of three-dimensional objects | |
| JP2005504653A (ja) | 固体自由形状製作のための量子化供給装置 | |
| JP2018103488A (ja) | 液滴吐出装置の温度制御方法、液滴吐出装置および三次元造形装置 | |
| JP4857056B2 (ja) | 粉末焼結積層造形装置及び粉末焼結積層造形方法 | |
| JP2013176893A (ja) | 立体造形装置 | |
| US20030076371A1 (en) | Scanning techniques in selective deposition modeling | |
| TWI634981B (zh) | 用以產生三維物件及於基體上產生影像之列印系統及方法 | |
| KR101855185B1 (ko) | 가열장치를 구비한 3d 프린터 | |
| CN109571958B (zh) | 3d打印机 | |
| KR20210083654A (ko) | 다중 레진도포 필름을 사용한 광경화 3d프린터 | |
| JP2022138437A (ja) | 3dプリンタ | |
| US20220379553A1 (en) | Particle material preheating device and use in 3d methods | |
| KR101855186B1 (ko) | 바인더 제트부를 구비한 3d 프린터 | |
| EP3433076B1 (en) | Heating build material | |
| KR102288942B1 (ko) | 레진도포 필름을 사용한 광경화 3d프린터 | |
| JPWO2019058497A1 (ja) | 構造物の形成方法及び構造物の検査方法 | |
| EP3565704B1 (en) | Additive manufacturing | |
| JP2017177512A (ja) | インクジェット装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20211109 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20211109 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220812 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220823 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20230323 |