JP2021045795A - 球状黒鉛鋳鉄の半凝固鋳造方法及び半凝固鋳造品 - Google Patents
球状黒鉛鋳鉄の半凝固鋳造方法及び半凝固鋳造品 Download PDFInfo
- Publication number
- JP2021045795A JP2021045795A JP2020217938A JP2020217938A JP2021045795A JP 2021045795 A JP2021045795 A JP 2021045795A JP 2020217938 A JP2020217938 A JP 2020217938A JP 2020217938 A JP2020217938 A JP 2020217938A JP 2021045795 A JP2021045795 A JP 2021045795A
- Authority
- JP
- Japan
- Prior art keywords
- spheroidal graphite
- cast iron
- semi
- casting
- mold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000005266 casting Methods 0.000 title claims abstract description 108
- 229910001141 Ductile iron Inorganic materials 0.000 title claims abstract description 81
- 238000000034 method Methods 0.000 title claims abstract description 58
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 claims abstract description 113
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims abstract description 108
- 229910002804 graphite Inorganic materials 0.000 claims abstract description 103
- 239000010439 graphite Substances 0.000 claims abstract description 103
- 229910052757 nitrogen Inorganic materials 0.000 claims abstract description 56
- 229910052751 metal Inorganic materials 0.000 claims abstract description 52
- 239000002184 metal Substances 0.000 claims abstract description 52
- 238000002844 melting Methods 0.000 claims abstract description 30
- 230000008018 melting Effects 0.000 claims abstract description 28
- 238000011081 inoculation Methods 0.000 claims abstract description 24
- 239000002245 particle Substances 0.000 claims abstract description 21
- 239000002994 raw material Substances 0.000 claims abstract description 18
- 238000011049 filling Methods 0.000 claims abstract description 14
- 238000010438 heat treatment Methods 0.000 claims abstract description 14
- 229910001018 Cast iron Inorganic materials 0.000 claims description 31
- 239000011248 coating agent Substances 0.000 claims description 26
- 238000000576 coating method Methods 0.000 claims description 26
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 26
- 239000007787 solid Substances 0.000 claims description 23
- 238000007711 solidification Methods 0.000 claims description 20
- 238000011282 treatment Methods 0.000 claims description 20
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 claims description 19
- 229910052760 oxygen Inorganic materials 0.000 claims description 19
- 239000001301 oxygen Substances 0.000 claims description 19
- 238000001816 cooling Methods 0.000 claims description 16
- 238000010309 melting process Methods 0.000 claims description 4
- 238000004519 manufacturing process Methods 0.000 abstract description 4
- 230000005496 eutectics Effects 0.000 abstract description 2
- 239000000047 product Substances 0.000 description 36
- 239000011777 magnesium Substances 0.000 description 16
- 239000000463 material Substances 0.000 description 9
- 238000004458 analytical method Methods 0.000 description 8
- 238000004512 die casting Methods 0.000 description 8
- 239000004576 sand Substances 0.000 description 8
- 229910017082 Fe-Si Inorganic materials 0.000 description 7
- 229910017133 Fe—Si Inorganic materials 0.000 description 7
- 238000005516 engineering process Methods 0.000 description 7
- 239000000203 mixture Substances 0.000 description 7
- 239000011575 calcium Substances 0.000 description 5
- 239000003795 chemical substances by application Substances 0.000 description 5
- 229910052749 magnesium Inorganic materials 0.000 description 5
- 239000007789 gas Substances 0.000 description 4
- 238000009413 insulation Methods 0.000 description 4
- 239000000126 substance Substances 0.000 description 4
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 3
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 3
- 229910000805 Pig iron Inorganic materials 0.000 description 3
- 229910000831 Steel Inorganic materials 0.000 description 3
- 229910052797 bismuth Inorganic materials 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 238000002474 experimental method Methods 0.000 description 3
- 238000005206 flow analysis Methods 0.000 description 3
- 238000000465 moulding Methods 0.000 description 3
- 230000008023 solidification Effects 0.000 description 3
- 239000010959 steel Substances 0.000 description 3
- 238000012360 testing method Methods 0.000 description 3
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 2
- 238000009529 body temperature measurement Methods 0.000 description 2
- 229910052791 calcium Inorganic materials 0.000 description 2
- 238000011088 calibration curve Methods 0.000 description 2
- 239000006229 carbon black Substances 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 238000002485 combustion reaction Methods 0.000 description 2
- 239000013065 commercial product Substances 0.000 description 2
- 229910052802 copper Inorganic materials 0.000 description 2
- 239000013078 crystal Substances 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 238000009792 diffusion process Methods 0.000 description 2
- 230000005484 gravity Effects 0.000 description 2
- 239000002054 inoculum Substances 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Substances [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 229910052750 molybdenum Inorganic materials 0.000 description 2
- 229910052759 nickel Inorganic materials 0.000 description 2
- 150000002829 nitrogen Chemical class 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 229910052761 rare earth metal Inorganic materials 0.000 description 2
- 238000007528 sand casting Methods 0.000 description 2
- 238000003756 stirring Methods 0.000 description 2
- 229910052720 vanadium Inorganic materials 0.000 description 2
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- OYPRJOBELJOOCE-UHFFFAOYSA-N Calcium Chemical compound [Ca] OYPRJOBELJOOCE-UHFFFAOYSA-N 0.000 description 1
- 229910001208 Crucible steel Inorganic materials 0.000 description 1
- 229910001060 Gray iron Inorganic materials 0.000 description 1
- 229910007981 Si-Mg Inorganic materials 0.000 description 1
- 229910004298 SiO 2 Inorganic materials 0.000 description 1
- 229910008316 Si—Mg Inorganic materials 0.000 description 1
- 235000010724 Wisteria floribunda Nutrition 0.000 description 1
- 230000005856 abnormality Effects 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910052788 barium Inorganic materials 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- JCXGWMGPZLAOME-UHFFFAOYSA-N bismuth atom Chemical compound [Bi] JCXGWMGPZLAOME-UHFFFAOYSA-N 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 230000001364 causal effect Effects 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 229910001873 dinitrogen Inorganic materials 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 238000000605 extraction Methods 0.000 description 1
- 239000010419 fine particle Substances 0.000 description 1
- 238000005187 foaming Methods 0.000 description 1
- 238000005242 forging Methods 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 238000005087 graphitization Methods 0.000 description 1
- 239000003779 heat-resistant material Substances 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 238000005495 investment casting Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 239000007791 liquid phase Substances 0.000 description 1
- 239000002932 luster Substances 0.000 description 1
- 229910052748 manganese Inorganic materials 0.000 description 1
- 238000001000 micrograph Methods 0.000 description 1
- 238000006386 neutralization reaction Methods 0.000 description 1
- 230000008520 organization Effects 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000010926 purge Methods 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 102220005308 rs33960931 Human genes 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
- 238000005204 segregation Methods 0.000 description 1
- 238000010583 slow cooling Methods 0.000 description 1
- 230000006641 stabilisation Effects 0.000 description 1
- 238000011105 stabilization Methods 0.000 description 1
- 229910052717 sulfur Inorganic materials 0.000 description 1
- 238000004781 supercooling Methods 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
- 230000002195 synergetic effect Effects 0.000 description 1
- 238000004448 titration Methods 0.000 description 1
- 238000009489 vacuum treatment Methods 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
- 238000010792 warming Methods 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
Images














Landscapes
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
Abstract
Description
これまでにダクタイル鋳鉄の半凝固・半溶融の分野では、特許文献5が提供されている。
金型を使用した精密鋳造により、鍛造に匹敵する高強度をもち、外部・内部欠陥を生じない球状黒鉛鋳鉄の低温鋳造方法及び低温鋳造装置を提供することを目的とし、球状化処理された球状黒鉛鋳鉄の溶湯を真空処理装置に収容して所定の真空度に所定時間保つ真空処理工程と、真空処理工程を経た1350°C〜液相温度の温度範囲の溶湯を瞬間的に金型に注入する注湯工程と、溶湯の注入後に加圧装置を用いて金型のキャビティ全体を加圧する加圧工程と、を備えており、真空処理により球状黒鉛鋳鉄の溶湯が改質されるため、半凝固温度域を含む低温域の鋳鉄溶湯を金型内で加圧及び急速冷却することにより、微細な組織で高強度の球状黒鉛鋳鉄の鋳造品を得ることができるというものである。
この技術は、キャビティの真空を利用して溶湯の流動性を確保している。すなわち、溶湯を低温化しても真空のために流動性は保たれているが、キャビティ内には溶湯が充填されている(特許文献5の段落0034、図4)。溶湯で充填後における加圧時を半凝固状態で行うに過ぎない。
また、特許文献5の図9に基づき、この技術において得られる黒鉛の粒数を調べると、黒鉛粒数は788個/mm2に過ぎない。
一方、アルミ合金の半凝固ダイカストの分野では既に量産されている。このような状況の中,半溶融・半凝固鋳造法は,収縮巣,偏析の発生が少ないこと、金属組織が細かいこと、酸化物の混入が少ないなどの優れた品質上の特徴を有すること、半凝固状態で成形することから高サイクルでの成形が可能であることから低コストの成形法として期待できる成形法と考えられる。
本発明者は、別途、金型鋳造においてフリー窒素を制御すれば,チルが発生しないことを発見し,熱処理なし鋳放し材で黒鉛化の超微細化技術を開発した(非特許文献4)。
球状黒鉛鋳鉄の高強度・高靭性化のため,砂型鋳造から金型鋳造による取り組みがおこなわれているが,実現できていないのが現状である.これは金型で球状黒鉛鋳鉄を生産すると溶湯が急冷され,白銑化(チル化)組織となり靱性が低下する問題のためである.
冷却速度とチルの関係は図4に示すように冷却速度を上げると黒鉛粒数が増加するが,チルが生成するので限界があった.堀江ら(非特許文献5)は一定の冷却速度でチルが晶出しなくなるときの黒鉛粒数をチル臨界黒鉛粒数と定義し,チル臨界粒数(N)と冷却速度(R)からN=0.58R2+19.07R+1.01であるとの回帰式を算出し,その臨界黒鉛粒数は960個/mm2であることを明らかにした。
本発明者は、フリー窒素を制御すれば,チルが発生しないことを見出し,黒鉛の超微細化技術を開発し、非特許文献4に開示するとともに別途特許出願として開示した(本出願時点では未公開である)
図5に従来の球状黒鉛鋳鉄,図6に超微細化した球状黒鉛鋳鉄の金属組織写真を示す.超微細化した球状黒鉛鋳鉄では従来の球状黒鉛鋳鉄と比較して20倍以上の黒鉛粒数で3222個/mm2
従来の球状黒鉛鋳鉄の一般的な金属組織を図3に示す。図3に示すように、従来の球状化黒鉛鋳鉄は400個/mm2以下の球状黒鉛を有するのが一般的である。
また、球状黒鉛鋳鉄につき、以下に記載の特許文献・非特許文献に記載されているような試みもなされている。
特許文献4(特開2000−45011号公報)では、Cを3.10〜3.90%、Siを2.5〜4.00%、Mnを0.45%以下、Pを0.05%以下、Sを0.008%以下、Cuを0.5%以下、Moを0.3%以下、Mgを0.05%以下、Bi+Sb+ Tiを0.1%以下含有し、金型鋳造法によって鋳造して鋳造物中に超微細黒鉛組織を有するようにした球状黒鉛鋳鉄の鋳造方法が開示され、これにより、黒鉛粒数がほぼ1900個/mm2の超微細黒鉛組織を有するとともに、チル組織の発生が防止されるようにした球状黒鉛鋳鉄鋳物が提供されている。
ただ、この分類では必ずしも当てはまらない場合があるため、非特許文献2では、窒素をフリー窒素とそれ以外の窒素とに分類し、フリー窒素量の制御によりチルの長さを低減する試みがなされている。ここで、フリー窒素量は、全窒素量から介在物となっている介在物窒素量を差し引いた窒素量である。なお、ここで、介在物窒素量は、JIS G 1228(蒸留−中和滴定法)により測定されている。
また、上記製造方法を用いて製造した球状黒鉛鋳鉄の組織内における球状黒鉛の個数は少ない。そのため、強度、伸びなどの機械的特性が必ずしも所望するものではない。
また、特許文献3の技術においては酸化物と思われる白い粉の発生が認められ伸び特性に欠ける。
非特許文献2では、チル長さはフリー窒素の量に影響されることから、フリー窒素の除去により、チル長の低減を図っている。しかし、非特許文献2は、冷やし金を含むとは言え金型鋳造ではなく、また、組織内における球状黒鉛の個数、粒径については触れられていない。
特許文献3記載の球状黒鉛鋳鉄では、球状黒鉛の個数は2,000個/mm2以上を達成している。しかし、この技術は金型鋳造品の技術ではない。すなわち、金型鋳造品であって球状黒鉛の個数が2,000個/mm2以上のものは提供されていない。
特許文献4では、BiとSbを必須としている。
非特許文献3では、金型鋳造品の中で、表面、中心ともにチルの無い品物は、ブレーキキャリパーG(7.5kg、肉厚43mm)のみであり、モジュラスM(cm)(M=V/S,Vは体積、Sは表面積)が2を超えるものに限られている。
非特許文献4では、それ以前に比べ超微細な球状黒鉛を大量に有する球状黒鉛鋳鉄が提供されている。球状黒鉛をさらに微細とし、かつ、その粒径のばらつきが少ない球状黒鉛鋳鉄が望まれる。また、機械的特性、特に衝撃値がより優れた球状黒鉛鋳鉄が望まれる。
本発明では,フリー窒素によるチル化制御技術と半凝固鋳造技術を適用することで従来の半溶融・半凝固ダイカスト法では,熱処理なしで黒鉛化が不可能であった半凝固ダクタイル鋳鉄の微細化と黒鉛粒数の向上に向けて取り組んだ結果なされたものである。
鋳鉄からなる原料を加熱溶解して元湯を得る溶解工程、
球状化処理を行う球状化処理工程、
接種を行う接種工程、
前記接種後の溶湯を注湯し、金型内のゲートを介して製品空間に充填する鋳込み工程、
を有する球状黒鉛鋳鉄の鋳造方法において、
前記製品空間に充填する前の溶湯を半凝固温度域に制御することを特徴とする球状黒鉛鋳鉄の半凝固鋳造方法である。
請求項2に係る発明は、前記鋳造品の融解時発生窒素量が0.9ppm(質量)以下になるように窒素量を調整することを特徴とうする請求項1記載の黒鉛鋳鉄の鋳造方法である。
請求項3に係る発明は、前記ゲートより前において、前記溶湯からの抜熱量を制御することにより前記半凝固温度域とすることを特徴とする請求項1又は2記載の球状黒鉛鋳鉄の鋳造方法である。
請求項4に係る発明は、前記ゲート通過時における前記原料の温度を半凝固温度域の一定温度とすることを特徴とうする請求項1ないし3のいずれか1項記載の球状黒鉛鋳鉄の鋳造方法である。
請求項5に係る発明は、前記注湯温度(融点+40℃)以下の温度とすることを特徴とする請求項1ないし4のいずれか1項記載の球状黒鉛鋳鉄の半凝固鋳造方法である。
請求項6に係る発明は、前記ゲート通過時における前記原料の温度を1140〜1170℃とする請求項1ないし5のいずれか1項記載の球状黒鉛鋳鉄の半凝固鋳造方法である。
請求項7に係る発明は、注湯後液相線温度を通過するまでの溶湯の冷却速度は20℃/秒以上とすることを特徴とする請求項1ないし6のいずれか1項記載の黒鉛鋳鉄の半凝固鋳造方法である。
請求項8に係る発明は、前記充填後、加圧を行うことを特徴とする請求項1ないし7のいずれか1項記載の球状黒鉛鋳鉄の半凝固鋳造方法である。
請求項9に係る発明は、鋳鉄からなる原料を加熱溶解して元湯を得、
前記元湯を1500℃以上の所定の温度まで加熱後、加熱を停止しその温度に一定時間保持して前記元湯から酸素を除去し、次いで、前記元湯を徐冷することにより前記元湯中の窒素を減少させ、次いで、球状化処理、接種及び鋳込みを行うことを特徴とする請求項1ないし8のいずれか1項記載の球状黒鉛鋳鉄の半凝固鋳造方法である。
請求項10に係る発明は、酸素含有量が20ppm(質量)以下において前記球状化処理を行う請求項1ないし9のいずれか1項記載の球状黒鉛鋳鉄の半凝固鋳造方法である。
請求項11に係る発明は、前記金型表面に断熱性を有する塗型を設けたことを特徴とする請求項1ないし10のいずれか1項記載の球状黒鉛鋳鉄の半凝固鋳造方法である。
請求項12に係る発明は、前記断熱性を有する塗型の塗布厚は0.2mm以上であることを特徴とする請求項11記載の球状黒鉛鋳鉄の半凝固鋳造方法である。
請求項13に係る発明は、前記金型表面に熱伝導率が0.42W/(m・k)以下の塗型を塗布したことを特徴とする請求項1ないし12のいずれか1項記載の球状黒鉛鋳鉄の半凝固鋳造方法である。
請求項14に係る発明は、アズキャストの状態で、チルを含まずかつ球状黒鉛の数が500個/mm2以上であり、4−7μmの粒径の球状黒鉛が80%(個数割合)以上である組織を一部に有する球状黒鉛鋳鉄の半凝固金型鋳造品である。ただし、Biを含む鋳鉄及びモジュラスが2cmを超える鋳鉄は除く。
請求項15に係る発明は、アズキャストの状態で球状黒鉛の数が1000個/mm2以上であり、4−7μmの粒径の球状黒鉛が80%(個数割合)以上である組織を一部に有する球状黒鉛鋳鉄の半凝固金型鋳造品である。ただし、Biを含む鋳鉄及びモジュラスが2cmを超える鋳鉄は除く。
請求項16に係る発明は、アズキャストの状態で球状黒鉛の数が1500個/mm2以上であり、4−7μmの粒径の球状黒鉛が80%(個数割合)以上である組織を一部に有する球状黒鉛鋳鉄の半凝固鋳造品である。ただし、Biを含む鋳鉄は除く。
請求項17に係る発明は、アズキャストの状態で球状黒鉛の数が2000個/mm2以上であり、4−7μmの粒径の球状黒鉛が80%(個数割合)以上である組織を一部に有する超微細球状黒鉛鋳鉄の半凝固金型鋳造品である。
請求項18に係る発明は、アズキャストの状態で球状黒鉛の数が3000個/mm2以上であり、4−7μmの粒径の球状黒鉛が80%(個数割合)以上である組織を一部に有する球状黒鉛鋳鉄の半凝固金型鋳造品である。
請求項19に係る発明は、アズキャストの状態で、チルを含まない組織を有するであり、4−7μmの粒径の球状黒鉛が80%(個数割合)以上である組織を一部に有する球状黒鉛鋳鉄の金型鋳造品である。
請求項20に係る発明は、モジュラスが2.0cm以下である請求項14ないし19のいずれか1項記載の球状黒鉛鋳鉄の半凝固金型鋳造品である。
請求項21に係る発明は、モジュラスが0.25cm以下である請求項14ないし19のいずれか1項記載の球状黒鉛鋳鉄の半凝固金型鋳造品である。
溶解行程においては、球状黒鉛鋳鉄の元湯原料を溶解する。
元湯原料としては、例えば、銑鉄、鋼屑及びJISG5502に規定する材料の戻り屑を用いればよい。他の鋳鉄でも適用可能である。また、必要に応じて、他の元素を添加してもよい。また、組成範囲を適宜変えてもよい。
JISG5502に規定する例としてFCD400−15、FCD450−10、FCD500−7、FCD600−3、FCD700−2、FCD800−2、FCD400−15、FCD450−10、FCD500−7などがあげられる。
また、CE(炭素当量)を適宜、例えば、3.9〜4.6に制御してもよい。
昇温は、元湯内から酸素の除去が止まる温度T0に達するまで行う。その温度T0に達した時点で昇温を停止し、T0において所定時間保温する。保温を続けると、ルツボ側面から気泡の発生が認められるためその時点で保温を停止する。通常、保温は2〜10分の間で行われる。
酸素を除去する工程の後に、窒素の除去を行う。
非特許文献2では、フリー窒素の制御を行っている。ただ、非特許文献2は砂型を対象としており、金型にそのままでは適用できず、金型に非特許文献2に記載のフリー窒素の制御を行っても球状黒鉛の個数の増加は必ずしも認められない。
金型の場合は、融解時発生窒素量を基準に窒素の制御を行うと、チルの発生がなく球状黒鉛の個数の増加を制御できることがわかった。
融解時発生窒素量は、鋳造品を溶解した際の融解時の窒素ガス量である。
具体的に次の手順で測定する。酸化膜除去のためFUJI STAR500(三共理化学)サンドペーパーにて金属光沢が出るまで表面の酸化膜を取り除いた後、マイクロカッター又は鉄筋カッターで切断し0.5−1.0gの試料をとした。切断した試料は油分除去のためアセトンで洗浄しドライヤーで数秒乾燥または真空乾燥した後分析を実施する。
分析は装置に電源を入れHeガスを送入し、システムチェックとリークチェックを行い異常が無いのを確認、安定化した後分析を開始し分析するにあたり捨て分析、ブランク測定を行いゼロ点補正を行う。
ブランク分析は始めに坩堝をセットし助燃材(黒鉛パウダー)を約0.4g前後添加(助燃材は合金中の窒素抽出率を向上させる目的)し、Heを流入しながらアウトガス、パージを行い試料室内をHeガスで置換、次いで予備加熱により黒鉛坩堝から発生する酸素、窒素を取り除くため分析温度と同条件以上の温度(2163℃)で15秒加熱保持し坩堝から発生するガスを除去する。その後昇温条件で分析を行い得られる数値をブランクとしゼロ点ベースとなるように補正する。
検量線作成標準試料としてLECO製114−001−5(窒素8±2ppm、酸素115±19ppm)、502−873(窒素47±5ppm酸素34±5ppm)、502−869(窒素量414±8ppm 酸素36±4ppm)、502−416(窒素量782±14ppm 酸素33±3ppm)を用いて各3回測定し得られた数値から検量線を作成する。
昇温分析では低融点物質から徐々に溶解していき各温度毎に溶融した物質中に含まれる窒素が抽出され波形ピークが得られる。
波形ピークの総面積(ピーク強度値の総和)と分析によって得られる窒素量から単位面積当たりの窒素量を算出し、1250−1350℃付近の昇温初期に発生するピーク(A1)を融解時窒素量として数値化する。
いわゆるフリー窒素自体と、チルの発生有無、球状化黒鉛の粒数との関係に代え、融解時窒素量チルの発生有無、球状化黒鉛の粒数との因果関係を見出しており、本発明は、融解地窒素量を制御することにより融解時窒素量チルの発生有無、球状化黒鉛の粒数を制御するものである。
冷却は、式1におけるT(℃)まで行うことが好ましい。T(℃)より低い温度まで冷却を行うと、逆に酸素の取り込みが始まってしまう。窒素、酸素の両方を最小とするためにT〈℃〉まで冷却することが好ましい。式1は、
平衡式である。非平衡な実務上の観点を考慮すると(T−15℃)±20(℃)まで冷却することが好ましい。
式(1) T=Tk−273(℃)
log([Si]/[C]2)=−27,486/Tk+15.47
式1におけるT(℃)まで冷却した時点で、球状化処理を行う。
ここで、球状化処理はMg添加により行うことが一般的である。他の方法(例えば、Ceを含む処理剤による球状化処理)によってもよい。
ただ、Ceに比べて、Mgの場合は、微細化の程度及び単位面積当たりの球状黒鉛の数は圧倒的に優れている。
前記Mg含有処理剤は、Fe−Si−Mgが好ましい。特に、Fe:Si:Mg=50:50:(1〜10)(質量比)の処理剤を用いることが好ましい。Mg比が1未満では、十分な球状化を行うことができない。また、10を超えると、泡立ちが生じてしまいガスの巻き込みを起こしてしまう。かかる観点から1〜10が好ましく、1〜5がより好ましい。
酸素含有量が20ppm(質量)以下において前記球状化処理を行うことが好ましい。20ppm以下とすることにより微細な球状化黒鉛が得られる。
球状化処理を行った後に接種を行う。接種は、溶湯に例えば、Fe−Siを添加することにより行う。例えば、Fe−75Si(質量比)が好適に用いられる。
接種剤Fe−Si添加後鋳込みを行う。接種剤が拡散撹拌しない状態で鋳込みを行うことが好ましい。設備上の要因などを考慮して、例えば、5分以下、3分以下、1分以下、30秒以下と短時間化をはかることが好ましい。
ここで、Tp=1350−60M(℃)」
M=V/S
Vは製品体積(cm3)、Sは製品表面積(cm2)
M=V/S
Vは製品体積(cm3)、Sは製品表面積(cm2)
金型温度は、製品の体積に応じて制御を行うことが好ましい。金型温度を制御することにより球状黒鉛をより微細かつ均一に形成することができる。
ただ、条件によっては湯周り不良を生ずるおそれがあるため、金型の最低温度は100℃とすることが好ましい。
接種から鋳込みまでの時間は短いほど好ましいと考えられていた。すなわち、次のように考えられていた。
鋳込後、Fe−Si添加後可及的速やかに行うことが好ましい。接種後短時間であるほどより微細でかつ単位面積当たりの球状化黒鉛が多くなる。短時間であるほどFe−Siの溶湯中への拡散が遅くなり、それに伴い球状化黒鉛の密度が高くなる。
装置などにも依存するが、例えば、5分以内に前記鋳込みを行うが好ましく、3分以内に行うことがより好ましく、30秒以内、5秒以内と、短くするほど好ましい。に行うことがさらに好ましい。Fe−Siが溶解後拡散前の状態で鋳込みを行うと、均一に溶解した場合よりも球状化黒鉛の個数は飛躍的に増加する。チルの発生もない。かかる状態をさらに促進するために撹拌を行わずに鋳込みを行うことが好ましい。
しかし、本発明においては、接種後5分以上経過した場合であっても3分以内の場合と同様の結果が得られる。従来は、鋳込みまでの時間を短縮化するために作業上さまざまな制約を受けていた。しかし、接種から鋳込みまでの時間の短縮を図る必要がなければそのような制約を受けずに自由度の高い作業を行うことが可能となる。なお、接種の効果は、一般に接種処理後から10分経過すると焼失すると考えられている。従って、本発明では、接種を省略することが可能であることを示唆している。
金型には、断熱性の塗型を塗布することが好ましい。特に、断熱性塗型が好ましく熱伝導率:0.42W/(m・k)以下が特に好ましい。具体的に断熱性の塗型を厚み0.2mm以上に塗布することが好ましい。
参考例は、実施例と基本的部分を共通にする例である。
(参考例1)
次の組成を有する原料を用いた。(質量%)
C:3.66、Si:2.58、Mn:0.09、P:0.022、S:0.006、残Fe
Tk=1698(K)
T=Tk−273=1425(℃)
昇温をさらに続けたところ、1510℃を超えた温度において、炉の耐熱材からの酸素の発生が認められた。そこで、1510℃において昇温を停止し、1510℃に5分間保温を行った。この期間は酸素が元湯から除去される期間である。
溶湯温度の低下に伴い、溶湯への窒素の溶解度が減少するため、過飽和窒素が生じる。徐冷により窒素の溶湯への飽和量は低下し、不飽和窒素が溶湯から放出された。Tの温度まで冷却した時点で、溶湯から一部を取り出して酸素の含有量を分析したところ20ppm以下であった。
また、金型には、断熱性塗型0.4mm塗布した。塗型の熱伝導率は0.42W/(m・k)であった。
鋳込み温度Tpは、M=V/S=0.34
Tp=1350−60M=1320℃
金型温度Tdは、
Td=470−520M=293.2(℃)
製品の組成は次の通りであった。(質量%)
C :3.61、Si:3.11、Mn:0.10、P:0.024、S:0.008、
Mg:0.018であった。
球状黒鉛は、非常に微細であり、均一に分布していた。球状化黒鉛の個数を数えたところ3222個/mm2であった。チルの発生は,皆無であった。
本例では、融解時発生窒素量を変化させ、融解時発生窒素量とチルの発生有無との関係を調べた。
なお、実験は、実施例1と同様に行った。また、いずれの場合も金型表面に0.4mm厚の断熱性の塗型を形成した。結果を以下に示す。
融解時発生窒素量 T 鋳込温度 チルの有無
(ppm) (℃) (℃)
1.05 1415 1303 有
1.15 1439 1436 有
0.89 1430 1316 無
0.93 1429 1390 有
0.22 1432 1310 無
0.63 1432 1315 無
0.37 1430 1312 無
上記結果に示す通り、融解時発生窒素量は0.9ppmを臨界値とし、それ以下に制御した場合にはチルの発生が無かった。
なお、チルの発生が無い場合は、チルの発生が有る場合よりも球状黒鉛の個数ははるかに多かった。
(比較例)
本例では、原料溶解後、1510℃まで昇温後、金型に鋳込みを行った。
ただ、本例では砂型を用いた。他の点は実施例1と同様とした。
その結果を図2(b)及び図6に示す。
本例では1005個/mm2であった。
次の3種類の塗型につき実験を行った。他の条件は実施例1と同様である。
A 断熱性塗型(厚み0.4mm)熱伝導率:0.42W/(m・k)
B 断熱性塗型(厚み0.7mm)熱伝導率:0.2W/(m・k)
C 断熱性塗型(厚み0.2mm)熱伝導率:0.85W/(m・k)
D カーボンブラック熱伝導率:5.8W/(m・k)
Aは参考例1と同じである。
断熱性塗型(A−C)の場合は、いずれもチルの発生は認められなかった。ただ、厚みが0.2mmの場合は球状黒鉛の数は0.4mmの場合よりも多く、かつ、粒径は小さかった。0.7mmの場合は、0.4mmとほぼ同様であった。
また、カーボンブラックの場合は、チルの発生は認められなかったが、0.2mm厚の断熱性塗型の場合よりもさらに球状黒鉛の数は少なかった。
(参考例4)
本例では、金型温度を、25℃〜300℃の範囲で変化させた。
試験は、25℃、178℃、223℃、286℃、300℃の5点で行った。
なお、塗型は、断熱性の塗型を0.4mm塗布した。
他の点は参考例1と同様とした。
25℃の場合はチルの発生が認められた。他の温度についてはチルの発生は認められなかった。286℃の場合が一番粒径は小さかった。
(参考例5)
本例では、モジュラス(M)を0.25〜2.0(cm)の範囲で変化させて金型鋳造品を製造した。
製造条件は、参考例1と同様である。
製造したそれぞれの金型鋳造品につき、球状黒鉛の個数を測定した。
なお、いずれの製品についてもチルの発生は認められなかった。
モジュラス(M)が小さくとも1500個/mm2以上の微細な球状黒鉛を有する組織であった。
本例では、ナックルを試作し機械的特性を評価した。
なお、本例では、湯口にフィルターを設置して、異物を極力除去した。ただし、僅かに異物残留はしていた。
ナックル試作品の機械的特性の評価としては、球状黒鉛鋳鉄の材質であるにもかかわらず鋳鋼品の機械的特性を示す結果であった。例えば、ナックル試作品の一つの引張強さ525N/cm2品は伸びが18.8%であり、一般の球状黒鉛鋳鉄では同等の伸びで比較すると引張強度が380N/cm2前後であることから、1.5倍の引張強度となり、鋳鋼に匹敵する機械的特性が得られた。
(実施例1)
先ず、重力下で半凝固金型鋳造を試み、チルや引け巣生成の程度、鋳肌、寸法精度等の鋳造性を確認した。
25kg高周波誘導炉で元湯を溶製し、スーパーヒート後、CO/SiO2臨界平衡温度以下−15℃でプランジャーにて炉内球状化処理を実施した。
球状化剤は、低N系Fe−Si−3Mgを用いた。その後、Ca系Fe−75Siにて出湯流接種を行った。鋳込み溶湯の目標化学成分を次に示す。
球状化処理及び接種後の目標化学成分(mass%)
C Si Mn P S F・Mg T・Mg
3.50 3.30 <0.10 <0.020 0.010 0.015 0.020 0.025
鋳込みは、接種から2分以内、取鍋温度が1220℃を目標とした。工程は、フリーN制御を意識し、参考例1と同様のフリー窒素除去操作を行った。
金型方案は、事前にA方案、B方案、C方案の3方案をAdStefanによる湯流れ解析をおこない最適な方案を検討した(図7)。その湯流れ解析結果から図8に示すB方案のナックルを鋳込み供試材とした。鋳込み重量は、約5.3kgである。金型は、S50Cにて製作し、基礎塗型と作業塗型を塗布した。予熱は、金型に内蔵のヒータにて行い、温度を350℃に設定した。金型からの供試材の取出しは、500℃以下とした。
ナックルの鋳放し外観を図9に示す。極一部に湯回り不良やドロスカミが見られたが、全体的には、良好な形状が得られた。厚肉部を切断した結果、引け巣は皆無であった(図10)。切断面Bのミクロ組織を図11に示す。黒鉛粒数は、砂型量産品の13倍程度であった。チルの発生は、観察されなかった。鋳込み中の温度計測により、共晶温度直上で充填されたことを確認した。
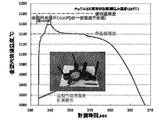
図12、図13に鋳込み中の金型内溶湯温度計測結果と充填挙動との関係とあわせて示す。金型内充填中の測温箇所の温度は、1160℃のほぼ一定温度で充填していることがわかった。これは、注湯口から充填された1224℃の溶湯がランナー内(湯道内)で冷却され、ゲート(製品空間部入口)近傍の測温箇所では固液共存温度領域の1160℃となって一定温度で充填されており、いままで著者らがアルミの半凝固ダイカストで行っているスリーブ法の流動挙動と同様であることを確認した。なお、図12に示すように、注湯温度から液相線通過温度までの冷却速度は(1224℃−1180℃)/2秒=22℃/秒であった。20℃/秒以上とすることが球状黒鉛の微細化上好ましい。
各社砂型量産市販品ナックルと半凝固鋳造品ナックルの金属組織と黒鉛粒数の比較を調べた。その結果、砂型量産市販品ナックルの黒鉛粒数は、従来例A:122個/mm2、従来例B:159個/mm2、従来例C:171個/mm2に対して、金型・半凝固鋳造品ナックルの黒鉛粒数は、加圧なしで1785個/mm2、加圧ありで2992個/mm2の結果となり、砂型ナックルと比較して大幅に黒鉛粒数が多く、ダクタイル鋳鉄の黒鉛微細化を達成することができた。
フリー窒素制御した溶湯を金型内で半凝固成形する技術の開発により、熱処理なしで、チルや引け巣のないダクタイル鋳鉄製のナックルが得られた。
砂型市販品ナックルの黒鉛粒数が122〜171個/mm2であるのに対して、金型・半凝固鋳造品ナックルは、加圧なしで1785個/mm2(図14)、加圧ありで2992個/mm2(図15)の結果が得られ半凝固成形の微細化が確認された。チルは全く見いだされなかった。特に、充填後に加圧を行った図15の場合、粒径が7−10μmの球状黒鉛が90%(個数割合)以上で分布している。また、大きな球状黒鉛であっても20μm以下であった。ナックルは比較的大きな容量を有する部品であり、どの部分においても同様の組織を有していた。
(実施例2)
本例では、ゲート部の内表面に塗布する塗膜厚さを実施例1より厚くした。
ただ、他の点は実施例1と同様とした。
本例では、溶湯の冷却速度は実施例1における18℃/秒より遅かった。本例では、実施例1に比べて球状黒鉛の粒径は大きかった。
実施例1,2ともに重力鋳造の例を示したが、ダイキャストにおいても同様の結果が得られる。
(実施例3)
本例では、注湯温度を変化させた。(融点+10℃)〜(融点+80℃)の範囲で変化させた。
他の点は実施例1と同様とした。
(融点+80℃)の場合は、参考例1とほぼ同様の結果が得られる。
(融点+50℃)以下の場合は、参考例よりも微細かつ大量の球状黒鉛が得られる。
(融点+10℃)の場合であっても、流動性は保たれており、実施例1よりもさらに微細かつ大量の球状黒鉛が得られた。従来は、低温においては、流動性に欠けるために溶湯状態(融点以上の温度)で製品空間まで導入する必要があると考えられていた。従って、ゲート通過時には溶湯状態であった。しかし、半凝固状態においては、溶湯状態よりも流動性は良好であることを本発明者は知見している。
また、注湯温度が低温であれば過冷が生じやすく、多量の黒鉛核が発生する。多量の黒鉛核を有する半凝固原料が製品空間に導入されると多量の黒鉛核をもとに結晶が成長するため微細な粒径が得られる。それに対して、溶湯状態で製品空間に導入されると、内部において黒鉛核が発生するよりも先に型に接触した部分から凝固が始まってしまうために微細結晶を得ることはできない。また、局所的に冷却が生じると、後続する溶湯に圧損を与えることになるため流動性が損なわれる。注湯温度は低温が好ましい。
ただ、従って、(融点+10℃)未満の場合は、半凝固となる前にランナーなどにおいて凝固する場合もあるため(融点+10℃)以上がより好ましい。
Claims (21)
- 鋳鉄からなる原料を加熱溶解して元湯を得る溶解工程、
球状化処理を行う球状化処理工程、
接種を行う接種工程、
前記接種後の溶湯を注湯し、金型内のゲートを介して製品空間に充填する鋳込み工程、
を有する球状黒鉛鋳鉄の鋳造方法において、
前記製品空間に充填する前の溶湯を半凝固温度域に制御することを特徴とする球状黒鉛鋳鉄の半凝固鋳造方法。 - 前記鋳造品の融解時発生窒素量が0.9ppm(質量)以下になるように窒素量を調整することを特徴とうする請求項1記載の黒鉛鋳鉄の鋳造方法。
- 前記ゲートより前において、前記溶湯からの抜熱量を制御することにより前記半凝固温度域とすることを特徴とする請求項1又は2記載の球状黒鉛鋳鉄の鋳造方法。
- 前記ゲート通過時における前記原料の温度を半凝固温度域の一定温度とすることを特徴とうする請求項1ないし3のいずれか1項記載の球状黒鉛鋳鉄の鋳造方法。
- 前記注湯温度(融点+40℃)以下の温度とすることを特徴とする請求項1ないし4のいずれか1項記載の球状黒鉛鋳鉄の半凝固鋳造方法。
- 前記ゲート通過時における前記原料の温度を1140〜1170℃とする請求項1ないし5のいずれか1項記載の球状黒鉛鋳鉄の半凝固鋳造方法。
- 注湯後液相線温度を通過するまでの溶湯の冷却速度は20℃/秒以上とすることを特徴とする請求項1ないし6のいずれか1項記載の黒鉛鋳鉄の半凝固鋳造方法。
- 前記充填後、加圧を行うことを特徴とする請求項1ないし7のいずれか1項記載の球状黒鉛鋳鉄の半凝固鋳造方法。
- 鋳鉄からなる原料を加熱溶解して元湯を得、
前記元湯を1500℃以上の所定の温度まで加熱後、加熱を停止しその温度に一定時間保持して前記元湯から酸素を除去し、次いで、前記元湯を徐冷することにより前記元湯中の窒素を減少させ、次いで、球状化処理、接種及び鋳込みを行うことを特徴とする請求項1ないし8のいずれか1項記載の球状黒鉛鋳鉄の半凝固鋳造方法。 - 酸素含有量が20ppm(質量)以下において前記球状化処理を行う請求項1ないし9のいずれか1項記載の球状黒鉛鋳鉄の半凝固鋳造方法。
- 前記金型表面に断熱性を有する塗型を設けたことを特徴とする請求項1ないし10のいずれか1項記載の球状黒鉛鋳鉄の半凝固鋳造方法。
- 前記断熱性を有する塗型の塗布厚は0.2mm以上であることを特徴とする請求項11記載の球状黒鉛鋳鉄の半凝固鋳造方法。
- 前記金型表面に熱伝導率が0.42W/(m・k)以下の塗型を塗布したことを特徴とする請求項1ないし12のいずれか1項記載の球状黒鉛鋳鉄の半凝固鋳造方法。
- アズキャストの状態で、チルを含まずかつ球状黒鉛の数が500個/mm2以上であり、4−7μmの粒径の球状黒鉛が80%(個数割合)以上である組織を一部に有する球状黒鉛鋳鉄の半凝固金型鋳造品。ただし、Biを含む鋳鉄及びモジュラスが2cmを超える鋳鉄は除く。
- アズキャストの状態で球状黒鉛の数が1000個/mm2以上であり、4−7μmの粒径の球状黒鉛が80%(個数割合)以上である組織を一部に有する球状黒鉛鋳鉄の半凝固金型鋳造品。ただし、Biを含む鋳鉄及びモジュラスが2cmを超える鋳鉄は除く。
- アズキャストの状態で球状黒鉛の数が1500個/mm2以上であり、4−7μmの粒径の球状黒鉛が80%(個数割合)以上である組織を一部に有する球状黒鉛鋳鉄の半凝固鋳造品。ただし、Biを含む鋳鉄は除く。
- アズキャストの状態で球状黒鉛の数が2000個/mm2以上であり、4−7μmの粒径の球状黒鉛が80%(個数割合)以上である組織を一部に有する超微細球状黒鉛鋳鉄の半凝固金型鋳造品。
- アズキャストの状態で球状黒鉛の数が3000個/mm2以上であり、4−7μmの粒径の球状黒鉛が80%(個数割合)以上である組織を一部に有する球状黒鉛鋳鉄の半凝固金型鋳造品。
- アズキャストの状態で、チルを含まない組織を有するであり、4−7μmの粒径の球状黒鉛が80%(個数割合)以上である組織を一部に有する球状黒鉛鋳鉄の金型鋳造品。
- モジュラスが2.0cm以下である請求項14ないし19のいずれか1項記載の球状黒鉛鋳鉄の半凝固金型鋳造品。
- モジュラスが0.25cm以下である請求項14ないし19のいずれか1項記載の球状黒鉛鋳鉄の半凝固金型鋳造品。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020217938A JP7220428B2 (ja) | 2020-12-25 | 2020-12-25 | 球状黒鉛鋳鉄の鋳造品の製造方法 |
| JP2022184004A JP2023010826A (ja) | 2020-12-25 | 2022-11-17 | 球状黒鉛鋳鉄の半凝固鋳造方法及び半凝固鋳造品 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020217938A JP7220428B2 (ja) | 2020-12-25 | 2020-12-25 | 球状黒鉛鋳鉄の鋳造品の製造方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016172355A Division JP6823311B2 (ja) | 2016-09-04 | 2016-09-04 | チルを含まない球状黒鉛鋳鉄の半凝固金型鋳造品 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022184004A Division JP2023010826A (ja) | 2020-12-25 | 2022-11-17 | 球状黒鉛鋳鉄の半凝固鋳造方法及び半凝固鋳造品 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2021045795A true JP2021045795A (ja) | 2021-03-25 |
| JP2021045795A5 JP2021045795A5 (ja) | 2021-05-06 |
| JP7220428B2 JP7220428B2 (ja) | 2023-02-10 |
Family
ID=74877286
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020217938A Active JP7220428B2 (ja) | 2020-12-25 | 2020-12-25 | 球状黒鉛鋳鉄の鋳造品の製造方法 |
| JP2022184004A Pending JP2023010826A (ja) | 2020-12-25 | 2022-11-17 | 球状黒鉛鋳鉄の半凝固鋳造方法及び半凝固鋳造品 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022184004A Pending JP2023010826A (ja) | 2020-12-25 | 2022-11-17 | 球状黒鉛鋳鉄の半凝固鋳造方法及び半凝固鋳造品 |
Country Status (1)
| Country | Link |
|---|---|
| JP (2) | JP7220428B2 (ja) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5635993B2 (ja) * | 1974-08-19 | 1981-08-20 | ||
| JPH0890191A (ja) * | 1994-09-26 | 1996-04-09 | Leotec:Kk | 球状黒鉛鋳鉄の固液共存域ダイカスト法 |
| JPH09239514A (ja) * | 1996-03-01 | 1997-09-16 | Kobe Steel Ltd | 鋳鉄のダイカストに用いられる鋳型 |
| JP2006063396A (ja) * | 2004-08-27 | 2006-03-09 | Takatsugu Kusakawa | 薄肉球状黒鉛鋳鉄製品の製造方法 |
| WO2010103641A1 (ja) * | 2009-03-12 | 2010-09-16 | 虹技株式会社 | 鉄系合金の半凝固スラリー製造方法、その半凝固スラリー製造方法を用いた鋳鉄鋳物製造方法及び鋳鉄鋳物 |
| WO2013039247A1 (ja) * | 2011-09-15 | 2013-03-21 | 国立大学法人東北大学 | ダイカスト方法及びダイカスト装置ならびにダイカスト品 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5779749B2 (ja) * | 2011-04-11 | 2015-09-16 | 地方独立行政法人 岩手県工業技術センター | 鋳鉄材料の製造方法,鋳鉄材料及びダイカストマシン用スリーブ |
| JP6452188B2 (ja) * | 2013-05-24 | 2019-01-16 | 国立大学法人東北大学 | 高圧鋳造方法 |
-
2020
- 2020-12-25 JP JP2020217938A patent/JP7220428B2/ja active Active
-
2022
- 2022-11-17 JP JP2022184004A patent/JP2023010826A/ja active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5635993B2 (ja) * | 1974-08-19 | 1981-08-20 | ||
| JPH0890191A (ja) * | 1994-09-26 | 1996-04-09 | Leotec:Kk | 球状黒鉛鋳鉄の固液共存域ダイカスト法 |
| JPH09239514A (ja) * | 1996-03-01 | 1997-09-16 | Kobe Steel Ltd | 鋳鉄のダイカストに用いられる鋳型 |
| JP2006063396A (ja) * | 2004-08-27 | 2006-03-09 | Takatsugu Kusakawa | 薄肉球状黒鉛鋳鉄製品の製造方法 |
| WO2010103641A1 (ja) * | 2009-03-12 | 2010-09-16 | 虹技株式会社 | 鉄系合金の半凝固スラリー製造方法、その半凝固スラリー製造方法を用いた鋳鉄鋳物製造方法及び鋳鉄鋳物 |
| WO2013039247A1 (ja) * | 2011-09-15 | 2013-03-21 | 国立大学法人東北大学 | ダイカスト方法及びダイカスト装置ならびにダイカスト品 |
Non-Patent Citations (1)
| Title |
|---|
| 糸藤春喜 ほか: "球状黒鉛鋳鉄の無チル金型鋳造", 鋳造工学第166回全国講演大会講演概要集, JPN6016036866, 1 May 2015 (2015-05-01), pages 96, ISSN: 0004851210 * |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7220428B2 (ja) | 2023-02-10 |
| JP2023010826A (ja) | 2023-01-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Hegde et al. | Modification of eutectic silicon in Al–Si alloys | |
| Koren et al. | Development of semisolid casting for AZ91 and AM50 magnesium alloys | |
| LÜ et al. | Effect of semi-solid processing on microstructure and mechanical properties of 5052 aluminum alloy | |
| JP2021165436A (ja) | 微細球状黒鉛鋳鉄の金型鋳造品 | |
| US20220106652A1 (en) | Method for producing die-cast product of spherical graphitic cast iron including ultrafine spherical graphite, and spheroidizing treatment agent | |
| Yang et al. | Microstructure and mechanical properties of rheo-diecasting AZ91D Mg alloy | |
| CN108746508A (zh) | 一种多合金缸盖的生产工艺 | |
| Pratheesh et al. | Study on the effects of squeeze pressure on mechanical properties and wear characteristics of near-eutectic Al–Si–Cu–Mg–Ni piston alloy with variable Cu content | |
| Qi et al. | Comparison of microstructure and mechanical properties of AZ91D alloy formed by rheomolding and high-pressure die casting | |
| Zhang et al. | Effects of processing parameters on microstructure of semi-solid slurry of AZ91D magnesium alloy prepared by gas bubbling | |
| JP6823311B2 (ja) | チルを含まない球状黒鉛鋳鉄の半凝固金型鋳造品 | |
| JP7220428B2 (ja) | 球状黒鉛鋳鉄の鋳造品の製造方法 | |
| Górny et al. | Thin-wall ductile iron castings | |
| Górny et al. | Role of Titanium in Thin Wall Vermicular Graphite Iron Castings Production | |
| JP4318761B2 (ja) | Fe−C−Si系合金鋳物の鋳造方法 | |
| CN111411246A (zh) | 一种超声处理与Bi复合细化亚共晶Al-Mg2Si合金组织的方法 | |
| US3744997A (en) | Metallurgical grain refinement process | |
| JP2001321917A (ja) | 厚肉球状黒鉛鋳鉄品の製造方法 | |
| JP2006122971A (ja) | 鋳鉄の鋳造方法 | |
| Mandal et al. | Development of a novel hypereutectic aluminum-siliconmagnesium alloy for die casting | |
| JPH08103859A (ja) | 半溶融金属の成形方法 | |
| Samuel et al. | Role of Solidification Conditions in Determining the Microstructure of Al-Si Cast Alloys | |
| Wang | Solution treatment of vacuum high pressure die cast aluminum alloy A380. | |
| Zhao et al. | Effect of Near-Liquidus Squeeze Casting Pressure on Microstructure and Mechanical Property of AZ91D Alloy Differential Support. Materials 2023, 16, 4020 | |
| RU2241574C1 (ru) | Способ отливки изделий из чугуна с шаровидным графитом |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210125 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210125 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210312 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20211221 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220106 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20220307 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220506 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220506 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20220818 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20221117 |
|
| C60 | Trial request (containing other claim documents, opposition documents) |
Free format text: JAPANESE INTERMEDIATE CODE: C60 Effective date: 20221117 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20221124 |
|
| C21 | Notice of transfer of a case for reconsideration by examiners before appeal proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C21 Effective date: 20221201 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20221222 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230123 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7220428 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |