JP2020525288A - 個人用の誘導加熱される金型 - Google Patents
個人用の誘導加熱される金型 Download PDFInfo
- Publication number
- JP2020525288A JP2020525288A JP2019570098A JP2019570098A JP2020525288A JP 2020525288 A JP2020525288 A JP 2020525288A JP 2019570098 A JP2019570098 A JP 2019570098A JP 2019570098 A JP2019570098 A JP 2019570098A JP 2020525288 A JP2020525288 A JP 2020525288A
- Authority
- JP
- Japan
- Prior art keywords
- mold
- susceptance
- region
- high temperature
- electromagnetic radiation
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/02—Moulds or cores; Details thereof or accessories therefor with incorporated heating or cooling means
- B29C33/06—Moulds or cores; Details thereof or accessories therefor with incorporated heating or cooling means using radiation, e.g. electro-magnetic waves, induction heating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/38—Moulds or cores; Details thereof or accessories therefor characterised by the material or the manufacturing process
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/38—Moulds or cores; Details thereof or accessories therefor characterised by the material or the manufacturing process
- B29C33/3842—Manufacturing moulds, e.g. shaping the mould surface by machining
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/08—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation
- B29C35/0805—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C39/00—Shaping by casting, i.e. introducing the moulding material into a mould or between confining surfaces without significant moulding pressure; Apparatus therefor
- B29C39/22—Component parts, details or accessories; Auxiliary operations
- B29C39/26—Moulds or cores
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C39/00—Shaping by casting, i.e. introducing the moulding material into a mould or between confining surfaces without significant moulding pressure; Apparatus therefor
- B29C39/22—Component parts, details or accessories; Auxiliary operations
- B29C39/38—Heating or cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/38—Moulds or cores; Details thereof or accessories therefor characterised by the material or the manufacturing process
- B29C33/3842—Manufacturing moulds, e.g. shaping the mould surface by machining
- B29C2033/385—Manufacturing moulds, e.g. shaping the mould surface by machining by laminating a plurality of layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/08—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation
- B29C35/0805—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation
- B29C2035/0811—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation using induction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/08—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation
- B29C35/0805—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation
- B29C2035/0822—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation using IR radiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/08—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation
- B29C35/0805—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation
- B29C2035/0833—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation using actinic light
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/08—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation
- B29C35/0805—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation
- B29C2035/0855—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation using microwave
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/38—Moulds or cores; Details thereof or accessories therefor characterised by the material or the manufacturing process
- B29C33/3828—Moulds made of at least two different materials having different thermal conductivities
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C39/00—Shaping by casting, i.e. introducing the moulding material into a mould or between confining surfaces without significant moulding pressure; Apparatus therefor
- B29C39/003—Shaping by casting, i.e. introducing the moulding material into a mould or between confining surfaces without significant moulding pressure; Apparatus therefor characterised by the choice of material
- B29C39/006—Monomers or prepolymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C39/00—Shaping by casting, i.e. introducing the moulding material into a mould or between confining surfaces without significant moulding pressure; Apparatus therefor
- B29C39/14—Shaping by casting, i.e. introducing the moulding material into a mould or between confining surfaces without significant moulding pressure; Apparatus therefor for making articles of indefinite length
- B29C39/18—Shaping by casting, i.e. introducing the moulding material into a mould or between confining surfaces without significant moulding pressure; Apparatus therefor for making articles of indefinite length incorporating preformed parts or layers, e.g. casting around inserts or for coating articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C39/00—Shaping by casting, i.e. introducing the moulding material into a mould or between confining surfaces without significant moulding pressure; Apparatus therefor
- B29C39/22—Component parts, details or accessories; Auxiliary operations
- B29C39/24—Feeding the material into the mould
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2063/00—Use of EP, i.e. epoxy resins or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2083/00—Use of polymers having silicon, with or without sulfur, nitrogen, oxygen, or carbon only, in the main chain, as moulding material
- B29K2083/005—LSR, i.e. liquid silicone rubbers, or derivatives thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0003—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds having particular electrical or magnetic properties, e.g. piezoelectric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/757—Moulds, cores, dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y80/00—Products made by additive manufacturing
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Health & Medical Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Toxicology (AREA)
- Physics & Mathematics (AREA)
- Electromagnetism (AREA)
- Oral & Maxillofacial Surgery (AREA)
- Thermal Sciences (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Heating, Cooling, Or Curing Plastics Or The Like In General (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
Abstract
Description
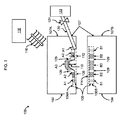
図1は、金型の異なる領域において異なる熱特性を持つ金型100の実施例の断面図を示す。この金型の異なる領域は、異なる寸法を持つ型穴の領域と関連付けられる。金型100は示されるように、第1の片102及びこの第1の片に結合される第2の片104を持つクラムシェル型の外観を持つ。成形可能材料は、供給ライン120を介して型穴108内に取り込まれる。ソースリザーバ122にある成形可能材料は、バルブ124を開くと、型穴108内に入り、成形可能材料の流れは、バルブ124を閉じると止まる。明細書の説明がクラムシェル型の金型、バルブを備える供給ライン及び/又は他の構成要素の表現に関していたとしても、当業者により理解されるように、多数の片の金型の他の実施例も考察される、及び本開示の範囲内にある。
図2は、第1の片102及び第2の片104を持つ金型100を上から見た図を示す。第1の片は、接面102Aを持つ、及び第2の片は、金型の使用中、接面102Aと直接接するように置かれる接面104Aを持つ。接面102Aは、第1の片102及び第2の片104の係合結合により形成される型穴(図1の型穴108参照)の外周から外に延在している。第1の片102は、高温域106A及び低温域107Aを持つ。第2の片104は、高温域106B及び低温域107Bを持つ。
図3は、オーバーモールド処理を行うように構成される金型300の実施例の断面図を示す。オーバーモールドにおいて、材料の片は、成形部品に含められるために、金型内に組み込まれる。この材料の片は、硬化が完了した後の成形部品の構造的硬直性、方向柔軟性、穿刺抵抗、又は引き裂き抵抗を提供する。
図4は、高温域400の材料の堆積パターンの実施例を上から見た図を示す。高温域400は、堆積パターン402を含み、この堆積パターンは、アレイ404及びフィールド406を持つ。ある限定ではない実施例において、アレイ404は、堆積パターン402のフィールド406を作る第2の材料よりも高いサセプタンスを持つ第1の材料を有する。ある限定ではない実施例において、アレイ404は、高温域の領域の一次サセプタとして作用する第1の材料から作られるフィールド406よりも低いマイクロ波のサセプタンスを持つ第2の材料を有する。堆積パターン402は、第1の材料の前駆体及び第2の材料の前駆体を金型の基板上に堆積及び硬化により生じる。第1の材料の前駆体及び第2の材料の前駆体は、これら前駆体の光誘起硬化及び/又は他の材料と組み合わされる3Dプリントのような手段により、金型の基板上に堆積される液体の前駆体でもよい。第1の材料の前駆体及び第2の材料の前駆体は、堆積パターン402に従って堆積され、金型の基板の一部となるために溶解される固形材料でもよい。
固形材料の堆積は、粉末ベースの3Dプリントの形式を用いた堆積を含む。
図5は、金型の実施例を作る方法の流れ図を示す。方法500は、成形可能材料に対する金型の最初の熱暴露プロファイルが決定される第1の動作502を含む。この成形可能材料に対する金型の最初の熱暴露プロファイルは、硬化される材料、金型の型穴の総容積並びに、試作及び/又は製造処理と関連付けられる他のパラメータに関係する。成形可能材料に対する金型の最初の熱暴露プロファイルは、例えばマイクロ波の放射線に曝されるとき、成形可能材料が温度を変化させる速度に対する、金型(及び/又は金型を形成するのに使用される個々の材料、及び/又は金型の個々の領域)が温度を変化させる速度を示す。
Claims (15)
- 成形可能材料を硬化させるシステムにおいて、
型穴を形成する金型の内部表面を有する金型を有し、前記金型は、エネルギー源により放射される電磁放射線を吸収するように構成される1つ以上の材料から形成され、前記金型は、高温域及び低温域を持ち、前記金型の1つ以上の材料を持つ前記高温域及び低温域は、前記高温域及び低温域が電磁放射線を異なる速度で吸収するように少なくとも1つの異なる物理的特性を有し、前記高温域は、前記低温域よりも速く電磁放射線を吸収する、システム。 - 前記型穴は、第1の場所に第1の寸法及び第2の場所に第2の寸法を持つように構成される、前記高温域は、電磁放射線に曝されると、前記第1の場所に隣接している第1の領域において第1の温度を、及び前記第2の場所に隣接している第2の領域において第2の温度を達成するように構成され、前記第1の温度は前記第2の温度よりも高い、請求項1に記載のシステム。
- 前記第1の領域にある第1の高温域の材料は、前記第2の領域にある第2の高温域の材料とは異なる、請求項1に記載のシステム。
- 前記第1の寸法は、前記第2の寸法よりも大きい、請求項1に記載のシステム。
- 前記第1の領域は、第1のサセプタンスを持つように構成され、前記第2の領域は、第2のサセプタンスを持つように構成され、前記第1のサセプタンスは、前記第2のサセプタンスよりも大きい、請求項2に記載のシステム。
- 前記高温域の領域のサセプタンスは、第1のサセプタンスを持つ第1の材料及び第2のサセプタンスを持つ第2の材料の堆積パターンを調整することにより設定され、前記第1のサセプタンスは、前記第2のサセプタンスよりも大きい、請求項1に記載のシステム。
- 金型を作る方法において、
前記金型の高温域のための第1の材料を選択するステップ、
前記金型の低温域のための第2の材料を選択するステップ、及び
前記金型を形成するステップ
を有し、前記高温域は、型穴に隣接し、前記低温域は、前記高温域を少なくとも部分的に囲んでいる、方法。 - 前記金型の型穴を測定するステップ、及び
前記型穴の第1の寸法が前記型穴の第2の寸法を超えているかを既定のしきい値により決定するステップ
をさらに有する請求項7に記載の方法。 - 前記高温域を少なくとも2つの領域に分割するステップをさらに有し、
前記少なくとも2つの領域の第1の領域は、第1の寸法を持つ前記型穴の第1の部分に隣接し、前記少なくとも2つの領域の第2の領域は、第2の寸法を持つ前記型穴の第2の部分に隣接し、前記第2の寸法は前記第1の寸法よりも小さい、請求項8に記載の方法。 - 前記金型を形成するステップはさらに、
第1のサセプタンスを用いて前記高温域の前記第1の領域を形成するステップ、及び
第2のサセプタンスを用いて前記高温域の前記第2の領域を形成するステップ
を有し、前記第1のサセプタンスは、前記第2のサセプタンスよりも大きい、請求項9に記載の方法。 - 前記高温域を少なくとも2つの領域に分割するステップをさらに有し、
前記少なくとも2つの領域の第1の領域は、第1のサセプタンスを持つ、及び前記少なくとも2つの領域の第2の領域は、第2のサセプタンスを持つ、前記第1のサセプタンスは前記第2のサセプタンスとは相違する、前記サセプタンスの相違は、前記第1の領域にわたる第1の高温域の材料の第1の分布密度、及び前記第2の領域にわたる前記第1の高温域の材料の第2の分布密度から生じる、請求項8に記載の方法。 - 成形可能材料を硬化させるシステムにおいて、
前記成形可能材料を形成する手段であり、前記成形可能材料を形成する手段に対し成形可能材料を保持する手段を有する、前記成形可能材料を形成する手段、
電磁放射線を生成する手段からの電磁放射線を吸収する第1の手段、及び
前記電磁放射線を吸収する手段により生成される熱を保持する手段
を有するシステム。 - 前記成形可能材料を保持する手段は、第1の寸法を持つ第1の容積及び第2の寸法を持つ第2の容積を用いて構成される、前記電磁放射線を吸収する第1の手段はさらに、前記第1の容積に隣接し、第1の温度を達成するように構成される、電磁放射線を吸収する第2の手段、及び前記第2の容積に隣接し、第2の温度を達成するように構成される、電磁放射線を吸収する第3の手段を用いて構成され、前記第1の容積は前記第2の容積よりも大きい、請求項12に記載のシステム。
- 前記電磁放射線を吸収する第2の手段は、第1のサセプタンスを持ち、前記電磁放射線を吸収する第3の手段は、第2のサセプタンスを持ち、前記第1のサセプタンスは前記第2のサセプタンスよりも大きい、請求項13に記載のシステム。
- 前記電磁放射線を生成する手段は、前記システムの一部を形成する、請求項12に記載のシステム。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201762525320P | 2017-06-27 | 2017-06-27 | |
| US62/525,320 | 2017-06-27 | ||
| PCT/EP2018/066656 WO2019002099A1 (en) | 2017-06-27 | 2018-06-21 | INDUCTION HEATED MOLD FOR PERSONAL USE |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020525288A true JP2020525288A (ja) | 2020-08-27 |
| JP2020525288A5 JP2020525288A5 (ja) | 2021-05-27 |
Family
ID=64691383
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019570098A Pending JP2020525288A (ja) | 2017-06-27 | 2018-06-21 | 個人用の誘導加熱される金型 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US11040466B2 (ja) |
| JP (1) | JP2020525288A (ja) |
| CN (1) | CN110831733B (ja) |
| WO (1) | WO2019002099A1 (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102013002519B4 (de) | 2013-02-13 | 2016-08-18 | Adidas Ag | Herstellungsverfahren für Dämpfungselemente für Sportbekleidung |
| DE102016206386A1 (de) * | 2016-04-15 | 2017-10-19 | Airbus Operations Gmbh | Sitzschienenabdeckung zum Abdecken einer Sitzschiene in einem Fahrzeugboden und Verfahren zum Herstellen einer Sitzschienenabdeckung |
| DE102016209045B4 (de) | 2016-05-24 | 2022-05-25 | Adidas Ag | Verfahren und vorrichtung zum automatischen herstellen von schuhsohlen, sohlen und schuhe |
| DE102016209046B4 (de) | 2016-05-24 | 2019-08-08 | Adidas Ag | Verfahren zur herstellung einer schuhsohle, schuhsohle, schuh und vorgefertigte tpu-gegenstände |
| US20200101656A1 (en) * | 2018-10-02 | 2020-04-02 | Johns Manville | Molds for making insulation products |
| US10987831B2 (en) * | 2019-05-24 | 2021-04-27 | The Boeing Company | Dies for forming a part and associated systems and methods |
| JP7253789B2 (ja) * | 2019-06-17 | 2023-04-07 | 有限会社スワニー | 成形型の製造法 |
| US11975384B2 (en) | 2019-07-22 | 2024-05-07 | Foundry Lab Limited | Casting mould |
| US20220234256A1 (en) * | 2021-01-28 | 2022-07-28 | Adidas Ag | Mold and method for manufacturing a component by molding, component thereof and shoe with such a component |
| GB2606977A (en) * | 2022-08-19 | 2022-11-23 | Darchem Engineering Ltd | Method |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0310811A (ja) * | 1989-06-09 | 1991-01-18 | Asahi Chem Ind Co Ltd | 加飾成形方法及びその装置 |
| JPH0866924A (ja) * | 1994-08-30 | 1996-03-12 | Sumitomo Rubber Ind Ltd | 空気入りタイヤの製造方法 |
| JP2011230445A (ja) * | 2010-04-30 | 2011-11-17 | Neomax Material:Kk | 金型および金型用感温磁性材料 |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2626428A (en) * | 1948-10-08 | 1953-01-27 | Firestone Tire & Rubber Co | Heat transfer corrector for electronic molds |
| US6319599B1 (en) | 1992-07-14 | 2001-11-20 | Theresa M. Buckley | Phase change thermal control materials, method and apparatus |
| US5537994A (en) | 1994-06-03 | 1996-07-23 | Thornton; W. Keith | Combination face mask and dental device for improved breathing during sleep |
| US6397847B1 (en) | 1995-09-08 | 2002-06-04 | Respironics, Inc. | Customizable seal, mask with customizable seal and method of using such a seal |
| US6346210B1 (en) | 1997-02-14 | 2002-02-12 | The Rockport Company, Llc | Method of shaping susceptor-based polymeric materials |
| US6464924B1 (en) | 2000-04-05 | 2002-10-15 | W. Keith Thornton | Method of forming a custom mask using an impression mask |
| US6857428B2 (en) | 2002-10-24 | 2005-02-22 | W. Keith Thornton | Custom fitted mask and method of forming same |
| US7243650B2 (en) | 2004-07-12 | 2007-07-17 | Thornton W Keith | Custom fitted mask configured for coupling to an external gas supply system and method of forming same |
| US7909035B2 (en) | 2005-07-11 | 2011-03-22 | Airway Technologies, Llc | Multi-chamber mask and method of forming the same |
| GB2439530B (en) * | 2006-05-26 | 2011-07-13 | Pera Innovation Ltd | Method of and apparatus for producing thermoplastic materials |
| US8236216B2 (en) | 2006-07-06 | 2012-08-07 | Airway Technologies, Llc | System and method for forming a custom medical mask using an orientation device |
| CA2669761A1 (en) | 2006-11-15 | 2008-11-20 | Honeywell International Inc. | Microwave processing of ballistic composites |
| US8020276B2 (en) | 2006-11-30 | 2011-09-20 | Airway Technologies, Llc | System and method for custom-orienting a medical mask to an oral appliance |
| GB0808636D0 (en) * | 2008-05-13 | 2008-06-18 | Airbus Uk Ltd | A thermosetting epoxy resin,a composite material,a method of forming a composite material article,a mould and a method of making a mould |
| DE102008029058A1 (de) * | 2008-06-18 | 2009-12-24 | GKN Aerospace Services Limited, East Cowes | Verfahren und Formwerkzeug zur Herstellung von Bauteilen aus faserverstärktem Verbundwerkstoff mit Mikrowellen |
| WO2010125074A1 (en) | 2009-04-27 | 2010-11-04 | Tomtec N.V. | Wearable medical support for delivery of fluids to the nose |
| US9185946B2 (en) | 2009-10-14 | 2015-11-17 | Reebok International Limited | Form-fitting articles and method for customizing articles to be form-fitted |
| CN103917267B (zh) | 2011-11-09 | 2017-09-15 | 皇家飞利浦有限公司 | 用于与呼吸通气系统共同使用的可定制用户界面装置 |
| US20150054204A1 (en) * | 2013-08-26 | 2015-02-26 | Escape Dynamics Inc. | Additive Manufacturing Microwave Systems And Methods |
| RU2642654C1 (ru) * | 2015-02-03 | 2018-01-25 | Филипс Лайтинг Холдинг Б.В. | Технологические формы, изготовленные на основе моделирования методом наплавления, для формования и тиражирования объектов |
| NL2014678B1 (en) * | 2015-04-20 | 2017-01-20 | Bond High Performance 3D Tech B V | Fused deposition modeling. |
-
2018
- 2018-06-21 JP JP2019570098A patent/JP2020525288A/ja active Pending
- 2018-06-21 WO PCT/EP2018/066656 patent/WO2019002099A1/en active Application Filing
- 2018-06-21 CN CN201880043478.9A patent/CN110831733B/zh active Active
- 2018-06-26 US US16/018,740 patent/US11040466B2/en active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0310811A (ja) * | 1989-06-09 | 1991-01-18 | Asahi Chem Ind Co Ltd | 加飾成形方法及びその装置 |
| JPH0866924A (ja) * | 1994-08-30 | 1996-03-12 | Sumitomo Rubber Ind Ltd | 空気入りタイヤの製造方法 |
| JP2011230445A (ja) * | 2010-04-30 | 2011-11-17 | Neomax Material:Kk | 金型および金型用感温磁性材料 |
Also Published As
| Publication number | Publication date |
|---|---|
| US11040466B2 (en) | 2021-06-22 |
| WO2019002099A1 (en) | 2019-01-03 |
| US20180370078A1 (en) | 2018-12-27 |
| CN110831733A (zh) | 2020-02-21 |
| CN110831733B (zh) | 2022-04-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2020525288A (ja) | 個人用の誘導加熱される金型 | |
| JP6530324B2 (ja) | プラスチック構成要素を製造するための方法、プラスチック構成要素、およびシューズ | |
| RU2446047C2 (ru) | Способ и устройство для изготовления формуемых изделий | |
| TWI477408B (zh) | 利用易形成三維表面圖案的模具的高分子成型物的製造方法及具有三維表面圖案的家電產品用成型物 | |
| EP2722146B1 (en) | Electromagnetic wave irradiation molding device and electromagnetic wave irradiation molding method | |
| JP2020525288A5 (ja) | ||
| JP6501812B2 (ja) | 三次元物体を層ごとに製造するために、粉末粒子を溶融/焼結する方法 | |
| WO2020094246A3 (de) | Verfahren zum herstellen eines dreidimensionalen formgegenstands mittels schichtweisem materialauftrag | |
| JP5945589B2 (ja) | 射出成形品とその製造方法 | |
| JPH026107A (ja) | 繊維強化プラスチックのマイクロ波による加熱、硬化方法 | |
| EP2347877A1 (en) | Resin molding rubber mold, resin molding device, and resin molding method | |
| CN110799318A (zh) | 液体加热的模具和使用其的方法 | |
| JP7121940B2 (ja) | 成形方法および成形装置 | |
| EP4025015B1 (en) | Phase-gate hybrid coating crisp plate | |
| JP4620558B2 (ja) | シリコーンゴムの成形方法 | |
| CN107459938A (zh) | 一种复合型散热硅胶垫的制备方法 | |
| EP4217181B1 (de) | Verfahren und 3d-druckvorrichtung zur schichtweisen herstellung von objekten mittels lasertransferdruck | |
| CN107969121A (zh) | 一种低温可变形热塑料装置 | |
| US9469068B2 (en) | Microwave driven diffusion of dielectric nano- and micro-particles into organic polymers | |
| KR101232117B1 (ko) | 방사선 치료용 보상체 기구의 제조방법 | |
| TW202235244A (zh) | 成形體之製造方法 | |
| KR20190068159A (ko) | 국부적 온도제어가 가능한 성형장치 | |
| WO2015075435A1 (en) | A heel counter and/or toe puff heater | |
| JP2011005825A (ja) | 成形同時加飾装置及び成形同時加飾品の製造方法 | |
| JP6562737B2 (ja) | 射出成形品の製造方法及び射出成形品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210413 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210413 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220117 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220125 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20220421 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20220927 |