JP2020144064A - 電池パックのリーク検査方法およびリーク検査装置 - Google Patents
電池パックのリーク検査方法およびリーク検査装置 Download PDFInfo
- Publication number
- JP2020144064A JP2020144064A JP2019042398A JP2019042398A JP2020144064A JP 2020144064 A JP2020144064 A JP 2020144064A JP 2019042398 A JP2019042398 A JP 2019042398A JP 2019042398 A JP2019042398 A JP 2019042398A JP 2020144064 A JP2020144064 A JP 2020144064A
- Authority
- JP
- Japan
- Prior art keywords
- battery pack
- inspection
- gas
- prevention member
- deformation prevention
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01M—TESTING STATIC OR DYNAMIC BALANCE OF MACHINES OR STRUCTURES; TESTING OF STRUCTURES OR APPARATUS, NOT OTHERWISE PROVIDED FOR
- G01M3/00—Investigating fluid-tightness of structures
- G01M3/02—Investigating fluid-tightness of structures by using fluid or vacuum
- G01M3/26—Investigating fluid-tightness of structures by using fluid or vacuum by measuring rate of loss or gain of fluid, e.g. by pressure-responsive devices, by flow detectors
- G01M3/32—Investigating fluid-tightness of structures by using fluid or vacuum by measuring rate of loss or gain of fluid, e.g. by pressure-responsive devices, by flow detectors for containers, e.g. radiators
- G01M3/3236—Investigating fluid-tightness of structures by using fluid or vacuum by measuring rate of loss or gain of fluid, e.g. by pressure-responsive devices, by flow detectors for containers, e.g. radiators by monitoring the interior space of the containers
- G01M3/3263—Investigating fluid-tightness of structures by using fluid or vacuum by measuring rate of loss or gain of fluid, e.g. by pressure-responsive devices, by flow detectors for containers, e.g. radiators by monitoring the interior space of the containers using a differential pressure detector
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Abstract
Description
ところで、このような電池パックを製造する工程においては、該電池パックの密閉性を確認するリーク検査が行われている。
リーク検査の従来技術の一つとしては、いわゆるプローブ法が挙げられる。プローブ法においては、例えば、特許文献1に記載されているように、まず、電池パック内にリークチェック用の検査ガス(例えば、水素と窒素の混合気体)が封入される。そして、漏れ検査装置のプローブを用いることにより、電池パックの合わせ面(シール部)等から漏れ出す上記ガスのリーク部位を特定することができるとされている。
また、リーク検査においては、多くの場合、電池パックの内部に気体(例えば、検査ガス)を封入する必要がある。この際、上記外装体の一部(例えば、外装体本体を遮蔽する蓋体)が可撓性のある材料(種々の樹脂や薄いアルミニウム板、等)で構成されたものが使用されている電池パックにおいては、リーク検査時の検査用ガスの導入によって当該可撓性のある外装体の一部が膨張し、場合によっては一部分が変形することがある。かかる膨張および変形の程度によっては、電池パックのリーク検査の精度に信頼性が確保されなくなるとともに、当該外装体の可撓部分が破損する虞もある。
そこで本発明は、電池パックのリーク検査において生じ得る上記課題を解決するべく創出されたものであり、特に、電池パックの外装体の一部が可撓性のある材料で構成されている場合であっても、該外装体の一部の膨張、変形、および、これらにともなう破損を抑制し、且つ、操作が従来法に比べて簡便となった電池パックのリーク検査方法を提供することを目的とする。また、かかるリーク検査方法のために使用されるリーク検査装置を提供することを他の目的とする。
ここに開示されるリーク検査方法では、上記外装体の幅広面の略全体に変形防止部材を配置し、相互に連通させた上記電池パックと差圧式リークテストの基準となるマスターチャンバーとの両方に検査用ガスを導入した際に該変形防止部材が上記幅広面の変形を防止し得る状態で、差圧式リークテストが行われることを特徴とする。
変形防止部材として、内部に検査用ガスを導入でき、これによって膨張可能である部材を採用し、電池パックおよび変形防止部材の内圧を平衡状態とすることによって、電池パックの外装体の変形をより確実に防止することができる。
ここに開示される検査装置は、差圧式リークテストの基準となるマスターチャンバーと上記電池パックの両方に検査用ガスを供給するガス供給系と、上記外装体の幅広面の略全体に配置される変形防止部材と、を備えている。上記変形防止部材は、上記ガス供給系から検査用ガスが上記電池パック内に導入された際に上記幅広面の変形を防止するように上記外装体の幅広面の略全体に配置されることを特徴とする。
変形防止部材として、内部に検査用ガスを導入でき、これによって膨張可能である部材を採用し、且つ、電池パックおよび変形防止部材とが相互に連通された構成であることによって、電池パックへの検査用ガスの導入に合わせて変形防止部材を膨張させることができる。そして、電池パックおよび変形防止部材の内圧を平衡状態とすることによって、電池パックの外装体の変形を防止することができる。
かかるバルブをガス供給系に備えることで変形防止部材への検査ガスの供給が調整可能であることによって、上記平衡状態に達した後これを遮断し、平衡状態の内圧を維持することができる。これにより、電池パックの外装体の変形を防止しながら差圧式リークテストをより精確に実行することができる。
ここで開示されるリーク検査方法の検査対象たる電池パック10について図面を参照しつつ説明する。電池パック10は、複数の単電池(図示なし。典型的には、数十〜300個程度)と、該複数の単電池を密閉された状態で内部に収容する外装体16を備えている。電池パック10の外装体16の形状としては、特に限定されないが、例えば、上部が開口した有底箱状のパックケース本体14の開口部が、幅広面12sを有する蓋体12によって閉塞されており、シール材等(図示なし。)によって固定された構造を好ましく採用することができる。
蓋体12の材質としては、例えば、樹脂成形品または薄いアルミニウム板等の可撓性を有する材料が挙げられる。これにより、蓋体12は少なくとも一の可撓性を有する幅広面12sを有する。また、パックケース本体14の材質としては、この種の電池パックの本体の材料として使用されるものを特に制限なく使用することができる。典型的には、例えば、ステンレス、鉄またはアルミニウム等が挙げられる。
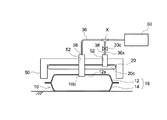
次に、ここで開示される検査方法に用いられる検査装置100の全体構成を、図1を用いて詳細に説明する。
検査装置100は、差圧式リークテスタ30を備える。差圧式リークテスタ30は、電池パック10の気密性を検査するための装置であり、大まかにいって、差圧計34、第1バルブ33a、第2バルブ33b、および、ガス供給系36によって構成され、ガス供給系36を介して検査用ガスの供給源31およびレギュレータ32と接続されている。また、ガス供給系36を介して、電池パック10と、マスターチャンバー35とは、相互に連通されている。
レギュレータ32は、供給源31から供給される検査用ガスのガス圧を調整する一般的な圧力レギュレータである。これにより、所定のガス圧に調整した検査用ガスを各部に供給することができる。
<差圧計>
差圧計34は、2点間の圧力差(差圧)を測定するための計測器であり、電池パック10と、後述するマスターチャンバー35との間の差圧を測定する。具体的には、差圧計34は、気密性を有する筐体と、該筐体の内部空間を気密的に隔絶しつつ当該内部空間を2つの空間341および空間342とに区画するダイアフラム34dとを有している。差圧計34では、このような2つの空間に圧力の差が生じると、感圧素子であるダイアフラム34dが、圧力が小さい空間側に向かって膨張する。これにより、差圧計34は差圧が生じていることを検出することができ、ダイアフラム34dの変形量から、空間341および空間342の間で生じている差圧の大きさを検出することができる。
そして、図示されるように、空間341とマスターチャンバー35とについては、接続部34aと接続部35aとがガス供給系36を介して接続されている。空間342と電池パック10とについては、接続部34bと接続部10bとがガス供給系36を介して接続されている。即ち、空間341および空間342のいずれもが、マスターチャンバー35および電池パック10のいずれか一方と接続されていることにより、これらの差圧を検出することができる。
マスターチャンバー35は、気密性が確保された容器であり、差圧計34によって差圧を測定する際に基準となる圧力を保持している。マスターチャンバー35としては、検査対象(この場合は、電池パック10)と同一の内部容積を有し、かつ、漏れがないことが確認された疑似ワーク等、ガス漏れのない種々の容器を用いることが可能である。
ガス供給系36は、検査用ガス(空気、窒素ガス等)の供給源31と、レギュレータ32と、差圧式リークテスタの各部と、マスターチャンバー35と、検査対象としての電池パック10とを互いに接続し、マスターチャンバー35と電池パック10の両方に検査用ガスを供給するラインである。ガス供給系36は、気密性を保持する部材で構成されている。
ガス供給系36には第1バルブ33aおよび第2バルブ33bが配置されており、各部への検査用ガスの供給状態(即ち、ONとOFF)を切り替えることができる。具体的には、例えば、第1バルブ33aが開放状態(ON)のとき、第1バルブ33aより下流の配管系に検査用ガスが供給されるため、電池パック10とマスターチャンバー35との両方に検査用ガスが導入される。一方、第1バルブ33aが閉栓状態(OFF)のとき、第1バルブ33aより下流の配管系に検査用ガスが供給されなくなるため、検査用ガスは電池パック10およびマスターチャンバー35に導入されなくなる。
また、第2バルブ33bが開放状態のとき、第2バルブ33bより下流の配管系において検査用ガスが移動できる。一方、第2バルブ33bが閉栓状態のとき、差圧式リークテストの基準となるマスターチャンバー35の内圧と、電池パック10の内圧が、いずれも保持される。
制御装置60は、差圧式リークテスタ30の一連の動作を制御する装置であり、例えば、CPU、ROM、RAM、HDD等を備えるコンピュータを有する構成である。制御装置60は、例えば、供給源31からの検査用ガスの供給を制御する。また、第1バルブ33a、第2バルブ33b、および、後述する第3バルブ33cの開閉操作を制御する。さらに、制御装置60は、差圧計34によって検出された差圧(具体的には、例えば、ダイアフラム34dによる検出結果)に基づき、検査対象たる電池パック10の気密性の有無を判断する。
ここで開示される検査方法に用いられる検査装置100は、変形防止部材20を備える。図示されるように、変形防止部材20は、電池パック10の外装体12の幅広面12sの略全体に配置される。これにより、ガス供給系36から検査用ガスが電池パック10およびマスターチャンバー35内に導入された際に、幅広面12sの変形を防止することができる。
変形防止部材20としては、例えば、内部に検査用ガスを導入可能であり且つ該導入された検査用ガスのガス圧によって膨張可能な袋状の弾性部材で構成されていることが好ましい。具体的には、例えば、ゴム製もしくはエラストマー製の弾性部材が好ましく用いられる。
次に、ここに開示される検査方法の流れについて、図1、図2A、図2B、および、図3を参照して詳細に説明する。図3には、一実施形態に係る検査方法の制御フローが模式的に示されている。
<接続工程>
まず、接続工程S10について説明する。接続工程S10においては、ここに開示される検査方法の検査対象たる電池パック10(図3中における「ワーク」)と、検査装置100とを接続する。具体的には、供給源31、および、レギュレータ32に差圧式リークテスタ30を接続し、これにマスターチャンバー35、電池パック10、および、変形防止部材20を接続する。
電池パック10と差圧式リークテスタ30とを、ガス供給系36の先端に設置されたノズル38を電池パック10に予め設けられている接続部10bに挿入することにより接続する。このときのノズル38の形状は、例えば、これを接続部10bに挿入したときに接続可能な形状に対応させている。また、必要に応じてシール材等を使用してもよい。電池パック10の気密性は、ノズル38と接続部10bとを接続することによっては失われない。
次に、変形防止部材20を幅広面12sの上に配置する。そして、変形防止部材20が上述するような弾性部材で構成されている場合、変形防止部材20と差圧式リークテスタ30とを、ガス供給系36xの先端に設置されたノズル38を変形防止部材20に予め設けられている接続部20cに挿入することにより接続する。このときのノズル38および接続部20cの形状は、相互が接続可能な形状に対応させている。また、必要に応じてシール材等を使用してもよい。変形防止部材20の気密性は、ノズル38と接続部20cとを接続することによっては失われない。
また、図示されるように、変形防止部材20の上には、例えば、フレーム50を配置してもよい。この状態で変形防止部材20が検査用ガスの内圧によって膨張した場合、変形防止部材20の膨張による動きを制限することができ、幅広面12s上における位置ズレを防止することができる。さらに、幅広面12sの変形をより効果的に抑制することができる。なお、フレーム50には、ノズル38が貫通できるように孔52が設けられている。
次に、マスターチャンバー35と、差圧式リークテスタ30とを、ガス供給系36の先端に設置されたノズルを、マスターチャンバー35に設けられた所定の接続部に挿入することにより接続する。マスターチャンバー35と、差圧式リークテスタ30との接続は、本発明を特徴づけるものではないため、詳細な説明は省略する。
ここで、ワークたる電池パック10に対するリークテストの実施状況について説明する。
リークテストに際し、まず第1バルブ33a、第2バルブ33b、および、第3バルブ33cを開放する(開放工程S20)。次に、レギュレータ32によって所定の圧力(典型的には、5kPa〜大気圧)に調整された検査用ガスを、検査用ガスの供給源31から、電池パック10、および、検査装置100の全体に、ガス供給系36を介して同時に所定量を供給する(ガス供給工程S30)。ここで、所定量のガスが電池パック10および検査装置100の全体に供給され、電池パック10の内圧、変形防止部材20の内圧、および、マスターチャンバー35の内圧が等圧となり、特に変形防止部材20の内圧と電池パック10の内圧とが平衡状態になったかを判定する(S40)。等圧(即ち、平衡状態)と判定された場合(Yes)、次の閉栓工程S50を行う。なお、等圧ではないと判定された場合(No)、等圧になるまでガス供給が行われる(ガス供給工程S30)。
閉栓工程S50においては、第1バルブ33aおよび第3バルブ33cを閉じる。これにより、供給源31からの検査用ガスの供給が止められるとともに、変形防止部材20を、内圧を保持させつつ電池パック10およびマスターチャンバー35から隔絶することができる。
次に、電池パック10の内圧およびマスターチャンバー35の内圧が等圧であるかを判定する(S60)。等圧と判定された場合(Yes)、次の閉栓工程S70を行う。なお、等圧ではないと判定された場合(No)、等圧になるまでは閉栓工程S70を行わない。即ち、差圧式リークテストは、変形防止部材20の内圧と、電池パック10の内圧とが平衡状態になった後、かつ、電池パック10の内圧とマスターチャンバー35の内圧が等圧になった後に実行される。
閉栓工程S70においては、第2バルブ33bを閉じる。これにより、電池パック10およびマスターチャンバー35を、内圧を保持しつつ互いに隔絶することができる。
次に、電池パック10の気密性を評価する(S80)。
マスターチャンバー35には気密性があるため、検査用ガスの漏出はなく、マスターチャンバー35の内圧は低下しない。また、電池パック10に気密性がある場合は、電池パック10からの検査用ガスの漏出はなく、電池パック10の内圧は低下しない。一方、電池パック10に気密性がない場合は、電池パック10から検査用ガスが漏出し、電池パック10の内圧が低下する。このような場合、上述するように、差圧計34における空間341の内圧および空間342の内圧に差圧が生じる。当該差圧は、差圧計34に備えられたダイアフラム34dによって検出することができる。
そして、上記ダイアフラム34dによる検査結果は制御装置60に取り込まれ、制御装置60は、検査ガスの漏れ量等を演算して電池パック10の気密性を差圧式リークテストにより評価する(S80)。即ち、電池パック10と、マスターチャンバー35とに差圧が生じた場合は、電池パック10に気密性があると判定される。一方、電池パック10と、マスターチャンバー35とに差圧が生じない場合は、電池パック10に気密性がないと判断される。
なお、差圧式リークテストにおける温度変化による検査結果への影響は、電池パック10と、マスターチャンバー35における温度変化が同じであれば考慮しなくてよいことは、従来から知られている。
上述した構成によると、電池パック10およびマスターチャンバー35に検査用ガスを導入した際に、変形防止部材20が膨張する。そうすると、当該膨張によって、幅広面12sの略全体に、均一に圧力P2が加えられることとなる(図2Aおよび図2B参照)。このとき、検査用ガスが導入された電池パック10においては、圧力P1が生じ、これにより、変形防止部材20には、蓋体12を介して圧力P1が加えられている。電池パック10の内圧と、変形防止部材20の内圧とが平衡状態であれば、圧力P1および圧力P2は同じ大きさであるため、幅広面12sの変形は抑制される。これにより、電池パックのリーク検査の精度に信頼性が確保される。また、電池パックのリーク検査に差圧式リークテスタを使用することによって、従来法で必要とされていた、電池パックからの空気抜き工程を省略することができ、従来法よりも簡便なリーク検査方法を提供できる。
例えば、変形防止部材20として金属材料を採用してもよい。この場合、スプリング等の物理的な力で、変形防止部材20に均一に圧力を加えつつ、幅広面12sの略全体に均一な圧力が加えられる。この場合においても、本発明において上記と同様の効果を得ることができる。
10b 接続部
12 蓋体
12s 幅広面
14 パックケース本体
16 外装体
20 変形防止部材
20c 接続部
30 差圧式リークテスタ
31 供給源
32 レギュレータ
33a 第1バルブ
33b 第2バルブ
33c 第3バルブ
34 差圧計
341 空間
342 空間
34a 接続部
34b 接続部
34d ダイアフラム
35 マスターチャンバー
35a 接続部
36 ガス供給系
36x ガス供給系
38 ノズル
50 フレーム
52 孔
100 検査装置
X 分岐点
60 制御装置
S10 接続工程
S20 開放工程
S30 ガス供給工程
S40 判定
S50 閉栓工程
S60 判定
S70 閉栓工程
S80 差圧式リークテスト
Claims (5)
- 複数の単電池と、該複数の単電池を密閉された状態で内部に収容する外装体であって少なくとも一の可撓性を有する幅広面を備えた外装体とを備える電池パックの気密性を差圧式リークテストに基づいて検査するリーク検査方法であって、
前記外装体の幅広面の略全体に変形防止部材を配置し、相互に連通させた前記電池パックと差圧式リークテストの基準となるマスターチャンバーとの両方に検査用ガスを導入した際に該変形防止部材が前記幅広面の変形を防止し得る状態で、差圧式リークテストが行われることを特徴とする、検査方法。 - 前記変形防止部材は、内部に検査用ガスを導入可能であり且つ該導入された検査用ガスのガス圧によって膨張可能な袋状の弾性部材で構成されており、
前記差圧式リークテストは、前記変形防止部材の内圧と前記電池パックの内圧とが平衡状態になるように、相互に連通させた前記変形防止部材と前記電池パックとの両方に検査用ガスが供給された後に行われることを特徴とする、請求項1に記載の検査方法。 - 複数の単電池と、該複数の単電池を密閉された状態で内部に収容する外装体であって少なくとも一の可撓性を有する幅広面を備えた外装体とを備える電池パックの気密性を差圧式リークテストに基づいて検査するリーク検査装置であって、
差圧式リークテストの基準となるマスターチャンバーと前記電池パックとの両方に検査用ガスを供給するガス供給系と、
前記外装体の幅広面の略全体に配置される変形防止部材と、
を備えており、
前記変形防止部材は、前記ガス供給系から検査用ガスが前記電池パック内に導入された際に前記幅広面の変形を防止するように前記外装体の幅広面の略全体に配置されることを特徴とする、検査装置。 - 前記変形防止部材は、内部に検査用ガスを導入可能であり且つ該導入された検査用ガスのガス圧によって膨張可能な袋状の弾性部材で構成されており、
前記ガス供給系は、前記マスターチャンバーと前記電池パックと前記変形防止部材とが相互に連通し、該変形防止部材の内部にも検査用ガスを供給可能に構成されており、
前記変形防止部材の内圧と前記電池パックの内圧とが平衡状態になるように前記変形防止部材および前記電池パックの両方に検査用ガスが供給された後に差圧式リークテストが実行されることを特徴とする、請求項3に記載の検査装置。 - 前記ガス供給系は、前記変形防止部材への検査用ガスの供給を前記電池パックへの検査用ガスの供給とは独立して調整可能なバルブを備えており、
前記差圧式リークテストは、前記変形防止部材の内圧が前記平衡状態になった後、前記バルブを閉栓状態にして前記変形防止部材の内圧を保持した状態で実行されることを特徴とする、請求項4に記載の検査装置。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019042398A JP7165303B2 (ja) | 2019-03-08 | 2019-03-08 | 電池パックのリーク検査方法およびリーク検査装置 |
| CN202010098175.6A CN111665003B (zh) | 2019-03-08 | 2020-02-18 | 电池包的泄漏检查方法及泄漏检查装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019042398A JP7165303B2 (ja) | 2019-03-08 | 2019-03-08 | 電池パックのリーク検査方法およびリーク検査装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020144064A true JP2020144064A (ja) | 2020-09-10 |
| JP7165303B2 JP7165303B2 (ja) | 2022-11-04 |
Family
ID=72353600
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019042398A Active JP7165303B2 (ja) | 2019-03-08 | 2019-03-08 | 電池パックのリーク検査方法およびリーク検査装置 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP7165303B2 (ja) |
| CN (1) | CN111665003B (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113964353A (zh) * | 2021-11-30 | 2022-01-21 | 合肥召洋电子科技有限公司 | 一种电池包壳体生产线上气密度检测机构 |
| CN114088311A (zh) * | 2021-11-03 | 2022-02-25 | 格林美(武汉)动力电池回收有限公司 | 一种检测箱体安全性的方法、系统、设备及存储介质 |
| CN116929667A (zh) * | 2023-09-14 | 2023-10-24 | 扬州雄鸡电池有限公司 | 一种电池包的双向无损气密性检测装置及方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001027574A (ja) * | 1999-07-15 | 2001-01-30 | Yamaha Corp | 漏洩試験方法および漏洩試験装置 |
| JP2005108481A (ja) * | 2003-09-29 | 2005-04-21 | Shin Kobe Electric Mach Co Ltd | 電池パック |
| JP2006329650A (ja) * | 2005-05-23 | 2006-12-07 | Shimadzu System Solutions Co Ltd | 包装リーク検査装置 |
| US20150040646A1 (en) * | 2011-09-15 | 2015-02-12 | Commissariat A L'energie Atomique Et Aux Ene Alt | Method for evaluating the sealing of a bipolar structure for an electrochemical generator |
| CN106441744A (zh) * | 2016-12-13 | 2017-02-22 | 力信(江苏)能源科技有限责任公司 | 一种锂离子方型动力电池验漏装置及其验漏工艺 |
| CN108731888A (zh) * | 2018-03-14 | 2018-11-02 | 中航锂电(洛阳)有限公司 | 一种电池包ip67防护可靠性测试系统 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3348484B2 (ja) * | 1993-10-07 | 2002-11-20 | ヤマハ株式会社 | 漏洩試験方法及び漏洩試験装置 |
| JP4843947B2 (ja) * | 2005-01-19 | 2011-12-21 | トヨタ自動車株式会社 | 密閉型電池の製造方法、及び、気密検査装置 |
| CN1851432A (zh) * | 2006-03-24 | 2006-10-25 | 江苏宝胜电气股份有限公司 | 充气隔室的抽空氦检及充注绝缘介质工艺方法 |
| JP5265312B2 (ja) * | 2008-11-12 | 2013-08-14 | ヤマハファインテック株式会社 | 漏洩検査装置 |
| DE102011086486B4 (de) * | 2011-11-16 | 2023-01-19 | Inficon Gmbh | Vorrichtung und Verfahren zur schnellen Lecksuche an formsteifen/schlaffen Verpackungen ohne Zusatz von Prüfgas |
| DE102012217945A1 (de) * | 2012-10-01 | 2014-04-03 | Inficon Gmbh | Folienkammer und Verfahren zur Leckagedetektion an einem nicht formstarren Prüfling |
| CN104849403B (zh) * | 2015-04-22 | 2016-12-14 | 宁德时代新能源科技股份有限公司 | 监测锂离子电池膨胀的方法 |
| WO2017104643A1 (ja) * | 2015-12-14 | 2017-06-22 | 株式会社フクダ | 漏れ検査装置及び方法 |
| CN108780856B (zh) * | 2016-03-10 | 2019-12-17 | 日产自动车株式会社 | 电池组 |
| CN108534963B (zh) * | 2018-03-16 | 2020-05-08 | 昆山丘钛微电子科技有限公司 | 一种防水性检测方法与系统 |
-
2019
- 2019-03-08 JP JP2019042398A patent/JP7165303B2/ja active Active
-
2020
- 2020-02-18 CN CN202010098175.6A patent/CN111665003B/zh active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001027574A (ja) * | 1999-07-15 | 2001-01-30 | Yamaha Corp | 漏洩試験方法および漏洩試験装置 |
| JP2005108481A (ja) * | 2003-09-29 | 2005-04-21 | Shin Kobe Electric Mach Co Ltd | 電池パック |
| JP2006329650A (ja) * | 2005-05-23 | 2006-12-07 | Shimadzu System Solutions Co Ltd | 包装リーク検査装置 |
| US20150040646A1 (en) * | 2011-09-15 | 2015-02-12 | Commissariat A L'energie Atomique Et Aux Ene Alt | Method for evaluating the sealing of a bipolar structure for an electrochemical generator |
| CN106441744A (zh) * | 2016-12-13 | 2017-02-22 | 力信(江苏)能源科技有限责任公司 | 一种锂离子方型动力电池验漏装置及其验漏工艺 |
| CN108731888A (zh) * | 2018-03-14 | 2018-11-02 | 中航锂电(洛阳)有限公司 | 一种电池包ip67防护可靠性测试系统 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114088311A (zh) * | 2021-11-03 | 2022-02-25 | 格林美(武汉)动力电池回收有限公司 | 一种检测箱体安全性的方法、系统、设备及存储介质 |
| CN113964353A (zh) * | 2021-11-30 | 2022-01-21 | 合肥召洋电子科技有限公司 | 一种电池包壳体生产线上气密度检测机构 |
| CN113964353B (zh) * | 2021-11-30 | 2022-09-02 | 合肥召洋电子科技有限公司 | 一种电池包壳体生产线上气密度检测机构 |
| CN116929667A (zh) * | 2023-09-14 | 2023-10-24 | 扬州雄鸡电池有限公司 | 一种电池包的双向无损气密性检测装置及方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7165303B2 (ja) | 2022-11-04 |
| CN111665003A (zh) | 2020-09-15 |
| CN111665003B (zh) | 2022-09-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN111665003B (zh) | 电池包的泄漏检查方法及泄漏检查装置 | |
| JP4843947B2 (ja) | 密閉型電池の製造方法、及び、気密検査装置 | |
| CA1335540C (en) | Process and apparatus for testing the airtightness of a hollow body | |
| CN110160714B (zh) | 软包电池气密性检查系统及方法 | |
| KR20040065522A (ko) | 전기화학 소자의 누출 테스트 방법 | |
| KR102381108B1 (ko) | 이차 전지의 리크 검사 장치 및 방법 | |
| KR101726337B1 (ko) | 밀폐형 전지의 제조 방법 | |
| CN111044234B (zh) | 燃料电池的极板和电堆气密性检测系统及其检测方法 | |
| JP2008309698A (ja) | 気密検査装置および気密検査方法並びに気密性製品の製造方法 | |
| JP6017873B2 (ja) | 密閉型電池 | |
| US3529463A (en) | Method and apparatus for testing battery casings for leaks | |
| CN107076636B (zh) | 具有用于粗泄漏测试的测量体积的薄膜腔 | |
| JP2007271558A (ja) | 漏れ検査装置 | |
| JP2017215310A (ja) | 密封性評価方法、並びにコンダクタンス試験方法及び試験装置 | |
| JP2010244898A (ja) | 密閉型電池の製造方法 | |
| CN107328671A (zh) | 一种用于测试承受交变压力的膜盒疲劳寿命的试验系统 | |
| JP6631482B2 (ja) | 組電池の検査方法 | |
| JP3983479B2 (ja) | 電池の液漏れ検査装置 | |
| KR20180095984A (ko) | 연료전지 시스템 고압용기 압력센서 고장 진단 방법 | |
| CN115993215B (zh) | 充气装置、气密测试装置、充气方法及气密测试方法 | |
| JP4793258B2 (ja) | 密閉品の製造方法 | |
| JP2007132875A (ja) | エアリーク検査装置 | |
| US20100212402A1 (en) | Method and apparatus for precision non-destructive non-contact control of super small differences of pressure | |
| CN220625629U (zh) | 氦检装置 | |
| JP2015158522A (ja) | 差圧式リークテスト装置によるリークテスト方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210624 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220422 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220506 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220530 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220922 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20221005 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 7165303 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |