JP2020007599A - フェライト系ステンレス鋼板、クラッド材及びフェライト系ステンレス鋼板の製造方法 - Google Patents
フェライト系ステンレス鋼板、クラッド材及びフェライト系ステンレス鋼板の製造方法 Download PDFInfo
- Publication number
- JP2020007599A JP2020007599A JP2018128597A JP2018128597A JP2020007599A JP 2020007599 A JP2020007599 A JP 2020007599A JP 2018128597 A JP2018128597 A JP 2018128597A JP 2018128597 A JP2018128597 A JP 2018128597A JP 2020007599 A JP2020007599 A JP 2020007599A
- Authority
- JP
- Japan
- Prior art keywords
- stainless steel
- less
- steel sheet
- ferritic stainless
- heat treatment
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/20—Recycling
Abstract
Description
[1] 質量%で、
C:0.030%以下、
N:0.030%以下、
Si:0.20%以上0.80%以下、
Cr:15%以上20%以下、
Mn:0.80%以下、
Ni:1.0%以下、
Cu:0.80%以下を含有し、
さらに、Nb、V、Tiのうちいずれか一種または二種以上を合計で0.10%以上0.80%以下含有し、
残部がFeおよび不純物からなる成分組成を有し、
平均結晶粒径が100μm以上であることを特徴とするフェライト系ステンレス鋼板。
[2] 周波数25kHzにおける比透磁率が90以上であることを特徴とする[1]に記載のフェライト系ステンレス鋼板。
[3] 高周波誘導加熱調理に対応した機器の部材に用いられることを特徴とする、[1]または[2]に記載のフェライト系ステンレス鋼板。
[4] [1]乃至[3]の何れか一項に記載のフェライト系ステンレス鋼板と、アルミニウム板と接合させてなることを特徴とするクラッド材。
[5] [1]に記載の成分組成を有するステンレス鋼板素材に900℃以上1100℃以下で1.0分以上の中間熱処理を施す第1の工程と、
板厚減少率5%以上10%以下の仕上冷間圧延を施す第2の工程と、
980℃以上1150℃以下で1.0分以上の仕上熱処理を施す第3の工程と、
を順次行うことを特徴とする、フェライト系ステンレス鋼板の製造方法。
また、本発明のフェライト系ステンレス鋼板およびクラッド材は、鍋、フライパン、炊飯器の内釜などのIH調理に対応した機器、電子機器の筐体、食器、美術品、建築材料など、意匠性が求められる分野に好適に用いることができる。
(B)高温での熱処理前に板厚減少率で5%以上、10%以下の冷間圧延を施すことで、熱処理時の結晶粒成長が著しく促進され、短時間の熱処理でも結晶粒が粗大化する。
(C)結晶粒を粗大化することで、美観が生まれ、疵が目立たなくなる。
(D)結晶粒を粗大化することで比透磁率が向上する。
また、本実施形態のフェライト系ステンレス鋼板は、周波数25kHzにおける比透磁率が90以上であることが好ましい。
更に、本実施形態のフェライト系ステンレス鋼板は、高周波誘導加熱調理に対応した機器の部材に用いられることが好ましい。
更にまた、本実施形態のクラッド材は、本実施形態のフェライト系ステンレス鋼板と、アルミニウム板と接合させてなるクラッド材である。
Cは、母相に固溶されるとオーステナイト相を安定化させる元素であるため、C量が多いと、高温でオーステナイト相が生成し、結晶粒成長が遅くなり、粗大な結晶粒を得ることが困難になる。また、C量が多いと鋼が硬質となり、成形性が低下する。そのため、C量は極力少ないことが好ましく、上限を0.030%以下とする。望ましくは、0.020%以下である。C量は極力少ないことが好ましいが、C量を少なくするとコスト増になるので、下限を0.001%以上にするとよい。
Nは、Cと同じく、母相に固溶されるとオーステナイト相を安定化させる元素である。N量が多いと、高温でオーステナイト相が生成し、結晶粒成長が遅くなり、粗大な結晶粒を得ることが困難になる。そのため、N量は0.030%以下とする。望ましくは、0.020%以下である。N量は極力少ないことが好ましいが、N量を少なくするとコスト増になるので、下限を0.001%以上にするとよい。
Siは、酸化皮膜の保護性を向上させるため、0.20%以上を含有させる。一方で、Si量が多すぎると、熱間加工性を顕著に劣化させ、耳割れが発生し、手入れコストが大きくなることから、上限を0.80%以下とする。好ましくは、0.25%以上0.70%以下である。
Crは、ステンレス鋼としての耐食性を確保する観点から必須の元素であり、十分な耐食性を確保する観点から15%以上とする。一方で、Cr量が多すぎると、焼鈍時に粗大な脆化相を生成させるため、20%以下とする。好ましくは、16%以上18%以下とする。
Mnは原料スクラップなどから混入する。Mn量を大きく低減させるにはスクラップの使用を減らす必要があり、これはコストの増大を招く。一方で、Mnが多すぎると、熱間加工性を劣化させるうえ、素材の耐食性を劣化させる。したがって、Mn量は0.80%以下とする。Mn量は極力少ないことが好ましいが、Mnを少なくするとコスト増になるので、Mnの下限は0.20%以上、より好ましくは0.10%以上であれば許容される。
Niは強力なオーステナイト安定化元素であり、高温でフェライト相からオーステナイト相への変態を助長する。その結果、結晶粒成長が遅くなり、粗大な結晶粒を得ることが困難になる。従って、Ni量を1.0%以下とする。望ましくは、0.3%以下とする。Niは少ないほどよく、その下限は0.001%以上とする。
Cuは原料スクラップなどから混入する。Cu量を大きく低減させるにはスクラップの使用を減らす必要があり、これはコストの増大を招く。一方で、CuはNiと同じく強力なオーステナイト安定化元素であり、高温でフェライト相からオーステナイト相への変態を助長する。その結果、結晶粒成長が遅くなるため、粗大な結晶粒を得ることが困難になる。従って、Cu量の上限は0.80%以下とする。望ましくは、0.70%以下とする。Cu量は極力少ないことが好ましいが、Cuを少なくするとコスト増になるので、Cuの下限は0.25%以上、0.20%以上、または0.02%以上であれば許容される。
Nb、V、Tiは、いずれもC、Nと化合物を作る元素である。C、Nが化合物になることで固溶C、Nが減り、母相のオーステナイト安定度が低下する結果、高温までフェライト相が維持され、結晶粒成長が促進される。この効果は、Nb、V、Tiのいずれか一種または二種以上を合計で0.10%以上含有することで得られる。一方、Nb、V、Tiの含有量が多すぎると、溶製時に粗大な炭化物や窒化物を形成し、熱延、冷延時の耳割れを助長したり、介在物として製品に残存し、成型性などを劣化させる.従って、Nb、V、Tiの含有量の合計を0.80%以下とする。
目視でも確認できるレベルの結晶粒模様を現出させるためには、平均結晶粒径が大きいことが望ましい。また、結晶粒の粗大化は比透磁率を高める効果もある。比透磁率を安定して90以上にするには、平均結晶粒径を100μm以上にすることが必要である。従って、平均結晶粒径を100μm以上と規定する。望ましくは150μm以上である。なお、本実施形態のステンレス鋼板はフェライト系ステンレス鋼板であるため、平均結晶粒径は、フェライトの平均結晶粒径を意味する。上限は特に規定しないが、結晶粒のサイズが鋼板や鋼板を用いて製造した製品と同等レベルのサイズになると、結晶粒模様が意味をなさないため、10mm以下とすることが望ましい。
フェライト系ステンレス鋼板の幅をwとしたとき、幅方向で片端から(1/10)w、(1/4)w、(1/2)w、(3/4)w及び(9/10)wの5箇所において、圧延方向に垂直(C断面)な断面が観察面となるように試料を採取する。全観察面の面積は5mm2とし、1箇所の観察面の面積は1mm2とする。各観察面の板厚方向の寸法は板厚t(mm)とする。よって、各観察面の板幅方向の長さは1/t(mm)となる。観察面を鏡面研磨した後、10%シュウ酸で電解エッチングし、光学顕微鏡または走査型電子顕微鏡にてフェライトの結晶粒を観察し、結晶粒の個数を数える。観察面の板幅方向及び板厚方向の輪郭線が結晶粒上を横切ることで、一部が観察面からはみ出す結晶粒については、その結晶粒は0.5個とカウントする。5箇所の観察面において計測したフェライトの総数を、全観察面の面積で除して、結晶粒1個あたりの面積を求める。そして、結晶粒1個あたりの面積から、結晶粒の円相当直径を求め、これを平均結晶粒径とする。
本実施形態のフェライト系ステンレス鋼板の製造方法は、上記に記載の成分組成を有するステンレス鋼板素材に900℃以上1100℃以下で1.0分以上の中間熱処理を施す第1の工程と、板厚減少率5%以上10%以下の仕上冷間圧延を施す第2の工程と、980℃以上1150℃以下で1.0分以上の仕上熱処理を施す第3の工程と、を順次行う。第1の工程においてステンレス鋼板素材を加熱することで、ステンレス鋼の組織を完全に回復、再結晶させ、第2の工程において圧下することでひずみを与え、第3の工程において加熱することで結晶粒を粒成長させる。第2の工程においてひずみを付与することで、第3の工程において粒成長に必要な熱処理の保持時間を大幅に短縮できるようになる。
本実施形態のフェライト系ステンレス鋼板は、目視でも確認できる大きさの結晶粒を備え、意匠性に優れたものとなる。また、周波数25kHzにおける比透磁率が90以上を示すので、IH調理器等にも適用できる。
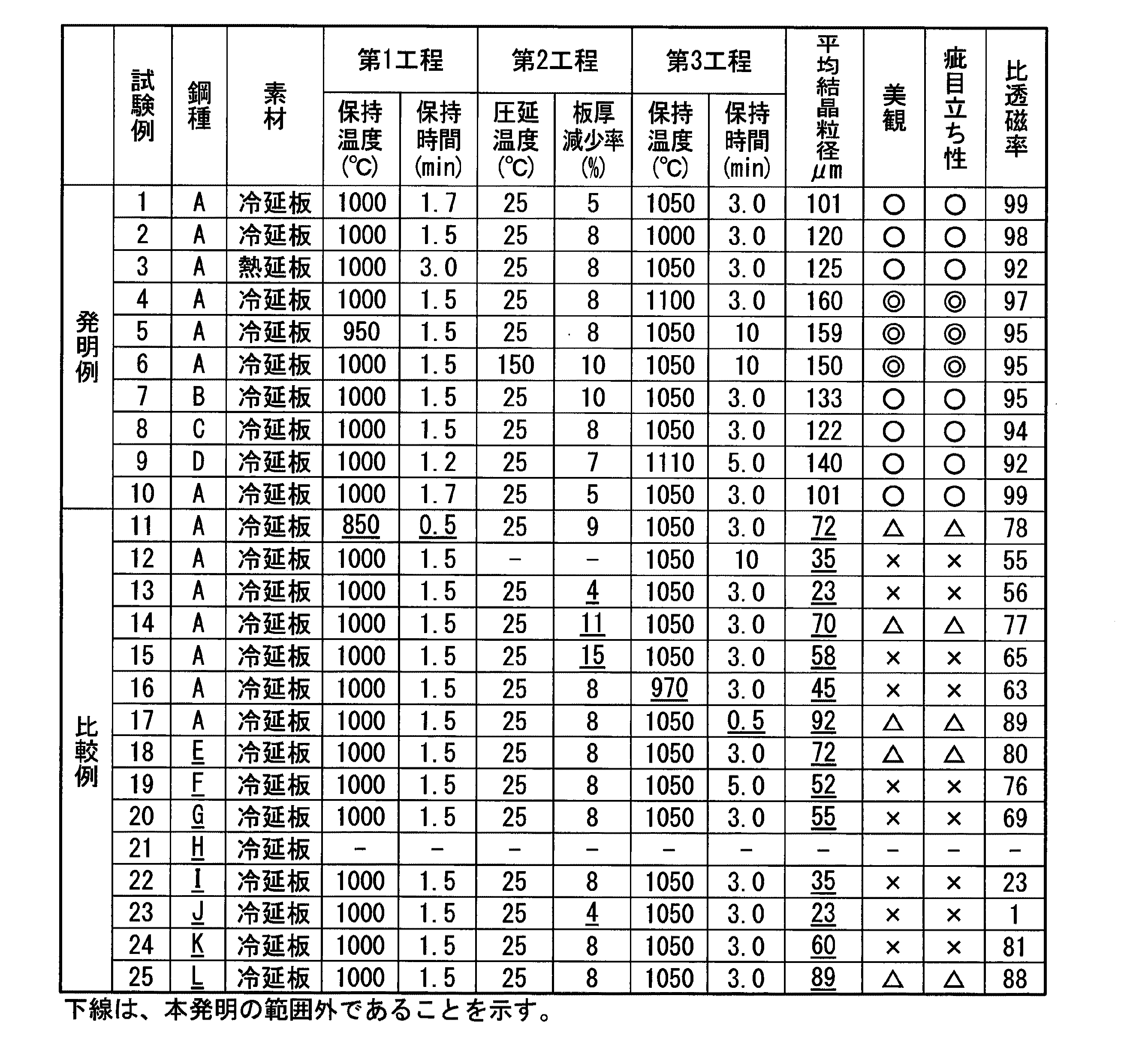
素材として、表1に示す化学組成を有するステンレス鋼鋳塊を用いた。表1中の鋼A〜Dが本発明の規定を満たすステンレス鋼鋳塊であり、鋼E〜Lは発明外の比較用ステンレス鋼鋳塊である。なお、鋼Iは、マルテンサイト系ステンレス鋼であり、鋼Jは、オーステナイト系ステンレス鋼である。鋼A〜Lの鋳塊を熱間圧延で板厚4mmの熱延板とした。一部の熱延板を除き、さらに、1050℃、3分の中間熱処理、板厚減少率63%の冷間圧延、1000℃、3分の中間熱処理、板厚減少率67%の冷間圧延を施し、板厚0.5mmの冷延板とした。この熱延板、冷延板に表2に示す条件で中間熱処理(第1工程)、仕上冷間圧延(第2工程)、仕上熱処理(第3工程)を施した。熱処理は大気炉で実施し、熱処理で生成したスケールはふっ硝酸への浸漬で除去した。第3工程後の冷却は、保持温度から200℃までの平均冷却速度で、0.03℃/秒〜100℃/秒の範囲で冷却した。一部のステンレス鋼板は、さらに純アルミニウム板と接合圧延してクラッド材にした。このようにして、表2に示す試験例1〜25のステンレス鋼板を得た。
ステンレス鋼板の幅をwとしたとき、幅方向で片端から(1/10)w、(1/4)w、(1/2)w、(3/4)w及び(9/10)wの5箇所において、圧延方向に垂直(C断面)な断面が観察面となるように試料を採取した。全観察面の面積は5mm2とし、1箇所の観察面の面積は1mm2とした。各観察面の板厚方向の寸法は板厚t(mm)とした。各観察面の板幅方向の長さは1/t(mm)とした。観察面を鏡面研磨した後、10%シュウ酸で電解エッチングし、光学顕微鏡または走査型電子顕微鏡にてフェライトの結晶粒を観察し、結晶粒の個数を数えた。観察面の板幅方向及び板厚方向の輪郭線が結晶粒上を横切ることで、一部が観察面からはみ出す結晶粒については、その結晶粒は0.5個とカウントした。5箇所の観察面において計測したフェライトの総数を、全観察面の面積で除して、結晶粒1個あたりの面積を求めた。そして、結晶粒1個あたりの面積から、結晶粒の円相当直径を求め、これを平均結晶粒径とした。
意匠性は、外観の美観と、疵の目立ちやすさの2つの観点で評価した。美観性は、ふっ酸3%、硝酸7%の混酸中に10分間浸漬させて結晶粒を現出させたステンレス鋼板の外観を20人の評価者が目視で観察し、従来と異なる美観を感じた人の割合が5割未満を×、5割以上8割未満を△、8割以上9割未満の場合に○、9割以上の場合に◎とした。○以上を合格とした。疵の目立ちやすさは、鋼板表面に直径0.5mmの針金の先端で長さ10mmの引っ掻き疵をつけたサンプル(50mm角)を用いて、20人の評価者によってその疵を特定できるかで評価した。10秒以内に疵を特定できた人の割合が5割未満を×、5割以上8割未満を△、8割以上9割未満の場合に○、9割以上の場合に◎とした。○以上を合格とした。
ステンレス鋼板の幅をwとしたとき、幅方向で片端から(1/10)w、(1/4)w、(1/2)w、(3/4)w及び(9/10)wの5箇所において、ステンレス鋼板を放電加工によって幅5mm、長さ50mmの短冊状に切り出し、これを測定試料とした。測定試料の長手方向を板厚方向とした。測定試料に対し、インピーダンス法により比透磁率を測定した。測定用ソレノイド長は42mm、巻線数50ターン、コイル径は10.25mm、測定磁場は11.05A/m、測定方向は長辺方向、測定周波数は25kHzとした。クラッド材の比透磁率は、クラッド材からアルミニウム板を剥離した後、ステンレス鋼板のみで測定した。5箇所の平均値を比透磁率とした。比透磁率は90以上を合格とした。
試験例11は、素材の成分組成は本発明の規定を満たすものの、第1工程での熱処理温度が低く、保持時間も短く、熱処理が不十分であり、最終製品の平均結晶粒径が小さい。
試験例12、13は、素材の成分組成は本発明の規定を満たすものの、平均結晶粒径が小さい。これは、仕上熱処理前の仕上冷間圧延を実施していない、あるいは板厚減少率が本発明の規定より小さいことが原因である。
試験例17は、素材の成分組成は本発明の規定を満たすものの、平均結晶粒径が小さい。これは、仕上熱処理時の保持時間が本発明の規定より短いことが原因である。
試験例19は、素材の成分組成のうちC量が過剰であり、本発明の範囲を満たさず、平均結晶粒径が小さい。これは、オーステナイト安定化に寄与するC量が多く、仕上熱処理時にオーステナイト相が生成し、結晶粒成長速度が遅くなることが原因である。
試験例21は、素材の成分組成のうちTi、Nb、Vの合計量が過剰になり、本発明の範囲を満たさず、熱延時に多数の耳割れが発生し、圧延ができなかった。
試験例23は、素材がオーステナイト系ステンレス鋼であり、化学成分が本発明の範囲を満たさず、平均結晶粒径が小さい。また、オーステナイト系ステンレス鋼のため比透磁率が非常に小さい。
試験例25は、素材の化学成分のうちCu量が過剰であり、本発明の範囲を満たさず、平均結晶粒径が小さい。これは、オーステナイト安定化に寄与するCu量が多く、仕上熱処理時にオーステナイト相が生成し、結晶粒成長速度が遅くなることが原因である。
Claims (5)
- 質量%で、
C:0.030%以下、
N:0.030%以下、
Si:0.20%以上0.80%以下、
Cr:15%以上20%以下、
Mn:0.80%以下、
Ni:1.0%以下、
Cu:0.80%以下を含有し、
さらに、Nb、V、Tiのうちいずれか一種または二種以上を合計で0.10%以上0.80%以下含有し、
残部がFeおよび不純物からなる成分組成を有し、
平均結晶粒径が100μm以上であることを特徴とするフェライト系ステンレス鋼板。 - 周波数25kHzにおける比透磁率が90以上であることを特徴とする請求項1に記載のフェライト系ステンレス鋼板。
- 高周波誘導加熱調理に対応した機器の部材に用いられることを特徴とする、請求項1または請求項2に記載のフェライト系ステンレス鋼板。
- 請求項1乃至請求項3の何れか一項に記載のフェライト系ステンレス鋼板と、アルミニウム板と接合させてなることを特徴とするクラッド材。
- 請求項1に記載の成分組成を有するステンレス鋼板素材に900℃以上1100℃以下で1.0分以上の中間熱処理を施す第1の工程と、
板厚減少率5%以上10%以下の仕上冷間圧延を施す第2の工程と、
980℃以上1150℃以下で1.0分以上の仕上熱処理を施す第3の工程と、
を順次行うことを特徴とする、フェライト系ステンレス鋼板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018128597A JP7102988B2 (ja) | 2018-07-05 | 2018-07-05 | フェライト系ステンレス鋼板、クラッド材及びフェライト系ステンレス鋼板の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018128597A JP7102988B2 (ja) | 2018-07-05 | 2018-07-05 | フェライト系ステンレス鋼板、クラッド材及びフェライト系ステンレス鋼板の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020007599A true JP2020007599A (ja) | 2020-01-16 |
| JP7102988B2 JP7102988B2 (ja) | 2022-07-20 |
Family
ID=69150737
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018128597A Active JP7102988B2 (ja) | 2018-07-05 | 2018-07-05 | フェライト系ステンレス鋼板、クラッド材及びフェライト系ステンレス鋼板の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7102988B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023136038A1 (ja) * | 2022-01-11 | 2023-07-20 | 日鉄ステンレス株式会社 | クラッド板用フェライト系ステンレス鋼板及びその製造方法、並びにクラッド板 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009174040A (ja) * | 2008-01-28 | 2009-08-06 | Nisshin Steel Co Ltd | Egrクーラー用フェライト系ステンレス鋼およびegrクーラー |
| JP2010095768A (ja) * | 2008-10-17 | 2010-04-30 | Nisshin Steel Co Ltd | Cuめっきフェライト系ステンレス鋼板および多重巻き鋼管 |
-
2018
- 2018-07-05 JP JP2018128597A patent/JP7102988B2/ja active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009174040A (ja) * | 2008-01-28 | 2009-08-06 | Nisshin Steel Co Ltd | Egrクーラー用フェライト系ステンレス鋼およびegrクーラー |
| JP2010095768A (ja) * | 2008-10-17 | 2010-04-30 | Nisshin Steel Co Ltd | Cuめっきフェライト系ステンレス鋼板および多重巻き鋼管 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023136038A1 (ja) * | 2022-01-11 | 2023-07-20 | 日鉄ステンレス株式会社 | クラッド板用フェライト系ステンレス鋼板及びその製造方法、並びにクラッド板 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7102988B2 (ja) | 2022-07-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5924459B1 (ja) | ステンレス冷延鋼板用素材 | |
| WO2015111403A1 (ja) | ステンレス冷延鋼板用素材およびその製造方法 | |
| KR101712333B1 (ko) | 펀칭 가공성이 우수한 페라이트계 스테인리스 강판 및 그 제조 방법 | |
| WO2017043660A1 (ja) | 鋼板およびほうろう製品 | |
| JP2009263782A (ja) | 方向性電磁鋼板およびその製造方法 | |
| WO2017002148A1 (ja) | ステンレス冷延鋼板用素材およびその製造方法、ならびに冷延鋼板 | |
| KR101949629B1 (ko) | 스테인리스강 및 그 제조 방법 | |
| US20220056547A1 (en) | Ferritic stainless steel sheet and method of producing same, and al or al alloy coated stainless steel sheet | |
| KR20190131079A (ko) | 페라이트계 스테인리스 강판 및 그의 제조 방법 | |
| JP5679112B2 (ja) | スケール密着性に優れた熱延鋼板およびその製造方法 | |
| JP3797063B2 (ja) | 耐爪飛び性、密着性、加工性が優れたほうろう用鋼板とその製造方法 | |
| KR20190131527A (ko) | 스테인리스 냉연 강판용 소재 및 그 제조 방법 | |
| JP2016113670A (ja) | フェライト系ステンレス鋼およびその製造方法 | |
| JP7102988B2 (ja) | フェライト系ステンレス鋼板、クラッド材及びフェライト系ステンレス鋼板の製造方法 | |
| JP2010047822A (ja) | 打抜き加工性に優れたステンレス冷延鋼板およびその製造方法 | |
| KR101940427B1 (ko) | 페라이트계 스테인리스 강판 | |
| JP5282456B2 (ja) | ローピングと耳割れの発生を抑制できるステンレス冷延鋼板用素材およびその製造方法 | |
| JP5167314B2 (ja) | 耐リジング性に優れたフェライト系ステンレス鋼の製造方法 | |
| JP5130993B2 (ja) | 高周波用電磁鋼板 | |
| JP2007270168A (ja) | Cr含有フェライト系鋼板の製造方法 | |
| JP5644148B2 (ja) | 加工後の表面外観に優れたステンレス冷延鋼板およびその製造方法 | |
| US20230271405A1 (en) | Method of producing ferritic stainless steel sheet | |
| JP5338245B2 (ja) | 強度−伸びバランスが良好で、かつリジングの小さいステンレス冷延鋼板およびその製造方法 | |
| JPH08199270A (ja) | 磁気特性に優れたFe−Ni系合金板およびその製造方法 | |
| JPH1112691A (ja) | 成形性に優れたフェライト系ステンレス冷延鋼板およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210303 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220316 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220426 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220524 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220607 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220620 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 7102988 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |