JP2020006527A - Automotive member and method of manufacturing the same - Google Patents
Automotive member and method of manufacturing the same Download PDFInfo
- Publication number
- JP2020006527A JP2020006527A JP2018126973A JP2018126973A JP2020006527A JP 2020006527 A JP2020006527 A JP 2020006527A JP 2018126973 A JP2018126973 A JP 2018126973A JP 2018126973 A JP2018126973 A JP 2018126973A JP 2020006527 A JP2020006527 A JP 2020006527A
- Authority
- JP
- Japan
- Prior art keywords
- terminal
- vehicle body
- movable mold
- foamed
- mold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Landscapes
- Body Structure For Vehicles (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Molding Of Porous Articles (AREA)
Abstract
Description
本発明は、発泡樹脂成形体で構成される自動車用部材及びその製造方法に関する。 TECHNICAL FIELD The present invention relates to an automobile member formed of a foamed resin molded article and a method for manufacturing the same.
従来、自動車用部材として、発泡樹脂成形体で構成される部材が知られている。斯様な自動車用部材として、例えば特許文献1、2には、複数の空隙が形成されている発泡部が非発泡のスキン層で覆われている発泡樹脂成形体で構成されるサイドフェンダやフロントピラー外装板が開示されている。 2. Description of the Related Art Conventionally, a member formed of a foamed resin molded body has been known as an automobile member. As such automobile members, for example, Patent Literatures 1 and 2 disclose side fenders and fronts formed of a foamed resin molded body in which a foamed portion having a plurality of voids is covered with a non-foamed skin layer. A pillar armor plate is disclosed.
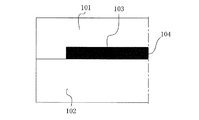
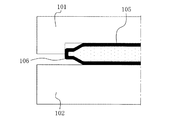
ところで、発泡樹脂成形体で構成される自動車用部材は、コアバック射出発泡成形による成形品とすると高い剛性を得られると共に軽量化することができて好ましい。しかしながら、例えば図13、図14に示すように、コアバック射出発泡成形工程により、固定型101と可動型102との間に設けられるキャビティ103に発泡性溶融樹脂104を充填し、可動型102を移動して発泡性溶融樹脂104を発泡させ、発泡樹脂成形体105を形成すると、発泡樹脂成形体105の端末に外方に略山形状で突き出した耳部106が形成されてしまう。
By the way, it is preferable that an automobile member formed of a foamed resin molded article be molded by core-back injection foam molding because it can obtain high rigidity and can be reduced in weight. However, as shown in FIGS. 13 and 14, for example, the
このような略山形状の耳部106が形成されると、自動車用部材の意匠性が低下してしまうと共に、自動車用部材をボディに固着する場合に端末の耳部106での固着ができなくなり、端末が浮いた状態になって十分な固着強度を得ることが困難となる。そのため、意匠性に優れ、十分な固着領域と固着強度を確保することができる発泡樹脂成形体で構成される自動車用部材が求められている。
When such a substantially mountain-
本発明は上記課題に鑑み提案するものであり、発泡樹脂成形体で構成される自動車用部材において、意匠性に優れ、十分な固着領域と固着強度を確保することができる自動車用部材及びその製造方法を提供することを目的とする。 The present invention has been made in view of the above-described problems, and proposes an automotive member formed of a foamed resin molded article, which has excellent design properties, can secure a sufficient fixing area and a sufficient fixing strength, and its manufacture. The aim is to provide a method.
本発明の自動車用部材は、発泡樹脂成形体で構成され、少なくとも外周縁の一部の端末周辺領域の端末近傍位置に車体側の面から内側にへこむ凹溝が前記外周縁に略倣うように形成され、前記端末周辺領域の前記凹溝より外側の前記車体側の面と前記端末周辺領域の前記凹溝より内側の前記車体側の面とが略面一で形成されると共に、前記端末周辺領域の端末が外表面から前記車体側の面の先端の外周縁に至る略弧状で形成されていることを特徴とする。
これによれば、端末に外方に略山形状で突き出した耳部が形成されることなく、自動車用部材の外周縁の所要部位の端末或いは外周縁の全体の端末を外表面或いは車体と逆側面から車体側の面の先端の外周縁に至る略弧状の形状にすることができ、自動車用部材の意匠性を高めることができる。また、端末周辺領域の凹溝より外側の車体側の面と凹溝より内側の車体側の面とを略面一で形成することにより、凹溝の内外に亘る広い車体側の面を固着面として使用することが可能となる。従って、自動車用部材の十分な固着領域が得られ、自動車用部材の十分な固着強度を確保することが可能となる。また、凹溝の内外に亘る広い車体側の面は緩衝材等の貼付け面として利用することも可能であり、緩衝材等も十分な固着領域、固着強度で貼付けることができる。また、略弧状の端末近辺の車体側の面も固着領域として使用することが可能であるから、端末が浮いた状態になることも防止できる。また、端末近傍位置に凹溝が形成される形状により、略弧状の端末を有し、端末周辺領域の車体側の面が全体として広い略面一の形状となる自動車用部材の製造、加工を容易化することができる。
The automotive member of the present invention is formed of a foamed resin molded article, and a groove recessed inward from a surface on the vehicle body side at least at a position near a terminal in a terminal peripheral area of at least a part of the outer peripheral edge substantially follows the outer peripheral edge. And a surface on the vehicle body side outside the concave groove in the terminal peripheral region and a surface on the vehicle body side inside the concave groove in the terminal peripheral region are formed substantially flush with each other, and around the terminal. The terminal of the area is formed in a substantially arc shape from the outer surface to the outer peripheral edge of the tip of the surface on the vehicle body side.
According to this, the terminal at the required portion of the outer peripheral edge of the automobile member or the entire terminal of the outer peripheral edge is inverted with respect to the outer surface or the vehicle body without forming an outwardly protruding ear portion in a substantially mountain shape on the terminal. It can be formed in a substantially arc shape extending from the side surface to the outer peripheral edge of the front end of the vehicle body side surface, and the design of the automobile member can be enhanced. Further, by forming the surface on the vehicle body side outside the groove in the terminal peripheral region and the surface on the vehicle body side inside the groove substantially flush with each other, a wide vehicle body side surface extending inside and outside the groove is fixed. It can be used as Therefore, a sufficient fixing region of the automobile member can be obtained, and it is possible to secure a sufficient fixing strength of the automobile member. Also, a wide surface on the vehicle body extending in and out of the concave groove can be used as a surface for attaching a cushioning material or the like, and the cushioning material or the like can be attached with a sufficient fixing area and a sufficient fixing strength. In addition, since a substantially arc-shaped surface on the vehicle body side near the terminal can be used as the fixing region, it is possible to prevent the terminal from floating. In addition, due to the shape in which the concave groove is formed in the vicinity of the terminal, the manufacturing and processing of an automobile member having a substantially arc-shaped terminal, and a surface on the vehicle body side in a peripheral region of the terminal having a wide, substantially flat surface as a whole. Can be facilitated.
本発明の自動車用部材は、前記発泡樹脂成形体が発泡部の周囲がスキン部で覆われたコアバック射出発泡成形体であることを特徴とする。
これによれば、自動車用部材の剛性を高めることができると共に、大幅な軽量化を図ることができる。また、発泡部の周囲がスキン部で覆われた構造により、自動車用部材の意匠性を一層高めることができる。また、コアバック射出発泡成形体とすることにより、発泡構造の制御が容易となり、より部材種別に適した発泡樹脂成形体の自動車用部材を容易に得ることができる。
The automotive member of the present invention is characterized in that the foamed resin molded body is a core-back injection foamed molded body in which the periphery of a foamed portion is covered with a skin portion.
According to this, the rigidity of the vehicle member can be increased, and the weight can be significantly reduced. Further, the structure in which the periphery of the foamed portion is covered with the skin portion can further enhance the design of the automobile member. Further, by using the core-back injection foamed molded article, the control of the foamed structure is facilitated, and it is possible to easily obtain an automobile member of a foamed resin molded article more suitable for the type of the member.
本発明の自動車用部材は、前記凹溝より端末寄りの部分が前記発泡部の周囲を前記スキン部で覆われるようにして形成されていることを特徴とする。
これによれば、凹溝より端末寄りの部分が発泡部を有することにより、凹溝より端末寄りの部分の大きさを増加させ、凹溝より外側の車体側の面の面積を増加させることができ、凹溝の内外に亘る広い車体側の面の固着面としての使用を一層確実なものとすることができる。
The automotive member according to the present invention is characterized in that a portion closer to the end than the concave groove is formed so that the periphery of the foamed portion is covered with the skin portion.
According to this, since the portion closer to the terminal than the groove has a foamed portion, the size of the portion closer to the terminal than the groove can be increased, and the area of the vehicle body side surface outside the groove can be increased. It is possible to further reliably use the wide surface on the vehicle body extending in and out of the concave groove as a fixing surface.
本発明の自動車用部材の製造方法は、本発明の自動車用部材を製造する方法であって、固定型と可動型との間に設けられる断面視略L字形の空洞を有するキャビティに発泡性溶融樹脂を充填する第1工程と、前記可動型を前記固定型から離間するように移動させて前記発泡性溶融樹脂を発泡させ、前記自動車用部材を形成する第2工程を備えることを特徴とする。
これによれば、断面視略L字形の空洞を有するキャビティに発泡性溶融樹脂を充填してコアバック射出発泡成形を行うことにより、所定形状の自動車用部材を容易に得ることができる。
The method for manufacturing an automobile member according to the present invention is a method for manufacturing an automobile member according to the present invention, wherein a foam having a substantially L-shaped cross section provided between a fixed mold and a movable mold has a foamable melt. A first step of filling a resin; and a second step of moving the movable mold away from the fixed mold to foam the foamable molten resin to form the automotive member. .
According to this, a member having a predetermined shape can be easily obtained by filling a cavity having a substantially L-shaped cavity with a foamable molten resin and performing core-back injection foam molding.
本発明の自動車用部材の製造方法は、前記可動型として第1可動型と第2可動型を有し、前記断面視略L字形の空洞の略L字形外側面を前記固定型で区画し、前記断面視略L字形の空洞の略L字形内側面を前記第1可動型で区画すると共に、前記断面視略L字形の空洞の先端面を前記第2可動型で区画し、前記第1工程において、前記固定型と前記第1可動型と前記第2可動型で囲まれる前記断面視略L字形の空洞に前記発泡性溶融樹脂を充填し、前記第2工程において、少なくとも前記第2可動型を定置させた状態で前記第1可動型を前記固定型から離間するように移動させて前記発泡性溶融樹脂を発泡させ、前記自動車用部材を形成することを特徴とする。
これによれば、第2可動型で発泡性溶融樹脂の先端を押さえながら第1可動型を移動させて発泡することにより、端末周辺領域の凹溝より外側の車体側の面と凹溝より内側の車体側の面が略面一となる自動車用部材を高精度で確実に形成することができる。また、凹溝より端末寄りの部分が発泡部を有する構造を簡単且つ確実に得ることができ、凹溝より外側の車体側の面の固着面として使用可能な領域の面積を確実に増加させることができる。
The method for manufacturing a member for an automobile according to the present invention includes a first movable mold and a second movable mold as the movable mold, and a substantially L-shaped outer surface of the cavity having a substantially L-shape in sectional view is partitioned by the fixed mold. The first movable mold defines a substantially L-shaped inner side surface of the substantially L-shaped cross-section cavity, and the second movable mold defines a distal end surface of the substantially L-shaped cavity in cross-sectional view. In the method, the foamable molten resin is filled in the substantially L-shaped cross-sectional cavity surrounded by the fixed mold, the first movable mold, and the second movable mold, and in the second step, at least the second movable mold is filled. In this state, the first movable die is moved away from the fixed die to foam the foamable molten resin, thereby forming the automobile member.
According to this, by moving the first movable mold while pressing the front end of the foamable molten resin with the second movable mold and foaming, the surface on the vehicle body side outside the concave groove in the peripheral region of the terminal and the inside of the concave groove are formed. The automobile member whose surface on the vehicle body side is substantially flush can be formed with high accuracy and reliability. Further, it is possible to easily and reliably obtain a structure in which a portion closer to the end than the concave groove has a foamed portion, and to surely increase the area of a region which can be used as a fixing surface of the vehicle body side surface outside the concave groove. Can be.
本発明によれば、発泡樹脂成形体で構成される自動車用部材において、意匠性を高めることができると共に、十分な固着領域と固着強度を確保することができる。 ADVANTAGE OF THE INVENTION According to this invention, in the member for motor vehicles comprised by a foamed resin molded object, while designability can be improved, sufficient fixation area | region and fixation strength can be ensured.
〔実施形態の自動車用部材及びその製造方法〕
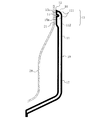
本発明による実施形態の自動車用部材10は、図1〜図3に示すように、自動車用外装部材である自動車のサイドシルを例とするものであり、発泡樹脂成形体11で構成されている。本実施形態の発泡樹脂成形体11は、発泡部111の周囲がスキン部112で覆われたコアバック射出発泡成形体になっている。
[Automotive member and method of manufacturing the embodiment]
As shown in FIGS. 1 to 3, the
自動車用部材10の外周縁12の一部には、端末周辺領域13の端末近傍位置に車体20側の面から内側にへこむ凹溝14が外周縁12に略倣うように形成されている。尚、凹溝14は、自動車用部材10の外周縁12の所要の一部に略倣うように形成する構成以外に、自動車用部材10の外周縁12の全周に亘って略倣うように形成する構成とすることも可能である。
In a part of the outer
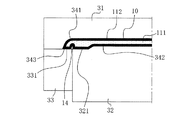
端末周辺領域13の凹溝14より外側の車体20側の面15nと端末周辺領域13の凹溝14より内側の車体20側の面15mとは略面一で形成されている。また、端末周辺領域13の端末16は、自動車用部材10の外表面17から車体20側の面15nの先端の外周縁12に至る略弧状で形成されている。
A
そして、本実施形態の自動車用部材10では、凹溝14より内側寄りの部分が発泡部111の周囲をスキン部112で覆われるようにして形成されていると共に、略弧状の端末16に略対応する凹溝14より端末寄りの部分も発泡部111の周囲をスキン部112で覆われるようにして形成されており、面15m、面15nのいずれの外装部材外表面側の部分も発泡部111の周囲をスキン部112で覆われるようにして形成されている。
In the
本実施形態の自動車用部材10は、端末周辺領域13の凹溝14より外側の面15nと内側の面15mの双方を車体20への固着面或いは緩衝材の貼付け面として使用することが可能であり、例えば図3に示すように、面15mと面15nの双方に亘って両面テープ21を貼付け、この両面テープ21を介して車体20に自動車用部材10を貼付けて固着することが可能である。
The
本実施形態の自動車用部材10を製造する際には、好適には固定型31と、固定型31と対向するように配置される第1可動型32及び第2可動型33を用いるコアバック射出発泡成形を行って製造し、先ず固定型31と第1可動型32及び第2可動型33との間に断面視略L字形の空洞34を設けるようにしてキャビティを形成する。この断面視略L字形の空洞34の略L字形外側面341は固定型31で区画され、断面視略L字形の空洞34の略L字形内側面342は第1可動型32で区画されると共に、断面視略L字形の空洞34の先端面343は第1可動型32と隣接配置される第2可動型33で区画される(図4参照)。
When manufacturing the
そして、固定型31と第1可動型32及び第2可動型33との間に設けられる断面視略L字形の空洞34を有するキャビティに発泡性溶融樹脂MRを注入、充填して、固定型31と第1可動型32と第2可動型33で囲まれる断面視略L字形の空洞34にも発泡性溶融樹脂MRを充填し、断面視略L字形の形状に発泡性溶融樹脂MRが充填された状態とする(図5参照)。尚、発泡性溶融樹脂MRの材料には、ポリプロピレン系材料、ポリエチレン系材料等の適宜の材料を用いることが可能である。
Then, a foamable molten resin MR is injected and filled into a cavity having a substantially L-shaped
その後、図6に示すように、第2可動型33を定置させた状態で隣接する第1可動型32を固定型31から離間するように移動させ、圧力開放により発泡性溶融樹脂MRを発泡させ、自動車用部材10を形成する。この際、第2可動型33は定置させた状態で先端面343の位置で発泡性溶融樹脂MRを樹脂接触面331で押さえた状態にしながら発泡性溶融樹脂MRを発泡させる。また、第1可動型32の少なくとも第2可動型33との隣接箇所の周辺の樹脂接触面321が、第2可動型33の樹脂接触面331と略面一となる位置まで後退、移動させて、この位置で第1可動型32を静止し、発泡性溶融樹脂MRを発泡させ、凹溝14が形成され且つ発泡部111がスキン部112で覆われた自動車用部材10を形成する。
Thereafter, as shown in FIG. 6, the adjacent first
発泡性溶融樹脂MRの発泡が完了して自動車用部材10が形成された後には、図7に示すように、第1可動型32と第2可動型33の双方を固定型31から離間するように移動させて金型を開き、成形された自動車用部材10を取り出して自動車用部材10が得られる。
After the foaming of the foamable molten resin MR is completed and the
本実施形態によれば、端末に外方に略山形状で突き出した耳部が形成されることなく、自動車用部材10の外周縁12の所要部位の端末16或いは外周縁12の全体の端末を外表面17或いは車体と逆側面から車体側の面15nの先端の外周縁12に至る略弧状の形状にすることができ、自動車用部材10の意匠性を高めることができる。また、端末周辺領域13の凹溝14より外側の車体側の面15nと凹溝14より内側の車体側の面15mとを略面一で形成することにより、凹溝14の内外に亘る広い車体側の面15m、15nを固着面として使用することが可能となる。従って、自動車用部材10の十分な固着領域が得られ、自動車用部材10の十分な固着強度を確保することが可能となる。また、凹溝14の内外に亘る広い車体側の面15m、15nは緩衝材等の貼付け面として利用することも可能であり、緩衝材等も十分な固着領域、固着強度で貼付けることができる。また、略弧状の端末近辺の車体側の面15nも固着領域として使用することが可能であるから、端末16が浮いた状態になることも防止できる。また、端末近傍位置に凹溝14が形成される形状により、略弧状の端末16を有し、端末周辺領域13の車体側の面15m、15nが全体として広い略面一の形状となる自動車用部材10の製造、加工を容易化することができる。
According to the present embodiment, the terminal 16 at a required portion of the outer
また、発泡樹脂成形体11を発泡部111の周囲がスキン部112で覆われたコアバック射出発泡成形体とすることにより、自動車用部材10の剛性を高めることができると共に、大幅な軽量化を図ることができる。また、発泡部111の周囲がスキン部112で覆われた構造により、自動車用部材10の意匠性を一層高めることができる。また、コアバック射出発泡成形体とすることにより、発泡構造の制御が容易となり、より部材種別に適した発泡樹脂成形体11の自動車用部材10を容易に得ることができる。
In addition, by forming the foamed resin molded
また、凹溝14より端末寄りの部分が発泡部111を有する構成により、凹溝14より端末寄りの部分の大きさを増加させ、凹溝14より外側の車体側の面15nの面積を増加させることができ、凹溝14の内外に亘る広い車体側の面15m、15nの固着面としての使用を一層確実なものとすることができる。
In addition, the configuration in which the portion closer to the terminal than the
また、断面視略L字形の空洞34を有するキャビティに発泡性溶融樹脂MRを充填してコアバック射出発泡成形で自動車用部材10を製造することにより、所定形状の自動車用部材10を容易に得ることができる。また、第2可動型33で発泡性溶融樹脂MRの先端を押さえながら第1可動型32を移動させて発泡することにより、端末周辺領域13の凹溝14より外側の車体側の面15nと凹溝より内側の車体側の面15mが略面一となる自動車用部材10を高精度で確実に形成することができる。更に、凹溝14より端末寄りの部分が発泡部111を有する構造を簡単且つ確実に得ることができ、凹溝14より外側の車体側の面15nの固着面として使用可能な領域の面積を確実に増加させることができる。
Further, the cavity having the substantially L-shaped
〔本明細書開示発明の包含範囲〕
本明細書開示の発明は、発明として列記した各発明、実施形態及びその変形例の他に、適用可能な範囲で、これらの部分的な内容を本明細書開示の他の内容に変更して特定したもの、或いはこれらの内容に本明細書開示の他の内容を付加して特定したもの、或いはこれらの部分的な内容を部分的な作用効果が得られる限度で削除して上位概念化して特定したものを包含する。そして、本明細書開示の発明には下記変形例や追記した内容も含まれる。
(Inclusion range of the present disclosure)
The invention disclosed in the present specification is not limited to each of the inventions, the embodiments, and the modifications thereof listed as the invention, but may be modified by changing these partial contents to other contents disclosed in the present specification within an applicable range. Specified items, or those specified by adding other contents disclosed in this specification to these contents, or these partial contents are deleted as far as a partial operation and effect can be obtained to form a higher concept. Includes those specified. The invention disclosed in this specification also includes the following modified examples and additional contents.
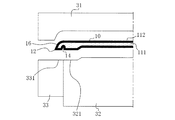
例えば上記実施形態の自動車用部材10は、凹溝14より端末寄りの部分が発泡部111の周囲をスキン部112で覆われるようにして形成されたものとしたが、本発明の自動車用部材には、図8の変形例の自動車用部材10aのように、凹溝14より端末寄りの部分が全体として未発泡でスキン部112になっている構造、換言すれば略弧状の端末16aの内側に略対応する部分がスキン部112になっているものも含まれる。
For example, the
図8の変形例の自動車用部材10aでは、凹溝14より端末寄りの部分が全体として未発泡でスキン部112で大きさが上記実施形態における当該部分よりも小さくなっており、端末周辺領域13の凹溝14より外側の車体20側の面15nの面積が上記実施形態における当該面積よりも小さくなっている。変形例の自動車用部材10aのその他の基本的な構成は実施形態の自動車用部材10と同様である。
In the
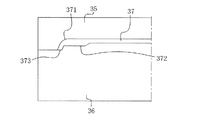
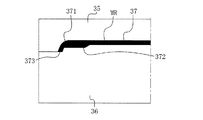
変形例の自動車用部材10aを製造する際には、例えば固定型35と、固定型35と対向するように配置される可動型36を用いるコアバック射出発泡成形を行って製造し、固定型35と可動型36との間に断面視略L字形の空洞37を設けるようにしてキャビティを形成する。この断面視略L字形の空洞37の略L字形外側面371は固定型35で区画され、断面視略L字形の空洞37の略L字形内側面372と先端面373は可動型36で区画される(図9参照)。尚、断面視略L字形の空洞37の先端面373近傍の先端は、上記略弧状の端末16aの内側に略対応する部分のスキン部112を形成するために、上記実施形態における空洞34の当該箇所よりも厚みが小さくなっている。
When the
そして、固定型35と可動型36との間に設けられる断面視略L字形の空洞37を有するキャビティに発泡性溶融樹脂MRを注入、充填して、固定型35と可動型36で囲まれる断面視略L字形の空洞37にも発泡性溶融樹脂MRを充填し、断面視略L字形の形状に発泡性溶融樹脂MRが充填された状態とする(図10参照)。尚、変形例の発泡性溶融樹脂MRの材料にも、ポリプロピレン系材料、ポリエチレン系材料等の適宜の材料を用いることが可能である。
Then, the foamable molten resin MR is injected and filled into a cavity having a substantially L-shaped
その後、図11に示すように、可動型36を固定型35から離間するように移動させ、圧力開放により発泡性溶融樹脂MRを発泡させ、凹溝14が形成され且つ発泡部111がスキン部112で覆われた自動車用部材10aを形成する。この際、上記略弧状の端末16aの内側に略対応する部分にはスキン部112が形成される。
Thereafter, as shown in FIG. 11, the
発泡性溶融樹脂MRの発泡が完了して自動車用部材10aが形成された後には、図12に示すように、可動型36を固定型35から更に離間するように移動させて金型を開き、成形された自動車用部材10aを取り出して自動車用部材10aが得られる。尚、自動車用部材10aにも自動車用部材10と同様の変更構成を用いることが可能である。
After the foaming of the foamable molten resin MR is completed and the
変形例の自動車用部材10aでは、凹溝14より端末寄りの部分の大きさが上記実施形態の自動車用部材10よりも小さくなり、凹溝14より外側の車体側の面15nの面積が減少し、車体20への固着面や緩衝材の貼付け面として利用できる面積は低下するものの、その他の実施形態の自動車用部材10やその製造方法と対応する構成から対応する効果を得ることができる。
In the
また、上記実施形態の自動車用部材10や変形例の自動車用部材10aは、サイドシル以外の発泡樹脂成形体で構成される適宜の自動車用外装部材に用いることが可能であり、例えばフェンダー、フロントグリル、テールゲートドア等とすることができる。また、本発明の自動車用部材は、自動車用外装部材として用いると好適であるが、自動車用内装部材として用いることも可能であり、本発明の自動車用部材には、外装部材や内装部材等の適宜の自動車用の部材が包含される。
Further, the
本発明は、例えばサイドシル、フェンダー、フロントグリル、テールゲートドアなどの発泡樹脂成形体で構成される各種の自動車用部材に利用することができる。 INDUSTRIAL APPLICABILITY The present invention can be used for various types of automobile members formed of a foamed resin molded body such as a side sill, a fender, a front grill, and a tailgate door.
10、10a…自動車用部材 11…発泡樹脂成形体 111…発泡部 112…スキン部 12…外周縁 13…端末周辺領域 14…凹溝 15m、15n…端末周辺領域の面 16、16a…端末 17…外表面 20…車体 21…両面テープ 31…固定型 32…第1可動型 321…樹脂接触面 33…第2可動型 331…樹脂接触面 34…断面視略L字形の空洞 341…略L字形外側面 342…略L字形内側面 343…先端面 35…固定型 36…可動型 37…断面視略L字形の空洞 371…略L字形外側面 372…略L字形内側面 373…先端面 MR…発泡性溶融樹脂 101…固定型 102…可動型 103…キャビティ 104…発泡性溶融樹脂 105…発泡樹脂成形体 106…耳部
10, 10a: Automotive member 11: Foamed resin molded article 111: Foamed portion 112: Skin portion 12: Peripheral edge 13: Terminal peripheral area 14:
Claims (5)
少なくとも外周縁の一部の端末周辺領域の端末近傍位置に車体側の面から内側にへこむ凹溝が前記外周縁に略倣うように形成され、
前記端末周辺領域の前記凹溝より外側の前記車体側の面と前記端末周辺領域の前記凹溝より内側の前記車体側の面とが略面一で形成されると共に、
前記端末周辺領域の端末が外表面から前記車体側の面の先端の外周縁に至る略弧状で形成されていることを特徴とする自動車用部材。 It is composed of a foamed resin molding,
A groove recessed inwardly from the surface on the vehicle body side is formed at a position near the terminal in a terminal peripheral region of at least a part of the outer peripheral edge so as to substantially follow the outer peripheral edge,
A surface on the vehicle body side outside the concave groove in the terminal peripheral region and a surface on the vehicle body side inside the concave groove in the terminal peripheral region are formed substantially flush,
A member for an automobile, wherein the terminal in the terminal peripheral region is formed in a substantially arc shape from an outer surface to an outer peripheral edge of a front end of the surface on the vehicle body side.
固定型と可動型との間に設けられる断面視略L字形の空洞を有するキャビティに発泡性溶融樹脂を充填する第1工程と、
前記可動型を前記固定型から離間するように移動させて前記発泡性溶融樹脂を発泡させ、前記自動車用部材を形成する第2工程
を備えることを特徴とする自動車用部材の製造方法。 It is a manufacturing method of the member for vehicles of Claim 2 or Claim 3, Comprising:
A first step of filling a foamable molten resin into a cavity having a substantially L-shaped cross section provided between a fixed mold and a movable mold,
A second step of moving the movable mold away from the fixed mold to foam the foamable molten resin to form the automobile member, the method comprising:
前記断面視略L字形の空洞の略L字形外側面を前記固定型で区画し、前記断面視略L字形の空洞の略L字形内側面を前記第1可動型で区画すると共に、前記断面視略L字形の空洞の先端面を前記第2可動型で区画し、
前記第1工程において、前記固定型と前記第1可動型と前記第2可動型で囲まれる前記断面視略L字形の空洞に前記発泡性溶融樹脂を充填し、
前記第2工程において、少なくとも前記第2可動型を定置させた状態で前記第1可動型を前記固定型から離間するように移動させて前記発泡性溶融樹脂を発泡させ、前記自動車用部材を形成する
ことを特徴とする請求項4記載の自動車用部材の製造方法。
The movable type includes a first movable type and a second movable type,
A substantially L-shaped outer side surface of the substantially L-shaped cavity is defined by the fixed type, and a substantially L-shaped inner side surface of the substantially L-shaped cavity is defined by the first movable type. The tip surface of the substantially L-shaped cavity is partitioned by the second movable mold,
In the first step, the foamable molten resin is filled in the substantially L-shaped cross-sectional cavity surrounded by the fixed mold, the first movable mold, and the second movable mold,
In the second step, at least the second movable mold is fixed and the first movable mold is moved away from the fixed mold to foam the foamable molten resin, thereby forming the automobile member. The method for manufacturing a member for an automobile according to claim 4, characterized in that:
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018126973A JP7137975B2 (en) | 2018-07-03 | 2018-07-03 | Automobile member and its manufacturing method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018126973A JP7137975B2 (en) | 2018-07-03 | 2018-07-03 | Automobile member and its manufacturing method |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020006527A true JP2020006527A (en) | 2020-01-16 |
| JP7137975B2 JP7137975B2 (en) | 2022-09-15 |
Family
ID=69150170
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018126973A Active JP7137975B2 (en) | 2018-07-03 | 2018-07-03 | Automobile member and its manufacturing method |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7137975B2 (en) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57105323A (en) * | 1980-12-23 | 1982-06-30 | Hashimoto Forming Co Ltd | Method for molding synthetic resin |
| JP2003266469A (en) * | 2002-03-15 | 2003-09-24 | Sekisui Chem Co Ltd | Thermoplastic resin foam and manufacturing method therefor |
| JP2010036512A (en) * | 2008-08-07 | 2010-02-18 | Techno Polymer Co Ltd | Apparatus and method of producing foamed resin molding |
| JP2012126014A (en) * | 2010-12-15 | 2012-07-05 | Mazda Motor Corp | Method for molding formed resin molded article |
| JP2019064204A (en) * | 2017-10-03 | 2019-04-25 | 日立化成株式会社 | Resin molded article |
-
2018
- 2018-07-03 JP JP2018126973A patent/JP7137975B2/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57105323A (en) * | 1980-12-23 | 1982-06-30 | Hashimoto Forming Co Ltd | Method for molding synthetic resin |
| JP2003266469A (en) * | 2002-03-15 | 2003-09-24 | Sekisui Chem Co Ltd | Thermoplastic resin foam and manufacturing method therefor |
| JP2010036512A (en) * | 2008-08-07 | 2010-02-18 | Techno Polymer Co Ltd | Apparatus and method of producing foamed resin molding |
| JP2012126014A (en) * | 2010-12-15 | 2012-07-05 | Mazda Motor Corp | Method for molding formed resin molded article |
| JP2019064204A (en) * | 2017-10-03 | 2019-04-25 | 日立化成株式会社 | Resin molded article |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7137975B2 (en) | 2022-09-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101776466B1 (en) | Crash pad for vehicle and manufacturing method of the same | |
| JP2007168729A (en) | Resin panel and vehicle door | |
| JP4976147B2 (en) | Clip mounting seat and interior material | |
| US20170305046A1 (en) | Method for molding foamed resin molded article, mold, and foamed resin molded article | |
| KR101778559B1 (en) | Soft type vehecle interior part and manufacturing method of the same | |
| JP5093487B2 (en) | Injection foam molded article, injection foam mold, and method of manufacturing injection foam molded article | |
| JP2020006527A (en) | Automotive member and method of manufacturing the same | |
| JP2015173786A (en) | Manufacturing method of seat cushion material | |
| JP2007216532A (en) | Foamed resin, interior part for automobile, and manufacturing method for foamed resin | |
| KR101567144B1 (en) | Method for manufacturing integral skin foam console armrest | |
| US9873215B2 (en) | Apparatus for manufacturing crash pad | |
| JP4773191B2 (en) | Resin molded body and molding method thereof | |
| JP5707933B2 (en) | Method for producing hollow structure provided with foam reinforcing member | |
| JP4961293B2 (en) | Vibration welding structure of resin molded products | |
| JP4901507B2 (en) | Resin molded body | |
| JP2007160685A (en) | Molded panel and mold | |
| JP5553398B2 (en) | Manufacturing method of foam molded article | |
| US10800075B2 (en) | Vehicle interior part and method of manufacturing same | |
| JP2005305917A (en) | Expansion molded part and its manufacturing method | |
| JP5377931B2 (en) | Plastic molded product | |
| JP2019147323A (en) | Method for manufacturing foamed resin molded product and foamed resin molded product | |
| JP2010167918A (en) | Molded product for vehicle with lighting system | |
| JP2018001957A (en) | Seat pad for vehicle and manufacturing method of the same | |
| JP2008037191A (en) | Vehicular interior trim material and its manufacturing method | |
| JP2015205447A (en) | Foamed molding |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210607 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220526 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220607 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220627 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220902 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220905 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7137975 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |