JP2019190366A - インペラ用鍛造品 - Google Patents
インペラ用鍛造品 Download PDFInfo
- Publication number
- JP2019190366A JP2019190366A JP2018083600A JP2018083600A JP2019190366A JP 2019190366 A JP2019190366 A JP 2019190366A JP 2018083600 A JP2018083600 A JP 2018083600A JP 2018083600 A JP2018083600 A JP 2018083600A JP 2019190366 A JP2019190366 A JP 2019190366A
- Authority
- JP
- Japan
- Prior art keywords
- mass
- impeller
- forged
- forged product
- product
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Landscapes
- Forging (AREA)
- Structures Of Non-Positive Displacement Pumps (AREA)
Abstract
【課題】生産性の良い鍛造品で高温強度を有するインペラを提供する。【解決手段】円形のディスク部11の中心にボス部12を有するハブ10と、前記ハブ10の外面に放射状に設けられた複数の羽根部13を有するインペラ用鍛造品1は、Si:0.05質量%〜0.30質量%、Fe:0.7質量%〜1.5質量%、Cu:1.7質量%〜2.9質量%、Mg:1.0質量%〜1.9質量%、Ti:0.03質量%〜0.15質量%、Ni:0.8質量%〜1.4質量%を含み、残部がAlと不可避不純物からなるアルミニウム合金からなり、前記ディスク部11の回転軸に平行な任意の断面における結晶粒の平均粒径が30μm〜100μmである。【選択図】図1
Description
本発明は、自動車用ターボチャーザー用インペラに代表されるアルミニウム合金製インペラ用鍛造品に関する。
自動車の内燃機関としてのターボチャージャーにおけるコンプレッサーホイール等のコンプレッサーインペラは、170℃程度の高温状況下において10000rpmを超える高速回転が与えられるため、回転中心部近傍には遠心力などに起因する高い応力が発生する。上記理由によりターボチャーザー用コンプレッサーインペラは170℃程度の高温下において高強度および高剛性を有することが要求される。加えてコンプレッサーインペラは、エネルギー損失の低減を図るために軽量化も要求されるとともに、高速回転に耐えることができる強度も要求される。
従来のコンプレッサーインペラは、2618合金(Cu:1.9質量%〜2.7質量%、Mg:1.3質量%〜1.8質量%、Ni:0.9質量%〜1.2質量%、Fe:0.9質量%〜1.3質量%、Si:0.1質量%〜0.25質量%、Ti:0.04質量%〜0.1質量%、Al:残部)を用いられている。また、引用文献1には、3.0質量%〜5.5質量%のCuを含み、高温強度を従来以上に向上させたAl−Cu−Mg合金が開示されている。
インペラを製造する方法としては、素材塊を切削加工して最終製品の形状に仕上げる方法がある。また、素材塊を鍛造加工してボス部の外周面に羽根部が形成された中間製品を作製し、この中間製品を切削加工して最終製品に仕上げる方法がある。後者の方法は、前者の方法よりも短時間で加工可能で生産性が良く、かつ切削加工による除去部分が少なく材料歩留まりも良いという特徴がある。
しかし、高温強度向上のために多種の元素を多量に添加したアルミニウム合金を用いてインペラを作製すると、鍛造加工の際に不安定性が露出する場合があり、かつ素材内部の偏析等によるばらつきも大きくなることがある。上記のような問題は、非常に高い特性を要求されるインペラにおいては致命的であり、とりわけ急激な回転と停止を繰り返し行うことにより発生する、インペラ羽根部における金属疲労を引き起こす可能性を示唆している。
さらに、自動車等の内燃機関の技術分野において、コンプレッサーインペラは市場規模が大きくコストの低減化が必要とされており、容易に作製でき安価であることも要求されている。
本発明は、上述した技術背景に鑑み、生産性の良い鍛造品で高温強度を有するインペラを提供することを目的とする。
即ち、本発明は下記[1]〜[3]に記載の構成を有する。
[1]円形のディスク部の中心にボス部を有するハブと、前記ハブの外面に放射状に設けられた複数の羽根部を有するインペラ用鍛造品であり、
前記インペラ用鍛造品は、Si:0.05質量%〜0.30質量%、Fe:0.7質量%〜1.5質量%、Cu:1.7質量%〜2.9質量%、Mg:1.0質量%〜1.9質量%、Ti:0.03質量%〜0.15質量%、Ni:0.8質量%〜1.4質量%を含み、残部がAlと不可避不純物からなるアルミニウム合金からなり、
前記ボス部の、インペラの回転軸に平行な任意の断面における結晶粒の平均粒径が30μm〜100μmであることを特徴とするインペラ用鍛造品。
前記インペラ用鍛造品は、Si:0.05質量%〜0.30質量%、Fe:0.7質量%〜1.5質量%、Cu:1.7質量%〜2.9質量%、Mg:1.0質量%〜1.9質量%、Ti:0.03質量%〜0.15質量%、Ni:0.8質量%〜1.4質量%を含み、残部がAlと不可避不純物からなるアルミニウム合金からなり、
前記ボス部の、インペラの回転軸に平行な任意の断面における結晶粒の平均粒径が30μm〜100μmであることを特徴とするインペラ用鍛造品。
[2]前記アルミニウム合金が、さらにB:0.0012質量%〜0.006質量%を含む前項1に記載のインペラ用鍛造品。
[3]前記ボス部の部の、インペラの回転軸に平行な任意の断面におけるCuAl2のθ相化合物の平均粒径が1.0μm〜15μmであり、占有面積率が4%〜15%である前項1または2に記載のインペラ用鍛造品。
上記[1]に記載のインペラ用鍛造品によれば、材料のアルミニウム合金の化学組成によって高い高温強度が得られ、ボス部においては結晶粒サイズに基づいて高い高温強度が得られる。しかも、ボス部よりも加工率の高い羽根部はボス部よりも微細化されているので、ボス部よりも高い高温強度が得られる。また、鍛造加工によってディスク部、ボス部および羽根部が成形されたインペラであるから、切削加工による成形品よりも生産性が良く、低コストで作製できる。
上記[2]に記載のインペラ用鍛造品によれば、Bの添加によりさらに結晶粒が微細化されて高い高温強度が得られる。
上記[3]に記載のインペラ用鍛造品によれば、CuAl2のθ相化合物の析出によって特に高い高温強度が得られる。
図1に、本発明の一実施形態として、ターボチャーザーに用いるインペラ用鍛造品1を示す。
インペラ用鍛造品1は、円形のディスク部11の中心にボス部12を有するハブ10と、前記ハブ10の外面に放射状に設けられた複数の羽根部13を有している。前記インペラ用鍛造品1はボス部12の中心が回転軸となる。
前記インペラ用鍛造品1は後述する鍛造加工によって成形したものであり、切削加工等により仕上げ加工した後にターボチャージャーに組み込まれる。本発明のインペラ用鍛造品は、仕上げ加工前の鍛造品と仕上げ加工後の鍛造品の両方を含んでいる。
前記インペラ用鍛造品1は、材料のアルミニウム合金の化学組成およびボス部12における金属組織が規定されている。
(アルミニウム合金の化学組成)
アルミニウム合金は、必須元素として、Si、Fe、Cu、Mg、Ti、Niを含み、要すればさらにBを含む。いずれの合金においても残部はAlおよび不可避不純物である。以下に、各元素の添加意義および濃度について詳述する。
(アルミニウム合金の化学組成)
アルミニウム合金は、必須元素として、Si、Fe、Cu、Mg、Ti、Niを含み、要すればさらにBを含む。いずれの合金においても残部はAlおよび不可避不純物である。以下に、各元素の添加意義および濃度について詳述する。
Siは、溶体化処理時に過飽和固溶体として強制固溶し、人工時効処理の際にMg2Siとして微細析出して強度を上昇させる。この効果はSiの添加量が0.05質量%未満では効果が低く、0.30質量%を超えると鋳造時に粗大晶出物として生成し機械的特性を低下させる。よってSiは0.05質量%〜0.30質量%とする。より好ましいSi添加量は0.1質量%〜0.25質量%である。
Feは、高温強度、とりわけインペラの実用温度域である170℃における強度を向上させる作用がある。上記作用はAlとNiと共に金属間化合物を生成し、粒界に優先的に晶出し分散強化を得ることによる。この効果はFeの添加量が0.7質量%未満ではAl−Fe−Ni系晶出物の分散強化を十分に得られず、1.5質量%を超えると鋳造時に粗大晶出物として晶出し機械的特性を低下させる。よってFeは0.7質量%〜1.5質量%とする。より好ましいFe添加量は0.9質量%〜1.2質量%である。
Cuは、高温強度を向上させる作用がある。Cuは溶体化処理時に固溶し、人工時効処理時にAlと化合物(CuAl2)を形成し微細析出物として析出することで、インペラの実用温度域である170℃での強度向上に寄与する。この効果はCuの添加量が1.7質量%以上で顕著に表れ、2.9質量%を超えると鋳造時に粗大晶出物として晶出して機械的特性を低下させる。よってCuは1.7質量%〜2.9%質量とする。より好ましいCu添加量は1.9質量%〜2.7質量%である。
Mgは、溶体化処理時に過飽和固溶体として強制固溶し、人口時効処理の際にMg2Siとして微細析出し強度を上昇させる。この効果はMgの添加量が1.0質量%未満では効果が低く、1.9質量%を超えると鋳造時に粗大晶出物として生成し機械的特性を低下させる。よってMgは1.0質量%〜1.9質量%とする。より好ましいMg添加量は1.2質量%〜1.7質量%である。
Tiは、鋳造時の結晶粒の成長抑制効果を促進するために、結晶粒微細化効果を狙って添加される。この効果はTiの添加量が0.03%質量未満では効果が低く、0.15質量%を超えると鋳造時に粗大晶出物として晶出し機械的特性を低下させる。よってTiは0.03質量〜0.15質量%とする。好ましいTi添加量は0.05質量%〜0.10%質量である。
Niは、高温強度、とりわけインペラの実用温度域である170℃における強度を向上させる作用がある。上記作用はAlとFeと共に金属間化合物を生成し、粒界に優先的に晶出し分散強化を得ることによる。この効果はNiの添加量が0.8質量%未満ではAl−Fe−Ni系晶出物の分散強化を十分に得られず、1.4質量%を超えると鋳造時に粗大晶出物として晶出し機械的特性を低下させる。よってNiは0.8質量%〜1.4質量%とする。好ましいNi添加量は0.9質量%〜1.2質量%である。
Bは、Tiと共に同時添加することでTiと同様に鋳造時の結晶粒の成長抑制効果を促進するために、結晶粒微細化効果を狙って添加される。この効果はBの添加量が0.0012質量%未満では効果が低く、0.00質量6%を超えると鋳造時に粗大晶出物として晶出し機械的特性を低下させる。よって、Bは0.0012質量%〜0.006質量%とする。好ましいB添加量は0.002質量%〜0.004質量%である。
(金属組織)
インペラ用鍛造品1の強度は上述したアルミニウム合金の化学組成にとともに金属組織の影響を受ける。また、インペラ用鍛造品1は、素材塊、例えば円柱形の素材を鍛造加工をしてディスク部11、ボス部12、羽根部13を成形する。金属組織は鍛造加工における加工率(据込率)の影響を受けるが、加工率は一様ではなく部位によって異なる。インペラ用鍛造品1における各部の据込率は羽根部>ボス部>ディスク部となり、据込率が高いほど金属組織が微細化されて強度が高くなる傾向がある。本発明のインペラ用鍛造品1はボス部12の金属組織を規定することによって、他の部位の金属組織を間接的に規定している。本発明は各部の据込率を規定するものではないが、羽根部13における据込率は45%〜55%であり、ディスク部11における据込率は5%〜15%であり、ボス部12における据込率は25%〜35%である。
(金属組織)
インペラ用鍛造品1の強度は上述したアルミニウム合金の化学組成にとともに金属組織の影響を受ける。また、インペラ用鍛造品1は、素材塊、例えば円柱形の素材を鍛造加工をしてディスク部11、ボス部12、羽根部13を成形する。金属組織は鍛造加工における加工率(据込率)の影響を受けるが、加工率は一様ではなく部位によって異なる。インペラ用鍛造品1における各部の据込率は羽根部>ボス部>ディスク部となり、据込率が高いほど金属組織が微細化されて強度が高くなる傾向がある。本発明のインペラ用鍛造品1はボス部12の金属組織を規定することによって、他の部位の金属組織を間接的に規定している。本発明は各部の据込率を規定するものではないが、羽根部13における据込率は45%〜55%であり、ディスク部11における据込率は5%〜15%であり、ボス部12における据込率は25%〜35%である。
本発明のインペラ用鍛造品1はボス部12の金属組織によってボス部12が高い高温強度を有していること示し、間接的にボス部12よりも微細化された金属組織を有する羽根部13がボス部12よりも高い高温強度を有していることを示している。インペラ用鍛造品1において、羽根部13は急激な回転と停止の繰り返しによって金属疲労を起こしやすい部位であって、ディスク部11およびボス部12よりも高い高温強度が要求される部位である。従って、羽根部13がボス部12よりも高い高温強度を有していることはインペラの各部位に要求される機械的特性に適合している。
なお、本発明において高温強度の高いボス部とは、170℃における疲労強度が138MPa以上のボス部であり、あるいはさらに170℃における引張強度が350MPa以上であることを意味する。
本発明のインペラ用鍛造品1は、アルミニウム合金の化学組成を規定し、さらにボス部12の、回転軸に平行な任意の断面における結晶粒の平均粒径が30μm〜100μmに規定されている。ボス部12における結晶粒の平均粒径を上記範囲に規定することにより高い高温強度が得られる。前記ボス部12における好ましい平均粒径は50μm〜70μmである。
前記インペラ用鍛造品1の金属組織はCuAl2のθ相化合物を含んでいる。CuAl2は高温強度を高める効果があり、ボス部12の回転軸に平行な任意の断面において、平均粒径が1.0μm〜15μmであり、かつ占有面積率が4%〜15%であることが好ましい。さらに好ましい平均粒径は3.0μm〜10μmであり、さらに好ましい占有面積率は6%〜10%である。
本発明は羽根部13およびボス部12の金属組織を規定するものではないが、羽根部13における好ましい結晶粒の平均粒径は10μm〜30μmであり、ディスク11における好ましい結晶粒の平均粒径は30μm〜120μmである。
上記の金属組織を有するインペラ用鍛造品1は、例えば以下の工程によって製造することができる。
鍛造加工用の素材として連続鋳造材を用いる場合、連続鋳造材を470℃〜540℃で0.5時間〜4.0時間の均質化処理を行い、ピーリングを行って所要の長さに切断する。切断した素材にボンデ処理を施して20℃〜450℃に加熱する一方、金型温度を20℃〜250℃に加熱し、図1に示すインペラ用鍛造品1の形状に鍛造加工する。成形した鍛造品は、520℃〜540℃×0.5時間〜6時間の溶体化処理後に焼き入れし(例えば10℃〜80℃の水冷)、160〜220℃で1時間〜48時間の人工時効処理を行う。
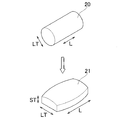
表1に示す実施例1、2および比較例1〜12の化学組成に調整したアルミニウム合金で直径50mmの円形の連続鋳造材を作製し、30℃×7時間の均質化処理を施し、空冷した。前記連続鋳造材はピーリング後に長さ80mmに切断し、これを図2に示す鍛造用素材20とした。前記鍛造用素材20は直径50mm×長さ80mmの円柱である。
前記鍛造用素材20はボンデ処理を行い、素材温度25℃、金型温度30℃で、図2に示すように、鋳造材の軸方向(L方向)と軸方向に垂直な方向(LT方向、周方向指定なし)に、据込率10%、20%、30%、40%、50%で据え込みを加工を行い、未鍛造(据込率0%)を含めて、6種類の材料特性調査用鍛造材21を成形した。この材料特性調査用鍛造材21における厚み方向をST方向とする。
さらに、前記各材料特性調査用鍛造材21を530℃×3時間の溶体化処理を施し、30℃の水にて焼き入れし、その後200℃×20時間の人工時効処理を施して鍛造T6品とした。据え込み率10%の鍛造T6品はインペラ用鍛造品1のディスク部11に相当し、据込率30%の鍛造T6品はボス部12に相当し、据込率50%の鍛造T6品は羽根部13に相当する。また、ST方向に平行な断面がインペラ用鍛造品の回転軸に平行な断面に対応する。
熱処理後の各材料特性調査用鍛造材21(鍛造T6品)に対し、以下の方法で引張強度、疲労強度、金属組織を調べた。
[引張強度]
常温引張試験を行うために、前記鍛造T6品から、切削加工により常温引張試験片を切り出した。試験片形状はJIS4号試験片を採用し、JISZ2241の規定に準拠し引張試験を行い引張強度を測定した。
[引張強度]
常温引張試験を行うために、前記鍛造T6品から、切削加工により常温引張試験片を切り出した。試験片形状はJIS4号試験片を採用し、JISZ2241の規定に準拠し引張試験を行い引張強度を測定した。
高温引張試験を行うため、前記鍛造T6品を170℃×100時間で予備加熱し、切削加工により高温引張試験片を切り出した。試験片形状はJIS4号試験片を採用し、JISZ2241の規定に準拠し引張試験を行い引張強度を測定した。
[疲労強度]
高温疲労試験を行うため、上記鍛造T6品を170℃×100時間で予備加熱し切削加工により、所定の試験片形状に切り出した。疲労試験は小野式回転曲げ試験機を用いて測定し、各合金8回測定しS-N曲線を得た。得られたS-N曲線より繰返し数107回における疲労強度を求め、170℃における疲労強度とした。
[金属組織]
組織観察用試料として、前記鍛造T6品から、L方向の断面およびST方向の断面が露出する1cm×1cm×1cmの角材を切り出し、樹脂に埋めてST方向の断面をエメリー紙による研磨およびバフ研磨を実施して鏡面に仕上げた。
[疲労強度]
高温疲労試験を行うため、上記鍛造T6品を170℃×100時間で予備加熱し切削加工により、所定の試験片形状に切り出した。疲労試験は小野式回転曲げ試験機を用いて測定し、各合金8回測定しS-N曲線を得た。得られたS-N曲線より繰返し数107回における疲労強度を求め、170℃における疲労強度とした。
[金属組織]
組織観察用試料として、前記鍛造T6品から、L方向の断面およびST方向の断面が露出する1cm×1cm×1cmの角材を切り出し、樹脂に埋めてST方向の断面をエメリー紙による研磨およびバフ研磨を実施して鏡面に仕上げた。
鏡面仕上げをした試料のST方向の断面を光学顕微鏡Nikon EPIPHOT 300を用いて、対物レンズ×10で順光組織観察を行った。さらに、鏡面仕上げをした試料をホウフッ化水素酸を1.8%に希釈した溶液に3分間浸食させ、かつ溶液中に20Vの電圧をかけることで腐食させて、偏光組織観察用試料とした。この偏光組織観察用試料のST方向の断面を光学顕微鏡Nikon EPIPHOT 300を用いて対物レンズ×40で偏光組織観察を行った。
結晶粒径およびCuAl2θ相化合物の粒径は、偏光観察写真から4視野を取出し、各視野においてST方向にそれぞれ3本ずつ線を引き、線の長さを結晶粒または化合物の数で除した値を粒径とした。得られた粒径をそれぞれ加算し測定数で再度除して結晶粒または化合物の平均粒径とした。
CuAl2θ相化合物の占有面積率は、順光組織写真において、偏光組織観察で測定した粒径を円相当径とみなして化合物の面積を計算し、視野範囲に対する化合物の占有面積率を計算した。
表1に、実施例1、2および比較例1〜12のアルミニウム合金で作製した据込率30%の鍛造T6品の金属組織および170℃疲労強度を示す。表2に、実施例1のアルミニウム合金で作製した、据込率0%の未鍛造T6品、据込率10%、20%、30%、40%の鍛造T6品の常温引張強度、170℃引張強度、170℃疲労強度、結晶粒の平均粒径を示す。また、表3に、実施例2のアルミニウム合金で作製した、据込率0%の未鍛造T6品、据込率10%、20%、30%、40%の鍛造T6品の常温引張強度、170℃引張強度、170℃疲労強度、結晶粒の平均粒径を示す。
表1に示すように、インペラのボス部に相当する据込率30%鍛造T6品においてアルミニウム合金の化学組成と金属組織を制御することにより、170℃の疲労強度が138MPa以上の高温強度が得られる。
表2および表3に示すように、羽根部13に相当する据込率50%鍛造T6品の結晶粒の平均粒径がボス部12に相当する据込率30%鍛造T6品の結晶粒の平均粒径よりも小さく、かつ据込率50%鍛造T6品の高温強度が据込率10%鍛造T6品よりも高い。
以上の結果は、インペラ用鍛造品はボス部12の高温強度が350MPa以上であり、かつ羽根部13の高温強度がボス部12よりも高いことを示している。
本発明のインペラ用鍛造品は高い高温強度が要求されるターボチャージャーのインペラとして利用できる。
1…インペラ用鍛造品
10…ハブ
11…ディスク部
12…ボス部
13…羽根部
10…ハブ
11…ディスク部
12…ボス部
13…羽根部
Claims (3)
- 円形のディスク部の中心にボス部を有するハブと、前記ハブの外面に放射状に設けられた複数の羽根部を有するインペラ用鍛造品であり、
前記インペラ用鍛造品は、Si:0.05質量%〜0.30質量%、Fe:0.7質量%〜1.5質量%、Cu:1.7質量%〜2.9質量%、Mg:1.0質量%〜1.9質量%、Ti:0.03質量%〜0.15質量%、Ni:0.8質量%〜1.4質量%を含み、残部がAlと不可避不純物からなるアルミニウム合金からなり、
前記ボス部の、インペラの回転軸に平行な任意の断面における結晶粒の平均粒径が30μm〜100μmであることを特徴とするインペラ用鍛造品。 - 前記アルミニウム合金が、さらにB:0.0012質量%〜0.006質量%を含む請求項1に記載のインペラ用鍛造品。
- 前記ボス部の部の、インペラの回転軸に平行な任意の断面におけるCuAl2のθ相化合物の平均粒径が1.0μm〜15μmであり、占有面積率が4%〜15%である請求項1または2に記載のインペラ用鍛造品。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018083600A JP2019190366A (ja) | 2018-04-25 | 2018-04-25 | インペラ用鍛造品 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018083600A JP2019190366A (ja) | 2018-04-25 | 2018-04-25 | インペラ用鍛造品 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2019190366A true JP2019190366A (ja) | 2019-10-31 |
Family
ID=68389305
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018083600A Pending JP2019190366A (ja) | 2018-04-25 | 2018-04-25 | インペラ用鍛造品 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2019190366A (ja) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005290545A (ja) * | 2003-12-18 | 2005-10-20 | Showa Denko Kk | アルミニウム合金成形品の製造方法、アルミニウム合金成形品および生産システム |
| JP2006305629A (ja) * | 2005-03-30 | 2006-11-09 | Kobe Steel Ltd | 回転体用鍛造材の製造方法 |
| JP2010018854A (ja) * | 2008-07-11 | 2010-01-28 | Sumitomo Light Metal Ind Ltd | 耐熱性に優れた軽量・高強度アルミニウム合金およびその製造方法 |
| WO2015087907A1 (ja) * | 2013-12-13 | 2015-06-18 | 昭和電工株式会社 | アルミニウム合金製ターボコンプレッサホイール用素形材およびターボコンプレッサホイールの製造方法 |
| JP2017222893A (ja) * | 2016-06-13 | 2017-12-21 | 昭和電工株式会社 | アルミニウム合金鍛造品及びその製造方法 |
-
2018
- 2018-04-25 JP JP2018083600A patent/JP2019190366A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005290545A (ja) * | 2003-12-18 | 2005-10-20 | Showa Denko Kk | アルミニウム合金成形品の製造方法、アルミニウム合金成形品および生産システム |
| JP2006305629A (ja) * | 2005-03-30 | 2006-11-09 | Kobe Steel Ltd | 回転体用鍛造材の製造方法 |
| JP2010018854A (ja) * | 2008-07-11 | 2010-01-28 | Sumitomo Light Metal Ind Ltd | 耐熱性に優れた軽量・高強度アルミニウム合金およびその製造方法 |
| WO2015087907A1 (ja) * | 2013-12-13 | 2015-06-18 | 昭和電工株式会社 | アルミニウム合金製ターボコンプレッサホイール用素形材およびターボコンプレッサホイールの製造方法 |
| JP2017222893A (ja) * | 2016-06-13 | 2017-12-21 | 昭和電工株式会社 | アルミニウム合金鍛造品及びその製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4285916B2 (ja) | 高強度、高耐食性構造用アルミニウム合金板の製造方法 | |
| JP2016079454A (ja) | アルミニウム合金鍛造材およびその製造方法 | |
| CN111532080B (zh) | 铝合金锻造车轮及其制造方法、锻造车轮形成用铸坯 | |
| JP6057855B2 (ja) | 切削用アルミニウム合金押出材 | |
| JP6022882B2 (ja) | 高強度アルミニウム合金押出材及びその製造方法 | |
| JPWO2008001758A1 (ja) | アルミニウム鋳造合金、この合金から成る鋳造コンプレッサ羽根車およびその製造方法 | |
| WO2012169317A1 (ja) | 高温特性に優れたアルミニウム合金 | |
| WO2014064876A1 (ja) | Al合金鋳物製コンプレッサーインペラー及びその製造方法 | |
| JP2017503086A (ja) | 改善された高温性能を有するアルミニウム鋳造合金 | |
| JP2001059124A (ja) | 外観品質の優れたAl−Mg−Si系アルミニウム合金冷間鍛造品及びその製造方法 | |
| JP4958292B2 (ja) | アルミニウムダイカスト合金、この合金からなる鋳造コンプレッサ羽根車およびその製造方法 | |
| JP6718219B2 (ja) | 耐熱性アルミニウム合金材の製造方法 | |
| JP4712159B2 (ja) | 強度と耐食性に優れたアルミニウム合金板およびその製造方法 | |
| JP2019190366A (ja) | インペラ用鍛造品 | |
| JP2019190365A (ja) | インペラ用鍛造品 | |
| JP2019190364A (ja) | インペラ用鍛造品 | |
| JP4088546B2 (ja) | 高温特性に優れたアルミニウム合金鍛造材の製造方法 | |
| JPH11246925A (ja) | 高靱性アルミニウム合金鋳物およびその製造方法 | |
| JP5083965B2 (ja) | 鋳造コンプレッサ羽根車 | |
| JP6829783B2 (ja) | 耐熱性アルミニウム合金材の製造方法 | |
| JP2020152965A (ja) | アルミニウム合金材、その製造方法及びインペラ | |
| JP6726058B2 (ja) | Al合金鋳造物の製造方法 | |
| JP2008088460A (ja) | 高強度アルミニウム鋳造合金およびこれを用いたコンプレッサ羽根車 | |
| JP2000104149A (ja) | 微細な再結晶粒組織を有するAl−Mn系合金圧延材の製造方法 | |
| JPH11199960A (ja) | 耐疲労特性に優れた合金 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210121 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20211130 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220105 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20220712 |