JP2019142018A - Heat shrinkable laminate film - Google Patents
Heat shrinkable laminate film Download PDFInfo
- Publication number
- JP2019142018A JP2019142018A JP2018025906A JP2018025906A JP2019142018A JP 2019142018 A JP2019142018 A JP 2019142018A JP 2018025906 A JP2018025906 A JP 2018025906A JP 2018025906 A JP2018025906 A JP 2018025906A JP 2019142018 A JP2019142018 A JP 2019142018A
- Authority
- JP
- Japan
- Prior art keywords
- heat
- density polyethylene
- resin composition
- polyethylene
- laminated film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000005001 laminate film Substances 0.000 title abstract 3
- 238000002425 crystallisation Methods 0.000 claims abstract description 68
- 230000008025 crystallization Effects 0.000 claims abstract description 68
- 239000011342 resin composition Substances 0.000 claims abstract description 48
- 239000012792 core layer Substances 0.000 claims abstract description 34
- 229920000092 linear low density polyethylene Polymers 0.000 claims abstract description 30
- 239000004707 linear low-density polyethylene Substances 0.000 claims abstract description 30
- 239000002344 surface layer Substances 0.000 claims abstract description 30
- 229920001903 high density polyethylene Polymers 0.000 claims abstract description 26
- 239000004700 high-density polyethylene Substances 0.000 claims abstract description 26
- 238000004806 packaging method and process Methods 0.000 claims abstract description 24
- 229920004889 linear high-density polyethylene Polymers 0.000 claims abstract description 22
- 238000000113 differential scanning calorimetry Methods 0.000 claims abstract description 11
- 229920005678 polyethylene based resin Polymers 0.000 claims abstract description 8
- -1 polyethylene Polymers 0.000 claims description 42
- 239000004743 Polypropylene Substances 0.000 claims description 37
- 229920001155 polypropylene Polymers 0.000 claims description 36
- 229920005989 resin Polymers 0.000 claims description 30
- 239000011347 resin Substances 0.000 claims description 30
- 229920013716 polyethylene resin Polymers 0.000 claims description 24
- 239000005977 Ethylene Substances 0.000 claims description 13
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 claims description 12
- 229920005604 random copolymer Polymers 0.000 claims description 7
- 239000004698 Polyethylene Substances 0.000 claims description 3
- 229920000573 polyethylene Polymers 0.000 claims description 3
- 229920005673 polypropylene based resin Polymers 0.000 abstract description 6
- 238000010030 laminating Methods 0.000 abstract description 2
- 230000001629 suppression Effects 0.000 abstract 1
- 239000010410 layer Substances 0.000 description 32
- 229920006257 Heat-shrinkable film Polymers 0.000 description 23
- 230000007547 defect Effects 0.000 description 18
- 238000000034 method Methods 0.000 description 18
- 238000007789 sealing Methods 0.000 description 15
- 239000000178 monomer Substances 0.000 description 11
- KWKAKUADMBZCLK-UHFFFAOYSA-N 1-octene Chemical compound CCCCCCC=C KWKAKUADMBZCLK-UHFFFAOYSA-N 0.000 description 10
- 239000002667 nucleating agent Substances 0.000 description 10
- 239000004711 α-olefin Substances 0.000 description 10
- LIKMAJRDDDTEIG-UHFFFAOYSA-N 1-hexene Chemical compound CCCCC=C LIKMAJRDDDTEIG-UHFFFAOYSA-N 0.000 description 9
- 229910052751 metal Inorganic materials 0.000 description 9
- 239000002184 metal Substances 0.000 description 9
- 238000002156 mixing Methods 0.000 description 8
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 description 8
- 125000004805 propylene group Chemical group [H]C([H])([H])C([H])([*:1])C([H])([H])[*:2] 0.000 description 8
- 229920005992 thermoplastic resin Polymers 0.000 description 7
- VXNZUUAINFGPBY-UHFFFAOYSA-N 1-Butene Chemical compound CCC=C VXNZUUAINFGPBY-UHFFFAOYSA-N 0.000 description 6
- WSSSPWUEQFSQQG-UHFFFAOYSA-N 4-methyl-1-pentene Chemical compound CC(C)CC=C WSSSPWUEQFSQQG-UHFFFAOYSA-N 0.000 description 6
- 238000011156 evaluation Methods 0.000 description 6
- YWAKXRMUMFPDSH-UHFFFAOYSA-N pentene Chemical compound CCCC=C YWAKXRMUMFPDSH-UHFFFAOYSA-N 0.000 description 6
- 229920000642 polymer Polymers 0.000 description 6
- 150000003839 salts Chemical class 0.000 description 6
- 230000000052 comparative effect Effects 0.000 description 5
- 229920001577 copolymer Polymers 0.000 description 5
- 238000004519 manufacturing process Methods 0.000 description 5
- TVMXDCGIABBOFY-UHFFFAOYSA-N n-Octanol Natural products CCCCCCCC TVMXDCGIABBOFY-UHFFFAOYSA-N 0.000 description 5
- AFFLGGQVNFXPEV-UHFFFAOYSA-N 1-decene Chemical compound CCCCCCCCC=C AFFLGGQVNFXPEV-UHFFFAOYSA-N 0.000 description 4
- CRSBERNSMYQZNG-UHFFFAOYSA-N 1-dodecene Chemical compound CCCCCCCCCCC=C CRSBERNSMYQZNG-UHFFFAOYSA-N 0.000 description 4
- 238000001125 extrusion Methods 0.000 description 4
- 229920000098 polyolefin Polymers 0.000 description 4
- 239000000203 mixture Substances 0.000 description 3
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- 229920000089 Cyclic olefin copolymer Polymers 0.000 description 2
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 2
- 229910019142 PO4 Inorganic materials 0.000 description 2
- 125000003118 aryl group Chemical group 0.000 description 2
- WPYMKLBDIGXBTP-UHFFFAOYSA-N benzoic acid Chemical compound OC(=O)C1=CC=CC=C1 WPYMKLBDIGXBTP-UHFFFAOYSA-N 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 229920001400 block copolymer Polymers 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 229940069096 dodecene Drugs 0.000 description 2
- 230000001771 impaired effect Effects 0.000 description 2
- 238000004898 kneading Methods 0.000 description 2
- 229920001684 low density polyethylene Polymers 0.000 description 2
- 239000004702 low-density polyethylene Substances 0.000 description 2
- 229920001179 medium density polyethylene Polymers 0.000 description 2
- 239000004701 medium-density polyethylene Substances 0.000 description 2
- 239000000155 melt Substances 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 239000010452 phosphate Substances 0.000 description 2
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- LVEDJKLVTKIVNI-UHFFFAOYSA-N 1,2-dibenzyl-1H-indene Chemical compound C(C1=CC=CC=C1)C=1C(C2=CC=CC=C2C1)CC1=CC=CC=C1 LVEDJKLVTKIVNI-UHFFFAOYSA-N 0.000 description 1
- 239000005711 Benzoic acid Substances 0.000 description 1
- 239000004809 Teflon Substances 0.000 description 1
- 229920006362 Teflon® Polymers 0.000 description 1
- RSWGJHLUYNHPMX-ONCXSQPRSA-N abietic acid Chemical compound C([C@@H]12)CC(C(C)C)=CC1=CC[C@@H]1[C@]2(C)CCC[C@@]1(C)C(O)=O RSWGJHLUYNHPMX-ONCXSQPRSA-N 0.000 description 1
- 230000005856 abnormality Effects 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 150000001413 amino acids Chemical class 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 239000002216 antistatic agent Substances 0.000 description 1
- 235000010233 benzoic acid Nutrition 0.000 description 1
- 239000002981 blocking agent Substances 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- 239000004927 clay Substances 0.000 description 1
- 229910052570 clay Inorganic materials 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 238000007334 copolymerization reaction Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 229920001038 ethylene copolymer Polymers 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 235000011187 glycerol Nutrition 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 239000011229 interlayer Substances 0.000 description 1
- 238000011835 investigation Methods 0.000 description 1
- 239000004611 light stabiliser Substances 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 229920006280 packaging film Polymers 0.000 description 1
- 239000012785 packaging film Substances 0.000 description 1
- 239000005022 packaging material Substances 0.000 description 1
- 239000008188 pellet Substances 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 230000000379 polymerizing effect Effects 0.000 description 1
- 229920005629 polypropylene homopolymer Polymers 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 230000001172 regenerating effect Effects 0.000 description 1
- 230000008929 regeneration Effects 0.000 description 1
- 238000011069 regeneration method Methods 0.000 description 1
- 238000000646 scanning calorimetry Methods 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 235000010356 sorbitol Nutrition 0.000 description 1
- 239000000454 talc Substances 0.000 description 1
- 229910052623 talc Inorganic materials 0.000 description 1
- 239000006097 ultraviolet radiation absorber Substances 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
Images
Abstract
Description
本発明は、包装に用いられる積層構成の熱収縮性フィルム、特に、低温収縮性、耐熱性、機械的強度、透明性に優れるとともに、溶断シール部にピンホール状のシール欠陥が発生することを抑制することができる熱収縮性積層フィルムに関する。 The present invention is a heat-shrinkable film having a laminated structure used for packaging, in particular, low-temperature shrinkage, heat resistance, mechanical strength, and transparency, and a pinhole-like seal defect occurs in the fusing seal part. The present invention relates to a heat-shrinkable laminated film that can be suppressed.
従来、被包装物を熱収縮性フィルムで被覆し、接合部を溶断シールさせた後、加熱収縮オーブンを通過させる、熱風を吹き付けるなどの方法により、熱収縮性フィルムを熱収縮させ、被包装物を包装する熱収縮性フィルム包装が行われている。この熱収縮性フィルム包装は経済性、作業性、高速性に優れており、包装分野において盛んに使用されている。熱収縮性フィルム包装に用いる熱収縮性フィルムとして、ポリ塩化ビニル樹脂、ポリエチレン樹脂、ポリプロピレン樹脂等からなる種々の熱収縮性フィルムが知られているが、低価格、使用後の廃棄処理の容易さなどの観点から、特に、ポリエチレン樹脂、ポリプロピレン樹脂等のポリオレフィン系熱収縮性フィルムが好んで用いられている。 Conventionally, after covering a package with a heat-shrinkable film, fusing and sealing the joint, the heat-shrinkable film is thermally shrunk by a method such as passing through a heat-shrink oven or blowing hot air. Heat-shrinkable film packaging has been performed. This heat-shrinkable film packaging is excellent in economy, workability, and high speed and is actively used in the packaging field. Various heat-shrinkable films made of polyvinyl chloride resin, polyethylene resin, polypropylene resin, etc. are known as heat-shrinkable films used for heat-shrinkable film packaging, but they are inexpensive and easy to dispose of after use. In view of the above, polyolefin heat-shrinkable films such as polyethylene resin and polypropylene resin are particularly preferred.
しかしながら、ポリエチレン系熱収縮性フィルムは、比較的低温で収縮できること、特に直鎖状低密度ポリエチレンを用いた熱収縮性フィルムの場合には、溶断シール部の耐衝撃性が優れていること、透明性が優れていること等の特徴を有しているが、延伸加工が困難、耐熱性に劣る等の欠点を有している。一方、ポリプロピレン系熱収縮性フィルムは、低温収縮性、耐衝撃性、耐引裂性には乏しいが、延伸加工性や耐熱性に優れることから、それぞれの欠点を改善すべく、用途に応じて両者を積層した熱収縮性フィルムが使用されている。 However, the polyethylene heat-shrinkable film can shrink at a relatively low temperature. In particular, in the case of a heat-shrinkable film using linear low density polyethylene, the impact resistance of the fusing seal part is excellent, However, it has disadvantages such as difficulty in stretching and inferior heat resistance. On the other hand, polypropylene-based heat-shrinkable films are poor in low-temperature shrinkage, impact resistance, and tear resistance, but are excellent in stretch processability and heat resistance. The heat-shrinkable film which laminated | stacked is used.
例えば、特許文献1には、低温収縮性、耐熱性に優れた積層熱収縮性フィルムとして、両最外層が結晶性ポリプロピレン系樹脂からなり、中間層に密度が0.890〜0.905g/cm3でビカット軟化点が60〜80℃の直鎖状低密度ポリエチレン樹脂、又は該樹脂を主成分とする樹脂組成物を用いたポリオレフィン系積層熱収縮性フィルムが記載されている。
For example, in
特許文献2には、延伸加工性、低温収縮性、スリップ性に優れた積層熱収縮性フィルムとして、密度が0.90〜0.93g/cm3のエチレン系共重合体と密度が0.87〜0.91g/cm3のエチレン系共重合体とからなるポリエチレン系熱収縮性フィルム層と、プロピレンを主成分とした樹脂からなるポリプロピレン系熱収縮性フィルム層とからなるポリオレフィン系積層熱収縮性フィルムが記載されている。
上述したポリオレフィン系積層熱収縮性フィルムは、低温収縮性と耐熱性に優れ、機械的強度も比較的高いという特徴を有している。しかしながら、自動包装機における溶断シール性は必ずしも満足できるものではなかった。例えば、L型半折自動包装機において、加熱収縮オーブン等を通過した後に、溶断シール部にピンホール状のシール欠陥(穴)が発生するという問題があった。このピンホール状の穴が発生すると熱収縮フィルムの熱収縮時にエア抜けが発生し、収縮不良(シワ、アバタ模様)を起こして包装仕上がりが悪化したり、穴の発生により被包装物の防塵性、ディスプレー性等が損なわれたりする問題を引き起こす。 The polyolefin-based laminated heat-shrinkable film described above is characterized by excellent low-temperature shrinkage and heat resistance and relatively high mechanical strength. However, the fusing sealability in an automatic packaging machine is not always satisfactory. For example, in an L-shaped half-fold automatic packaging machine, after passing through a heat shrink oven or the like, there is a problem that a pinhole-like seal defect (hole) is generated in the fusing seal part. When these pinhole-shaped holes occur, air leakage occurs when the heat-shrinkable film heat-shrinks, causing shrinkage defects (wrinkles and avatar patterns), resulting in deterioration of the packaging finish, and the occurrence of holes makes the package to be dustproof. , Causing problems such as impaired display properties.
また、L型半折自動包装機は、ピロー型自動包装機に比べて低速であるが小型であり、溶断シール後に包装体が加熱収縮オーブンへすぐに搬送されてフィルムが収縮される為、溶断シール直後のシール強度、つまりは溶断シール部の溶融粘着力(ホットタック性)が強いことが求められる。 In addition, the L-shaped half-fold automatic packaging machine is slower but smaller than the pillow-type automatic packaging machine, and after the fusing and sealing, the package is immediately transported to the heat shrink oven and the film is shrunk. It is required that the sealing strength immediately after sealing, that is, the melt adhesive strength (hot tack property) of the fusing seal portion is strong.
本発明はこのような問題に鑑みなされたものであり、低温収縮性、耐熱性、機械的強度、透明性に優れるとともに、自動包装機等で溶断シールされた場合においても溶断シール部にピンホール状のシール欠陥が発生することを抑制することができる熱収縮性積層フィルムを提供することを目的とする。 The present invention has been made in view of such problems, and is excellent in low-temperature shrinkage, heat resistance, mechanical strength, and transparency, and has a pinhole in the fusing seal portion even when fusing and sealing with an automatic packaging machine or the like. An object of the present invention is to provide a heat-shrinkable laminated film capable of suppressing the occurrence of a seal defect having a shape.
先ず、本発明者らは、溶断シール部にピンホール状のシール欠陥が発生する原因について検討したところ、この問題は溶断シール部のシール強度にバラつきがあり、部分的にシール強度が弱い箇所が存在する場合に、フィルム収縮時の応力によって発生することを見出した。つまり、自動包装機等の溶断シールは、加熱された鋭利な溶断刃(金属線、金属刃)の先端でフィルムを切断すると同時に、加熱された溶断刃の側面で切断面を溶かしてシールするものである為、溶断刃がフィルムから離れる際、厳密には溶断刃に溶融樹脂が部分的に取られる箇所とそうでない箇所が存在する。すると、溶断シール部における樹脂だまりが不均一となる為、溶断シール部にはシール強度の強い箇所と弱い箇所とが存在することとなり、このシール強度の弱い箇所がフィルム収縮時の応力によって破断し、ピンホール状のシール欠陥となる。 First, the present inventors examined the cause of the occurrence of pinhole-like seal defects in the fusing seal part, and this problem has a variation in the sealing strength of the fusing seal part, and there are places where the sealing strength is partially weak. When present, it was found to be generated by stress during film shrinkage. In other words, the fusing seal of an automatic packaging machine, etc., cuts the film at the tip of a heated sharp cutting blade (metal wire, metal blade) and simultaneously melts and seals the cut surface at the side of the heated fusing blade. Therefore, when the cutting blade is separated from the film, strictly speaking, there are a portion where the molten resin is partially taken by the cutting blade and a portion where the molten resin is not. Then, since the resin puddle in the fusing seal part becomes non-uniform, the fusing seal part has a part with a strong seal strength and a part with a weak seal strength. It becomes a pinhole-like seal defect.
そこで、本発明者らは、溶断シールの際に溶断刃に溶融樹脂が部分的にとられ、溶断シール部における樹脂だまりが不均一となることを防ぐにはフィルムの結晶化温度、結晶化速度を高め、溶断刃にとられる溶融樹脂を減らすことが溶断シール部のピンホール状のシール欠陥を抑制することに有効であるとの考察のもとに鋭意検討した結果、芯層に主成分として含まれる結晶化温度が比較的低い直鎖状低密度ポリエチレンへ結晶化温度が高い直鎖状高密度ポリエチレン及び/又は高密度ポリエチレンをブレンドすることにより、芯層の結晶化温度を高く、結晶化速度を速くすることができ、延いては溶断シール部のシール強度のバラつきが小さく、シール強度に優れるフィルムとすることができることを見出し、本発明を完成するに至った。 Therefore, the present inventors have made it possible to prevent the molten resin from being partially taken by the fusing blade during fusing sealing, and to prevent the resin puddle in the fusing seal portion from becoming nonuniform, the crystallization temperature and crystallization speed of the film. As a result of intensive investigation based on the consideration that reducing the molten resin taken by the cutting blade is effective in suppressing pinhole-like seal defects in the fusing seal part, By blending linear low density polyethylene with a relatively low crystallization temperature into linear low density polyethylene with a high crystallization temperature, high crystallization temperature of the core layer is increased, and crystallization is performed. The present inventors have found that the film can be speeded up and can be made into a film having a small seal strength variation at the fusing seal portion and excellent in the seal strength, and the present invention has been completed.
本発明によれば、
(1)芯層の両面に表面層が積層されてなり、前記芯層が密度0.915〜0.930g/cm3の直鎖状低密度ポリエチレン(a−1)60〜95重量%と、密度0.935〜0.965g/cm3の直鎖状高密度ポリエチレン(a−2)及び/又は高密度ポリエチレン(a−3)5〜40重量%とからなるポリエチレン系樹脂組成物(A)からなり、前記表面層がポリプロピレン系樹脂(b)を主成分として含むポリプロピレン系樹脂組成物(B)からなり、前記ポリプロピレン系樹脂組成物(B)は示差走査熱量計(DSC)を用いた示差走査熱量分析における結晶化温度が106℃未満であることを特徴とする熱収縮性積層フィルムが提供され、
(2)前記ポリエチレン系樹脂組成物(A)に含まれる直鎖状低密度ポリエチレン(a−1)と、直鎖状高密度ポリエチレン(a−2)及び/又は高密度ポリエチレン(a−3)との密度差が0.010g/cm3以上であることを特徴とする(1)記載の熱収縮性積層フィルムが提供され、
(3)前記ポリエチレン系樹脂組成物(A)は、示差走査熱量計(DSC)を用いた示差走査熱量分析における結晶化温度が106℃以上であることを特徴とする(1)又は(2)記載の熱収縮性積層フィルムが提供され、
(4)前記ポリプロピレン系樹脂(b)は、エチレン含有量が3〜7%のプロピレンーエチレンランダム共重合体であることを特徴とする(1)乃至(3)の何れかに記載の熱収縮性積層フィルムが提供され、
(5)熱収縮性積層フィルム全体に含まれるポリエチレン系樹脂の割合が50重量%超であることを特徴とする(1)乃至(4)の何れかに記載の熱収縮性積層フィルムが提供され、
(6)前記芯層の厚さをta、前記表面層の厚さをそれぞれtb1、tb2としたとき、tb1+tb2≦ta≦2(tb1+tb2)であることを特徴とする(1)乃至(5)の何れかに記載の熱収縮性積層フィルムが提供され、
(7)半折自動包装機に用いることを特徴とする(1)乃至(6)の何れかに記載の熱収縮性積層フィルムが提供される。
According to the present invention,
(1) A surface layer is laminated on both surfaces of the core layer, and the core layer has a linear low density polyethylene (a-1) having a density of 0.915 to 0.930 g / cm 3 and 60 to 95% by weight; Polyethylene resin composition (A) comprising linear high-density polyethylene (a-2) and / or high-density polyethylene (a-3) of 5 to 40% by weight with a density of 0.935 to 0.965 g / cm 3 And the surface layer is composed of a polypropylene resin composition (B) containing a polypropylene resin (b) as a main component, and the polypropylene resin composition (B) is a differential using a differential scanning calorimeter (DSC). There is provided a heat shrinkable laminated film characterized in that the crystallization temperature in scanning calorimetry is less than 106 ° C.,
(2) Linear low density polyethylene (a-1), linear high density polyethylene (a-2) and / or high density polyethylene (a-3) contained in the polyethylene resin composition (A) The heat-shrinkable laminated film according to (1), wherein the density difference is 0.010 g / cm 3 or more,
(3) The polyethylene resin composition (A) is characterized in that the crystallization temperature in differential scanning calorimetry using a differential scanning calorimeter (DSC) is 106 ° C. or higher (1) or (2) The heat-shrinkable laminated film described is provided,
(4) The heat shrinkage according to any one of (1) to (3), wherein the polypropylene resin (b) is a propylene-ethylene random copolymer having an ethylene content of 3 to 7%. Functional laminated film is provided,
(5) The heat-shrinkable laminated film according to any one of (1) to (4), wherein the ratio of the polyethylene resin contained in the entire heat-shrinkable laminated film is more than 50% by weight. ,
(6) When the thickness of the core layer is ta and the thickness of the surface layer is tb 1 and tb 2 , respectively, tb 1 + tb 2 ≦ ta ≦ 2 (tb 1 + tb 2 ) A heat-shrinkable laminated film according to any one of (1) to (5) is provided,
(7) The heat-shrinkable laminated film according to any one of (1) to (6), which is used for a half-fold automatic packaging machine.
本発明の熱収縮性積層フィルムは、低温収縮性、耐熱性、機械的強度、透明性に優れるとともに、自動包装機等を用いて溶断シールされた場合においても、溶断シール部にピンホール状のシール欠陥が発生することを抑制することができる為、極めて良好な包装仕上がりを得ることができる。また、本発明の熱収縮性積層フィルムは、ホットタック性に優れる為、L型半折自動包装機等に使用する包装材料として好適に用いることができる。 The heat-shrinkable laminated film of the present invention is excellent in low-temperature shrinkage, heat resistance, mechanical strength, and transparency, and has a pinhole shape in the fusing seal part even when fusing and sealing using an automatic packaging machine or the like. Since generation | occurrence | production of a seal | sticker defect can be suppressed, a very favorable packaging finish can be obtained. Moreover, since the heat-shrinkable laminated film of the present invention is excellent in hot tack property, it can be suitably used as a packaging material for use in an L-shaped half-fold automatic packaging machine or the like.
以下、本発明を詳細に説明する。なお、本発明は以下の実施形態に限定されるものではなく、本発明の効果を奏する範囲において、種々の形態をとることができる。 Hereinafter, the present invention will be described in detail. In addition, this invention is not limited to the following embodiment, In the range with the effect of this invention, it can take a various form.
[熱収縮性積層フィルム(実施形態1)]
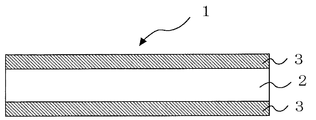
図1は、本発明の実施形態1に係る熱収縮性積層フィルムの拡大断面図である。図1に示すように、本発明の熱収縮性積層フィルム1は、芯層2の両面に表面層3が積層された多層構成である。なお、本発明の目的を達成しうる範囲で各層の間に他の層を設けることも可能である。
[Heat-shrinkable laminated film (Embodiment 1)]
FIG. 1 is an enlarged cross-sectional view of a heat-shrinkable laminated film according to
[芯層]
芯層は、ポリエチレン系樹脂組成物(A)から形成されるものであり、主として熱収縮性積層フィルムの低温収縮性、機械的強度、溶断シール性、ホットタック性等に寄与する層である。
[Core layer]
The core layer is formed from the polyethylene-based resin composition (A), and is a layer mainly contributing to the low temperature shrinkability, mechanical strength, fusing sealability, hot tackiness, etc. of the heat shrinkable laminated film.
<ポリエチレン系樹脂組成物(A)>
ポリエチレン系樹脂組成物(A)は、密度が0.915〜0.930g/cm3である直鎖状低密度ポリエチレン(a1)を60〜95重量%と、密度が0.935〜0.965g/cm3である直鎖状高密度ポリエチレン(a2)及び/又は高密度ポリエチレン(a3)を5〜40重量%とからなる。本発明においては、結晶化温度が比較的低く、低温収縮性に優れる直鎖状低密度ポリエチレン(a1)と、結晶化温度が高い直鎖状高密度ポリエチレン(a2)及び/又は高密度ポリエチレン(a3)とをブレンドすることにより、芯層の結晶化温度を高く、結晶化速度を速くすることができ、延いては溶断シール部のシール強度のバラつきが小さく、シール強度に優れるフィルムとすることができるものである。
<Polyethylene resin composition (A)>
The polyethylene-based resin composition (A) has a density of 0.935 to 0.965 g of linear low density polyethylene (a1) having a density of 0.915 to 0.930 g / cm 3 and 60 to 95% by weight. The linear high-density polyethylene (a2) and / or the high-density polyethylene (a3) that are / cm 3 are composed of 5 to 40% by weight. In the present invention, linear low-density polyethylene (a1) having a relatively low crystallization temperature and excellent low-temperature shrinkability, linear high-density polyethylene (a2) and / or high-density polyethylene (/ By blending with a3), the crystallization temperature of the core layer can be increased, the crystallization speed can be increased, and the sealing strength of the fusing seal portion is small, and the film has excellent sealing strength. It is something that can be done.
<直鎖状低密度ポリエチレン(a1)>
ポリエチレン系樹脂組成物(A)に含まれる直鎖状低密度ポリエチレン(a1)は、エチレンに基づく単量体単位とαオレフィンに基づく単量体単位とが共重合された重合体であり、エチレンに基づく単量体単位の含有量が直鎖状低密度ポリエチレン(a1)の全重量(100重量%)に対して50重量%以上の重合体である。直鎖状低密度ポリエチレン(a1)におけるα−オレフィンとしては、プロピレン、1−ブテン、1−ペンテン、4−メチル−1−ペンテン、1−ヘキセン、1−オクテン、1−デセン、1−ドデセンなどを例示することができるが、1−ヘキセンや1−オクテンが製膜性安定性の観点から望ましい。
<Linear low density polyethylene (a1)>
The linear low density polyethylene (a1) contained in the polyethylene resin composition (A) is a polymer in which a monomer unit based on ethylene and a monomer unit based on α-olefin are copolymerized. The content of the monomer unit based on the polymer is 50% by weight or more based on the total weight (100% by weight) of the linear low density polyethylene (a1). Examples of the α-olefin in the linear low density polyethylene (a1) include propylene, 1-butene, 1-pentene, 4-methyl-1-pentene, 1-hexene, 1-octene, 1-decene, 1-dodecene and the like. However, 1-hexene and 1-octene are desirable from the viewpoint of film forming stability.
直鎖状低密度ポリエチレン(a1)は、密度が0.915〜0.930g/cm3である。密度は0.915〜0.925g/cm3であることが好ましく、0.915〜0.923g/cm3であることがより好ましい。密度が上記範囲の直鎖状低密度ポリエチレン(a1)は、結晶化温度が比較的低く、低温収縮性、機械的強度(引張破断強度、引張弾性率、伸び、引裂荷重、溶断シール部の耐衝撃性)に優れる。密度が上記範囲より小さいと、機械的強度が低くなるため好ましくなく、密度が上記範囲より大きいと、低温収縮性が悪くなる恐れがある。なお、本発明における密度はJIS−K7112に準拠して測定された値をいう。 The linear low density polyethylene (a1) has a density of 0.915 to 0.930 g / cm 3 . Preferably the density is 0.915~0.925g / cm 3, more preferably 0.915~0.923g / cm 3. The linear low density polyethylene (a1) having a density in the above range has a relatively low crystallization temperature, low temperature shrinkage, mechanical strength (tensile rupture strength, tensile elastic modulus, elongation, tear load, resistance to fusing seals). Excellent impact). When the density is smaller than the above range, the mechanical strength is lowered, which is not preferable. When the density is larger than the above range, the low temperature shrinkability may be deteriorated. In addition, the density in this invention says the value measured based on JIS-K7112.
直鎖状低密度ポリエチレン(a1)は、示差走査熱量計(DSC)を用いた示差走査熱量分析における結晶化温度が90〜110℃であることが好ましい。結晶化温度は92〜107℃であることがより好ましく、95〜105℃であることがさらに好ましい。 The linear low density polyethylene (a1) preferably has a crystallization temperature of 90 to 110 ° C. in differential scanning calorimetry using a differential scanning calorimeter (DSC). The crystallization temperature is more preferably 92 to 107 ° C, and further preferably 95 to 105 ° C.
示差走査熱量計(DSC)を用いた示差走査熱量分析における結晶化温度の測定は、基本的にはJIS−K7121に準拠して行うが、本発明においては以下のように結晶化温度を求めることとする。まず試料約10mgをアルミパンに封入し、窒素気流下にて10℃/minの昇温速度で230℃まで昇温し、1分間保持の後、10℃/minの降温速度で0℃まで降温して結晶化させた時の最も高温側の結晶化ピークの頂点の温度とする。 The measurement of the crystallization temperature in the differential scanning calorimetry using a differential scanning calorimeter (DSC) is basically performed in accordance with JIS-K7121, but in the present invention, the crystallization temperature is determined as follows. And First, about 10 mg of a sample is sealed in an aluminum pan, heated to 230 ° C. at a rate of 10 ° C./min under a nitrogen stream, held for 1 minute, and then cooled to 0 ° C. at a rate of 10 ° C./min. The temperature at the top of the crystallization peak on the highest temperature side when crystallization is performed.
直鎖状低密度ポリエチレン(a1)のMFR(メルトフローレート:溶融流量)は、特に制限するものではないが、製膜加工、延伸加工の安定性の観点から、0.1〜10g/10分であることが好ましい。MFRは0.3〜8g/10分であることがより好ましく、0.5〜5g/10分であることが特に好ましい。MFRが上記範囲より小さいと、押出時のモーター負荷が大きくなる等の問題点があり、MFRが上記範囲より大きいと、延伸安定性が低下する恐れがある。なお、本発明におけるMFRはJIS−K7210に準拠して測定された値をいう。 The MFR (melt flow rate: melt flow rate) of the linear low density polyethylene (a1) is not particularly limited, but is 0.1 to 10 g / 10 min from the viewpoint of film forming and stretching stability. It is preferable that The MFR is more preferably 0.3 to 8 g / 10 minutes, and particularly preferably 0.5 to 5 g / 10 minutes. If the MFR is smaller than the above range, there is a problem that the motor load at the time of extrusion becomes large. If the MFR is larger than the above range, the stretching stability may be lowered. In addition, MFR in this invention says the value measured based on JIS-K7210.
<直鎖状高密度ポリエチレン(a2)>
ポリエチレン系樹脂組成物(A)に含まれる直鎖状高密度ポリエチレン(a2)は、エチレンに基づく単量体単位とαオレフィンに基づく単量体単位とが共重合された重合体であり、エチレンに基づく単量体単位の含有量が直鎖状高密度ポリエチレン(a2)の全重量(100重量%)に対して50重量%以上の重合体である。α−オレフィンとしては、プロピレン、1−ブテン、1−ペンテン、4−メチル−1−ペンテン、1−ヘキセン、1−オクテン、1−デセン、1−ドデセンなどを例示することができるが、1−ヘキセンや1−オクテンが製膜性安定性の観点から望ましい。
<Linear high-density polyethylene (a2)>
The linear high-density polyethylene (a2) contained in the polyethylene resin composition (A) is a polymer in which a monomer unit based on ethylene and a monomer unit based on α-olefin are copolymerized. The content of the monomer unit based on the polymer is 50% by weight or more based on the total weight (100% by weight) of the linear high-density polyethylene (a2). Examples of the α-olefin include propylene, 1-butene, 1-pentene, 4-methyl-1-pentene, 1-hexene, 1-octene, 1-decene and 1-dodecene. Hexene and 1-octene are desirable from the viewpoint of film forming stability.
直鎖状高密度ポリエチレン(a2)は、密度が0.935〜0.965g/cm3である。密度は0.935〜0.955g/cm3であることが好ましく、0.935〜0.945g/cm3であることがより好ましい。密度が上記範囲の直鎖状高密度ポリエチレン(a2)は、結晶化温度が高く、結晶化速度が速い為、ホットタック性に優れる。密度が上記範囲より小さいと、得られたフィルムが低温収縮性に優れるが、芯層の結晶化温度が低く、シール強度のバラつきが大きくなる恐れがあり、密度が上記範囲より大きいと、低温収縮性が小さくなる恐れがある。 The linear high-density polyethylene (a2) has a density of 0.935 to 0.965 g / cm 3 . Preferably the density is 0.935~0.955g / cm 3, more preferably 0.935~0.945g / cm 3. The linear high-density polyethylene (a2) having a density in the above range has a high crystallization temperature and a high crystallization speed, and thus has excellent hot tack properties. If the density is less than the above range, the resulting film is excellent in low temperature shrinkage, but the core layer has a low crystallization temperature, and the seal strength may vary widely. There is a risk that the sex becomes small.
直鎖状高密度ポリエチレン(a2)は、示差走査熱量計(DSC)を用いた示差走査熱量分析における結晶化温度が108℃以上であることが好ましい。結晶化温度は110℃以上であることがより好ましく、112℃以上であることがさらに好ましい。 The linear high density polyethylene (a2) preferably has a crystallization temperature of 108 ° C. or higher in differential scanning calorimetry using a differential scanning calorimeter (DSC). The crystallization temperature is more preferably 110 ° C. or higher, and further preferably 112 ° C. or higher.
直鎖状高密度ポリエチレン(a2)のMFRは、特に制限するものではないが、製膜加工、延伸加工の安定性の観点から、MFRが0.1〜10g/10分であることが好ましい。MFRは0.3〜8g/10分であることがより好ましく、0.5〜5g/10分であることが特に好ましい。MFRが上記範囲より小さいと、押出時のモーター負荷が大きくなる等の問題点があり、MFRが上記範囲より大きいと、延伸安定性が低下する恐れがある。 The MFR of the linear high-density polyethylene (a2) is not particularly limited, but it is preferable that the MFR is 0.1 to 10 g / 10 min from the viewpoint of film forming processing and stretching process stability. The MFR is more preferably 0.3 to 8 g / 10 minutes, and particularly preferably 0.5 to 5 g / 10 minutes. If the MFR is smaller than the above range, there is a problem that the motor load at the time of extrusion becomes large. If the MFR is larger than the above range, the stretching stability may be lowered.
<高密度ポリエチレン(a3)>
高密度ポリエチレン(a3)は、単量体単位のエチレンを重合した重合体であり、分子鎖の枝分かれが少なく直鎖状に結合した重合体である。
<High-density polyethylene (a3)>
The high-density polyethylene (a3) is a polymer obtained by polymerizing ethylene as a monomer unit, and is a polymer bonded in a straight chain with few molecular chain branches.
高密度ポリエチレン(a3)は、密度が0.935〜0.965g/cm3である。密度は0.945〜0.965g/cm3であることが好ましく、0.955〜0.965g/cm3であることがより好ましい。密度が上記範囲の高密度ポリエチレン(a3)は、結晶化温度が高く、結晶化速度が速い為、ホットタック性に優れる。密度が上記範囲より小さいと、芯層の結晶化温度が低く、ホットタック性が悪くなる恐れがあり、密度が上記範囲より大きいと、低温収縮性が小さくなる恐れがある。 The high density polyethylene (a3) has a density of 0.935 to 0.965 g / cm 3 . Preferably the density is 0.945~0.965g / cm 3, more preferably 0.955~0.965g / cm 3. The high density polyethylene (a3) having a density in the above range has a high crystallization temperature and a high crystallization speed, and thus has excellent hot tack properties. If the density is smaller than the above range, the crystallization temperature of the core layer may be low, and the hot tack property may be deteriorated. If the density is larger than the above range, the low temperature shrinkability may be decreased.
高密度ポリエチレン(a3)は、示差走査熱量計(DSC)を用いた示差走査熱量分析における結晶化温度が110℃以上であることが好ましい。結晶化温度は112℃以上であることがより好ましく、115℃以上であることがさらに好ましい。 The high-density polyethylene (a3) preferably has a crystallization temperature of 110 ° C. or higher in differential scanning calorimetry using a differential scanning calorimeter (DSC). The crystallization temperature is more preferably 112 ° C. or higher, and further preferably 115 ° C. or higher.
高密度ポリエチレン(a3)のMFRは、特に制限するものではないが、製膜加工、延伸加工の安定性の観点から、MFRが0.1〜10g/10分であることが好ましい。MFRは0.3〜8g/10分であることがより好ましく、0.5〜5g/10分であることが特に好ましい。MFRが上記範囲より小さいと、押出時のモーター負荷が大きくなる等の問題点があり、MFRが上記範囲より大きいと、延伸安定性が低下する恐れがある。 The MFR of the high-density polyethylene (a3) is not particularly limited, but it is preferable that the MFR is 0.1 to 10 g / 10 minutes from the viewpoint of the stability of the film forming process and the stretching process. The MFR is more preferably 0.3 to 8 g / 10 minutes, and particularly preferably 0.5 to 5 g / 10 minutes. If the MFR is smaller than the above range, there is a problem that the motor load at the time of extrusion becomes large. If the MFR is larger than the above range, the stretching stability may be lowered.
ポリエチレン系樹脂組成物(A)に含まれる直鎖状低密度ポリエチレン(a1)と直鎖状高密度ポリエチレン(a2)及び/又は高密度ポリエチレン(a3)との密度差が0.010g/cm3以上であることが好ましい。密度差は0.015g/cm3以上であることがより好ましく、0.020g/cm3以上であることがさらに好ましく、0.035g/cm3以上であることが特に好ましい。密度差が上記範囲よりも小さいと、ポリエチレン系樹脂組成物(A)の結晶化温度が低く、結晶化速度が遅い為、シール強度のバラつきが大きくなり、シール強度が低下する恐れがある。 The density difference between the linear low density polyethylene (a1) and the linear high density polyethylene (a2) and / or the high density polyethylene (a3) contained in the polyethylene resin composition (A) is 0.010 g / cm 3. The above is preferable. More preferably a density difference is 0.015 g / cm 3 or more, still more preferably 0.020 g / cm 3 or more, and particularly preferably 0.035 g / cm 3 or more. When the density difference is smaller than the above range, the crystallization temperature of the polyethylene resin composition (A) is low and the crystallization speed is low, so that the seal strength varies greatly and the seal strength may be lowered.
ポリエチレン系樹脂組成物(A)における直鎖状低密度ポリエチレン(a1)と直鎖状高密度ポリエチレン(a2)及び/又は高密度ポリエチレン(a3)との配合割合は、60〜95重量%:40〜5重量%である。配合割合は65〜90重量%:35〜10重量%が好ましく、70〜85重量%:30〜15重量%がより好ましく、70〜83重量%:30〜17重量%が特に好ましい。直鎖状高密度ポリエチレン(a2)及び/又は高密度ポリエチレン(a3)の配合割合が上記範囲よりも少ないと、芯層の結晶化温度が低く、シール強度のバラつきが大きくなり、シール強度が低下する恐れがある。配合割合が上記範囲よりも多いと、延伸加工においてフィルムの切断、白化やネッキング等が起き、フィルムが安定して得られない恐れがある。 The blending ratio of the linear low density polyethylene (a1) to the linear high density polyethylene (a2) and / or the high density polyethylene (a3) in the polyethylene resin composition (A) is 60 to 95% by weight: 40 ~ 5% by weight. The blending ratio is preferably 65 to 90% by weight: 35 to 10% by weight, more preferably 70 to 85% by weight: 30 to 15% by weight, and particularly preferably 70 to 83% by weight: 30 to 17% by weight. When the blending ratio of the linear high-density polyethylene (a2) and / or the high-density polyethylene (a3) is less than the above range, the crystallization temperature of the core layer is low, the seal strength varies greatly, and the seal strength decreases. There is a fear. If the blending ratio is higher than the above range, the film may be cut, whitened, necked, etc. in the stretching process, and the film may not be stably obtained.
ポリエチレン系樹脂組成物(A)は、示差走査熱量計(DSC)を用いた示差走査熱量分析における結晶化温度が106℃以上であることが好ましい。ポリエチレン系樹脂組成物(A)の結晶化温度が106℃以上であれば、シール強度のバラつきが小さく、シール強度に優れたフィルムとすることができ、自動包装機等において、溶断シール後の被包装物を加熱収縮オーブン等に通過させた後に、溶断シール部にピンホール状のシール欠陥(穴)が発生することを抑制することができる。結晶化温度は108℃以上であることがより好ましく、109℃以上であることがさらに好ましく、110℃以上であることが特に好ましい。結晶化温度の上限は特に制限するものではないが、直鎖状高密度ポリエチレン(a2)はその結晶化温度が114℃程度、高密度ポリエチレン(a3)はその結晶化温度が117℃程度のものまで入手可能であり、これが本発明におけるポリエチレン系樹脂組成物(A)の結晶化温度の現時点での上限となる。なお、ポリエチレン系樹脂組成物(A)の結晶化温度は、ポリエチレン系樹脂組成物(A)に含まれる各成分が溶融状態で混練された工程を得たペレットやフィルム等から測定すれば良く、例えば、東洋精機製作所製のラボプラストミルを用い、各成分を加工温度200℃、回転数60rpmの条件で混練したサンプルから測定した値とすれば良い。 The polyethylene resin composition (A) preferably has a crystallization temperature of 106 ° C. or higher in differential scanning calorimetry using a differential scanning calorimeter (DSC). If the crystallization temperature of the polyethylene-based resin composition (A) is 106 ° C. or higher, it is possible to obtain a film having a small variation in seal strength and excellent in seal strength. After the package is passed through a heat shrink oven or the like, it is possible to suppress the occurrence of pinhole-like seal defects (holes) in the fusing seal part. The crystallization temperature is more preferably 108 ° C. or higher, further preferably 109 ° C. or higher, and particularly preferably 110 ° C. or higher. The upper limit of the crystallization temperature is not particularly limited, but linear high-density polyethylene (a2) has a crystallization temperature of about 114 ° C., and high-density polyethylene (a3) has a crystallization temperature of about 117 ° C. This is the upper limit at the present time of the crystallization temperature of the polyethylene resin composition (A) in the present invention. In addition, the crystallization temperature of the polyethylene resin composition (A) may be measured from a pellet or a film obtained by kneading each component contained in the polyethylene resin composition (A) in a molten state, For example, a value measured from a sample obtained by kneading each component under the conditions of a processing temperature of 200 ° C. and a rotation speed of 60 rpm using a lab plast mill manufactured by Toyo Seiki Seisakusho may be used.
ポリエチレン系樹脂組成物(A)は、直鎖状低密度ポリエチレン(a1)、直鎖状高密度ポリエチレン(a2)、高密度ポリエチレン(a3)以外に他の熱可塑性樹脂を配合しても良い。他の熱可塑性樹脂としては、例えば、低密度ポリエチレン、中密度ポリエチレン、ポリプロピレン、エチレン−プロピレン共重合体、エチレン又はプロピレンと他のαオレフィンとの共重合体等が挙げられ、これらの中から選ばれる1種、或いは2種以上を組み合わせて用いることができる。ポリエチレン系樹脂組成物(A)が他の熱可塑性樹脂を含む場合、他の熱可塑性樹脂の配合量は、直鎖状低密度ポリエチレン(a1)と直鎖状高密度ポリエチレン(a2)及び/又は高密度ポリエチレン(a3)との合計量(100重量部)に対して、0.1〜30重量部であることが好ましく、0.5〜20重量部であることがより好ましく、0.5〜10重量部であることがさらに好ましい。 The polyethylene resin composition (A) may contain other thermoplastic resins in addition to the linear low density polyethylene (a1), the linear high density polyethylene (a2), and the high density polyethylene (a3). Examples of other thermoplastic resins include low density polyethylene, medium density polyethylene, polypropylene, ethylene-propylene copolymer, and copolymers of ethylene or propylene and other α-olefins. Can be used alone or in combination of two or more. When the polyethylene-based resin composition (A) contains another thermoplastic resin, the blending amount of the other thermoplastic resin is linear low density polyethylene (a1) and linear high density polyethylene (a2) and / or The total amount (100 parts by weight) with the high-density polyethylene (a3) is preferably 0.1 to 30 parts by weight, more preferably 0.5 to 20 parts by weight, More preferably, it is 10 parts by weight.
[表面層]
表面層はポリプロピレン系樹脂組成物(B)から形成されるものであり、主として熱収縮性積層フィルムの耐熱性、製膜加工・延伸加工の安定性等に寄与する層である。
[Surface layer]
The surface layer is formed from the polypropylene-based resin composition (B), and is a layer mainly contributing to the heat resistance of the heat-shrinkable laminated film, the stability of film formation / stretching, and the like.
<ポリプロピレン系樹脂組成物(B)>
ポリプロピレン系樹脂組成物(B)は、ポリプロピレン系樹脂(b)を主成分として含むものである。なお、本発明において、「主成分とする」とは、樹脂組成物を構成する樹脂成分のうち、構成比率が50重量%以上であることを意味するものであり、好ましくは60重量%以上であり、より好ましくは80重量%以上であり、さらに好ましくは90重量%以上であり、特に好ましくは95重量%以上である。
<Polypropylene resin composition (B)>
The polypropylene resin composition (B) contains the polypropylene resin (b) as a main component. In the present invention, “main component” means that the constituent ratio of the resin component constituting the resin composition is 50% by weight or more, preferably 60% by weight or more. More preferably 80% by weight or more, still more preferably 90% by weight or more, and particularly preferably 95% by weight or more.
<ポリプロピレン系樹脂(b)>
ポリプロピレン系樹脂(b)は、ホモポリプロピレン、又はプロピレンに基づく単量体単位とα−オレフィンに基づく単量体単位とが共重合された共重合体であり、プロピレンに基づく単量体単位の含有量がポリプロピレン系樹脂(b)の全重量(100重量%)に対して50重量%以上のプロピレン−αオレフィン共重合体である。またプロピレン−αオレフィン共重合体は、その単量体の配列によりブロック共重合体、ランダム共重合体、ランダムブロック共重合体に分けられるが、本発明においてはこのいずれであっても構わない。プロピレンと共重合するα−オレフィンとしては、エチレン、1−ブテン、1−ペンテン、4−メチル−1−ペンテン、1−ヘキセン、1−オクテンなどを例示することができるが、エチレンが製膜加工・延伸加工の安定性の観点から望ましい。
<Polypropylene resin (b)>
The polypropylene resin (b) is a homopolypropylene or a copolymer obtained by copolymerization of a monomer unit based on propylene and a monomer unit based on α-olefin, and contains a monomer unit based on propylene The amount of the propylene-α-olefin copolymer is 50% by weight or more based on the total weight (100% by weight) of the polypropylene resin (b). The propylene-α-olefin copolymer is classified into a block copolymer, a random copolymer, and a random block copolymer depending on the arrangement of the monomers, and any of these may be used in the present invention. Examples of the α-olefin copolymerized with propylene include ethylene, 1-butene, 1-pentene, 4-methyl-1-pentene, 1-hexene, 1-octene, and the like. -Desirable from the viewpoint of stability of stretching.
ポリプロピレン系樹脂(b)は、プロピレン−エチレンランダム共重合体(b1)であることが好ましく、プロピレン−エチレンランダム共重合体(b1)を主成分として含むポリプロピレン系樹脂組成物(B)を表層に用いた熱収縮性積層フィルムは、製膜加工・延伸加工の安定性に優れる。プロピレン−エチレンランダム共重合体(b1)は、エチレン含有量が2〜10重量%であることが好ましく、エチレン含有量は3〜7重量%であることがより好ましく、4〜6重量%であることがさらに好ましい。エチレン含有量が上記範囲より小さいと、収縮率が足りず、所望の収縮率とした熱収縮性積層フィルムが得られない恐れがあり、エチレン含有量が上記範囲より大きいと、被包装物を熱収縮性積層フィルムで被覆し、熱収縮させた際にタイトな包装仕上がりが得られない恐れがある。 The polypropylene resin (b) is preferably a propylene-ethylene random copolymer (b1), and a polypropylene resin composition (B) containing the propylene-ethylene random copolymer (b1) as a main component is used as a surface layer. The heat-shrinkable laminated film used is excellent in film forming / stretching stability. The propylene-ethylene random copolymer (b1) preferably has an ethylene content of 2 to 10% by weight, more preferably 3 to 7% by weight, and 4 to 6% by weight. More preferably. If the ethylene content is smaller than the above range, the shrinkage rate may be insufficient, and a heat-shrinkable laminated film having a desired shrinkage rate may not be obtained. When covered with a shrinkable laminated film and thermally shrunk, there is a possibility that a tight packaging finish cannot be obtained.
ポリプロピレン系樹脂(b)のMFRは、特に制限するものではないが、製膜加工、延伸加工の安定性の観点から、MFRが0.1〜10g/10分であることが好ましい。MFRは0.3〜8g/10分であることがより好ましく、0.5〜5g/10分であることが特に好ましい。MFRが上記範囲より小さいと、押出時のモーター負荷が大きくなる等の問題点があり、MFRが上記範囲より大きいと、延伸安定性が低下する恐れがある。 The MFR of the polypropylene-based resin (b) is not particularly limited, but the MFR is preferably 0.1 to 10 g / 10 minutes from the viewpoint of the stability of film formation and stretching. The MFR is more preferably 0.3 to 8 g / 10 minutes, and particularly preferably 0.5 to 5 g / 10 minutes. If the MFR is smaller than the above range, there is a problem that the motor load at the time of extrusion becomes large. If the MFR is larger than the above range, the stretching stability may be lowered.
ポリプロピレン系樹脂(b)は、示差走査熱量計(DSC)を用いた示差走査熱量分析における結晶化温度が90〜106℃であることが好ましい。結晶化温度は95〜104℃であることがより好ましく、97〜102℃であることがさらに好ましい。 The polypropylene resin (b) preferably has a crystallization temperature of 90 to 106 ° C. in differential scanning calorimetry using a differential scanning calorimeter (DSC). The crystallization temperature is more preferably 95 to 104 ° C, further preferably 97 to 102 ° C.
ポリプロピレン系樹脂組成物(B)は、示差走査熱量計(DSC)を用いた示差走査熱量分析における結晶化温度が106℃未満である。結晶化温度は105℃未満であることが好ましく、104℃未満であることがより好ましく、102℃未満であることが特に好ましい。理由は定かではないが、ポリプロピレン系樹脂組成物(B)の結晶化温度が106℃以上であると、溶断シール部にピンホール状のシール欠陥が発生しやすくなる恐れがある。結晶化温度の下限は特に制限するものではないが、ポリプロピレン系樹脂(b)はその結晶化温度が90℃程度のものが入手可能であり、これが本発明におけるポリプロピレン系樹脂組成物(B)の結晶化温度の現時点での下限となる。なお、ポリプロピレン系樹脂組成物(B)の結晶化温度は、上述した方法で測定すれば良い。 Polypropylene resin composition (B) has a crystallization temperature of less than 106 ° C. in differential scanning calorimetry using a differential scanning calorimeter (DSC). The crystallization temperature is preferably less than 105 ° C, more preferably less than 104 ° C, and particularly preferably less than 102 ° C. The reason is not clear, but if the crystallization temperature of the polypropylene resin composition (B) is 106 ° C. or higher, pinhole-shaped seal defects may easily occur in the fusing seal portion. The lower limit of the crystallization temperature is not particularly limited, but the polypropylene resin (b) having a crystallization temperature of about 90 ° C. is available, and this is the polypropylene resin composition (B) in the present invention. This is the current lower limit of the crystallization temperature. In addition, what is necessary is just to measure the crystallization temperature of a polypropylene resin composition (B) by the method mentioned above.
ポリプロピレン系樹脂組成物(B)は、組成物中に含まれる造核剤の配合量が2500ppm未満であることが好ましい。理由は定かではないが、ポリプロピレン系樹脂組成物(B)に含まれる造核剤の配合量が2500ppmを超えると、溶断シール部にピンホール状のシール欠陥が発生しやすくなる恐れがある。ポリプロピレン系樹脂組成物(B)に含まれる造核剤は2000ppm未満であることがより好ましい。造核剤の種類は、特に制限するものではなく、従来公知のものを使用することができ、例えば、安息香酸類の金属塩、芳香族リン酸エステル金属塩、芳香族リン酸エステル金属塩とアルカリ金属塩との混合物、ジベンジリンデンソルビトール類、アミノ酸金属塩、ロジン酸金属塩などの有機系造核剤、タルク、クレイ、炭酸カルシウムなどの無機系造核剤が挙げられる。 In the polypropylene resin composition (B), the amount of the nucleating agent contained in the composition is preferably less than 2500 ppm. The reason is not clear, but if the blending amount of the nucleating agent contained in the polypropylene resin composition (B) exceeds 2500 ppm, pinhole-like seal defects may easily occur in the fusing seal part. The nucleating agent contained in the polypropylene resin composition (B) is more preferably less than 2000 ppm. The type of the nucleating agent is not particularly limited, and conventionally known nucleating agents can be used. For example, benzoic acid metal salts, aromatic phosphate metal salts, aromatic phosphate metal salts and alkalis can be used. Examples include mixtures with metal salts, organic nucleating agents such as dibenzylindene sorbitols, amino acid metal salts, and rosin acid metal salts, and inorganic nucleating agents such as talc, clay, and calcium carbonate.
ポリプロピレン系樹脂組成物(B)は、ポリプロピレン系樹脂(b)以外に他の熱可塑性樹脂を配合しても良い。他の熱可塑性樹脂としては、例えば、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、エチレン−プロピレン共重合体、エチレン又はプロピレンと他のαオレフィンとの共重合体等が挙げられ、これらの中から選ばれる1種、或いは2種以上を組み合わせて用いることができる。 The polypropylene resin composition (B) may be blended with other thermoplastic resins in addition to the polypropylene resin (b). Examples of other thermoplastic resins include low density polyethylene, medium density polyethylene, high density polyethylene, ethylene-propylene copolymer, and copolymers of ethylene or propylene and other α-olefins. Can be used alone or in combination of two or more.
熱収縮性積層フィルムは、熱収縮性積層フィルム全体(100重量%)に含まれるポリエチレン系樹脂を50重量%超とすることが好ましい。熱収縮性積層フィルム全体に含まれるポリエチレン系樹脂を50重量%超とすることにより、低温収縮性、耐熱性、機械的強度、透明性に優れるとともに、結晶化温度が高く、結晶化速度が速い熱収縮性積層フィルムとすることができ、延いては溶断シール部のシール強度のバラつきが小さく、シール強度に優れる熱収縮性積層フィルムとすることができる。また、被包装物を熱収縮性積層フィルムで被覆し、接合部を溶断シールして加熱収縮オーブン等で熱収縮させると、溶断シール部の端部に略円錐状の膨らみ(ツノ)が発生するが、このツノが硬いと消費者等がケガをする恐れがある為、このツノは小さく、又柔らかいことが求められる。ポリエチレン系樹脂を50重量%を超えて含む熱収縮性積層フィルムであれば、溶断シール部の端部に発生するツノを小さく、又柔らかくすることができる。 The heat-shrinkable laminated film preferably contains more than 50% by weight of the polyethylene resin contained in the entire heat-shrinkable laminated film (100% by weight). By making the polyethylene resin contained in the entire heat-shrinkable laminated film more than 50% by weight, it has excellent low-temperature shrinkage, heat resistance, mechanical strength and transparency, high crystallization temperature, and high crystallization speed. It can be set as a heat-shrinkable laminated film, and by extension, the heat-shrinkable laminated film can be made into a seal-strength laminated film having a small variation in the sealing strength of the fusing seal part and excellent in the sealing strength. In addition, when a package is covered with a heat-shrinkable laminated film, the joint is melt-sealed and heat-shrinked with a heat shrink oven or the like, a substantially conical bulge is generated at the end of the melt-sealed seal. However, if the horn is hard, consumers may be injured. Therefore, the horn is required to be small and soft. If it is a heat-shrinkable laminated film containing more than 50% by weight of a polyethylene resin, the horn generated at the end of the fusing seal part can be made small and soft.
熱収縮性積層フィルムの厚みは、特に制限するものではないが、機械的強度や作業性等の観点から、5〜50μmであることが好ましく、7〜30μmであることがより好ましい。 The thickness of the heat-shrinkable laminated film is not particularly limited, but is preferably 5 to 50 μm and more preferably 7 to 30 μm from the viewpoints of mechanical strength and workability.
熱収縮性積層フィルムの各層の厚み比は、特に制限するものではないが、例えば、芯層の厚さをta、両表面層の厚さをそれぞれtb1、tb2としたとき、tb1+tb2≦ta≦2(tb1+tb2)であることが好ましい。芯層の厚さを両表面層の厚さ以上とすることにより、結晶化温度が高く、結晶化速度が速い熱収縮性積層フィルムとすることができ、延いては溶断シール部のシール強度のバラつきが小さく、シール強度に優れる熱収縮性積層フィルムとすることができる。なお、芯層に積層一体化されている両表面層の厚みは、同じであることが好ましいが、必ずしも同一でなくても良い。 The thickness ratio of each layer of the heat-shrinkable laminated film is not particularly limited. For example, when the thickness of the core layer is ta and the thicknesses of both surface layers are tb 1 and tb 2 , respectively, tb 1 + tb It is preferable that 2 ≦ ta ≦ 2 (tb 1 + tb 2 ). By setting the thickness of the core layer to be equal to or greater than the thickness of both surface layers, a heat shrinkable laminated film having a high crystallization temperature and a high crystallization speed can be obtained. A heat-shrinkable laminated film having small variations and excellent sealing strength can be obtained. Note that the thicknesses of both surface layers laminated and integrated with the core layer are preferably the same, but not necessarily the same.
本発明の熱収縮性積層フィルムを構成する各層には、本発明の目的を損なわない範囲において、通常熱可塑性樹脂に使用する公知の酸化防止剤、滑剤、アンチブロッキング剤、造核剤、防曇剤、帯電防止剤、可塑剤、光安定剤、紫外線吸収剤、充填剤、着色剤などの添加剤を配合することができる。 In each layer constituting the heat-shrinkable laminated film of the present invention, known antioxidants, lubricants, anti-blocking agents, nucleating agents, anti-fogging agents, which are usually used for thermoplastic resins, as long as the object of the present invention is not impaired. Additives such as an agent, an antistatic agent, a plasticizer, a light stabilizer, an ultraviolet absorber, a filler, and a colorant can be blended.
[熱収縮性積層フィルム(実施形態2)]
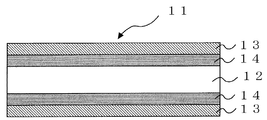
図2は、本発明の実施形態2に係る熱収縮性積層フィルムの拡大断面図である。本発明の熱収縮性積層フィルムは上述したように芯層の両面に表面層がそれぞれ積層一体化されて成るものであるが、層間接着強度や再生還元等を考慮して芯層と表面層との間に中間層を設けても良い。具体的には図2に示すように、熱収縮性積層フィルム11は、第1表面層13/第1中間層14/芯層12/第2中間層14/第2表面層13の順に積層された多層構成である。なお、本発明の目的を達成しうる範囲で各層の間に他の層を設けることも可能である。
[Heat-shrinkable laminated film (Embodiment 2)]
FIG. 2 is an enlarged cross-sectional view of a heat-shrinkable laminated film according to
[中間層]
中間層は、生産時に生じる不適合品等を溶融して再生還元したものであり、中間層には芯層を形成するポリエチレン系樹脂組成物(A)及び表面層を形成するポリプロピレン系樹脂組成物(B)が含まれるが、中間層にはポリエチレン系樹脂組成物(A)が50重量%を超えて含まれることが好ましい。
[Middle layer]
The intermediate layer is obtained by melting and regenerating a nonconforming product generated during production, and the intermediate layer includes a polyethylene-based resin composition (A) that forms a core layer and a polypropylene-based resin composition that forms a surface layer ( B) is included, but the intermediate layer preferably contains more than 50% by weight of the polyethylene resin composition (A).
中間層の厚さは、生産時に生じる不適合品等の量を考慮して決めればよく、特に制限するものではないが、例えば、全層の厚さをt、第1中間層の厚さをtc1、第2中間層の厚さをtc2としたとき、0.2t≦(tc1+tc2)≦0.4tであることが好ましい。なお、中間層の厚みは、それぞれ同じであることが好ましいが、必ずしも同一でなくても良い。 The thickness of the intermediate layer may be determined in consideration of the amount of nonconforming product or the like generated during production, and is not particularly limited. For example, the thickness of the entire intermediate layer is t, and the thickness of the first intermediate layer is tc. 1 , where tc 2 is the thickness of the second intermediate layer, 0.2t ≦ (tc 1 + tc 2 ) ≦ 0.4 t is preferable. In addition, although it is preferable that the thickness of an intermediate | middle layer is respectively the same, it does not necessarily need to be the same.
[熱収縮性積層フィルムの製造方法]
本発明の熱収縮性積層フィルムの製造方法は、従来公知の方法を採用することができ、特に制限するものではないが、例えば上述した両表面層を形成するためのポリプロピレン系樹脂組成物(B)と、芯層を形成するためのポリエチレン系樹脂組成物(A)と、必要に応じて中間層を形成するための再生還元樹脂とを、別々の押出機の供給し、1つのダイスから押出すインフレーション共押出法やTダイ共押出法等により未延伸の多層フィルムを製膜し、次工程で延伸する方法が挙げられる。未延伸の多層フィルムの厚みは、特に制限するものではないが、例えば、200〜500μmである。
[Method for producing heat-shrinkable laminated film]
The production method of the heat-shrinkable laminated film of the present invention can employ a conventionally known method, and is not particularly limited. For example, the polypropylene resin composition (B ), A polyethylene-based resin composition (A) for forming the core layer, and a regenerated reducing resin for forming the intermediate layer as necessary are supplied from separate extruders and pressed from one die. Examples thereof include a method in which an unstretched multilayer film is formed by an inflation coextrusion method, a T-die coextrusion method, or the like, and is stretched in the next step. The thickness of the unstretched multilayer film is not particularly limited, but is, for example, 200 to 500 μm.
また上記共押出法にて製膜された未延伸多層フィルムは、延伸処理を施すことにより、熱収縮性を有するフィルムとすることができる。延伸方法としては、従来公知の方法を採用することができ、特に制限するものではないが、例えばテンター式二軸延伸成型法、チューブラー式二軸延伸成型法等の方法が挙げられる。未延伸多層フィルムの延伸条件は、要求される性能等にあわせて適宜決定すれば良く、特に制限するものではないが、例えば延伸速度10〜100m/分、延伸温度90〜130℃の条件にて、多層フィルムを縦横各2〜10倍に延伸すれば良い。 Moreover, the unstretched multilayer film formed by the said coextrusion method can be made into the film which has heat shrinkability by performing a extending | stretching process. As the stretching method, a conventionally known method can be adopted and is not particularly limited, and examples thereof include a tenter type biaxial stretch molding method and a tubular type biaxial stretch molding method. The stretching conditions of the unstretched multilayer film may be appropriately determined according to the required performance and the like, and are not particularly limited. For example, the stretching speed is 10 to 100 m / min and the stretching temperature is 90 to 130 ° C. The multilayer film may be stretched 2 to 10 times in length and width.
以下、本発明の包装フィルムについて、実施例に基づき説明する。なお、各熱収縮性積層フィルムにおいて行った測定・評価方法は以下の通りである。 Hereinafter, the packaging film of this invention is demonstrated based on an Example. In addition, the measurement / evaluation method performed in each heat-shrinkable laminated film is as follows.
(1)結晶化温度
明細書の本文中に記載した方法により測定した。
(2)引張強度、引張伸び、引張弾性率
ASTM D 882に準拠し、引張速度5mm/min、初期つかみ具間隔50mmで測定した。
(3)引裂荷重
ASTM D 1922に準拠して測定した。
(4)ヘイズ
日本電色工業株式会社製「NDH2000」にて、JIS−K7105に準拠して測定した。尚、光源はD65を用いた。
(5)熱収縮率
JIS Z1709−1995に準拠して測定した。なお、熱溶媒はグリセリン、浸漬時間は10秒として、90℃、100℃、110℃、120℃における熱収縮率を測定した。
(6)溶断シール部のシール欠陥評価
L型半折自動包装機(ハナガタ社製 標品名「HP−10」、溶断刃:先端の鋭利な金属刃、刃受け:テフロンシート)を用いて直方体の包装箱(幅200mm×奥行120mm×高さ30mm)20個をフィルムによって連続的に被覆して溶断シール(溶断刃温度:190℃、シール時間:1秒)し、次いで加熱収縮オーブン(オーブン温度:160℃、通過時間:6秒)に通して熱収縮包装した後、各包装体における溶断シール部のシール欠陥の発生状況を、目視により確認した。評価基準は以下の通りである。
<評価基準>
シール部に異常がないものを5点、シール部にピンホール等のシール欠陥が発生したものを1点、シール部が全幅に亘って裂けたものを0点とし、各包装体の点数の合計点で評価。
◎:70点を超え、100点以下
○:50点を超え、70点以下
△:30点を超え、50点以下
×:10点を超え、30点以下
××:10点以下
(1) Crystallization temperature It measured by the method described in the text of the specification.
(2) Tensile strength, tensile elongation, tensile modulus According to ASTM D882, the tensile speed was 5 mm / min and the initial gripping interval was 50 mm.
(3) Tear load Measured according to ASTM D 1922.
(4) Haze The haze was measured with “NDH2000” manufactured by Nippon Denshoku Industries Co., Ltd. according to JIS-K7105. Note that D65 was used as the light source.
(5) Thermal contraction rate It measured based on JISZ1709-1995. The thermal shrinkage at 90 ° C., 100 ° C., 110 ° C., and 120 ° C. was measured with a thermal solvent of glycerin and an immersion time of 10 seconds.
(6) Evaluation of seal defects in the fusing seal part Using an L-shaped half-fold automatic packaging machine (Hanagata Co., Ltd., product name “HP-10”, fusing blade: sharp metal blade at the tip, blade holder: Teflon sheet) Twenty packaging boxes (width 200 mm × depth 120 mm × height 30 mm) are continuously covered with a film and fused and sealed (melting blade temperature: 190 ° C., sealing time: 1 second), and then heat shrink oven (oven temperature: oven temperature: 160 ° C., passage time: 6 seconds), and heat shrink-wrapped, and the occurrence of seal defects in the fusing seal portion in each package was visually confirmed. The evaluation criteria are as follows.
<Evaluation criteria>
The total number of points for each package, with 5 points indicating no abnormalities in the seal part, 1 point where a seal defect such as a pinhole has occurred in the seal part, and 0 point when the seal part is torn across the entire width Evaluation in terms of points.
◎: Over 70 points, 100 points or less ○: Over 50 points, 70 points or less △: Over 30 points, 50 points or less ×: Over 10 points, 30 points or less XX: 10 points or less
各実施例、比較例で使用した原料は以下の通りである。
<直鎖状低密度ポリエチレン>
・LLDPE(1)[密度:0.916g/cm3、結晶化温度:102.2℃]
・LLDPE(2)[密度:0.912g/cm3、結晶化温度:93.3℃]
<直鎖状高密度ポリエチレン>
・LHDPE[密度:0.940g/cm3、結晶化温度:113.6℃]
<高密度ポリエチレン>
・HDPE[密度0.957g/cm3、結晶化温度:116.7℃]
<ポリプロピレン系樹脂>
・r−PP[プロピレン−エチレンランダム共重合体、MFR:2.3g/10min、エチレン含有量:4.2〜5.0%、結晶化温度:101.7℃]
尚、密度はJIS−K7112に準拠して測定された値であり、MFRはJIS−K7210に準拠して測定された値である。
The raw materials used in each example and comparative example are as follows.
<Linear low density polyethylene>
LLDPE (1) [Density: 0.916 g / cm 3 , Crystallization temperature: 102.2 ° C.]
LLDPE (2) [density: 0.912 g / cm 3 , crystallization temperature: 93.3 ° C.]
<Linear high density polyethylene>
LHDPE [density: 0.940 g / cm 3 , crystallization temperature: 113.6 ° C.]
<High density polyethylene>
HDPE [density 0.957 g / cm 3 , crystallization temperature: 116.7 ° C.]
<Polypropylene resin>
R-PP [propylene-ethylene random copolymer, MFR: 2.3 g / 10 min, ethylene content: 4.2 to 5.0%, crystallization temperature: 101.7 ° C.]
The density is a value measured according to JIS-K7112, and the MFR is a value measured according to JIS-K7210.
[実施例1乃至5、比較例1乃至4]
表1に示す樹脂組成物を用いて、インフレーション共押出法にて、第1表面層/第1中間層/芯層/第2中間層/第2表面層の未延伸フィルムを製膜し、次いで、チューブラー延伸法によって同時二軸延伸(縦4.3倍、横4.5倍)を行い、厚み13.5μmのフィルムを得た。得られたフィルムの評価結果を表1に示す。なお、第1表面層と第2表面層の厚み、第1中間層と第2中間層の厚みはそれぞれ同じである。
[Examples 1 to 5, Comparative Examples 1 to 4]
Using the resin composition shown in Table 1, an unstretched film of the first surface layer / first intermediate layer / core layer / second intermediate layer / second surface layer was formed by inflation coextrusion, Then, simultaneous biaxial stretching (length 4.3 times, width 4.5 times) was performed by a tubular stretching method to obtain a film having a thickness of 13.5 μm. The evaluation results of the obtained film are shown in Table 1. The thicknesses of the first surface layer and the second surface layer and the thicknesses of the first intermediate layer and the second intermediate layer are the same.
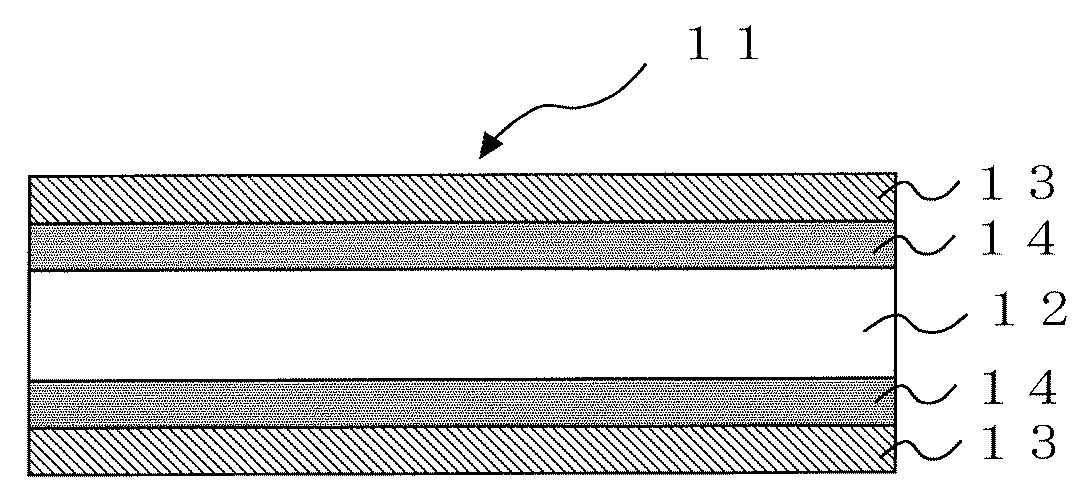
表1に示すように、芯層に主成分として含まれる密度が0.915〜0.930g/cm3の直鎖状低密度ポリエチレンへ、密度が0.935〜0.965g/cm3の直鎖状高密度ポリエチレンを配合した実施例1乃至3の熱収縮性積層フィルムは、低温収縮性、機械的強度、透明性に優れるとともに、芯層の結晶化温度が106℃を超える為、L型半折自動包装機による溶断シールにおいて、溶断シール部に発生するピンホール状のシール欠陥を効果的に抑制する結果を示した。また、芯層に主成分として含まれる密度が0.915〜0.930g/cm3の直鎖状低密度ポリエチレンへ、密度が0.935〜0.965g/cm3の高密度ポリエチレンを配合した実施例4及び5の熱収縮性積層フィルムは、低温収縮性、機械的強度、透明性に優れるとともに、芯層の結晶化温度が106℃を超える為、L型半折自動包装機による溶断シールにおいて、溶断シール部に発生するピンホール状のシール欠陥を効果的に抑制する結果を示した。 As shown in Table 1, linear density of 0.935 to 0.965 g / cm 3 is added to linear low density polyethylene having a density of 0.915 to 0.930 g / cm 3 contained as a main component in the core layer. The heat-shrinkable laminated films of Examples 1 to 3 blended with chain high-density polyethylene are excellent in low-temperature shrinkage, mechanical strength, and transparency, and the crystallization temperature of the core layer exceeds 106 ° C. In the fusing seal by the half-fold automatic packaging machine, the result of effectively suppressing the pinhole-like seal defect generated in the fusing seal part was shown. Further, a high density polyethylene having a density of 0.935 to 0.965 g / cm 3 was blended with a linear low density polyethylene having a density of 0.915 to 0.930 g / cm 3 contained as a main component in the core layer. The heat-shrinkable laminated films of Examples 4 and 5 are excellent in low-temperature shrinkage, mechanical strength, and transparency, and the crystallization temperature of the core layer exceeds 106 ° C. The results of effectively suppressing pinhole-like seal defects occurring in the fusing seal part are shown.
一方、表1に示すように、芯層に主成分として含まれる密度が0.915〜0.930g/cm3の直鎖状低密度ポリエチレンへ、密度が0.935〜0.965g/cm3の直鎖状高密度ポリエチレン或いは高密度ポリエチレンを配合しなかった比較例1及び2の熱収縮性積層フィルムは、低温収縮性、機械的強度、透明性は実施例1乃至5と同程度であるものの、芯層の結晶化温度が106℃未満であるため、L型半折自動包装による溶断シールにおいて、殆んど全てのサンプルの溶断シール部にピンホール状のシール欠陥が発生する結果を示した。また表面層の結晶化温度を高める為、表面層に主成分として含まれるポリプロピレン系樹脂へ造核剤を配合した比較例3の熱収縮性フィルムは、低温収縮性、機械的強度、透明性は実施例1乃至5と同程度であるものの、芯層の結晶化温度が106℃未満であり、表面層の結晶化温度が106℃を超える為、L型半折自動包装による溶断シールにおいて、全てのサンプルの溶断シール部が全幅に亘って裂ける結果を示した。 On the other hand, as shown in Table 1, the density contained as a main component in the core layer to the linear low density polyethylene 0.915~0.930g / cm 3, density of 0.935~0.965g / cm 3 The heat-shrinkable laminated films of Comparative Examples 1 and 2 in which no linear high-density polyethylene or high-density polyethylene was blended had the same low-temperature shrinkage, mechanical strength, and transparency as those of Examples 1 to 5. However, since the crystallization temperature of the core layer is less than 106 ° C, in the fusing seal by L-shaped half-fold automatic packaging, the result that pinhole-like seal defects occur in the fusing seal part of almost all samples is shown. It was. Moreover, in order to raise the crystallization temperature of a surface layer, the heat-shrinkable film of the comparative example 3 which mix | blended the nucleating agent with the polypropylene resin contained as a main component in a surface layer is low temperature shrinkability, mechanical strength, and transparency. Although the same as in Examples 1 to 5, the crystallization temperature of the core layer is less than 106 ° C., and the crystallization temperature of the surface layer exceeds 106 ° C. The result of the melt-sealed seal portion of this sample was shown to tear across the entire width.
さらに、表1に示すように、芯層に主成分として含まれる密度が0.915〜0.930g/cm3の直鎖状低密度ポリエチレンへ、密度が0.935〜0.965g/cm3の高密度ポリエチレンを配合し、表面層に主成分として含まれるポリプロピレン系樹脂へ造核剤を配合した比較例4の熱収縮性フィルムは、低温収縮性、機械的強度、透明性は実施例1乃至5と同程度であるものの、表面層の結晶化温度が106℃を超える為、L型半折自動包装による溶断シールにおいて、全てのサンプルの溶断シール部にピンホール状のシール欠陥が発生するか、全幅に亘って裂けが発生する結果を示した。 Furthermore, as shown in Table 1, the density contained as a main component in the core layer to the linear low density polyethylene 0.915~0.930g / cm 3, density of 0.935~0.965g / cm 3 The heat-shrinkable film of Comparative Example 4 in which a high-density polyethylene was blended and a nucleating agent was blended into a polypropylene resin contained as a main component in the surface layer was the same as in Example 1 in terms of low-temperature shrinkage, mechanical strength, and transparency. However, since the crystallization temperature of the surface layer exceeds 106 ° C., pinhole-like seal defects are generated in the fusing seal portions of all samples in the L-type half-fold automatic packaging fusing seal. Or the result that tearing occurred over the entire width was shown.
1、11:熱収縮性積層フィルム
2、12:芯層
3、13:表面層
14:中間層
1, 11: Heat-shrinkable
Claims (7)
前記芯層が密度0.915〜0.930g/cm3の直鎖状低密度ポリエチレン(a−1)60〜95重量%と、密度0.935〜0.965g/cm3の直鎖状高密度ポリエチレン(a−2)及び/又は高密度ポリエチレン(a−3)5〜40重量%とからなるポリエチレン系樹脂組成物(A)からなり、
前記表面層がポリプロピレン系樹脂(b)を主成分として含むポリプロピレン系樹脂組成物(B)からなり、
前記ポリプロピレン系樹脂組成物(B)は示差走査熱量計(DSC)を用いた示差走査熱量分析における結晶化温度が106℃未満であることを特徴とする熱収縮性積層フィルム。 The surface layer is laminated on both sides of the core layer,
The core layer is a density 0.915~0.930g / cm 3 linear low-density polyethylene (a-1) 60~95% by weight, a density of 0.935~0.965g / cm 3 linear high A polyethylene resin composition (A) comprising 5 to 40% by weight of density polyethylene (a-2) and / or high density polyethylene (a-3),
The surface layer is made of a polypropylene resin composition (B) containing a polypropylene resin (b) as a main component,
The polypropylene resin composition (B) has a crystallization temperature of less than 106 ° C. in a differential scanning calorimetry using a differential scanning calorimeter (DSC).
The heat-shrinkable laminated film according to any one of claims 1 to 6, wherein the heat-shrinkable laminated film is used in a half-fold automatic packaging machine.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018025906A JP7018781B2 (en) | 2018-02-16 | 2018-02-16 | Heat shrinkable laminated film |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018025906A JP7018781B2 (en) | 2018-02-16 | 2018-02-16 | Heat shrinkable laminated film |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019142018A true JP2019142018A (en) | 2019-08-29 |
| JP7018781B2 JP7018781B2 (en) | 2022-02-14 |
Family
ID=67770788
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018025906A Active JP7018781B2 (en) | 2018-02-16 | 2018-02-16 | Heat shrinkable laminated film |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7018781B2 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021025039A1 (en) * | 2019-08-07 | 2021-02-11 | 大倉工業株式会社 | Packaging laminate film and heat-shrinkable laminate film |
| WO2022138622A1 (en) * | 2020-12-23 | 2022-06-30 | 三井化学東セロ株式会社 | Multilayer film |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01270535A (en) * | 1988-04-20 | 1989-10-27 | Fuji Photo Film Co Ltd | Packaging material for photosensitive substance |
| JP2005170011A (en) * | 2003-12-15 | 2005-06-30 | Sekisui Film Kk | Polyolefin resin-based heat-shrinkable film |
| JP2012035466A (en) * | 2010-08-05 | 2012-02-23 | Sekisui Film Kk | Multilayer polyolefin-based heat shrinkable film |
| JP2016007792A (en) * | 2014-06-25 | 2016-01-18 | 藤森工業株式会社 | Laminate |
-
2018
- 2018-02-16 JP JP2018025906A patent/JP7018781B2/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01270535A (en) * | 1988-04-20 | 1989-10-27 | Fuji Photo Film Co Ltd | Packaging material for photosensitive substance |
| JP2005170011A (en) * | 2003-12-15 | 2005-06-30 | Sekisui Film Kk | Polyolefin resin-based heat-shrinkable film |
| JP2012035466A (en) * | 2010-08-05 | 2012-02-23 | Sekisui Film Kk | Multilayer polyolefin-based heat shrinkable film |
| JP2016007792A (en) * | 2014-06-25 | 2016-01-18 | 藤森工業株式会社 | Laminate |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021025039A1 (en) * | 2019-08-07 | 2021-02-11 | 大倉工業株式会社 | Packaging laminate film and heat-shrinkable laminate film |
| JPWO2021025039A1 (en) * | 2019-08-07 | 2021-09-27 | 大倉工業株式会社 | Laminated film for packaging and heat-shrinkable laminated film |
| WO2022138622A1 (en) * | 2020-12-23 | 2022-06-30 | 三井化学東セロ株式会社 | Multilayer film |
| JPWO2022138622A1 (en) * | 2020-12-23 | 2022-06-30 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7018781B2 (en) | 2022-02-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5893091B2 (en) | Polyethylene-based crosslinked shrink film | |
| WO1996009931A1 (en) | Heat-shrinkable polypropylene laminate film | |
| JP2024019621A (en) | packaging | |
| JP2022186744A (en) | Packaging film for food product, and package for food product | |
| JP7321682B2 (en) | Food packaging film and food package | |
| JP2019142018A (en) | Heat shrinkable laminate film | |
| JP2019006462A (en) | Food product packaging film and food product packaging body | |
| JP2019006461A (en) | Food product packaging film and food product packaging body | |
| JP2012035466A (en) | Multilayer polyolefin-based heat shrinkable film | |
| JP2006181831A (en) | Biaxially oriented multi-layer polyethylene film | |
| JP2019006463A (en) | Food product packaging film and food product packaging body | |
| WO2021025039A1 (en) | Packaging laminate film and heat-shrinkable laminate film | |
| JP2002234115A (en) | Multilayered heat-shrinkable film, and shrinkable label and container using the same | |
| JP2008036844A (en) | Multilayered polyolefinic heat-shrinkable film | |
| JP5587136B2 (en) | Polyolefin heat shrinkable film with excellent shrink finish | |
| JP5722081B2 (en) | Polyethylene-based crosslinked shrink film with excellent shrink finish | |
| JPH07314623A (en) | Polyolefinic shrink laminated film and production thereof | |
| JP2006103147A (en) | Laminated film | |
| JP6604835B2 (en) | Polyolefin heat shrinkable film | |
| JP5660852B2 (en) | Polyolefin heat shrinkable film with excellent shrink finish | |
| JP2007001102A (en) | Heat-shrinkable multilayer polyolefin film | |
| EP4201674A1 (en) | Multi-layer film structure comprising multimodal ethylene terpolymers and recycled ldpe for collation-shrink films | |
| JP2009039950A (en) | Multi-layer polyolefin-based heat-shrinkable film | |
| JP2021066468A (en) | Food packaging film and food packaging body | |
| JP2021066470A (en) | Food packaging film and food packaging body |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210126 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20211013 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20211102 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220125 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220201 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7018781 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |