JP2019123647A - セラミックス焼成体の製造方法 - Google Patents
セラミックス焼成体の製造方法 Download PDFInfo
- Publication number
- JP2019123647A JP2019123647A JP2018005846A JP2018005846A JP2019123647A JP 2019123647 A JP2019123647 A JP 2019123647A JP 2018005846 A JP2018005846 A JP 2018005846A JP 2018005846 A JP2018005846 A JP 2018005846A JP 2019123647 A JP2019123647 A JP 2019123647A
- Authority
- JP
- Japan
- Prior art keywords
- frame
- shelf
- ceramic
- furnace
- firing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B41/00—After-treatment of mortars, concrete, artificial stone or ceramics; Treatment of natural stone
- C04B41/009—After-treatment of mortars, concrete, artificial stone or ceramics; Treatment of natural stone characterised by the material treated
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B14/00—Use of inorganic materials as fillers, e.g. pigments, for mortars, concrete or artificial stone; Treatment of inorganic materials specially adapted to enhance their filling properties in mortars, concrete or artificial stone
- C04B14/02—Granular materials, e.g. microballoons
- C04B14/04—Silica-rich materials; Silicates
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/10—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on aluminium oxide
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/16—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on silicates other than clay
- C04B35/18—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on silicates other than clay rich in aluminium oxide
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/16—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on silicates other than clay
- C04B35/18—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on silicates other than clay rich in aluminium oxide
- C04B35/185—Mullite 3Al2O3-2SiO2
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/16—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on silicates other than clay
- C04B35/18—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on silicates other than clay rich in aluminium oxide
- C04B35/195—Alkaline earth aluminosilicates, e.g. cordierite or anorthite
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/48—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on zirconium or hafnium oxides, zirconates, zircon or hafnates
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/515—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics
- C04B35/56—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbides or oxycarbides
- C04B35/565—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbides or oxycarbides based on silicon carbide
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/63—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B using additives specially adapted for forming the products, e.g.. binder binders
- C04B35/638—Removal thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/64—Burning or sintering processes
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B41/00—After-treatment of mortars, concrete, artificial stone or ceramics; Treatment of natural stone
- C04B41/45—Coating or impregnating, e.g. injection in masonry, partial coating of green or fired ceramics, organic coating compositions for adhering together two concrete elements
- C04B41/50—Coating or impregnating, e.g. injection in masonry, partial coating of green or fired ceramics, organic coating compositions for adhering together two concrete elements with inorganic materials
- C04B41/5076—Coating or impregnating, e.g. injection in masonry, partial coating of green or fired ceramics, organic coating compositions for adhering together two concrete elements with inorganic materials with masses bonded by inorganic cements
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D3/00—Charging; Discharging; Manipulation of charge
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D3/00—Charging; Discharging; Manipulation of charge
- F27D3/12—Travelling or movable supports or containers for the charge
- F27D3/123—Furnace cars
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D5/00—Supports, screens or the like for the charge within the furnace
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D5/00—Supports, screens or the like for the charge within the furnace
- F27D5/0031—Treatment baskets for ceramic articles
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/658—Atmosphere during thermal treatment
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/96—Properties of ceramic products, e.g. mechanical properties such as strength, toughness, wear resistance
- C04B2235/9607—Thermal properties, e.g. thermal expansion coefficient
- C04B2235/9623—Ceramic setters properties
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D3/00—Charging; Discharging; Manipulation of charge
- F27D2003/0085—Movement of the container or support of the charge in the furnace or in the charging facilities
- F27D2003/0087—Rotation about a vertical axis
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D3/00—Charging; Discharging; Manipulation of charge
- F27D3/12—Travelling or movable supports or containers for the charge
- F27D2003/124—Sleds; Transport supports
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D5/00—Supports, screens or the like for the charge within the furnace
- F27D5/0006—Composite supporting structures
- F27D5/0012—Modules of the sagger or setter type; Supports built up from them
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Structural Engineering (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Inorganic Chemistry (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Composite Materials (AREA)
- Civil Engineering (AREA)
- Furnace Charging Or Discharging (AREA)
- Tunnel Furnaces (AREA)
- Furnace Details (AREA)
Abstract
【課題】枠が焼成炉を通過する回数の増加に応じて枠に変形が蓄積する場合がある。【解決手段】セラミックス焼成体の製造方法は、収容棚が焼成炉を通過する工程と、焼成炉を通過した収容棚から枠を取り出す工程と、取り出された枠を用いて焼成炉を通過するべき新たな収容棚を構築する工程と、焼成炉を通過する際の新たな収容棚に含まれる枠の回転位置が、焼成炉を通過した時の取り出された枠の回転位置と比較して異なるように枠を回転させる工程を含む。【選択図】図8
Description
本開示は、セラミックス焼成体の製造方法に関する。
特許文献1の図2は、焼成に用いられる棚板と支柱の組み合わせを開示する。
枠が焼成炉を通過する回数の増加に応じて枠に変形が蓄積する場合がある。
本開示の一態様に係るセラミックス焼成体の製造方法は、棚板と前記棚板上に配置される枠の積層から構築され、前記棚板上に配置される1以上のセラミックス構造体が前記棚板間で周方向に延びる前記枠により周囲される収容棚が焼成炉を通過する工程と、
前記焼成炉を通過した前記収容棚から前記枠を取り出す工程と、
前記取り出された前記枠を用いて前記焼成炉を通過するべき新たな収容棚を構築する工程と、
前記焼成炉を通過する際の前記新たな収容棚に含まれる前記枠の周方向位置が、前記焼成炉を通過した時の前記取り出された前記枠の周方向位置と比較して異なるように前記枠を回転させる工程を含む。
前記焼成炉を通過した前記収容棚から前記枠を取り出す工程と、
前記取り出された前記枠を用いて前記焼成炉を通過するべき新たな収容棚を構築する工程と、
前記焼成炉を通過する際の前記新たな収容棚に含まれる前記枠の周方向位置が、前記焼成炉を通過した時の前記取り出された前記枠の周方向位置と比較して異なるように前記枠を回転させる工程を含む。
幾つかの場合、前記枠は、前記焼成炉を通過する回数の増加に応じて鉛直方向に一致する回転軸回りに回転する。
幾つかの場合、前記枠は、事前に設定された一定の角度で回転する。
幾つかの場合、前記枠が、炭化ケイ素(SiC)又はアルミナ(Al2O3)又はムライト(3Al2O3・2SiO2)を含む。
幾つかの場合、前記枠が正方形状である。
幾つかの場合、前記枠の回転は、前記焼成炉を通過した前記収容棚から前記枠を取り出すに際して行われ、及び/又は、前記新たな収容棚を構築するに際して行われ、及び/又は、ある場所から別の場所に前記枠を移送する際に行われる。
幾つかの場合、前記枠の回転は、前記枠を移送する移送機構の作動に基づいて行われる。
幾つかの場合、前記移送機構は、前記枠を保持するように構成されたチャックを含む。
幾つかの場合、前記焼成炉において焼成される前記1以上のセラミックス構造体は、脱脂されたセラミックス構造体である。
幾つかの場合、前記取り出された前記枠を用いて前記焼成炉を通過するべき新たな収容棚を構築する工程は、前記脱脂されたセラミックス構造体が配置された前記棚板上に前記取り出した枠を配置することを含む。
幾つかの場合、前記枠の回転は、前記棚板、前記枠、又は前記収容棚の回転により生じる。
幾つかの場合、少なくとも一つの突起が前記棚板に設けられ、前記棚板上において前記枠の位置が規制される。
幾つかの場合、前記セラミックス構造体が、少なくとも炭化ケイ素(SiC)を含む。
幾つかの場合、前記セラミックス構造体が、複数の開口セルを規定する格子状の隔壁を有する。
幾つかの場合、少なくとも一つのセラミックス構造体を焼成炉において焼成する工程が非酸化雰囲気で行われる。
本開示の一態様によれば、枠が焼成炉を通過する回数の増加に応じて枠に蓄積され得る変形量を低減することができる。
以下、図1乃至図13を参照しつつ、本発明の非限定の実施形態について説明する。開示の1以上の実施形態及び実施形態に包含される各特徴は、個々に独立したものではない。当業者は、過剰説明を要せず、各実施形態及び/又は各特徴を組み合わせることができる。また、当業者は、この組み合わせによる相乗効果も理解可能である。実施形態間の重複説明は、原則的に省略する。参照図面は、発明の記述を主たる目的とするものであり、作図の便宜のために簡略化されている場合がある。
以下に記述において、ある製造方法に関して記述される複数の特徴が、これらの特徴の組み合わせとして理解される他、他の特徴とは独立した個別の特徴として理解される。個別の特徴は、他の特徴との組み合わせを必須とすることなく独立した個別の特徴として理解されるが、1以上の他の個別の特徴との組み合わせとしても理解される。個別の特徴の全組み合わせを記述することは当業者には冗長である他なく、省略される。個別の特徴は、「幾つかの場合」という表現により明示される。個別の特徴は、例えば、図面に開示された製造方法にのみ有効であるものではなく、他の様々な製造方法にも通用する普遍的な特徴として理解される。
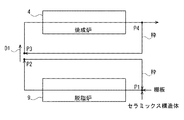
図1に示すような本開示のセラミックス焼成体の製造ライン及び方法において図3、図5、及び図6に示すセラミックス構造体7が脱脂され、続いて焼成され得る。セラミックス構造体7は、図1及び図8に示すように、脱脂炉9により脱脂され(S3)、続いて、焼成炉4により焼成され得る(S6)。なお、焼成炉4において脱脂と焼成が連続的に行われ、脱脂炉9が省略されることも想定される。脱脂炉9においてセラミックス構造体7が加熱され、セラミックス構造体7に含まれる有機バインダーが除去される。焼成炉4において脱脂されたセラミックス構造体7が焼成され、セラミックス材料、例えば、炭化ケイ素(SiC)の粒子が結合する。必ずしもこの限りではないが、脱脂炉9におけるセラミックス構造体7の加熱が酸化雰囲気で行われ、例えば、大気雰囲気で行われる。焼成炉4におけるセラミックス構造体7の焼成は、非酸化雰囲気で行われ、例えば、アルゴンといった不活性化ガス雰囲気で行われる。セラミックス構造体7の脱脂工程中の脱脂炉9の炉内温度は、500℃以下であり得る。セラミックス構造体7の焼成工程中の焼成炉4の炉内温度は、1000℃以上であり得る。脱脂炉9を第1焼成炉と呼び、焼成炉4を第2焼成炉と呼ぶこともできる。繰り返すが、脱脂炉9が省略されることも想定される。
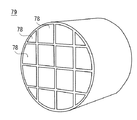
脱脂及び焼成された複数のセラミックス構造体7から図7に示すフィルター79が製造され得る。図7に示されるフィルター79は、ディーゼルエンジンといった内燃機関から排出される排気ガスに含まれる粒子状物質、通称、PM(Particulate Matter)を捕集して除去する機能部品である。フィルター79は、接着層を介してセラミックス焼成体78を2次元配置し、これにより得たブロックを円柱状に加工し、最後に円柱体の外周面に外周層を塗布して焼成することにより製造される。フィルター79は、ディーゼルエンジンの排ガスの浄化用に限らず、汚染水の浄化用といった他の様々な用途に用いられることに留意されたい。フィルター79に含まれるセラミックス構造体7に様々な種類の触媒が導入されることも想定される。フィルター79の接着層及び/又は外周層は、幾つかの場合、コージェライト(2MgO・2Al2O3・5SiO2)を含み得る。
図3、図5、及び図6に示したセラミックス構造体7は、図8から理解されるように、原料の成形(S1)と乾燥(S2)を経て製造されたものであり得る。原料は、幾つかの場合、少なくとも坏土を含み、又は、少なくともセラミックス材料、有機バインダー、及び水を含む。セラミックス材料は、焼成によりコージェライト(2MgO・2Al2O3・5SiO2)になる原料、炭化ケイ素(SiC)、ムライト(3Al2O3・2SiO2)、アルミナ(Al2O3)、及びジルコニア(ZrO2)から成る群から選択される少なくとも一つの材料を含み得る。有機バインダーは、寒天、ヒドロキシプロピルメチルセルロース、ヒドロキシエチルセルロース、カルボキシルメチルセルロース、メチルセルロース、ポリビニルアルコール、デンプンから成る群から選択される少なくとも一つの材料を含み得る。押出成形機を用いてセラミックス構造体7が押し出され、これに続いて乾燥機により乾燥される。これにより人手又は機械により把持できる硬さを有するセラミックス構造体7が製造される。
焼成によりコージェライト(2MgO・2Al2O3・5SiO2)になる原料は、コージェライト化原料と呼ばれる。コージェライト化原料は、シリカが40〜60質量%、アルミナが15〜45質量%、マグネシアが5〜30質量%の範囲に入る化学組成を有する。コージェライト化原料は、タルク、カオリン、仮焼カオリン、アルミナ、水酸化アルミニウム、及びシリカの群から選ばれた複数の無機原料の混合物であり得る。セラミックス成形体がコージェライト化原料を含む時、焼成温度は、1380〜1450℃に設定され、又は、1400〜1440℃に設定され得る。また、焼成時間は、3〜10時間であり得る。
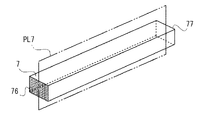
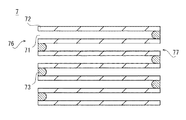
必ずしもこの限りではないが、セラミックス構造体7は、複数の開口セル71を規定する格子状の隔壁72を有する。セラミックス構造体7の格子構造により規定される開口セル71の開口形状は、多角形或いは円形或いは楕円形であり得る。多角形は、三角形、四角形、五角形、六角形、又はこれ以外のものであり得る。セラミックス構造体7は、第1端部76と第2端部77を有し、各端部76,77の間を延びる。開口セル71は、セラミックス構造体7の延在方向に沿って延在する。
必ずしもこの限りではないが、開口セル71の2次元配置において幾つかの開口セル71が封止材73により封止される。図6に示すように、セラミックス構造体7の第1端部76における封止材73による開口セル71の封止パターンと、セラミックス構造体7の第2端部77における封止材73による開口セル71の封止パターンとが相補的であり得る。フィルター79における排ガスの透過性と排ガスの浄化性の両立が促進され得る。なお、第1端部76が、排ガスの流れ方向においてエンジン寄りに配置される端部であり、第2端部77が排ガスの流れ方向においてエンジンからより離れて配置される端部であり得る。
セラミックス構造体7は、幾つかの場合、少なくとも炭化ケイ素(SiC)を含む。セラミックス構造体7は、幾つかの場合、脱脂されていないものであり、炭化ケイ素に加えて有機バインダーを有する。セラミックス構造体7は、幾つかの場合、脱脂されたものであり、炭化ケイ素に加えて残炭成分を有する。残炭成分は、有機バインダーに由来する炭素であり得る。セラミックス構造体7に含まれるセラミックス材料は、炭化ケイ素に限らず、コージェライトといった他のセラミックス材料であり得る。
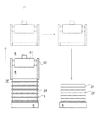
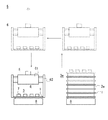
多数のセラミックス構造体7は、図2乃至図4に示す収容棚3に収容された状態で脱脂炉9及び/又は焼成炉4に通され得る。収容棚3に収容されるセラミックス構造体7の数は、棚板1の大きさ、収容棚3に含まれる棚板1の枚数に依存し、また、セラミックス構造体7自体の大きさに依存する。収容棚3は、脱脂炉9及び/又は焼成炉4内において定められた方向に進行する。収容棚3の移動速度を適切に設定することにより収容棚3が炉内に存在する時間、つまり、炉内における脱脂又は焼成時間が定められる。各炉における温度プロファイルは、各炉の目的に照らして適切に設定される。各炉の温度プロファイルは、時間軸に沿う炉内温度の変化を意味する。幾つかの場合、収容棚3が台車8上に配置され、台車8が不図示の押動手段により押されて炉内を進行する。台車8が自走することも想定される。必要ならば、ローラコンベヤ、ベルトコンベヤといった様々な搬送機構が収容棚3の移動のために採用される。
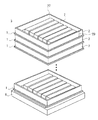
収容棚3は、棚板1と棚板1上に配置される枠2を含み、つまり、棚板1と枠2の積層により構築される。棚板1上に配置される1以上のセラミックス構造体7が、棚板1間で周方向に延びる枠2により周囲される。特には、収容棚3は、鉛直方向に沿って棚板1と枠2が交互に重ねられて構築される。棚板1は、鉛直方向に直交する平面に配置される。枠2は、鉛直方向に平行なある軸線に関する又はこれを中心とする周方向に延びる。鉛直方向で隣接する棚板1の間に枠2が配置され、セラミックス構造体7の収容空間31が画定される。収容空間31は、幾つかの場合、棚板1と枠2により閉じられて炉内雰囲気から隔てられ、又は、棚板1及び/又は枠2に設けられた1以上の開口を通じて炉内雰囲気に空間的に連通する。収容空間31が炉内雰囲気から隔てられることは、炉内雰囲気からの収容空間31の完全な隔離を意図せず、炉内雰囲気と収容空間31の間の流体移動が妨げられている状態を意図するように理解される。
棚板1は、セラミックス構造体7が載置される上面16と、上面16の反対側の下面17を有する。焼成炉4における焼成過程で棚板1とセラミックス構造体7が結合してしまうことを回避又は抑制するため、棚板1の上面16には適切な耐火性材料の砂利が撒かれ得る。枠2は、鉛直方向に平行なある軸線に関する又はこれを中心とする周方向に延びる外周壁26を有する。外周壁26は、周方向において連続し、或いは非連続である。外周壁26が周方向で連続する場合、枠2は、閉じた枠である。外周壁26が周方向で連続しない場合、枠2は、開いた枠である。外周壁26が周方向で連続していない開いた枠は、例えば、図3の符合29により示される外周壁26の一部が除去されたものである。幾つかの場合、枠2が多角形であり、及び/又は、外周壁26が多角形状の開口を規定する。鉛直方向に直交する面において枠2の断面形状が四角形状であり得る。外周壁26には、複数の角部27が設けられ得る。枠2が四角形状である時、外周壁26には4つの角部27が設けられる。
棚板1及び枠2は、耐火性材料から成り得る。必ずしもこの限りではないが、棚板1及び/又は枠2は、炭化ケイ素(SiC)又はアルミナ(Al2O3)又はムライト(3Al2O3・2SiO2)を含み、又は、炭化ケイ素(SiC)又はアルミナ(Al2O3)又はムライト(3Al2O3・2SiO2)の焼結体である。棚板1及び/又は枠2に含まれる炭化ケイ素(SiC)は、反応焼結Si−SiC、再結晶SiC(Re−SiC)、窒化物結合SiC(N−SiC)のいずれか一つ又はこれらの任意の組み合わせを含み得る。特には、幾つかの場合、枠2は、アルミナ(Al2O3)又はムライト(3Al2O3・2SiO2)を含み、又は、アルミナ(Al2O3)又はムライト(3Al2O3・2SiO2)から成る。枠2が炭化ケイ素の代替としてアルミナ又はムライトから成る場合、枠2が焼成炉4を通過する回数の増加に応じた枠2の重量の減少が緩慢になり、枠2の寿命が長寿命化し得る。しかしながら、反面、枠2が焼成炉4を通過する回数の増加に応じた枠2の変形が大きくなり得る。
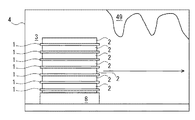
棚板1及び枠2は、焼成炉4を繰り返し通過することが予定されており、繰り返し晒される高温に耐える耐火性能が要求され、又は望まれる。焼成炉4は、セラミックス構造体7の焼成時、1000℃を超える炉内温度を有し得る。このような高温に晒される結果、棚板1又は枠2は、焼成炉4を通過する回数の増加に応じて劣化し、例えば、その重量が減少し得る。棚板1又は枠2が焼成炉4を通過する回数は、棚板1又は枠2の使用回数とも理解される。棚板1又は枠2の重量の低下は、焼成炉4にセラミックス材料の障害物49が生成されることを伴い得る。セラミックス材料の障害物49は、鉛直方向下方又は鉛直方向に交差する任意の方向に成長した柱部を含み得る。焼成炉4内を移動する収容棚3と炉内の障害物49の接触が懸念される。幾つかの場合、この問題を回避又は抑制するため、少なくとも一つの突起15が棚板1に設けられ、棚板1上において枠2の位置が規制される。つまり、障害物49と収容棚3の僅かな接触により収容棚3が部分的又は全体的に崩壊することが回避又は抑制される。
棚板1に設けられる突起15は、枠2が棚板1上に配置される時に枠2の内側及び/又は外側に位置し得る。突起15は、棚板1の片面又は両面、つまり、上面16及び/又は下面17に設けられ得る。突起15は、幾つかの場合、外周壁26の角部27に対応して設けられ、及び/又は、外周壁26の角部27の内側に設けられる。例えば、外周壁26の4つの角部27に対応して4つの突起15が設けられる。各突起15は、外周壁26に沿って延びる第1及び第2延在部を含み、第1及び第2延在部が交差又は直交し得る。
繰り返しとなるが、枠2は、焼成炉4を繰り返し通過するに耐える耐火性能が要求され、又は望まれる。本願発明者の検討によれば、枠2の繰り返しの使用に応じて蓄積される枠2の変形によって枠2の寿命が短くなることに加えて、次の(i)〜(iii)の少なくとも1つの不利益を招来し得ることが明らかになった。枠2の変形の結果、(i)収容空間31の雰囲気の安定性又は閉鎖性が低下し、結果として、セラミックス構造体7の焼成不良が生じ得る;(ii)焼成炉4内を移動する収容棚3のバランスが損なわれ、焼成炉4内を移動する収容棚3と障害物49が接触する可能性が高められる;(iii)棚板1に突起15がある場合、枠2と突起15が接触してしまい、収容空間31の雰囲気の安定性又は閉鎖性が低下してしまう。上記した(i)〜(iii)は、セラミックス焼成体78の歩留まり及び/又は品質を低下させ得る。
特には、幾つかの場合、枠2が炭化ケイ素以外のセラミックス材料を含み、又は、炭化ケイ素以外のセラミックス材料から成る。この場合、枠2が炭化ケイ素から成る場合と比べて、枠2が焼成炉4を通過する回数の増加に応じた枠2の変形量が大きくなり得る。炭化ケイ素以外のセラミックス材料は、幾つかの場合、アルミナ(Al2O3)又はムライト(3Al2O3・2SiO2)であり得るが、これに限定されず、例えば、他の低い熱伝導性のセラミックスであり得る。なお、アルミナ又はムライト製の枠2を用いた場合、上記した(i)の結果、目標とするセラミックス焼成体78の色や強度が得られない場合があることが実証されている。
後述の記述から具体的に理解されるように、本開示に係るセラミックス焼成体の製造方法は、収容棚3が焼成炉4を通過する工程と、焼成炉4を通過した収容棚3から枠2を取り出す工程と、取り出した枠2を用いて焼成炉4を通過するべき新たな収容棚3を構築する工程と、焼成炉4を通過する際の新たな収容棚3に含まれる枠2の周方向位置が、焼成炉4を通過した時の前述の取り出した枠2の周方向位置と比較して異なるように枠2を回転させる工程を含む。枠2の回転によって過去の焼成工程で生じた枠2の変形が、今回又は未来の焼成工程で生じる枠2の変形により相殺されることが促進される。これにより枠2が焼成炉4を通過する回数の増加に応じた枠2の変形量を低減でき、枠2の長寿命化が促進される。
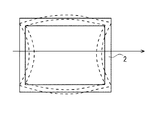
枠2に生じる変形は、枠2自体の形状、外周壁厚、又は材質に依存し得る。追加的又は代替的に、枠2に生じる変形は、焼成炉4の温度プロファイルや焼成炉4内に生じ得る温度分布に依存し得る。焼成炉4の温度プロファイルは、時間軸に沿う焼成炉4内の温度の変化を意味する。棚板1と枠2により収容空間31が閉じられる時、枠2による断熱に起因して、及び/又は、収容空間31内のセラミックス構造体7の顕熱に起因して、炉内雰囲気と収容空間31に温度差が生じ、端的には、収容空間31の温度が炉内雰囲気の温度よりも低くなる。この差に応じて外周壁26の外周壁面と内周壁面の間に温度勾配が生じ、外周壁26が内側又は外側に湾曲するように変形し得る。図13は、収容棚3の炉内の進行方向が矢印で示され、これに平行な外周壁26の部分が外側に湾曲し、結果として、進行方向に直交する外周壁26の部分が内側に湾曲することを模式的に示す。図13は、枠2の変形を分かり易くある意味極端に示すものであり、図13に示すような程度の変形が枠2に生じることは想定していない。枠2が正方形ではなく長方形である時、図13に示すような変形が誘起され得る。従って、幾つかの場合、枠2が正方形状である。
以下、図1や図8〜図12を参照して、セラミックス焼成体78の製造方法についてより具体的に記述する。なお、脱脂炉9を通過する収容棚3を脱脂棚3eと呼び、焼成炉4を通過する収容棚3を焼成棚3fと呼び得る。同様、脱脂棚3eに含まれる枠2を脱脂枠2eと呼び、焼成棚3fに含まれる枠2を焼成枠2fと呼び得る。幾つかの場合、脱脂炉9での脱脂が大気雰囲気で行われ、従って、脱脂枠2eには枠内外を通じる1以上の開口が設けられる。追加的に、焼成炉4での焼成が不活性ガス雰囲気(例えば、アルゴン雰囲気)で行われ、焼成枠2fは、棚板1と協働して収容空間31を閉じるように構成される。この場合、セラミックス構造体7は、非酸化雰囲気で結合されるべき炭化ケイ素(SiC)を含み得る。脱脂枠2eは、焼成枠2fよりも低い耐火性を有していても良い。幾つかの場合、脱脂枠2eが炭化ケイ素を含み、焼成枠2fがアルミナ又はムライトを含む。なお、脱脂枠2eとして金属製の枠も用いられ得る。焼成枠2fに開口が形成される場合も想定される。
図1の第1場所P1において、収容棚3、端的には、脱脂棚3eが構築される。具体的には、原料の成形(S1)と乾燥(S2)を経て製造されたセラミックス構造体7が棚板1上に配置される。棚板1上に脱脂枠2eを配置する。棚板1上にセラミックス構造体7を配置することと、棚板1上に脱脂枠2eを配置することを交互に繰り返して脱脂棚3eが構築される。脱脂棚3eに収容されるセラミックス構造体7の数が多ければ多い程、セラミックス構造体7の製造効率が高められるが、脱脂炉9の炉内空間の大きさ等の制約がある。
脱脂棚3eは、任意の方法で脱脂炉9内を移動する(S3)。脱脂炉9内で高温に晒され、脱脂棚3e内のセラミックス構造体7の有機バインダーが酸化及び燃焼して除去される。脱脂されたセラミックス構造体7内には有機バインダー由来の炭素が残留し得る。
図1の第2場所P2において、脱脂棚3eが解体され、脱脂されたセラミックス構造体7が配置された棚板1が脱脂棚3eから取り出される(S7)。脱脂されたセラミックス構造体7が配置された棚板1は、焼成炉4を通過する焼成棚3fのために用いられる。脱脂棚3eから取り出した脱脂枠2eは、図1の矢印に示すように第2場所P2から第1場所P1に戻され、別の脱脂棚3eのために用いられる。
図1の第3場所P3において、焼成炉4を通過する収容棚3、つまり、焼成棚3fが構築される。具体的には、脱脂棚3eから取り出された棚板1と第4場所P4で解体された焼成棚3fから取り出された焼成枠2fを用いて焼成棚3fが構築される(S5)。焼成枠2fが取り出された収容棚3を前回の収容棚3と呼び、この取り出された焼成枠2fを用いて新たに構築される収容棚3を今回の収容棚3と呼び得る。前回の収容棚3と今回の収容棚3は、焼成炉4に時間的に連続して投入される収容棚3に限られない。
今回の焼成棚3fが焼成炉4を通される(S6)。焼成炉4内で高温に晒され、焼成棚3f内のセラミックス構造体7のセラミックス材料が結合する。セラミックス構造体7が炭化ケイ素を含む場合、炭化ケイ素の粒子同士が結合する。セラミックス焼成体78は、多孔質である。隔壁72の微細孔を介して隣接する開口セル71が空間的に連通される。
図1の第4場所P4において、焼成炉4を通過した焼成棚3fが解体される。具体的には、焼成棚3fから棚板1と焼成枠2fが取り出される(S7)。同時に、棚板1上のセラミックス焼成体78も取り出される。焼成棚3fから棚板1や焼成枠2fを取り出すことは、人手により行われ得る。
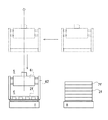
焼成枠2fを回転させること(S8)は、様々な態様又は手段又はタイミングで行われ得る。枠2の回転は、焼成炉4を通過した収容棚3から枠2を取り出すに際して行われ(図9の場合)、及び/又は、新たな収容棚3を構築するに際して行われ(図11の場合)、及び/又は、ある場所から別の場所に枠2を移送する際に行われる(図9と図11の場合又はこれ以外の場合)。上述した枠2の回転は、人手により行われ、或いは、装置により行われる。図9乃至図11に示すような幾つかの場合、棚板1及び/又は枠2を移送するための移送機構5が枠2を回転する。つまり、移送機構5の作動に基づいて枠2の回転が生じる。
枠2の回転は、枠2自体を回転させることにより生じ、又は、枠2が置かれた棚板1の回転により生じ、又は、枠2を含む収容棚3の回転により生じる。この点を考慮すれば、任意の適切なタイミングで任意の適切な手段により枠2の回転が実行され得るものと当業者が理解するだろう。
図9は、第4場所P4において移送機構5の作動に基づいて焼成炉4を通過した収容棚3から取り出された焼成枠2fが積み重ねられることを示す。繰り返すが、第4場所P4において、作業者、つまりヒトにより収容棚3が解体されることも想定される。移送機構5は、枠2をある場所から別の場所に移送することができ、また、移送過程で枠2を回転させることができる。移送機構5の具体的な構造は様々であり、開示例に限定されるべきではない。図示例を含む幾つかの場合、移送機構5は、焼成枠2fを保持するように構成されたチャック6を有する。チャック6は、本体61、本体61に対して変位可能に設けられた一対のアーム62を有する。一対のアーム62の間隔が適切に制御され、チャック6により焼成枠2fが把持される。例えば、アーム62は、シリンダーを介して本体61に対して接続し、シリンダーの伸縮に基づいて本体61とアーム62の間隔が設定される。アーム62の先端部には不図示の弾性部材が設けられ、枠とアームの軟接触が確保され得る。
チャック6は、幾つかの場合、多関節を有するロボットアームの先端部に対して取り付けられ、その先端部において回転可能である。ロボットアームは、市場において市販されているものであり得る。別の場合、チャック6は、レール上に走行可能な走行体に対してシリンダーを介して実装され、シリンダーの先端部において回転可能である。追加的又は代替的に、走行体に対してシリンダーが回転可能である。なお、チャック6は、上述の本体61とアーム62の構造例の代替として、多関節を有する少なくとも2つのロボットアームを有し得る。これらのロボットアームの間で焼成枠2fが把持される。チャック6が、吸引、磁着といった他の代替の手段又は態様で焼成枠2fを保持し得ることは、当業者には明らかである。
図10は、第2場所P2において移送機構5の作動に基づいて脱脂炉9を通過した脱脂棚3eから棚板1を取り出し、新たな収容棚3、つまり焼成棚3fを構築することを示す。第2場所P2において移送機構5の作動に基づいて脱脂炉9を通過した脱脂棚3eから棚板1が取り出され、焼成棚3fが構築される場所まで移送される。
図11は、第3場所P3において移送機構5の作動に基づいて焼成枠2fの積層体から焼成枠2fを取り出し、新たな焼成棚3fを構築することを示す。第3場所P3において移送機構5の作動に基づいて焼成枠2fの積層体から焼成枠2fが取り出され、脱脂されたセラミックス構造体7が配置された棚板1上に配置される。
第4場所P4と第2場所P2のいずれか一箇所又は両方の場所で移送機構の作動による枠の回転が行われ得る。第2場所P2又は第4場所P4での枠2の回転の角度は、幾つかの場合、180°以下又は90°以下又は90°である。第4場所P4での枠2の回転の角度と第2場所P2の枠2の回転の角度の合計値は、幾つかの場合、180°以下である。枠2が焼成炉4を通過する回数の増加に応じた枠2の変形量を低減することができ、枠2の長寿命化が促進される。幾つかの場合、枠2がN個(Nは2以上の自然数を示す)の角部を有し又はN角形であり、枠2の回転角度が360°/Nである。
幾つかの場合、脱脂棚3eから脱脂枠2eを取り出して焼成棚3fが構築される場所まで移送する移送機構と、焼成枠2fの積層体から焼成枠2fを取り出して焼成棚3fが構築される場所まで移送する移送機構は、同一の移送機構である。これにより製造設備コストの低減が促進される。
幾つかの場合、移送機構5は、焼成枠2fを移送する過程で焼成枠2fを事前に設定された一定の角度で回転させる。焼成枠2fは、焼成炉4を通過する回数の増加に応じて鉛直方向に一致する回転軸回りに回転することになる。m回目(mは2以上の自然数を示す)に焼成炉4を通過する時の焼成枠2fの周方向位置は、m−1回目に焼成炉4を通過する時の焼成枠2fの周方向位置と比較して移送機構5による焼成枠2fの回転角度に一致する角度だけ異なる。幾つかの場合、焼成枠2fが四角形であり、焼成棚3fから取り出された焼成枠2fが移送機構5による移送過程で90°回転させられる。従って、m回目(mは2以上の自然数を示す)に焼成炉4を通過する時の焼成枠2fの周方向位置は、m−1回目に焼成炉4を通過する時の焼成枠2fの周方向位置と比較して90°だけ異なる。
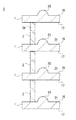
図12は、ある焼成枠2fに着目した時、その焼成枠2fが焼成炉4を通過する回数の増加に応じて焼成炉4内を移動する際の焼成枠2fの周方向位置が異なることを模式的に示す。図12を含む幾つかの場合、焼成枠2fが正方形状である。焼成枠2fが4つの角部を有し、また4つの異なる方向に延びる外周壁26の部分2A〜2Dを有する。図12(a)の1回目の焼成に際して、外周壁26の部分2Aが、矢印で示される焼成枠2fの進行方向において下流側を向き、外周壁26の部分2Cが焼成枠2fの進行方向において上流側を向く。図12(b)の2回目の焼成に際して、焼成枠2fの90°の回転に応じて、外周壁26の部分2Aが、焼成枠2fの進行方向に直交する左右方向において右側を向き、外周壁26の部分2Cが、左右方向において左側を向く。図12(c)の3回目の焼成に際して、外周壁26の部分2Aが、矢印で示される焼成枠2fの進行方向において上流側を向き、外周壁26の部分2Cが焼成枠2fの進行方向において下流側を向く。図12(d)の4回目の焼成に際して、焼成枠2fの90°の回転に応じて、外周壁26の部分2Aが、左右方向において左側を向き、外周壁26の部分2Cが、左右方向において右側を向く。5回目の焼成に際しての焼成枠2fの周方向位置は、図12(a)と同一になる。以降の焼成についても同様、焼成枠2fの回転に応じて、焼成炉4を通過する時の焼成枠2fの周方向位置が変化するものと理解される。焼成炉4を通過する時の焼成枠2fの周方向位置が変化するように焼成枠2fを回転させることにより、過去の焼成工程で生じた枠2の変形が、今回又は未来の焼成工程で生じる枠2の変形により相殺されることが促進される。これにより枠2が焼成炉4を通過する回数の増加に応じた枠2の変形量を低減することができ、枠2の長寿命化が促進される。
[実施例]
アルミナ製の枠と炭化ケイ素製の棚板から構築される収容棚を合計6回焼成炉に通した。実施例では、焼成炉の通過後、第3場所P3で枠を90°回転させた。比較例では、第3場所P3で枠を90°回転させなかった。実施例では、第1基準幅と比較して枠の第1幅が0.36mmだけ減少した。他方、比較例では、第1基準幅と比較して枠の第1幅が0.71mmだけ減少した。実施例では、第2基準幅と比較して枠の第2幅が0.18mmだけ減少した。他方、比較例では、第2基準幅と比較して枠の第2幅が0.32mmだけ増加した。このように、比較例と比較して実施例において枠の変形量の減少が確認できた。なお、枠の第1基準幅は、372mmであり、第2基準幅は、372mmである。枠の第1基準幅及び第1幅は、焼成炉内における収容棚の進行方向に平行な方向における枠の幅である。枠の第2基準幅及び第2幅は、焼成炉内における収容棚の進行方向に直交する方向における枠の幅である。
アルミナ製の枠と炭化ケイ素製の棚板から構築される収容棚を合計6回焼成炉に通した。実施例では、焼成炉の通過後、第3場所P3で枠を90°回転させた。比較例では、第3場所P3で枠を90°回転させなかった。実施例では、第1基準幅と比較して枠の第1幅が0.36mmだけ減少した。他方、比較例では、第1基準幅と比較して枠の第1幅が0.71mmだけ減少した。実施例では、第2基準幅と比較して枠の第2幅が0.18mmだけ減少した。他方、比較例では、第2基準幅と比較して枠の第2幅が0.32mmだけ増加した。このように、比較例と比較して実施例において枠の変形量の減少が確認できた。なお、枠の第1基準幅は、372mmであり、第2基準幅は、372mmである。枠の第1基準幅及び第1幅は、焼成炉内における収容棚の進行方向に平行な方向における枠の幅である。枠の第2基準幅及び第2幅は、焼成炉内における収容棚の進行方向に直交する方向における枠の幅である。
上述の教示を踏まえると、当業者をすれば、各実施形態に対して様々な変更を加えることができる。
1 棚板
2 枠
3 収容棚
4 焼成炉
7 セラミックス構造体
2 枠
3 収容棚
4 焼成炉
7 セラミックス構造体
本開示の一態様に係るセラミックス焼成体の製造方法は、棚板と前記棚板上に配置される枠の積層から構築され、前記棚板上に配置される1以上のセラミックス構造体が前記棚板間で周方向に延びる前記枠により周囲される収容棚が焼成炉を通過する工程と、
前記焼成炉を通過した前記収容棚から前記枠を取り出す工程と、
前記取り出された前記枠を用いて前記焼成炉を通過するべき新たな収容棚を構築する工程と、
前記焼成炉を通過する際の前記新たな収容棚に含まれる前記枠の回転位置が、前記焼成炉を通過した時の前記取り出された前記枠の回転位置と比較して異なるように前記枠を回転させる工程を含む。
前記焼成炉を通過した前記収容棚から前記枠を取り出す工程と、
前記取り出された前記枠を用いて前記焼成炉を通過するべき新たな収容棚を構築する工程と、
前記焼成炉を通過する際の前記新たな収容棚に含まれる前記枠の回転位置が、前記焼成炉を通過した時の前記取り出された前記枠の回転位置と比較して異なるように前記枠を回転させる工程を含む。
後述の記述から具体的に理解されるように、本開示に係るセラミックス焼成体の製造方法は、収容棚3が焼成炉4を通過する工程と、焼成炉4を通過した収容棚3から枠2を取り出す工程と、取り出した枠2を用いて焼成炉4を通過するべき新たな収容棚3を構築する工程と、焼成炉4を通過する際の新たな収容棚3に含まれる枠2の回転位置(周方向位置)が、焼成炉4を通過した時の前述の取り出した枠2の回転位置(周方向位置)と比較して異なるように枠2を回転させる工程を含む。枠2の回転によって過去の焼成工程で生じた枠2の変形が、今回又は未来の焼成工程で生じる枠2の変形により相殺されることが促進される。これにより枠2が焼成炉4を通過する回数の増加に応じた枠2の変形量を低減でき、枠2の長寿命化が促進される。
図1の第2場所P2において、脱脂棚3eが解体され、脱脂されたセラミックス構造体7が配置された棚板1が脱脂棚3eから取り出される(S4)。脱脂されたセラミックス構造体7が配置された棚板1は、焼成炉4を通過する焼成棚3fのために用いられる。脱脂棚3eから取り出した脱脂枠2eは、図1の矢印に示すように第2場所P2から第1場所P1に戻され、別の脱脂棚3eのために用いられる。
第4場所P4と第3場所P3のいずれか一箇所又は両方の場所で移送機構の作動による枠の回転が行われ得る。第3場所P3又は第4場所P4での枠2の回転の角度は、幾つかの場合、180°以下又は90°以下又は90°である。第4場所P4での枠2の回転の角度と第3場所P3の枠2の回転の角度の合計値は、幾つかの場合、180°以下である。枠2が焼成炉4を通過する回数の増加に応じた枠2の変形量を低減することができ、枠2の長寿命化が促進される。幾つかの場合、枠2がN個(Nは2以上の自然数を示す)の角部を有し又はN角形であり、枠2の回転角度が360°/Nである。
幾つかの場合、移送機構5は、焼成枠2fを移送する過程で焼成枠2fを事前に設定された一定の角度で回転させる。焼成枠2fは、焼成炉4を通過する回数の増加に応じて鉛直方向に一致する回転軸回りに回転することになる。m回目(mは2以上の自然数を示す)に焼成炉4を通過する時の焼成枠2fの回転位置は、m−1回目に焼成炉4を通過する時の焼成枠2fの回転位置と比較して移送機構5による焼成枠2fの回転角度に一致する角度だけ異なる。幾つかの場合、焼成枠2fが四角形であり、焼成棚3fから取り出された焼成枠2fが移送機構5による移送過程で90°回転させられる。従って、m回目(mは2以上の自然数を示す)に焼成炉4を通過する時の焼成枠2fの回転位置は、m−1回目に焼成炉4を通過する時の焼成枠2fの回転位置と比較して90°だけ異なる。
図12は、ある焼成枠2fに着目した時、その焼成枠2fが焼成炉4を通過する回数の増加に応じて焼成炉4内を移動する際の焼成枠2fの回転位置(周方向位置)が異なることを模式的に示す。図12を含む幾つかの場合、焼成枠2fが正方形状である。焼成枠2fが4つの角部を有し、また4つの異なる方向に延びる外周壁26の部分2A〜2Dを有する。図12(a)の1回目の焼成に際して、外周壁26の部分2Aが、矢印で示される焼成枠2fの進行方向において下流側を向き、外周壁26の部分2Cが焼成枠2fの進行方向において上流側を向く。図12(b)の2回目の焼成に際して、焼成枠2fの90°の回転に応じて、外周壁26の部分2Aが、焼成枠2fの進行方向に直交する左右方向において右側を向き、外周壁26の部分2Cが、左右方向において左側を向く。図12(c)の3回目の焼成に際して、外周壁26の部分2Aが、矢印で示される焼成枠2fの進行方向において上流側を向き、外周壁26の部分2Cが焼成枠2fの進行方向において下流側を向く。図12(d)の4回目の焼成に際して、焼成枠2fの90°の回転に応じて、外周壁26の部分2Aが、左右方向において左側を向き、外周壁26の部分2Cが、左右方向において右側を向く。5回目の焼成に際しての焼成枠2fの回転位置は、図12(a)と同一になる。以降の焼成についても同様、焼成枠2fの回転に応じて、焼成炉4を通過する時の焼成枠2fの回転位置が変化するものと理解される。焼成炉4を通過する時の焼成枠2fの回転位置が変化するように焼成枠2fを回転させることにより、過去の焼成工程で生じた枠2の変形が、今回又は未来の焼成工程で生じる枠2の変形により相殺されることが促進される。これにより枠2が焼成炉4を通過する回数の増加に応じた枠2の変形量を低減することができ、枠2の長寿命化が促進される。
Claims (15)
- 棚板と前記棚板上に配置される枠の積層から構築され、前記棚板上に配置される1以上のセラミックス構造体が前記棚板間で周方向に延びる前記枠により周囲される収容棚が焼成炉を通過する工程と、
前記焼成炉を通過した前記収容棚から前記枠を取り出す工程と、
前記取り出された前記枠を用いて前記焼成炉を通過するべき新たな収容棚を構築する工程と、
前記焼成炉を通過する際の前記新たな収容棚に含まれる前記枠の周方向位置が、前記焼成炉を通過した時の前記取り出された前記枠の周方向位置と比較して異なるように前記枠を回転させる工程を含む、セラミックス焼成体の製造方法。 - 前記枠は、前記焼成炉を通過する回数の増加に応じて鉛直方向に一致する回転軸回りに回転する、請求項1に記載のセラミックス焼成体の製造方法。
- 前記枠は、事前に設定された一定の角度で回転する、請求項1又は2に記載のセラミックス焼成体の製造方法。
- 前記枠が、炭化ケイ素(SiC)又はアルミナ(Al2O3)又はムライト(3Al2O3・2SiO2)を含む、請求項1乃至3のいずれか一項に記載のセラミックス焼成体の製造方法。
- 前記枠が正方形状である、請求項1乃至4のいずれか一項に記載のセラミックス焼成体の製造方法。
- 前記枠の回転は、前記焼成炉を通過した前記収容棚から前記枠を取り出すに際して行われ、及び/又は、前記新たな収容棚を構築するに際して行われ、及び/又は、ある場所から別の場所に前記枠を移送する際に行われる、請求項1乃至5のいずれか一項に記載のセラミックス焼成体の製造方法。
- 前記枠の回転は、前記枠を移送する移送機構の作動に基づいて行われる、請求項1乃至6のいずれか一項に記載のセラミックス焼成体の製造方法。
- 前記移送機構は、前記枠を保持するように構成されたチャックを含む、請求項7に記載のセラミックス焼成体の製造方法。
- 前記焼成炉において焼成される前記1以上のセラミックス構造体は、脱脂されたセラミックス構造体である、請求項1乃至8のいずれか一項に記載のセラミックス焼成体の製造方法。
- 前記取り出された前記枠を用いて前記焼成炉を通過するべき新たな収容棚を構築する工程は、前記脱脂されたセラミックス構造体が配置された前記棚板上に前記取り出した枠を配置することを含む、請求項9に記載のセラミックス焼成体の製造方法。
- 前記枠の回転は、前記棚板、前記枠、又は前記収容棚の回転により生じる、請求項1乃至10のいずれか一項に記載のセラミックス焼成体の製造方法。
- 少なくとも一つの突起が前記棚板に設けられ、前記棚板上において前記枠の位置が規制される、請求項1乃至11のいずれか一項に記載のセラミックス焼成体の製造方法。
- 前記セラミックス構造体が、少なくとも炭化ケイ素(SiC)を含む、請求項1乃至12のいずれか一項に記載のセラミックス焼成体の製造方法。
- 前記セラミックス構造体が、複数の開口セルを規定する格子状の隔壁を有する、請求項1乃至13のいずれか一項に記載のセラミックス焼成体の製造方法。
- 少なくとも一つのセラミックス構造体を焼成炉において焼成する工程が非酸化雰囲気で行われる、請求項1乃至14のいずれか一項に記載のセラミックス焼成体の製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018005846A JP2019123647A (ja) | 2018-01-17 | 2018-01-17 | セラミックス焼成体の製造方法 |
| US16/231,652 US20190218150A1 (en) | 2018-01-17 | 2018-12-24 | Method of producing a ceramic fired body |
| CN201811586177.9A CN110041083A (zh) | 2018-01-17 | 2018-12-25 | 陶瓷烧成体的制造方法 |
| DE102019000108.7A DE102019000108A1 (de) | 2018-01-17 | 2019-01-08 | Verfahren zur Herstellung eines gebrannten Keramikkörpers |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018005846A JP2019123647A (ja) | 2018-01-17 | 2018-01-17 | セラミックス焼成体の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2019123647A true JP2019123647A (ja) | 2019-07-25 |
Family
ID=67068480
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018005846A Pending JP2019123647A (ja) | 2018-01-17 | 2018-01-17 | セラミックス焼成体の製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20190218150A1 (ja) |
| JP (1) | JP2019123647A (ja) |
| CN (1) | CN110041083A (ja) |
| DE (1) | DE102019000108A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019163886A (ja) * | 2018-03-19 | 2019-09-26 | パナソニックIpマネジメント株式会社 | 焼結用ユニット |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102020000510B4 (de) * | 2020-01-28 | 2026-01-15 | Saint-Gobain Industriekeramik Rödental GmbH | Transportwanne zum Transportieren und Erhitzen chemischer Substanzen |
| JP2024512431A (ja) * | 2021-03-16 | 2024-03-19 | ディーエスビー テクノロジーズ, エルエルシー | 連続焼結炉で使用するためのラッキングシステム |
| CN116854487B (zh) * | 2023-07-10 | 2024-08-02 | 同创普润(上海)机电高科技有限公司 | 一种炉盖用组合物及其用途 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2585341B1 (fr) * | 1985-07-26 | 1990-12-14 | Elect Meca Et Const | Installation de manutention de produits ceramiques |
| DE3617530A1 (de) * | 1986-05-24 | 1987-11-26 | Hoechst Ceram Tec Ag | Verfahren zum brennen von gruenen formteilen aus keramischen massen |
| JPH0739028B2 (ja) * | 1989-06-30 | 1995-05-01 | 松下電器産業株式会社 | 雰囲気炉 |
| DE4300990C2 (de) * | 1993-01-15 | 1996-10-31 | Zeidler Kg Maschf Heinrich | Vorrichtung zum Beschicken von Brennöfen |
| US5336453B1 (en) * | 1993-06-11 | 1996-07-23 | Connecticut Innovations Inc | Method for producing ceramic-based electronic components |
| JP3701723B2 (ja) | 1996-01-12 | 2005-10-05 | 日本碍子株式会社 | ムライト質モルタル及びそれを用いたSiC質棚板表面形状の修正方法 |
| WO2007129391A1 (ja) * | 2006-05-01 | 2007-11-15 | Ibiden Co., Ltd. | 焼成用治具組立装置、焼成用治具分解装置、循環装置、セラミック成形体の焼成方法、及び、ハニカム構造体の製造方法 |
| WO2007129399A1 (ja) * | 2006-05-08 | 2007-11-15 | Ibiden Co., Ltd. | ハニカム構造体の製造方法、ハニカム成形体受取機及びハニカム成形体取出機 |
| US8016592B2 (en) * | 2008-01-01 | 2011-09-13 | Dongguan Anwell Digital Machinery Ltd. | Method and system for thermal processing of objects in chambers |
-
2018
- 2018-01-17 JP JP2018005846A patent/JP2019123647A/ja active Pending
- 2018-12-24 US US16/231,652 patent/US20190218150A1/en not_active Abandoned
- 2018-12-25 CN CN201811586177.9A patent/CN110041083A/zh active Pending
-
2019
- 2019-01-08 DE DE102019000108.7A patent/DE102019000108A1/de not_active Withdrawn
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019163886A (ja) * | 2018-03-19 | 2019-09-26 | パナソニックIpマネジメント株式会社 | 焼結用ユニット |
Also Published As
| Publication number | Publication date |
|---|---|
| US20190218150A1 (en) | 2019-07-18 |
| CN110041083A (zh) | 2019-07-23 |
| DE102019000108A1 (de) | 2019-07-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2019123647A (ja) | セラミックス焼成体の製造方法 | |
| US11883802B2 (en) | Silicon carbide porous body and method for producing the same | |
| JP5379348B2 (ja) | チタン酸アルミニウムベースのセラミック体 | |
| US20060043652A1 (en) | Jig for firing ceramics, manufacturing method for a porous ceramic body, and porous ceramic body | |
| WO2011066069A1 (en) | Method and apparatus for thermally debindering a cellular ceramic green body | |
| US20050120691A1 (en) | Exhaust gas purifying filter | |
| US7923093B2 (en) | High porosity filters for 4-way exhaust gas treatment | |
| JP5957110B2 (ja) | セラミック構造体およびセラミック構造体の製造方法 | |
| JP5527773B2 (ja) | ハニカム構造体およびガス処理装置 | |
| JPWO2011040145A1 (ja) | ハニカム構造体及びその製造方法 | |
| WO2007148764A1 (ja) | ハニカム構造体及びその製造方法 | |
| JP7022593B2 (ja) | セラミックス焼成体の製造方法、及びセラミックス成形体の焼成方法 | |
| JPWO2004026472A1 (ja) | ハニカム構造体、及びハニカム構造体成形用口金 | |
| WO2017040377A1 (en) | Kiln car and kiln for firing ceramic bodies | |
| JPH01249665A (ja) | セラミックスの焼成に用いるトンネル炉 | |
| JP6887301B2 (ja) | ハニカムフィルタ | |
| US20110262688A1 (en) | Honeycomb structure and method for manufacturing the honeycomb structure | |
| WO2015023554A1 (en) | Method and apparatus for thermally debindering a cellular ceramic green body | |
| KR20190043629A (ko) | 소성용 세터 | |
| CN108495830A (zh) | 蜂窝结构体的制造方法 | |
| JP2014194172A (ja) | セラミックフィルタ | |
| JP2012030219A (ja) | ハニカム構造体およびこれを用いたガス処理装置 | |
| US20110263413A1 (en) | Honeycomb structure | |
| US11492295B2 (en) | Method for producing honeycomb structure | |
| JP2012232240A (ja) | ハニカム構造体およびこれを備えるガス処理装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181228 |