JP2019062153A - Method for manufacturing r-t-b-based sintered magnet - Google Patents
Method for manufacturing r-t-b-based sintered magnet Download PDFInfo
- Publication number
- JP2019062153A JP2019062153A JP2017187702A JP2017187702A JP2019062153A JP 2019062153 A JP2019062153 A JP 2019062153A JP 2017187702 A JP2017187702 A JP 2017187702A JP 2017187702 A JP2017187702 A JP 2017187702A JP 2019062153 A JP2019062153 A JP 2019062153A
- Authority
- JP
- Japan
- Prior art keywords
- sintered magnet
- based sintered
- alloy
- rtb
- magnet material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Abstract
Description
本発明はR−T−B系焼結磁石の製造方法に関する。 The present invention relates to a method of producing an RTB-based sintered magnet.
R−T−B系焼結磁石(Rは希土類元素うちの少なくとも一種であり、Ndを必ず含む。TはFe又はFeとCoであり、Bは硼素である)は永久磁石の中で最も高性能な磁石として知られており、ハードディスクドライブのボイスコイルモータ(VCM)、電気自動車用(EV、HV、PHVなど)モータ、産業機器用モータなどの各種モータや家電製品などに使用されている。 RTB sintered magnet (R is at least one of rare earth elements and must contain Nd. T is Fe or Fe and Co, B is boron) is the highest among permanent magnets. It is known as a high performance magnet, and is used in voice coil motors (VCMs) for hard disk drives, motors for electric vehicles (EV, HV, PHV etc.) motors, various motors such as motors for industrial equipment, and home appliances.
R−T−B系焼結磁石は、主としてR2T14B化合物からなる主相と、この主相の粒界部分に位置する粒界相とから構成されている。主相であるR2T14B化合物は高い飽和磁化と異方性磁界を持つ強磁性材料であり、R−T−B系焼結磁石の特性の根幹をなしている。 The RTB-based sintered magnet is composed of a main phase mainly composed of an R 2 T 14 B compound and a grain boundary phase located in a grain boundary portion of the main phase. The main phase R 2 T 14 B compound is a ferromagnetic material having high saturation magnetization and anisotropic magnetic field, and forms the basis of the characteristics of the RTB-based sintered magnet.
高温では、R−T−B系焼結磁石の保磁力HcJ(以下、単に「HcJ」という場合がある)が低下するため、不可逆熱減磁が起こる。そのため、特に電気自動車用モータに使用されるR−T−B系焼結磁石では、高いHcJを有することが要求されている。 At high temperatures, the coercive force H cJ (hereinafter sometimes simply referred to as “H cJ ”) of the RTB -based sintered magnet decreases, so that irreversible thermal demagnetization occurs. Therefore, in the RTB -based sintered magnet used particularly for a motor for an electric vehicle, it is required to have a high HcJ .
R−T−B系焼結磁石において、R2T14B化合物中のRに含まれる軽希土類元素RL(例えば、NdやPr)の一部を重希土類元素RH(例えば、DyやTb)で置換すると、HcJが向上することが知られている。RHの置換量の増加に伴い、HcJは向上する。 In the RTB-based sintered magnet, part of the light rare earth element RL (eg, Nd or Pr) contained in R in the R 2 T 14 B compound is a heavy rare earth element RH (eg, Dy or Tb) It is known that substitution improves H cJ . H cJ improves as the amount of substitution of RH increases.
しかし、R2T14B化合物中のRLをRHで置換すると、R−T−B系焼結磁石のHcJが向上する一方、残留磁束密度Br(以下、単に「Br」という場合がある)が低下する。また、特にDyなどのRHは、資源存在量が少ないうえ、産出地が限定されているなどの理由から、供給が安定しておらず、価格が大きく変動するなどの問題を有している。そのため、近年、RHをできるだけ使用することなく、HcJを向上させることが求められている。 However, replacing RL in the R 2 T 14 B compound with RH improves H cJ of the RTB -based sintered magnet, while the residual magnetic flux density B r (hereinafter simply referred to as “B r ” There is a decline). In addition, RH such as Dy has problems such as unstable supply and large price fluctuation due to the small amount of resources and limited production area. Therefore, in recent years, it is required to improve H cJ without using RH as much as possible.
特許文献1には、Dyの含有量を抑制しつつ保磁力の高いR−T−B系希土類焼結磁石が開示されている。この焼結磁石の組成は、一般に用いられてきたR−T−B系合金に比べてB量が相対的に少ない特定の範囲に限定され、かつ、Al、Ga、Cuのうちから選ばれる1種以上の金属元素Mを含有している。その結果、粒界にR2T17相が生成され、このR2T17相から粒界に形成される遷移金属リッチ相(R6T13M)の体積比率が増加することにより、HcJが向上する。 Patent Document 1 discloses an RTB-based rare earth sintered magnet having a high coercive force while suppressing the content of Dy. The composition of this sintered magnet is limited to a specific range in which the amount of B is relatively small compared to the R-T-B based alloy generally used, and is selected from Al, Ga, and Cu 1 It contains metal element M of a species or more. As a result, R 2 T 17 phase is produced in the grain boundary, by the volume ratio of the R 2 T 17 transition metal-rich phase formed in the grain boundary from phase (R 6 T 13 M) increases, H cJ Improve.
特許文献1に開示されているR−T−B系希土類焼結磁石では、Dyの含有量を低減しつつ高いHcJが得られるものの、Brが大幅に低下するという問題があった。また、近年、電気自動車用モータ等の用途において更に高いHcJを有するR−T−B系焼結磁石が求められている。 The R-T-B rare earth sintered magnets disclosed in Patent Document 1, although a high H cJ is obtained while reducing the content of Dy, there is a problem that B r is greatly reduced. Also, in recent years, RTB -based sintered magnets having higher H cJ have been required in applications such as motors for electric vehicles.
本発明の様々な実施形態は、RHの含有量を低減しつつ、高いBrと高いHcJを有するR−T−B系焼結磁石の製造方法を提供する。 Various embodiments of the present invention, while reducing the content of RH, to provide a method of manufacturing a R-T-B based sintered magnet having a high B r and high H cJ.
本開示のR−T−B系焼結磁石の製造方法は、R:27.5〜35.0質量%(Rは希土類元素うちの少なくとも一種であり、Ndを必ず含む)、B:0.80〜0.99質量%、Ga:0〜0.8質量%、M:0〜2質量%(MはCu、Al、Nb、Zrの少なくとも一種)、残部T(TはFe又はFeとCo)及び不可避的不純物、を含有するR−T−B系焼結磁石素材を準備する工程と、Pr−Ga合金を準備する工程と、前記Pr−Ga合金に前記Pr−Ga合金の融点よりも230℃低い温度以上、融点以下の温度で熱処理を行い、熱処理後のPr−Ga合金を粉砕することにより拡散源を得る工程と、前記R−T−B系焼結磁石素材及び前記拡散源を処理容器内に配置し、前記R−T−B系焼結磁石素材及び前記拡散源を真空又は不活性ガス雰囲気中、600℃超950℃以下の温度で加熱することにより、前記拡散源に含まれるPr及びGaを前記R−T−B系焼結磁石素材の表面から内部に拡散する拡散工程と、を含み、前記Pr−Ga合金は、ストリップキャスト法によって作製された合金である。 The manufacturing method of the R-T-B-based sintered magnet of the present disclosure includes: R: 27.5-35.0 mass% (R is at least one of rare earth elements and necessarily includes Nd); 80 to 0.99% by mass, Ga: 0 to 0.8% by mass, M: 0 to 2% by mass (M is at least one of Cu, Al, Nb and Zr), balance T (T is Fe or Fe and Co and Co) Step of preparing an RTB-based sintered magnet material containing a) and inevitable impurities, a step of preparing a Pr-Ga alloy, and a melting point of the Pr-Ga alloy in the Pr-Ga alloy. Heat treatment at a temperature not less than 230 ° C. and not more than the melting point, and a process of obtaining a diffusion source by crushing the Pr—Ga alloy after the heat treatment, the RTB sintered magnet material and the diffusion source The RTB sintered magnet material and the diffusion source are disposed in a processing vessel, and A diffusion process in which Pr and Ga contained in the diffusion source are diffused from the surface to the inside of the R-T-B-based sintered magnet material by heating at a temperature of 600 ° C. or more and 950 ° C. or less in an inert gas atmosphere. And the said Pr-Ga alloy is an alloy produced by the strip casting method.
本開示によるR−T−B系焼結磁石の製造方法は、もう一つの例示的な実施形態において、R:27.5〜35.0質量%(Rは希土類元素うちの少なくとも一種であり、Ndを必ず含む)、B:0.80〜0.99質量%、Ga:0〜0.8質量%、M:0〜2質量%(MはCu、Al、Nb、Zrの少なくとも一種)、残部T(TはFe又はFeとCo)及び不可避的不純物、を含有するR−T−B系焼結磁石素材を準備する工程と、Pr−Ga合金を粉砕してPr−Ga合金の粉末を準備する工程と、前記Pr−Ga合金の粉末に前記Pr−Ga合金の粉末の融点よりも230℃低い温度以上、融点以下の温度で熱処理を行い、前記Pr−Ga合金の粉末から拡散源を得る工程と、前記R−T−B系焼結磁石素材及び前記拡散源を処理容器内に配置し、前記R−T−B系焼結磁石素材及び前記拡散源を真空又は不活性ガス雰囲気中、600℃超950℃以下の温度で加熱することにより、前記拡散源に含まれるPr及びGaを前記R−T−B系焼結磁石素材の表面から内部に拡散する拡散工程と、を含み、前記Pr−Ga合金は、ストリップキャスト法によって作製された合金である。 The manufacturing method of the RTB-based sintered magnet according to the present disclosure, in another exemplary embodiment, R: 27.5-35.0 mass% (R is at least one of rare earth elements, Nd is necessarily included, B: 0.80 to 0.99% by mass, Ga: 0 to 0.8% by mass, M: 0 to 2% by mass (M is at least one of Cu, Al, Nb, and Zr), Preparing an RTB-based sintered magnet material containing the remaining portion T (T is Fe or Fe and Co) and unavoidable impurities, and grinding the Pr-Ga alloy to obtain a Pr-Ga alloy powder Heat treatment is performed on the powder of the Pr-Ga alloy at a temperature not lower than the melting point of the Pr-Ga alloy and not lower than the melting point by 230 ° C., and a diffusion source is obtained from the powder of the Pr-Ga alloy And processing the RTB-based sintered magnet material and the diffusion source Are contained in the diffusion source by heating the R-T-B based sintered magnet material and the diffusion source at a temperature of more than 600.degree. C. and not more than 950.degree. C. in a vacuum or an inert gas atmosphere. And a diffusion step of diffusing Pr and Ga from the surface of the R-T-B-based sintered magnet material to the inside, and the Pr-Ga alloy is an alloy prepared by a strip casting method.
ある実施形態において、前記R−T−B系焼結磁石素材は下記不等式(1)を満足する。
[T]/55.85>14[B]/10.8 (1)
([T]は質量%で示すTの含有量であり、[B]は質量%で示すBの含有量である)
In one embodiment, the RTB-based sintered magnet material satisfies the following inequality (1).
[T] /55.85> 14 [B] /10.8 (1)
([T] is the content of T in mass%, [B] is the content of B in mass%)
ある実施形態において、前記R−T−B系焼結磁石素材のGa量が0〜0.5質量%である。 In one embodiment, the amount of Ga in the RTB-based sintered magnet material is 0 to 0.5% by mass.
ある実施形態において、前記Pr−Ga合金のNd含有量は不可避的不純物含有量以下である。 In one embodiment, the Nd content of the Pr—Ga alloy is equal to or less than the unavoidable impurity content.
本開示の実施形態によると、ストリップキャスト法によって作製されたPr−Ga合金を熱処理することにより得られた拡散源とR−T−B系焼結磁石素材とを処理容器内に配置し拡散工程を行うことにより、Pr−Ga合金粉末の均一化された組織を持つ粒子からPr及びGaを拡散させる。これにより、高いBrとHcJを得ることができる。また、拡散にともなう磁気特性のばらつきを抑制し、磁気特性のばらつきに起因するBr及びHcJの低下を抑制できる。 According to an embodiment of the present disclosure, a diffusion source and a RTB-based sintered magnet material obtained by heat-treating a Pr—Ga alloy manufactured by a strip casting method are disposed in a processing container, and the diffusion process is performed. To diffuse Pr and Ga from particles having a homogenized structure of Pr—Ga alloy powder. Thus, it is possible to obtain a high B r and H cJ. Further, to suppress variations in the magnetic properties due to diffusion, it is possible to suppress the deterioration of the B r and H cJ due to variations in the magnetic properties.
本明細書において、希土類元素とは、スカンジウム(Sc)、イットリウム(Y)、及びランタノイドからなる群から選択された少なくとも1種の元素をいう。ここで、ランタノイドとは、ランタンからルテチウムまでの15の元素の総称である。 As used herein, the rare earth element refers to at least one element selected from the group consisting of scandium (Sc), yttrium (Y), and lanthanides. Here, lanthanoid is a generic term of 15 elements from lanthanum to lutetium.
また、本発明において、拡散工程及び拡散工程中のR−T−B系焼結磁石を「R−T−B系焼結磁石素材」と称し、拡散工程後のR−T−B系焼結磁石を単に「R−T−B系焼結磁石」と称する。 Further, in the present invention, the RTB-based sintered magnet in the diffusion step and the diffusion step is referred to as "RTB-based sintered magnet material", and RTB-based sintering after the diffusion step The magnet is simply referred to as "R-T-B sintered magnet".
本開示によるR−T−B系焼結磁石の製造方法の例示的な実施形態は、
1.R−T−B系焼結磁石素材(Rは希土類元素うちの少なくとも一種であり、Ndを必ず含む)を準備する工程と、
2.Pr−Ga合金を準備する工程と、
3.前記Pr−Ga合金に前記Pr−Ga合金の融点よりも230℃低い温度以上、融点以下の温度で熱処理を行い、熱処理後のPr−Ga合金を粉砕することにより拡散源を得る工程と、
4.前記R−T−B系焼結磁石素材及び前記拡散源を処理容器内に配置し、前記R−T−B系焼結磁石素材及び前記拡散源を真空又は不活性ガス雰囲気中、600℃超950℃以下の温度で加熱することにより、前記拡散源に含まれるPr及びGaを前記R−T−B系焼結磁石素材の表面から内部に拡散する拡散工程を含む。
An exemplary embodiment of a method of manufacturing an RTB based sintered magnet according to the present disclosure is:
1. Preparing an RTB-based sintered magnet material (R is at least one of rare earth elements and necessarily includes Nd);
2. Preparing a Pr-Ga alloy;
3. Heat treating the Pr—Ga alloy at a temperature not lower than the melting point of the Pr—Ga alloy but not lower than the melting point by 230 ° C. and not higher than the melting point, and grinding the Pr—Ga alloy after the heat treatment to obtain a diffusion source;
4. The RTB-based sintered magnet material and the diffusion source are disposed in a processing vessel, and the RTB-based sintered magnet material and the diffusion source are heated to over 600 ° C. in a vacuum or inert gas atmosphere. It includes a diffusion step of diffusing Pr and Ga contained in the diffusion source from the surface of the RTB based sintered magnet material to the inside by heating at a temperature of 950 ° C. or lower.
本発明において、前記Pr−Ga合金は、ストリップキャスト法によって作製された合金である。 In the present invention, the Pr-Ga alloy is an alloy produced by a strip casting method.
また、本開示によるR−T−B系焼結磁石のもう一つの例示的な実施形態は、
1´.R−T−B系焼結磁石素材(Rは希土類元素うちの少なくとも一種であり、Ndを必ず含む)を準備する工程と、
2´.Pr−Ga合金を粉砕してPr−Ga合金の粉末を準備する工程と、
3´.前記Pr−Ga合金の粉末に前記Pr−Ga合金の粉末の融点よりも230℃低い温度以上、融点以下の温度で熱処理を行い、前記Pr−Ga合金の粉末から拡散源を得る工程と、
4´.前記R−T−B系焼結磁石素材及び前記拡散源を処理容器内に配置し、前記R−T−B系焼結磁石素材及び前記拡散源を真空又は不活性ガス雰囲気中、600℃超950℃以下の温度で加熱することにより、前記拡散源に含まれるPr及びGaを前記R−T−B系焼結磁石素材の表面から内部に拡散する拡散工程を含む。
Also, another exemplary embodiment of the RTB-based sintered magnet according to the present disclosure is:
1 '. Preparing an RTB-based sintered magnet material (R is at least one of rare earth elements and necessarily includes Nd);
2 '. Grinding the Pr-Ga alloy to prepare a powder of the Pr-Ga alloy;
3 '. Heat treating the powder of the Pr-Ga alloy at a temperature not lower than the melting point of the powder of the Pr-Ga alloy and not lower than the melting point to obtain a diffusion source from the powder of the Pr-Ga alloy;
4 '. The RTB-based sintered magnet material and the diffusion source are disposed in a processing vessel, and the RTB-based sintered magnet material and the diffusion source are heated to over 600 ° C. in a vacuum or inert gas atmosphere. It includes a diffusion step of diffusing Pr and Ga contained in the diffusion source from the surface of the RTB based sintered magnet material to the inside by heating at a temperature of 950 ° C. or lower.
本開示において、前記合金は、ストリップキャスト法によって作製された合金である。 In the present disclosure, the alloy is an alloy produced by a strip casting method.
上記1〜4と上記1´〜4´との違いは、Pr−Ga合金に対して熱処理を行い、熱処理後のPr−Ga合金を粉砕することにより拡散源を得る場合(上記1〜4)と、Pr−Ga合金を粉砕して得たPr−Ga合金の粉末に対して熱処理を行うことにより拡散源を得る場合(上記1´〜4´)との違いのみである。そのため、上記1〜4について説明し、上記1´〜4´の説明は省略する。 The difference between the above 1 to 4 and the above 1 ′ to 4 ′ is that the diffusion source is obtained by heat treating the Pr—Ga alloy and crushing the Pr—Ga alloy after the heat treatment (the above 1 to 4) And the case where the diffusion source is obtained by heat treating the powder of the Pr—Ga alloy obtained by pulverizing the Pr—Ga alloy (the above 1 ′ to 4 ′). Therefore, the said 1-4 are demonstrated and description of said 1'-4 'is abbreviate | omitted.
以下、本開示の実施形態を説明する。なお、必要以上に詳細な説明は省略する場合がある。たとえば、既によく知られた事項の詳細説明や実質的に同一の構成に対する重複説明を省略する場合がある。これは、以下の説明が不必要に冗長になるのを避け、当業者の理解を容易にするためである。本発明者らは、当業者が本開示を十分に理解するために添付図面及び以下の説明を提供する。これらによって特許請求の範囲に記載の主題を限定することを意図するものではない。 Hereinafter, embodiments of the present disclosure will be described. In addition, detailed description more than necessary may be omitted. For example, detailed description of already well-known matters and redundant description of substantially the same configuration may be omitted. This is to avoid unnecessary redundancy in the following description and to facilitate understanding by those skilled in the art. The inventors provide the attached drawings and the following description so that those skilled in the art can fully understand the present disclosure. They are not intended to limit the subject matter recited in the claims.
1.R−T−B系焼結磁石素材を準備する工程
Pr及びGaが拡散される対象のR−T−B系焼結磁石素材(Rは希土類元素うちの少なくとも一種であり、Ndを必ず含む)を準備する。
1. Process for preparing RTB-based sintered magnet material Pr and RTB -based sintered magnet material to which Ga is diffused (R is at least one of rare earth elements and necessarily contains Nd) Prepare.
R−T−B系焼結磁石素材は、
R:27.5〜35.0質量%(Rは希土類元素うちの少なくとも一種であり、Ndを必ず含む)、
B:0.80〜0.99質量%、
Ga:0〜0.8質量%、
M:0〜2質量%(MはCu、Al、Nb、Zrの少なくとも一種)、
残部T(TはFe又はFeとCo)及び不可避的不純物、
を含有する。
The RTB-based sintered magnet material is
R: 27.5 to 35.0% by mass (R is at least one of rare earth elements and necessarily includes Nd),
B: 0.80 to 0.99 mass%,
Ga: 0 to 0.8% by mass,
M: 0 to 2% by mass (M is at least one of Cu, Al, Nb and Zr),
Remainder T (T is Fe or Fe and Co) and unavoidable impurities,
Contains
(R)
Rの含有量は27.5〜35.0質量%である。Rが27.5質量%未満では焼結過程で液相が十分に生成せず、焼結体を充分に緻密化することが困難になる。一方、Rが35.0質量%を超えても本発明の効果を得ることができるが、焼結体の製造工程中における合金粉末が非常に活性になり、合金粉末の著しい酸化や発火などが生じる可能性があるため、35質量%以下が好ましい。Rは28質量%〜33質量%以下であることがより好ましく、29質量%〜33質量%以下であることがさらに好ましい。RHの含有量は、R−T−B系焼結磁石素材全体の5質量%以下が好ましい。本発明はRHを使用しなくても高いBrと高いHcJを得ることができるため、より高いHcJを求められる場合でもRHの添加量を削減できる。
(R)
The content of R is 27.5 to 35.0% by mass. If R is less than 27.5% by mass, the liquid phase is not sufficiently formed in the sintering process, and it becomes difficult to fully densify the sintered body. On the other hand, although the effect of the present invention can be obtained even if R exceeds 35.0% by mass, the alloy powder becomes very active during the manufacturing process of the sintered body, and significant oxidation or ignition of the alloy powder occurs. 35 mass% or less is preferable since it may occur. R is more preferably 28% by mass to 33% by mass or less, and further preferably 29% by mass to 33% by mass or less. As for content of RH, 5 mass% or less of the whole RTB type sintered magnet raw material is preferable. Because the present invention can obtain a high B r and high H cJ without using RH, it can reduce the amount of RH even be asked a higher H cJ.
(B)
Bの含有量は、0.80〜0.99質量%である。Bの含有量を0.80〜0.99質量%含有させたR−T−B系焼結磁石素材に対して、後述するPr−Ga合金を拡散させることにより、高いBrと高いHcJを得ることができる。Bの含有量が0.80質量%未満であるとBrが低下する可能性があり、0.99質量%を超えるとHcJが低下する可能性がある。また、Bの一部はCで置換できる。
(B)
Content of B is 0.80-0.99 mass%. The content of B with respect to 0.80 to 0.99 wt% content are R-T-B based sintered magnet material was, by diffusing the Pr-Ga alloy to be described later, a high B r and high H cJ You can get There is a possibility that the content of B is lowered and B r is less than 0.80 wt%, there is a possibility that H cJ is reduced when it exceeds 0.99 wt%. Also, part of B can be replaced by C.
(Ga)
Pr−Ga合金の粉末からGaを拡散する前のR−T−B系焼結磁石素材におけるGaの含有量は、0〜0.8質量%である。本発明は、Pr−Ga合金の粉末をR−T−B系焼結磁石素材に拡散させることによりGaを導入するため、R−T−B系焼結磁石素材のGa量は比較的少ない量(又はGaを含有しない)にする。Gaの含有量が0.8質量%を超えると、主相中にGaが含有することで主相の磁化が低下し、高いBrを得ることができない可能性がある。好ましくはGaの含有量は、0.5質量%以下である。より高いBrを得ることができる。
(Ga)
The content of Ga in the RTB-based sintered magnet material before diffusing Ga from the powder of the Pr—Ga alloy is 0 to 0.8 mass%. The present invention introduces Ga by diffusing a powder of a Pr-Ga alloy into an RTB-based sintered magnet material, so the amount of Ga in the RTB-based sintered magnet material is relatively small. (Or contains no Ga). If the content of Ga exceeds 0.8% by mass, the magnetization of the main phase may be reduced by the inclusion of Ga in the main phase, and a high B r may not be obtained. Preferably, the content of Ga is 0.5% by mass or less. Higher Br can be obtained.
(M)
Mの含有量は、0〜2質量%である。MはCu、Al、Nb、Zrの少なくとも一種であり、0質量%であっても本発明の効果を奏することができるが、Cu、Al、Nb、Zrの合計で2質量%以下含有することができる。Cu、Alを含有することによりHcJを向上させることができる。Cu、Alは積極的に添加してもよいし、使用原料や合金粉末の製造過程において不可避的に導入されるものを活用してもよい。また、Nb、Zrを含有することにより焼結時における結晶粒の異常粒成長を抑制することができる。Mは好ましくは、Cuを必ず含み、Cuを0.05〜0.30質量%含有する。Cuを0.05〜0.30質量%含有することにより、よりHcJを向上させることができるからである。
(M)
The content of M is 0 to 2% by mass. M is at least one of Cu, Al, Nb, and Zr, and even if it is 0% by mass, the effect of the present invention can be exhibited, but containing 2% by mass or less in total of Cu, Al, Nb, and Zr Can. H cJ can be improved by containing Cu and Al. Cu and Al may be positively added, or may be those which are inevitably introduced in the process of producing the used raw materials and the alloy powder. Further, by containing Nb and Zr, abnormal grain growth of crystal grains can be suppressed at the time of sintering. Preferably, M always contains Cu and contains 0.05 to 0.30% by mass of Cu. By containing 0.05 to 0.30 mass% of Cu, it is because HcJ can be improved more.
(残部T)
残部はT(TはFe又はFeとCo)及び不純物である。ある実施形態において、Tは、不等式(1)を満足する。質量比でTの90%以上がFeであることが好ましい。Feの一部をCoで置換することができる。但し、Coの置換量が、質量比でT全体の10%を超えるとBrが低下するため好ましくない。さらに、本発明のR−T−B系焼結磁石素材は、ジジム合金(Nd−Pr)、電解鉄、フェロボロンなどの合金中及び製造工程中に通常含有される不可避的不純物並びに少量の上記以外の元素(上記R、B、Ga、M、T以外の元素)を含有してもよい。例えば、Ti、V、Cr、Mn、Ni、Si、La、Ce、Sm、Ca、Mg、O(酸素)、N(炭素)、C(窒素)、Mo、Hf、Ta、Wなどをそれぞれ含有してもよい。
(Remaining part T)
The balance is T (T is Fe or Fe and Co) and impurities. In one embodiment, T satisfies inequality (1). It is preferable that 90% or more of T in mass ratio is Fe. A part of Fe can be replaced by Co. However, the substitution amount of Co is greater than 10% of the total T by mass ratio is not preferable because the B r drops. Furthermore, the RTB-based sintered magnet material of the present invention is an unavoidable impurity usually contained in alloys such as didymium alloy (Nd-Pr), electrolytic iron, ferroboron, etc. and in the manufacturing process, and a small amount of other than the above. Elements (elements other than R, B, Ga, M, and T described above) may be contained. For example, Ti, V, Cr, Mn, Ni, Si, La, Ce, Sm, Ca, Mg, O (oxygen), N (carbon), C (nitrogen), Mo, Hf, Ta, W, etc. You may
好ましくは、本開示のR−T−B系焼結磁石素材は不等式(1)を満足する。
[T]/55.85>14[B]/10.8 (不等式(1))
Preferably, the RTB based sintered magnet material of the present disclosure satisfies inequality (1).
[T] /55.85> 14 [B] /10.8 (Inequality (1))
この不等式(1)を満足することにより、Bの含有量が一般的なR−T−B系焼結磁石よりも少なくなる。一般的なR−T−B系焼結磁石は、主相であるR2T14B相以外にFe相やR2T17相が生成しないよう[T]/55.85(Feの原子量)が14[B]/10.8(Bの原子量)よりも少ない組成となっている([T]は質量%で示すTの含有量であり、[B]は質量%で示すBの含有量である)。本開示の好ましい実施形態では、R−T−B系焼結磁石素材は、一般的なR−T−B系焼結磁石と異なり、[T]/55.85(Feの原子量)が14[B]/10.8(Bの原子量)よりも多くなるように不等式(1)で規定する。なお、本発明のR−T−B系焼結磁石素材におけるTはFeが主成分であるためFeの原子量を用いた。 By satisfying this inequality (1), the content of B is smaller than that of a general R-T-B-based sintered magnet. A general R-T-B-based sintered magnet does not form an Fe phase or R 2 T 17 phase other than the R 2 T 14 B phase which is the main phase [T] /55.85 (atomic weight of Fe) Is less than 14 [B] /10.8 (atomic weight of B) ([T] is the content of T in mass%, and [B] is the content of B in mass% Is). In a preferred embodiment of the present disclosure, the RTB-based sintered magnet material is different from a general RTB-based sintered magnet in that [T] /55.85 (atomic weight of Fe) is 14 [14]. B) is defined by inequality (1) so as to be greater than 10.8 (atomic weight of B). In addition, since T is Fe as a main component in the RTB-based sintered magnet material of the present invention, the atomic weight of Fe is used.
2.Pr−Ga合金を準備する工程
[Pr−Ga合金]
Pr−Ga合金のPrは、Pr−Ga合金の全体の65〜97質量%である。このPrの30質量%以下をNdで置換することができ、Prの20質量%以下をDy及び/又はTbで置換することができる。GaはPr−Ga合金全体の3質量%〜35質量%であり、Gaの50質量%以下をCuで置換することができる。Pr−Ga合金は、不可避的不純物を含んでいても良い。なお、本発明における「Prの30%以下をNdで置換することができ」とは、Pr−Ga合金中のPrの含有量(質量%)を100%とし、そのうち30%をNdで置換できることを意味する。例えば、Pr−Ga合金中のPrが70質量%(Gaが30質量%)であれば、Ndを21質量%まで置換することができる。すなわち、Prが49質量%、Ndが21質量%となる。Dy、Tb、Cuの場合も同様である。
2. Process of preparing Pr-Ga alloy
[Pr-Ga alloy]
Pr of Pr-Ga alloy is 65 to 97 mass% of the whole of Pr-Ga alloy. Up to 30% by mass of this Pr can be replaced by Nd, and up to 20% by mass of Pr can be replaced by Dy and / or Tb. Ga is 3% by mass to 35% by mass of the whole of the Pr—Ga alloy, and 50% by mass or less of Ga can be replaced with Cu. The Pr-Ga alloy may contain unavoidable impurities. In the present invention, “30% or less of Pr can be substituted with Nd” means that the content (mass%) of Pr in the Pr—Ga alloy is 100%, and 30% of them can be substituted with Nd. Means For example, if Pr in a Pr—Ga alloy is 70% by mass (Ga is 30% by mass), Nd can be substituted up to 21% by mass. That is, 49% by mass of Pr and 21% by mass of Nd are obtained. The same applies to Dy, Tb, and Cu.
Pr及びGaを上記範囲内としたPr−Ga合金の粉末を本発明の組成範囲のR−T−B系焼結磁石素材に対して後述する拡散工程を行うことにより、Gaを、粒界を通じて磁石内部の奥深くまで拡散させることができる。Prは、Nd、Dy及び/又はTbと置換することができるが、それぞれの置換量が上記範囲を超えるとPrが少なすぎるため、高いBrと高いHcJを得ることができない。好ましくは、前記Pr−Ga合金のNd含有量は不可避的不純物含有量以下(およそ1質量%以下)である。Gaは、50%以下をCuで置換することができるが、Cuの置換量が50%を超えるとHcJが低下する可能性がある。 By performing a diffusion process to be described later with respect to the R-T-B-based sintered magnet material of the composition range of the present invention, a powder of a Pr-Ga alloy containing Pr and Ga in the above range allows Ga to pass through grain boundaries. It can be diffused deep inside the magnet. Pr is, Nd, may be replaced with Dy and / or Tb, for each of the substitution amount is too small, Pr exceeds the above range, it is impossible to obtain a high B r and high H cJ. Preferably, the Nd content of the Pr-Ga alloy is equal to or less than the unavoidable impurity content (approximately 1 mass% or less). Although 50% or less of Ga can be substituted by Cu, if the substitution amount of Cu exceeds 50%, there is a possibility that HcJ may decrease.
本開示において、Pr−Ga合金は、ストリップキャスト法によって作製されている。 In the present disclosure, the Pr—Ga alloy is produced by a strip casting method.
ストリップキャスト法では、回転するロール上に溶湯を流し、薄板状に急冷凝固させることにより、薄板状の合金を連続的に鋳造する方法である。形成される合金は薄板状を呈しており、その厚みは100μmオーダー(例えば100μm〜500μm程度)である。本開示では、後述するように、合金に対して熱処理を行うことにより、結晶が粗大化し、最終的には、拡散源として好適な組織構造を持つに至る。 The strip casting method is a method of continuously casting a thin plate-like alloy by pouring a molten metal on a rotating roll and quenching and solidifying the thin plate. The alloy to be formed has a thin plate shape, and its thickness is on the order of 100 μm (for example, about 100 μm to about 500 μm). In the present disclosure, as described later, by performing heat treatment on the alloy, crystals are coarsened, and finally, it has a texture suitable as a diffusion source.
Pr−Ga合金の溶湯を、ストリップキャスト法によって急冷凝固する場合、冷却速度を厳密に制御することは難しい。このため、Pr−Ga合金を粉砕した後のPr−Ga合金の粉末を構成する粉末粒子は、粉末粒子ごとに組織の構造がばらつきやすい。例えば、Pr−Ga合金内に生成される微小な結晶粒のサイズが粒子ごとに大きく変化し得る。具体的には、平均結晶粒径が1μmの粒子が形成されたり、平均結晶粒径が3μmの粒子が形成されたりする。このような組織の構造および平均結晶粒径のばらつきが生じると、後述する拡散工程において、粒子を構成する相の溶融温度、およびPr及びGaを拡散源として供給するレートにばらつきが生じる。このようなばらつきは、最終的に磁石特性のばらつきを招来する。その結果、高いBrと高いHcJを有さないR−T−B系焼結磁石が得られる場合がある。 When the melt of a Pr-Ga alloy is quenched and solidified by a strip casting method, it is difficult to precisely control the cooling rate. For this reason, in the powder particles constituting the powder of the Pr—Ga alloy after grinding the Pr—Ga alloy, the structure of the structure is likely to vary among the powder particles. For example, the size of the fine grains formed in the Pr-Ga alloy can vary widely from grain to grain. Specifically, particles having an average crystal grain size of 1 μm are formed, or particles having an average crystal grain size of 3 μm are formed. Such variations in the structure of the structure and the average grain size cause variations in the melting temperature of the phase constituting the particles and in the rate at which Pr and Ga are supplied as diffusion sources in the diffusion step described later. Such variations eventually lead to variations in magnet characteristics. As a result, there is a case where the R-T-B based sintered magnet having no high B r and high H cJ obtained.
このような課題を解決するため、本開示の実施形態では、以下に説明する熱処理を行う。 In order to solve such a subject, in the embodiment of the present disclosure, heat treatment described below is performed.
3.拡散源を得る工程
[Pr−Ga合金の熱処理]
本開示の実施形態では、Pr−Ga合金に前記Pr−Ga合金の融点よりも230℃低い温度以上、融点以下の温度で熱処理を行う。
3. Process of obtaining diffusion source
[Heat treatment of Pr-Ga alloy]
In an embodiment of the present disclosure, a heat treatment is performed on the Pr—Ga alloy at a temperature not lower than 230 ° C. and not higher than the melting point of the Pr—Ga alloy.
これにより、Pr−Ga合金の粉末を構成する粉末粒子の結晶性を改質される。そして、前記Pr−Ga合金(熱処理後のPr−Ga合金)を粉砕することにより均一性に優れた拡散源を得ることができ、前記拡散源を用いることにより拡散工程における磁気特性のばらつきを抑制することができる。Pr−Ga合金の粉砕は、ピンミル粉砕等の公知の粉砕方法により粉砕すればよく、粉砕後の粉末粒子のサイズは、300μm以下(好ましくは200μm以下)であり得る。また、例えば熱処理の時間は30分以上10時間以下であり得る。このような拡散源は、金属間化合物相の平均結晶粒径が3μm超となる。好ましくは、拡散源における金属間化合物相の平均結晶粒径は3.5μm以上20μm以下である。ここで金属間化合物相とは、拡散源を構成する粉末粒子内における金属間化合物の結晶粒全体のことをいう。拡散源を構成する粉末粒子内における金属間化合物が複数種類ある場合は、一番含有量の多い金属間化合物の結晶粒全体のことをいう。 Thereby, the crystallinity of the powder particle which comprises the powder of Pr-Ga alloy is reformed. And the diffusion source excellent in uniformity can be obtained by grinding the Pr-Ga alloy (Pr-Ga alloy after heat treatment), and the dispersion of the magnetic characteristics in the diffusion process is suppressed by using the diffusion source. can do. The grinding of the Pr—Ga alloy may be carried out by a known grinding method such as pin mill grinding, and the size of the powder particles after grinding may be 300 μm or less (preferably 200 μm or less). Also, for example, the heat treatment time may be 30 minutes or more and 10 hours or less. In such a diffusion source, the average crystal grain size of the intermetallic compound phase is more than 3 μm. Preferably, the average crystal grain size of the intermetallic compound phase in the diffusion source is 3.5 μm or more and 20 μm or less. Here, the intermetallic compound phase refers to the entire crystal grains of the intermetallic compound in the powder particle constituting the diffusion source. When there are a plurality of types of intermetallic compounds in the powder particle constituting the diffusion source, the whole grains of the intermetallic compound having the highest content are said.
Pr−Ga合金の粉末に対する熱処理温度が前記Pr−Ga合金の粉末の融点より230℃低い温度未満であると、温度が低すぎるため合金の粉末を構成する粉末粒子の結晶性が改善しない可能性があり、融点を超えると粉末どうしが溶着して拡散工程を効率よくできない可能性がある。 If the heat treatment temperature for the powder of the Pr-Ga alloy is less than 230 ° C. lower than the melting point of the powder of the Pr-Ga alloy, the temperature may be too low and the crystallinity of the powder particles constituting the powder of the alloy may not improve If the temperature exceeds the melting point, the powders may be welded together and the diffusion process may not be performed efficiently.
この熱処理は、炉内の雰囲気を調整することにより、熱処理後の拡散源における酸素含有量を0.5質量%以上4.0質量%以下にすることが好ましい。Pr−Ga合金の表面の全体を意図的に酸化させることにより、粉末粒子と大気との接触時間や湿度の差異などによって生じ得る粒子ごとの特性ばらつきを低減することができ、拡散工程における磁気特性のばらつきを更に低減することができる。また、大気中の酸素と接して発火する可能性が低減する。このため、拡散源の品質管理が容易になる。 In the heat treatment, it is preferable to adjust the oxygen content in the diffusion source after the heat treatment to 0.5 mass% or more and 4.0 mass% or less by adjusting the atmosphere in the furnace. By intentionally oxidizing the entire surface of the Pr-Ga alloy, it is possible to reduce the variation in characteristics among particles which may be caused by the contact time between the powder particles and the atmosphere or the difference in humidity, and the magnetic characteristics in the diffusion process. Can be further reduced. In addition, the possibility of ignition on contact with oxygen in the atmosphere is reduced. This facilitates quality control of the diffusion source.
拡散源は、実施形態において、粉末の状態にある。粉末状態にある拡散源の粒度は篩わけすることによって調整され得る。また、篩わけで排除される粉末が10質量%以内であれば、その影響は少ないので、篩わけせずに用いてもよい。 The diffusion source, in embodiments, is in the form of a powder. The particle size of the diffusion source in powder form can be adjusted by sieving. Moreover, since the influence is small if the powder excluded by sieving is 10 mass% or less, it may be used without sieving.
4.拡散工程
前記R−T−B系焼結磁石素材及び前記拡散源を処理容器内に配置し、前記R−T−B系焼結磁石素材及び前記拡散源を真空又は不活性ガス雰囲気中、600℃超950℃以下の温度で加熱することにより、前記拡散源に含まれるPr及びGaを前記R−T−B系焼結磁石素材の表面から内部に拡散させる。これにより、拡散源からPrやGaを含む液相が生成し、その液相がR−T−B系焼結磁石素材中の粒界を経由して焼結素材表面から内部に拡散導入される。これにより、Prと共にGaを、粒界を通じてR−T−B系焼結磁石素材の奥深くまで拡散させることができる。熱処理の温度が600℃以下であると、PrやGaを含む液相量が少なすぎて高いHcJを得ることが出来ない可能性があり、950℃を超えるとHcJが低下する可能性がある。また、好ましくは、拡散工程(600℃超950℃以下)が実施されたR−T−B系焼結磁石を拡散工程にて実施した温度から5℃/分以上の冷却速度で300℃まで冷却した方が好ましい。より高いHcJを得ることができる。さらに好ましくは、300℃までの冷却速度は15℃/分以上である。
4. Diffusion Step The RTB-based sintered magnet material and the diffusion source are disposed in a processing vessel, and the RTB-based sintered magnet material and the diffusion source are placed in a vacuum or inert gas atmosphere 600. By heating at a temperature higher than 0 ° C. and not higher than 950 ° C., Pr and Ga contained in the diffusion source are diffused from the surface of the R-T-B based sintered magnet material to the inside. As a result, a liquid phase containing Pr and Ga is generated from the diffusion source, and the liquid phase is diffused and introduced from the surface of the sintered material through grain boundaries in the RTB-based sintered magnet material. . As a result, Ga together with Pr can be diffused deep through the grain boundaries of the RTB-based sintered magnet material. If the temperature of the heat treatment is 600 ° C. or less, the amount of liquid phase containing Pr and Ga may be too small to obtain high H cJ, and if it exceeds 950 ° C., the H cJ may decrease. is there. In addition, preferably, the RTB-based sintered magnet in which the diffusion step (more than 600 ° C. and not more than 950 ° C.) is performed is cooled to 300 ° C. at a cooling rate of 5 ° C./min or more from the temperature performed in the diffusion step. It is preferable to Higher H cJ can be obtained. More preferably, the cooling rate to 300 ° C. is 15 ° C./min or more.
拡散工程は、まず、R−T−B系焼結磁石素材及び拡散源を処理容器内に配置する。このとき、R−T−B系焼結磁石素材と拡散源とは、処理容器内で接触することが好ましい。例えば、R−T−B系焼結磁石素材表面を拡散源(粉末層)で覆い、拡散工程を行うことができる。例えば、拡散源を分散媒中に分散させたスラリーをR−T−B系焼結磁石素材表面に塗布した後、分散媒を蒸発させて拡散源とR−T−B系焼結磁石素材とを接触させてもよい。なお、分散媒として、アルコール(エタノール等)、アルデヒド及びケトンを例示できる。さらに、例えば、流動浸漬法を用いることにより、粘着剤が塗布されたR−T−B系焼結磁石素材に粉末状の拡散源を付着させる方法、R−T−B系焼結磁石素材に粉末状の拡散源を振り掛ける方法、などがあげられる。また、拡散源を収容した処理容器に振動、搖動、回転を与えたり、処理容器内で拡散源の粉末を流動させてもよい。 In the diffusion step, first, the RTB-based sintered magnet material and the diffusion source are disposed in the processing container. At this time, it is preferable that the RTB-based sintered magnet material and the diffusion source be in contact in the processing container. For example, the surface of the RTB-based sintered magnet material can be covered with a diffusion source (powder layer) to perform the diffusion process. For example, after a slurry in which a diffusion source is dispersed in a dispersion medium is applied to the surface of an RTB-based sintered magnet material, the dispersion medium is evaporated to diffuse the diffusion source and the RTB-based sintered magnet material You may make contact. In addition, alcohol (ethanol etc.), an aldehyde, and a ketone can be illustrated as a dispersion medium. Furthermore, for example, a method of adhering a powdery diffusion source to an RTB-based sintered magnet material to which an adhesive has been applied by using a fluid immersion method, to an RTB-based sintered magnet material There is a method of sprinkling a powdery diffusion source, and the like. Alternatively, the processing container containing the diffusion source may be vibrated, shaken, rotated, or the powder of the diffusion source may be flowed in the processing container.
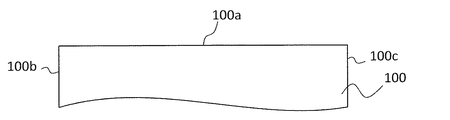
図1Aは、本開示によるR−T−B系焼結磁石の製造方法で使用され得るR−T−B系焼結磁石素材100の一部を模式的に示す断面図である。図面には、R−T−B系焼結磁石素材100の上面100a、及び側面100b、100cが示されている。本開示の製造方法に用いられるR−T−B系焼結磁石素材の形状及びサイズは、図示されているR−T−B系焼結磁石素材100の形状及びサイズに限定されない。図示されているR−T−B系焼結磁石素材100の上面100a、及び側面100b、100cは平坦であるが、R−T−B系焼結磁石素材100の表面は凹凸又は段差を有していても良いし、湾曲していてもよい。
FIG. 1A is a cross-sectional view schematically showing a part of an RTB-based
図1Bは、拡散源を構成する粉末粒子30が表面に位置する状態のR−T−B系焼結磁石素材100の一部を模式的に示す断面図である。R−T−B系焼結磁石素材100の表面に位置する拡散源を構成している粉末粒子30は、不図示の粘着層を介して、R−T−B系焼結磁石素材100の表面に付着してもよい。そのような粘着層は、たとえば、R−T−B系焼結磁石素材100の表面に塗布されて形成され得る。粘着層を利用すれば、R−T−B系焼結磁石素素材100の向きを変えることなく、法線方向が異なる複数の領域(例えば上面100aと側面100b)に対して拡散源の粉末を一つの塗布工程で簡単に付着させることができる。
FIG. 1B is a cross-sectional view schematically showing a part of the RTB-based
使用可能な粘着剤としては、PVA(ポリビニルアルコール)、PVB(ポリビニルブチラール)、PVP(ポリビニルピロリドン)などがあげられる。粘着剤が水系の粘着剤の場合、塗布の前にR1−T−B系焼結磁石を予備的に加熱してもよい。予備加熱の目的は余分な溶媒を除去し粘着力をコントロールすること、及び、均一に粘着剤を付着させることである。加熱温度は60〜100℃が好ましい。揮発性の高い有機溶媒系の粘着剤の場合はこの工程は省略してもよい。 Examples of usable pressure-sensitive adhesives include PVA (polyvinyl alcohol), PVB (polyvinyl butyral), PVP (polyvinyl pyrrolidone) and the like. When the pressure-sensitive adhesive is a water-based pressure-sensitive adhesive, the R1-T-B-based sintered magnet may be preliminarily heated before coating. The purpose of the preheating is to remove excess solvent and control the adhesion, and to adhere the adhesive uniformly. The heating temperature is preferably 60 to 100 ° C. In the case of a highly volatile organic solvent-based adhesive, this step may be omitted.
R−T−B系焼結磁石素材表面に粘着剤を塗布する方法は、どのようなものでも良い。塗布の具体例としては、スプレー法、浸漬法、ディスペンサーによる塗布などがあげられる。 Any method may be used to apply the adhesive to the surface of the RTB-based sintered magnet material. Specific examples of the application include a spray method, an immersion method, application by a dispenser, and the like.
ある好ましい態様では、R−T−B系焼結磁石素材の表面全体(全面)に粘着剤が塗布されている。R−T−B系焼結磁石素材の表面全体ではなく、一部に付着させてもよい。特にR−T−B系焼結磁石素材の厚さが薄い(例えば2mm程度)場合は、R−T−B系焼結磁石素材の表面のうち、一番面積の広い一つの表面に拡散源の粉末を付着させるだけで磁石全体にPr及びGaを拡散させることができ、HcJを向上させることができる場合がある。 In a preferred embodiment, the adhesive is applied to the entire surface (entire surface) of the RTB-based sintered magnet material. You may make it adhere to not the whole surface of RTB system sintered magnet raw material but one part. In particular, when the thickness of the R-T-B-based sintered magnet material is thin (for example, about 2 mm), one of the surfaces of the R-T-B-based sintered magnet material with the largest area is the diffusion source In some cases, Pr and Ga can be diffused throughout the magnet simply by depositing the powder of H. It is possible to improve H cJ .
R−T−B系焼結磁石素材100の表面に接触している拡散源を構成する粉末粒子は、前述したように、均一性に優れた組織を有している。このため、後述する拡散のための加熱を行うと、拡散源に含まれるPr及びGaをR−T−B系焼結磁石素材の表面から内部に無駄なく効率的に拡散することができる。
As described above, the powder particles constituting the diffusion source in contact with the surface of the RTB-based
拡散源の磁石表面上への塗布量は、拡散源のGaの量がR−T−B系焼結磁石100質量%に対して、例えば0.1〜1.0質量%(好ましくは、0.1〜0.5質量%)の範囲内になるように設定され得る。 The coating amount of the diffusion source on the magnet surface is, for example, 0.1 to 1.0% by mass (preferably 0%) of the amount of Ga of the diffusion source with respect to 100% by mass of the RTB based sintered magnet. .1 to 0.5 mass%) can be set.
なお、拡散源に含まれるPr及びGaの量は、粉末粒子のPr及びGaの濃度だけでなく、拡散源を構成する粉末粒子の粒度にも依存する。従って、Pr及びGaの濃度を一定にしたまま、拡散源を構成する粉末粒子の粒度を調整することによっても拡散されるPr及びGaの量を調整することが可能である。また拡散工程後、必要に応じてさらに400〜800℃で10分〜72時間の加熱処理を行ってもよい。 The amounts of Pr and Ga contained in the diffusion source depend not only on the concentrations of Pr and Ga in the powder particles, but also on the particle size of the powder particles constituting the diffusion source. Therefore, it is possible to adjust the amount of Pr and Ga diffused also by adjusting the particle size of the powder particles constituting the diffusion source while keeping the concentrations of Pr and Ga constant. After the diffusion step, heat treatment may be further performed at 400 to 800 ° C. for 10 minutes to 72 hours, if necessary.
また、上述したように1´〜4´の説明は省略するが、1´〜4´は、ストリップキャスト法によって作製したPr−Ga合金をピンミル粉砕等の公知の方法で粉砕してPr−Ga合金の粉末を用意し、前記Pr−Ga合金の粉末に前記Pr−Ga合金の粉末の融点よりも230℃低い温度以上、融点以下の温度で熱処理を行う以外は、1〜4と同じ方法で作製すればよい。 Moreover, although 1 '-4' description is abbreviate | omitted as mentioned above, 1 '-4' grind | pulverizes Pr-Ga alloy produced by the strip casting method by well-known methods, such as a pin mill grinding | pulverization, Preparing an alloy powder, and heat treating the powder of the Pr-Ga alloy at a temperature not lower than the melting point of the Pr-Ga alloy by 230 ° C. or more and a temperature not higher than the melting point It may be produced.
実験例1
[R−T−B系焼結磁石素材の準備]
R−T−B系焼結磁石素材がおよそ表1のNo.A−1及びA−2に示す組成となるように各元素の原料を秤量し、ストリップキャスト法により合金を作製した。得られた各合金を水素粉砕法により粗粉砕し粗粉砕粉を得た。次に、得られた粗粉砕粉に、潤滑剤としてステアリン酸亜鉛を粗粉砕粉100質量%に対して0.04質量%添加、混合した後、気流式粉砕機(ジェットミル装置)を用いて、窒素気流中で乾式粉砕し、粉砕粒径D50が4μmの微粉砕粉(原料合金粉末)を得た。前記微粉砕粉に、潤滑剤としてステアリン酸亜鉛を微粉砕粉100質量%に対して0.05質量%添加、混合した後磁界中で成形し成形体を得た。なお、成形装置には、磁界印加方向と加圧方向とが直交するいわゆる直角磁界成形装置(横磁界成形装置)を用いた。得られた成形体を、真空中、1060℃以上1090℃以下(サンプル毎に焼結による緻密化が十分起こる温度を選定)で4時間焼結し、R−T−B系焼結磁石素材を得た。得られたR−T−B系焼結磁石素材の密度は7.5Mg/m3 以上であった。得られたR−T−B系焼結磁石素材の成分の結果を表1に示す。なお、表1における各成分は、高周波誘導結合プラズマ発光分光分析法(ICP−OES)を使用して測定した。以下表2、表4も同様である。また、本発明の不等式(1)を満足する場合は「○」と、満足しない場合は「×」と記載した。なお、表1の各組成を合計しても100質量%にはならない。これは、表1に挙げた成分以外の成分(例えばO(酸素)やN(窒素)など)が存在するためである。
Experimental Example 1
[Preparation of RTB based sintered magnet material]
The R-T-B based sintered magnet material is approximately No. 1 in Table 1. Raw materials of the respective elements were weighed so as to have the compositions shown in A-1 and A-2, and an alloy was produced by a strip casting method. The obtained alloys were roughly pulverized by a hydrogen pulverizing method to obtain roughly pulverized powder. Next, 0.04 mass% of zinc stearate as a lubricant is added to the obtained coarsely pulverized powder with respect to 100% by mass of roughly pulverized powder and mixed, and then using an air flow crusher (jet mill apparatus) was dry milled in a nitrogen stream, the crushed particle diameter D 50 was obtained finely pulverized powder of 4μm (the material alloy powder). Zinc stearate as a lubricant was added to the finely pulverized powder in an amount of 0.05% by mass with respect to 100% by mass of the finely pulverized powder, and the mixture was mixed in a magnetic field to obtain a compact. As a forming apparatus, a so-called perpendicular magnetic field forming apparatus (transverse magnetic field forming apparatus) in which the magnetic field application direction and the pressing direction are orthogonal to each other was used. The resulting molded body is sintered in vacuum at 1060 ° C. or more and 1090 ° C. or less (select the temperature at which densification by sintering sufficiently occurs for each sample) for 4 hours, and an RTB-based sintered magnet material is obtained Obtained. The density of the obtained RTB-based sintered magnet material was 7.5 Mg / m 3 or more. Table 1 shows the results of the components of the obtained RTB-based sintered magnet material. Each component in Table 1 was measured using high frequency inductively coupled plasma emission spectrometry (ICP-OES). The same applies to Tables 2 and 4 below. Further, when the inequality (1) of the present invention is satisfied, “o” is described, and when not satisfied, “x” is described. In addition, even if each composition of Table 1 is totaled, it does not become 100 mass%. This is because components other than the components listed in Table 1 (for example, O (oxygen), N (nitrogen), etc.) are present.

[拡散源を得る工程]
表2に示すNo.a−1のPr−Ga合金をストリップキャスト法により作製して用意した。次に前記Pr−Ga合金に対して、500℃(No.a−1のPr−Ga合金の融点である580℃よりも80℃低い温度)で2時間の熱処理を行い、熱処理後のPr−Ga合金をピンミル粉砕することにより、拡散源を得た。拡散源(合金粉末)の粒度は、200μm以下(篩いにより確認)であった。
[Step of obtaining diffusion source]
No. shown in Table 2. The Pr-1 Ga alloy of a-1 was prepared by strip casting. Next, heat treatment is performed on the Pr-Ga alloy at 500 ° C. (a temperature lower by 80 ° C. than 580 ° C., which is the melting point of Pr-Ga alloy of No. a-1) for 2 hours. A diffusion source was obtained by pin milling the Ga alloy. The particle size of the diffusion source (alloy powder) was 200 μm or less (confirmed by sieving).
[拡散工程]
表1のNo.A−1及びA−2のR−T−B系焼結磁石素材を切断、研削加工し、7.4mm×7.4mm×7.4mmの立方体とした。次に、No.A−1のR−T−B系焼結磁石素材において、配向方向に垂直な面(二面)にR−T−B系焼結磁石素材100質量部に対して前記拡散源を3質量部(一面あたり1.5質量部)散布した。その後、50Paに制御した減圧アルゴン中で、900で4時間加熱する拡散工程を行った。さらに拡散工程後のR−T−B系焼結磁石及びNo.A−2(拡散工程を行わなかったR−T−B系焼結磁石素材)に対して、50Paに制御した減圧アルゴン中で、500℃で3時間の第二の熱処理を行いR−T−B系焼結磁石(No.1及び2)を作製した。得られたR−T−B系焼結磁石のNo.1に対して、Pr−Ga合金の濃化部を除去するため表面研削盤を用いて各サンプルの全面を0.2mmずつ切削加工し、7.0mm×7.0mm×7.0mmの立方体状のサンプルを得た。R−T−B系焼結磁石のNo.2に対しても同様の切削加工を施し、7.0mm×7.0mm×7.0mmの立方体状のサンプルを得た。得られたNo.1のR−T−B系焼結磁石(拡散源を用いてPrやGaを拡散させたサンプル)の組成を、高周波誘導結合プラズマ発光分光分析法(ICP−OES)を使用して測定したところ、No.2(No.2は、拡散源を用いていないため、No.A−2と同じ組成)の組成と同等であった。
[Diffusion process]
Table 1 No. The RTB based sintered magnet materials of A-1 and A-2 were cut and ground to form cubes of 7.4 mm × 7.4 mm × 7.4 mm. Next, No. In the RTB-based sintered magnet material of A-1, 3 parts by mass of the diffusion source per 100 parts by mass of the RTB-based sintered magnet material in a plane (two planes) perpendicular to the orientation direction (1.5 parts by mass per side) was dispersed. Thereafter, a diffusion step of heating at 900 for 4 hours in a reduced pressure argon controlled at 50 Pa was performed. Furthermore, the RTB-based sintered magnet after the diffusion step and the No. 1 sintered magnet. A-2 (R-T-B sintered magnet material not subjected to the diffusion step) was subjected to a second heat treatment at 500 ° C. for 3 hours in reduced pressure argon controlled at 50 Pa. B-based sintered magnets (No. 1 and 2) were produced. The No. of the obtained RTB-based sintered magnet. The entire surface of each sample is cut by 0.2 mm using a surface grinder to remove the concentrated part of the Pr—Ga alloy relative to No. 1, and a cube of 7.0 mm × 7.0 mm × 7.0 mm I got a sample of No. 3 of RTB-based sintered magnets. The same cutting process was applied to 2 to obtain a cube-shaped sample of 7.0 mm × 7.0 mm × 7.0 mm. The obtained No. The composition of the R-T-B-based sintered magnet (a sample in which Pr or Ga is diffused using a diffusion source) is measured using high-frequency inductively coupled plasma emission spectrometry (ICP-OES). , No. The composition was the same as that of No. 2 (No. 2 has the same composition as No. A-2 because no diffusion source was used).
[サンプル評価]
得られたサンプルを、B−HトレーサによってBr及びHcJを測定した。測定結果を表3に示す。
[sample test]
The obtained sample was measured for B r and H cJ by B-H tracer. The measurement results are shown in Table 3.
上述したようにNo.1と2はほぼ同じ組成にも係らず、表3に示す通り本発明の実施形態(No.1)の方が高いBrと高いHcJが得られている。 As described above, No. 1 and 2 despite the almost same composition, high B r and high H cJ towards as shown in Table 3 embodiment of the present invention (No.1) is obtained.
実験例2
実験例1と同様にして、質量比でNd:24.0%、Pr:7.0%、B:0.86%、Cu:0.1%、Al:0.1%、Ga:0.2%、Co:0.8%、Fe:67.0%の組成のR−T−B系焼結磁石素材を作製した(不等式(1)は満足している)。前記R−T−B系焼結磁石素材の寸法は、厚さ5.0mm×幅7.5mm×長さ35mmであった。
Experimental Example 2
Similarly to Experimental Example 1, Nd: 24.0%, Pr: 7.0%, B: 0.86%, Cu: 0.1%, Al: 0.1%, Ga: 0: 2 in mass ratio. An RTB-based sintered magnet material having a composition of 2%, Co: 0.8%, Fe: 67.0% was produced (the inequality (1) is satisfied). The dimensions of the RTB-based sintered magnet material were: thickness 5.0 mm × width 7.5 mm × length 35 mm.
次に、表4に示す組成のPr−Ga合金を実施例1と同様にストリップキャスト法により作製して用意した。次に、前記Pr−Ga合金に対して、表4に示す条件(温度及び時間)で熱処理を行い(但し、No.3は熱処理なし)、熱処理後のPr−Ga合金をピンミル粉砕することにより拡散源(No.3〜15)を得た。拡散源(合金粉末)の粒度は、200μm以下(篩いにより確認)であった。また、得られた拡散源における金属間化合物相の平均結晶粒径を以下の方法により測定した。まず、拡散源を構成する粉末粒子の断面を走査電子顕微鏡(SEM)で観察しコントラストから相別し、各相の組成をエネルギー分散X線分光(EDX)を用いて分析し金属間化合物相を特定した。次に画像解析ソフト(Scandium)を用いて、一番面積比率の高い金属間化合物相を一番含有量の高い金属間化合物相とし、当該金属間化合物相の結晶粒径を求めた。具体的には金属間化合物相における結晶粒の数及び結晶粒の全面積を画像解析ソフト(Scandium)を用いて求め、求めた結晶粒の全面積を結晶粒の数で割ることにより平均面積を求めた。そして数式1により得られた平均面積から結晶粒径Dを求めた。 Next, a Pr—Ga alloy having a composition shown in Table 4 was prepared and prepared by strip casting in the same manner as in Example 1. Next, the Pr-Ga alloy is heat-treated under the conditions (temperature and time) shown in Table 4 (with the exception that No. 3 is not heat-treated), and the heat-treated Pr-Ga alloy is pin milled. The diffusion source (No. 3-15) was obtained. The particle size of the diffusion source (alloy powder) was 200 μm or less (confirmed by sieving). Further, the average grain size of the intermetallic compound phase in the obtained diffusion source was measured by the following method. First, the cross section of the powder particle constituting the diffusion source is observed with a scanning electron microscope (SEM), the phase is separated from the contrast, the composition of each phase is analyzed using energy dispersive X-ray spectroscopy (EDX), and the intermetallic compound phase is Identified. Next, using an image analysis software (Scandium), the intermetallic compound phase with the highest area ratio was regarded as the intermetallic compound phase with the highest content, and the crystal grain size of the intermetallic compound phase was determined. Specifically, the number of crystal grains and the total area of crystal grains in the intermetallic compound phase are determined using image analysis software (Scandium), and the total area of crystal grains thus determined is divided by the number of crystal grains to obtain an average area. I asked. The crystal grain size D was determined from the average area obtained by Equation 1.
ここで、Dは結晶粒径、Sは平均面積である。 Here, D is a crystal grain size, and S is an average area.
これらの作業を5回行い(5個の粉末粒子を調べ)、その平均値を求めることで拡散源における金属間化合物相の平均結晶粒径を求めた。結果を表4の平均結晶粒径に示す。なお、No.3は拡散源に熱処理を行っていないため、金属間化合物相の結晶粒径が小さすぎて(1μm以下の微小な結晶粒)測定することができなかった。 These operations were performed five times (five powder particles were examined), and the average value was determined to determine the average grain size of the intermetallic compound phase in the diffusion source. The results are shown in Table 4 average grain size. No. Since No. 3 did not heat-process to a diffusion source, the crystal grain size of the intermetallic compound phase was too small, and it was not able to measure (micro crystal grain of 1 micrometer or less).
次に、R−T−B系焼結磁石素材に粘着剤を塗布した。塗布方法は、R−T−B系焼結磁石素材をホットプレート上で60℃に加熱後、スプレー法でR−T−B系焼結磁石素材全面に粘着剤を塗布した。粘着剤としてPVP(ポリビニルピロリドン)を用いた。 Next, an adhesive was applied to the RTB-based sintered magnet material. The coating method was such that the RTB-based sintered magnet material was heated to 60 ° C. on a hot plate, and then the adhesive was applied to the entire surface of the RTB-based sintered magnet material by a spray method. As an adhesive, PVP (polyvinyl pyrrolidone) was used.
次に、粘着剤を塗布したR−T−B系焼結磁石素材に対して、表4のNo.3〜15の拡散源を付着させた。拡散源を付着させたR−T−B系焼結磁石素材は、拡散源の種類ごと(No.3〜15ごと)に50個づつ準備した。付着方法は、容器に拡散源(合金粉末)を広げ、粘着剤を塗布したR−T−B系焼結磁石素材を常温まで降温させた後、容器内で拡散源をR−T−B系焼結磁石素材全面にまぶすように付着させた。 Next, with respect to the R-T-B-based sintered magnet material coated with the pressure-sensitive adhesive, the No. 1 in Table 4 was used. Three to fifteen diffusion sources were deposited. 50 pieces of RTB-based sintered magnet materials to which diffusion sources were attached were prepared for each type of diffusion sources (every No. 3 to 15). In the adhesion method, the diffusion source (alloy powder) is spread in a container, and the RTB-based sintered magnet material coated with the adhesive is cooled to room temperature, and then the diffusion source is RTB-based in the container. It was made to adhere to the entire surface of the sintered magnet material.
次に、前記R−T−B系焼結磁石素材及び拡散源を処理容器内に配置し、900℃で8時間加熱することにより、前記拡散源に含まれるPr及びGaを前記R−T−B系焼結磁石素材の表面から内部に拡散する拡散工程を行った。拡散後のR−T−B系焼結磁石の中央部分から厚さ4.5mm×幅7.0mm×長さ7.0mmの立方体を切り出し、拡散源の種類ごと(No.3〜15ごと)に10個づつB−Hトレーサにより保磁力を測定し、得られた保磁力の最大値から保磁力の最小値を差し引いた値を磁気特性ばらつき(△HcJ)として求めた。△HcJの値を表4に示す。 Next, the R-T-B-based sintered magnet material and the diffusion source are placed in a processing vessel and heated at 900 ° C. for 8 hours to remove Pr and Ga contained in the diffusion source as the R-T- A diffusion step of diffusing from the surface of the B-based sintered magnet material to the inside was performed. From the central part of the R-T-B based sintered magnet after diffusion, a cube of 4.5 mm in thickness × 7.0 mm in width × 7.0 mm in length is cut out, and for each type of diffusion source (for each of Nos. 3 to 15) The coercivity was measured by B-H tracer every 10 pieces, and the value obtained by subtracting the minimum value of the coercivity from the maximum value of the obtained coercivity was determined as the magnetic characteristic variation ( ΔH cJ ). The values of ΔH cJ are shown in Table 4.
表4に示すように、Pr−Ga合金の粉末に熱処理をしていないNo.3(比較例)及び熱処理温度が本開示の範囲外であるNo.9(比較例)と比べ本発明例(No.4〜8、No.10〜15)は、いずれも△HcJが半分程度であり拡散工程における磁気特性のばらつきが抑制されている。 As shown in Table 4, the powder of the Pr—Ga alloy powder not subjected to heat treatment No. 3 (comparative example) and the heat processing temperature are out of the range of this indication. As compared with No. 9 (comparative example), in each of the inventive examples (No. 4 to 8, No. 10 to 15), ΔH cJ is about half, and the variation of the magnetic characteristics in the diffusion process is suppressed.
本発明によれば、高残留磁束密度、高保磁力のR−T−B系焼結磁石を作製することができる。本発明の焼結磁石は、高温下に晒されるハイブリッド車搭載用モータ等の各種モータや家電製品等に好適である。 According to the present invention, an RTB-based sintered magnet having a high residual magnetic flux density and a high coercive force can be manufactured. The sintered magnet of the present invention is suitable for various motors such as a motor for hybrid vehicle mounting exposed to high temperature, home appliances, and the like.
30 拡散源を構成する粉末粒子
100 R−T−B系焼結磁石素材
100a R−T−B系焼結磁石素材の上面
100b R−T−B系焼結磁石素材の側面
100c R−T−B系焼結磁石素材の側面
30
Claims (5)
B:0.80〜0.99質量%、
Ga:0〜0.8質量%、
M:0〜2質量%(MはCu、Al、Nb、Zrの少なくとも一種)、
残部T(TはFe又はFeとCo)及び不可避的不純物、
を含有するR−T−B系焼結磁石素材を準備する工程と、
Pr−Ga合金を準備する工程と、
前記Pr−Ga合金に前記Pr−Ga合金の融点よりも230℃低い温度以上、融点以下の温度で熱処理を行い、熱処理後のPr−Ga合金を粉砕することにより拡散源を得る工程と、
前記R−T−B系焼結磁石素材及び前記拡散源を処理容器内に配置し、前記R−T−B系焼結磁石素材及び前記拡散源を真空又は不活性ガス雰囲気中、600℃超950℃以下の温度で加熱することにより、前記拡散源に含まれるPr及びGaを前記R−T−B系焼結磁石素材の表面から内部に拡散する拡散工程と、
を含み、
前記Pr−Ga合金は、ストリップキャスト法によって作製された合金である、R−T−B系焼結磁石の製造方法。 R: 27.5 to 35.0% by mass (R is at least one of rare earth elements and necessarily includes Nd),
B: 0.80 to 0.99 mass%,
Ga: 0 to 0.8% by mass,
M: 0 to 2% by mass (M is at least one of Cu, Al, Nb and Zr),
Remainder T (T is Fe or Fe and Co) and unavoidable impurities,
Preparing an R-T-B-based sintered magnet material containing
Preparing a Pr-Ga alloy;
Heat treating the Pr—Ga alloy at a temperature not lower than the melting point of the Pr—Ga alloy but not lower than the melting point by 230 ° C. and not higher than the melting point, and grinding the Pr—Ga alloy after the heat treatment to obtain a diffusion source;
The RTB-based sintered magnet material and the diffusion source are disposed in a processing vessel, and the RTB-based sintered magnet material and the diffusion source are heated to over 600 ° C. in a vacuum or inert gas atmosphere. A diffusion step of diffusing Pr and Ga contained in the diffusion source from the surface to the inside of the RTB-based sintered magnet material by heating at a temperature of 950 ° C. or lower;
Including
The method for producing an RTB-based sintered magnet, wherein the Pr-Ga alloy is an alloy produced by a strip casting method.
B:0.80〜0.99質量%、
Ga:0〜0.8質量%、
M:0〜2質量%(MはCu、Al、Nb、Zrの少なくとも一種)、
残部T(TはFe又はFeとCo)及び不可避的不純物、
を含有するR−T−B系焼結磁石素材を準備する工程と、
Pr−Ga合金を粉砕してPr−Ga合金の粉末を準備する工程と、
前記Pr−Ga合金の粉末に前記Pr−Ga合金の粉末の融点よりも230℃低い温度以上、融点以下の温度で熱処理を行い、前記Pr−Ga合金の粉末から拡散源を得る工程と、
前記R−T−B系焼結磁石素材及び前記拡散源を処理容器内に配置し、前記R−T−B系焼結磁石素材及び前記拡散源を真空又は不活性ガス雰囲気中、600℃超950℃以下の温度で加熱することにより、前記拡散源に含まれるPr及びGaを前記R−T−B系焼結磁石素材の表面から内部に拡散する拡散工程と、
を含み、
前記Pr−Ga合金は、ストリップキャスト法によって作製された合金である、R−T−B系焼結磁石の製造方法。 R: 27.5 to 35.0% by mass (R is at least one of rare earth elements and necessarily includes Nd),
B: 0.80 to 0.99 mass%,
Ga: 0 to 0.8% by mass,
M: 0 to 2% by mass (M is at least one of Cu, Al, Nb and Zr),
Remainder T (T is Fe or Fe and Co) and unavoidable impurities,
Preparing an R-T-B-based sintered magnet material containing
Grinding the Pr-Ga alloy to prepare a powder of the Pr-Ga alloy;
Heat treating the powder of the Pr-Ga alloy at a temperature not lower than the melting point of the powder of the Pr-Ga alloy and not lower than the melting point to obtain a diffusion source from the powder of the Pr-Ga alloy;
The RTB-based sintered magnet material and the diffusion source are disposed in a processing vessel, and the RTB-based sintered magnet material and the diffusion source are heated to over 600 ° C. in a vacuum or inert gas atmosphere. A diffusion step of diffusing Pr and Ga contained in the diffusion source from the surface to the inside of the RTB-based sintered magnet material by heating at a temperature of 950 ° C. or lower;
Including
The method for producing an RTB-based sintered magnet, wherein the Pr-Ga alloy is an alloy produced by a strip casting method.
[T]/55.85>14[B]/10.8 (1)
([T]は質量%で示すTの含有量であり、[B]は質量%で示すBの含有量である) The method of manufacturing an RTB-based sintered magnet according to claim 1, wherein the RTB-based sintered magnet material satisfies the following inequality (1).
[T] /55.85> 14 [B] /10.8 (1)
([T] is the content of T in mass%, [B] is the content of B in mass%)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017187702A JP6939337B2 (en) | 2017-09-28 | 2017-09-28 | Manufacturing method of RTB-based sintered magnet |
| CN201811137401.6A CN109585151B (en) | 2017-09-28 | 2018-09-28 | Method for producing R-T-B sintered magnet and diffusion source |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017187702A JP6939337B2 (en) | 2017-09-28 | 2017-09-28 | Manufacturing method of RTB-based sintered magnet |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019062153A true JP2019062153A (en) | 2019-04-18 |
| JP6939337B2 JP6939337B2 (en) | 2021-09-22 |
Family
ID=66177608
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017187702A Active JP6939337B2 (en) | 2017-09-28 | 2017-09-28 | Manufacturing method of RTB-based sintered magnet |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6939337B2 (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20210041315A (en) * | 2019-10-07 | 2021-04-15 | 주식회사 엘지화학 | Manufacturing method of sintered magnet |
| US20220005637A1 (en) * | 2020-07-06 | 2022-01-06 | Yantai Shougang Magnetic Materials Inc | Method for preparing high-performance sintered NdFeB magnets and sintered NdFeB magnets |
| KR102658773B1 (en) * | 2019-10-15 | 2024-04-17 | 주식회사 엘지화학 | Manufacturing method of sintered magnet |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6348805A (en) * | 1986-08-19 | 1988-03-01 | Tohoku Metal Ind Ltd | Manufacture of rare-earth magnet |
| JP2003328092A (en) * | 2002-05-08 | 2003-11-19 | Sumitomo Special Metals Co Ltd | Rare earth alloy powder for bonded magnet, compound for bonded magnet, and bonded magnet using the compound |
| JP2005288493A (en) * | 2004-03-31 | 2005-10-20 | Tdk Corp | Method and apparatus for producing alloy strip, and method for producing alloy powder |
| JP2007277655A (en) * | 2006-04-07 | 2007-10-25 | Showa Denko Kk | Apparatus for manufacturing alloy |
| JP2012212808A (en) * | 2011-03-31 | 2012-11-01 | Tdk Corp | Manufacturing method of rear earth sintered magnet |
| WO2017018291A1 (en) * | 2015-07-30 | 2017-02-02 | 日立金属株式会社 | Method for producing r-t-b system sintered magnet |
| JP2017069337A (en) * | 2015-09-29 | 2017-04-06 | 日立金属株式会社 | Method for manufacturing r-t-b magnet |
-
2017
- 2017-09-28 JP JP2017187702A patent/JP6939337B2/en active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6348805A (en) * | 1986-08-19 | 1988-03-01 | Tohoku Metal Ind Ltd | Manufacture of rare-earth magnet |
| JP2003328092A (en) * | 2002-05-08 | 2003-11-19 | Sumitomo Special Metals Co Ltd | Rare earth alloy powder for bonded magnet, compound for bonded magnet, and bonded magnet using the compound |
| JP2005288493A (en) * | 2004-03-31 | 2005-10-20 | Tdk Corp | Method and apparatus for producing alloy strip, and method for producing alloy powder |
| JP2007277655A (en) * | 2006-04-07 | 2007-10-25 | Showa Denko Kk | Apparatus for manufacturing alloy |
| JP2012212808A (en) * | 2011-03-31 | 2012-11-01 | Tdk Corp | Manufacturing method of rear earth sintered magnet |
| WO2017018291A1 (en) * | 2015-07-30 | 2017-02-02 | 日立金属株式会社 | Method for producing r-t-b system sintered magnet |
| JP2017069337A (en) * | 2015-09-29 | 2017-04-06 | 日立金属株式会社 | Method for manufacturing r-t-b magnet |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20210041315A (en) * | 2019-10-07 | 2021-04-15 | 주식회사 엘지화학 | Manufacturing method of sintered magnet |
| JP2022549995A (en) * | 2019-10-07 | 2022-11-30 | エルジー・ケム・リミテッド | Manufacturing method of sintered magnet |
| JP7309260B2 (en) | 2019-10-07 | 2023-07-18 | エルジー・ケム・リミテッド | Manufacturing method of sintered magnet |
| KR102632582B1 (en) * | 2019-10-07 | 2024-01-31 | 주식회사 엘지화학 | Manufacturing method of sintered magnet |
| KR102658773B1 (en) * | 2019-10-15 | 2024-04-17 | 주식회사 엘지화학 | Manufacturing method of sintered magnet |
| US20220005637A1 (en) * | 2020-07-06 | 2022-01-06 | Yantai Shougang Magnetic Materials Inc | Method for preparing high-performance sintered NdFeB magnets and sintered NdFeB magnets |
| JP2022023018A (en) * | 2020-07-06 | 2022-02-07 | 煙台東星磁性材料株式有限公司 | METHOD FOR MANUFACTURING Nd-Fe-B BASED SINTERED MAGNETIC MATERIAL |
| JP7170377B2 (en) | 2020-07-06 | 2022-11-14 | 煙台東星磁性材料株式有限公司 | Method for producing Nd--Fe--B based sintered magnetic material |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6939337B2 (en) | 2021-09-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102394072B1 (en) | R-Fe-B TYPE SINTERED MAGNET AND METHOD FOR MAKING THE SAME | |
| CN109964290B (en) | Method for producing R-T-B sintered magnet | |
| JP5304907B2 (en) | R-Fe-B fine crystal high density magnet | |
| JP6614084B2 (en) | Method for producing R-Fe-B sintered magnet | |
| WO2016133071A1 (en) | Method for producing r-t-b system sintered magnet | |
| JP6051892B2 (en) | Method for producing RTB-based sintered magnet | |
| CN109983553B (en) | Method for producing R-T-B sintered magnet | |
| JP2018056188A (en) | Rare earth-iron-boron based sintered magnet | |
| JP6221233B2 (en) | R-T-B system sintered magnet and manufacturing method thereof | |
| JP2019169542A (en) | Method for manufacturing r-t-b based sintered magnet | |
| CN109585152B (en) | Method for producing R-T-B sintered magnet and diffusion source | |
| JP6939339B2 (en) | Manufacturing method of RTB-based sintered magnet | |
| JP6946905B2 (en) | Diffusion source | |
| JP6939337B2 (en) | Manufacturing method of RTB-based sintered magnet | |
| JP6691666B2 (en) | Method for manufacturing RTB magnet | |
| JP6508447B1 (en) | Method of manufacturing RTB based sintered magnet | |
| JP6734399B2 (en) | Magnetic material sputtering target and manufacturing method thereof | |
| JP6691667B2 (en) | Method for manufacturing RTB magnet | |
| JP7059995B2 (en) | RTB-based sintered magnet | |
| CN109585151B (en) | Method for producing R-T-B sintered magnet and diffusion source | |
| JP2022077979A (en) | Manufacturing method of rare earth sintered magnet | |
| JP7380369B2 (en) | Manufacturing method of RTB sintered magnet and alloy for diffusion | |
| JP6939338B2 (en) | Manufacturing method of RTB-based sintered magnet | |
| JP6946904B2 (en) | Diffusion source | |
| JP2019062156A (en) | Method for manufacturing r-t-b based sintered magnet |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200911 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210728 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210803 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210816 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6939337 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |