JP2018506380A - セラミック微小粒子を有する消費用摺洗物品及びその製造方法 - Google Patents
セラミック微小粒子を有する消費用摺洗物品及びその製造方法 Download PDFInfo
- Publication number
- JP2018506380A JP2018506380A JP2017545254A JP2017545254A JP2018506380A JP 2018506380 A JP2018506380 A JP 2018506380A JP 2017545254 A JP2017545254 A JP 2017545254A JP 2017545254 A JP2017545254 A JP 2017545254A JP 2018506380 A JP2018506380 A JP 2018506380A
- Authority
- JP
- Japan
- Prior art keywords
- texture layer
- substrate
- article
- ceramic
- microparticles
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Classifications
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47L—DOMESTIC WASHING OR CLEANING; SUCTION CLEANERS IN GENERAL
- A47L13/00—Implements for cleaning floors, carpets, furniture, walls, or wall coverings
- A47L13/10—Scrubbing; Scouring; Cleaning; Polishing
- A47L13/16—Cloths; Pads; Sponges
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47L—DOMESTIC WASHING OR CLEANING; SUCTION CLEANERS IN GENERAL
- A47L17/00—Apparatus or implements used in manual washing or cleaning of crockery, table-ware, cooking-ware or the like
- A47L17/04—Pan or pot cleaning utensils
- A47L17/08—Pads; Balls of steel wool, wire, or plastic meshes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D5/00—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures
- B05D5/02—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures to obtain a matt or rough surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D11/00—Constructional features of flexible abrasive materials; Special features in the manufacture of such materials
- B24D11/001—Manufacture of flexible abrasive materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D18/00—Manufacture of grinding tools or other grinding devices, e.g. wheels, not otherwise provided for
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D3/00—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents
- B24D3/001—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as supporting member
- B24D3/002—Flexible supporting members, e.g. paper, woven, plastic materials
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/12—Chemical modification
- C08J7/123—Treatment by wave energy or particle radiation
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/12—Chemical modification
- C08J7/16—Chemical modification with polymerisable compounds
- C08J7/18—Chemical modification with polymerisable compounds using wave energy or particle radiation
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K7/00—Use of ingredients characterised by shape
- C08K7/16—Solid spheres
- C08K7/18—Solid spheres inorganic
- C08K7/20—Glass
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K7/00—Use of ingredients characterised by shape
- C08K7/22—Expanded, porous or hollow particles
- C08K7/24—Expanded, porous or hollow particles inorganic
- C08K7/28—Glass
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/413—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties containing granules other than absorbent substances
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D1/00—Processes for applying liquids or other fluent materials
- B05D1/32—Processes for applying liquids or other fluent materials using means for protecting parts of a surface not to be coated, e.g. using stencils, resists
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2313/00—Characterised by the use of rubbers containing carboxyl groups
- C08J2313/02—Latex
Abstract
Description
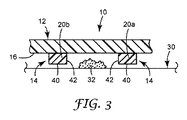
パターン、デザイン及び/又は表面16からの部分(例えば、20a、20b)の延びる距離に関わらず、摺洗の適用時、使用者(図示せず)は、通常、摺洗物品10を、テクスチャ層14が摺洗されるべき表面に面するように配置する。
この配向の例は、摺洗物品10が表面30を清掃する又は別の方法で処理するように配置された図3に提供されている。理解されるであろうとおり、清掃される表面30は、特定用途向けであり、比較的硬質(例えば、テーブルの上面又は調理用フライパン)又は比較的軟質(例えば、ヒトの皮膚、ポリマー製ベーキング器など)であり得る。いずれにせよ、図3の例示的な実施形態では、摺洗される表面30は、表面30に望ましくなく固着した塊32を有し得る。この場合も、塊32は特定の摺洗適用に特有のものであるが、汚れ、乾燥した食品、乾燥した血液等などの物質を含む。本開示の摺洗物品10は、使用者がテクスチャ層14(又はその一部分)を塊32の全体に繰り返し押し付けて往復させると、塊32の摺洗除去が容易になる。テクスチャ層14のそれぞれのセクション(例えば、セクション20a、20b)は、摺洗運動時に塊32を擦り剥がすためか又は完全に除去するため十分に硬質でなければならない。加えて、テクスチャ層14は、基材表面16から相当な距離延びて、最外表面40だけでなく面42にも沿った、塊32との表面の密な相互接触を確実にしなければならない。部分20a、20bは、均一で尖った角部又は縁部を(表面40と面42との交点にて)有するように描かれているが、同様に又は代わりに、丸みを帯びた縁部もしくは角部を有してもよく、又は断面が非均一であってもよい。テクスチャ層の伸張は、所望の摺洗性が達成される程度であることが重要である。特に、ブローン繊維「摺洗」又はテクスチャ層を組み込む多くの清掃用ワイプは、基材表面に対する最低限の厚さ又は伸張しか提供せず、望ましいものを下回る摺洗特性を生む可能性が高い。更に、本開示のテクスチャ層14によって提供される別個の部分(例えば、部分20a、20b)が、互いに十分に離されて、清掃作業中に、塊32と特定のテクスチャ層部分20a、20bの側壁42との間の密な接触を確実にすることが好ましい。更になお、物品10を使用して表面30を摺洗する最中及び摺洗後、テクスチャ層14を形成する組成物が基材12上で実質的に無傷のままであるように、テクスチャ層14が耐摩耗性を有することが望ましい。
基材12は、種々の材料から、種々の形態で形成され得る。種々の不織布、ファブリック(例えば、織られた又は編まれた)、発泡体、スポンジ及びフィルム材料を含むが、これらに限定されない、消費用摺洗物品としての使用に適した任意の基材材料又は材料の組み合わせを使用できる。基材12の材料及び形態は、所与の摺洗作業に特に適した及び/又はテクスチャ層組成物を基材12上に堆積させることもしくは形成することに特に適した伸展性、弾性、耐久性、可撓性、印刷適性等などの、種々の範囲の所望の特性を付与するように選択され得る。示されるとおり、基材12に好適な材料は、広範囲の耐久性特性を有するように選択されてもよい。例えば、摺洗物品における使用に好適な材料の耐久性は、多くの場合、「使い捨て」(その材料から形成される物品が、使用直後に廃棄されることを意図されることを意味する)、「半使い捨て」(その材料から形成される物品が、限定された回数洗濯され、再使用され得ることを意味する)、又は「再使用可能」(その材料から形成される物品が、洗濯され、再使用されることを意図されることを意味する)に分類される。また、上で示したように、材料はそれらの可撓性に基づいて選択してもよい。用途によっては、消費者は比較的可撓性のある、しなやかな又はドレープを付けることができる摺洗物品の方を好む場合があるのに対して、他の用途では、消費者はある程度の可撓性をなお維持する比較的より剛性のある物品の方を好む。比較的よりしなやかな摺洗物品が好まれる(例えば、ドレープを付けることができる)用途では、より可撓性のある基材12を提供することで、使用者が摺洗物品10を特定の摺洗作業に最も適した手法で容易に折る、握る、又は別の手法で操作することを可能にする。基材12の所望のしなやかさは、その乾燥坪量について述べることによって特徴付けることができる。基材12が不織布材料である任意の実施形態では、不織布基材12は、約300g/m2未満、あるいは、約200g/m2未満、及び約30g/m2超の乾燥坪量を有することができる。「ドレープ性」は、不規則又は非平坦な表面に順応する固有の能力として定義される。あるいは、基材12のしなやかさは、ドレープ性の観点から表すことができる。ドレープ性又は「ドレープ」は、「Handle−O−Meter Stiffness of Nonwoven Fabrics」IST 90.3(95)に対するINDA基準を使用して測定される。これを念頭に置くと、基材12の不織布態様は、いくつかの実施形態では、約250未満のドレープ性の値を有することができる。比較的より硬質であるが、なお可撓性のある基材が所望される摺洗用途の他の実施形態では、基材12は、使用者により軽く把持されたとき、又は不規則表面に配置されたときの両方においてその形状を実質的に保持する組成物及び形態で形成してもよい。
上述のように、テクスチャ層14は、基材12に付与され、かつおそらくは基材12を少なくとも部分的に貫通する研磨剤組成物である。テクスチャ層14の厳密な組成物は、所望の最終性能特徴に応じて異なり得る。この目的のため、テクスチャ層組成物を、まず作製し、その後、基材12上に堆積又は形成し、その後、固化し(能動的又は受動的)、テクスチャ層14を完成する。言及すべき点として、「テクスチャ層組成物」(又は「テクスチャ層マトリックス」)は、最終混合時、及び基材12における適用もしくは形成(例えば、印刷、コーティング、エンボス加工、マイクロレプリケーション等)前の構成成分又は成分を意味する。「テクスチャ層前駆体」は、基材12に形成直後かつ固化前のテクスチャ層組成物に関する。「テクスチャ層」(すなわち、テクスチャ層14)は、もしあれば、形成後処理(例えば、熱、UV、電子ビーム等)後を含む固化後に形成される又は付与されるテクスチャ層を意味する。テクスチャ層組成物は、選択したバインダ樹脂、多数の微小粒子を含むとともに、処理剤、鉱物、充填剤、着色剤、増粘剤、消泡剤、界面活性剤、石鹸又は他の洗浄/消毒/清浄剤等などの更なる成分を含んでもよい。厳密な組成物を問わず、テクスチャ層14は摺洗物品10に対し、所望の製造性、摺洗性、耐久性、硬さ及び耐摩耗性を付与する。微小粒子は本開示の原理によるテクスチャ層14の摺洗性及び耐摩耗性を独自に高める。
微小粒子はテクスチャ層14の摺洗特性及び耐摩耗特性を高めるように選択され、種々の形態をとることができる。ある実施形態では、微小粒子はセラミック材料から作製されている。他の種々の実施形態では、多数の微小粒子はプラスチックマイクロバブルから作製されている。「微小粒子(microparticles)」という用語及び「微小(micro)」という接頭辞は、本明細書で使用する場合、(個々の文脈で具体的に含意されない限り)、特定の幾何学的形状は場合によっては異なるものの、一般に、マイクロスケール(すなわち、約0.1マイクロメートル〜約500マイクロメートルの範囲内)で測定され得る有効又は平均寸法もしくは直径を有する粒子及び粒子群を意味する。本開示の全体を通じて使用される「セラミック」という用語は、ガラス、結晶性セラミックス、ガラスセラミックス及びこれらの組み合わせなどの、従来、セラミックスとして分類される無機非金属様物質に関するものである。本開示の全体を通じて使用される「セラミック」という用語は、特に、ポリマー類を除外する。本開示のテクスチャ層が付与されたセラミック微小粒子のいくつか又はすべては、中実又は中空であり得るとともに、テクスチャ層14が付与された多数のセラミック微小粒子は、中実微小粒子と中空微小粒子との組み合わせを含むことができる。
本開示による有用なバインダ樹脂は、多種多様な形態をとることができ、一般に、多数の微小粒子を含むテクスチャ層14の、特定の形態の基材12への強固な固定を促進するように選択される。バインダ樹脂は、水の乾燥/放出、外部エネルギー(例えば、熱、紫外線、電子ビーム照射等)への曝露などの種々の機構によって、架橋して又は架橋せずに、固化させること又は硬化させることが可能な樹脂を含むことができる。いくつかの許容されるバインダ樹脂としては、ポリオレフィン、スチレン−ブタジエン樹脂、アクリル樹脂、フェノール樹脂、ニトリル樹脂、エチレン酢酸ビニル樹脂、ポリウレタン樹脂、スチレン−アクリル樹脂、ビニルアクリル樹脂並びにこれらの組み合わせからなる群から選択されるバインダ樹脂が挙げられる。本開示で有用なバインダ樹脂の他の非限定的な例としては、アミノ樹脂、アルキル化尿素ホルムアルデヒド樹脂、メラミン−ホルムアルデヒド樹脂、アクリル樹脂(アクリレート及びメタクリレートを含む)(例えば、ビニルアクリレート、エポキシアクリレート、ウレタンアクリレート、ポリエステルアクリレート、アクリルアクリレート、ポリエーテルアクリレート、ビニルエーテル、油脂アクリレート、及びシリコーンアクリレート)、アルキド樹脂(例えば、ウレタンアルキド樹脂)、ポリエステル樹脂、反応性ウレタン樹脂、フェノール樹脂(例えば、レゾール樹脂及びノボラック樹脂)、フェノール/ラテックス樹脂、エポキシ樹脂などが挙げられる。これらの樹脂は、モノマー、オリゴマー、ポリマー、又はこれらの組み合わせとして提供することができる。モノマーとしては、エポキシモノマー、オレフィン、スチレン、ブタジエン、アクリルモノマー、フェノールモノマー、置換フェノールモノマー、ニトリルモノマー、エチレン酢酸ビニルモノマー、イソシアネート、アクリルモノマー、ビニルアクリルモノマー、及びこれらの組み合わせなどの、架橋された構造を形成することができる多官能性モノマーを挙げることができる。本開示で有用なバインダ樹脂の他の非限定的な例としては、アミノ酸、アルキル化尿素モノマー、メラミン、アクリルモノマー(アクリレート及びメタクリレートを含む)(例えば、ビニルアクリレート、エポキシアクリレート、ウレタンアクリレート、ポリエステルアクリレート、アクリルアクリレート、エーテルアクリレート、ビニルエーテル、油脂アクリレート及びシリコーンアクリレート)、アルキドモノマー(例えば、ウレタンアルキドモノマー)、エステル等が挙げられる。
上述のように、テクスチャ層組成物は、任意選択的に、処理剤又は助剤などの更なる成分を含んでもよい。例えば、テクスチャ層組成物は、用いられる特定の形成技術(例えば、印刷)及び製造ラインの速度にとって最も望ましい粘度を得るために、増粘剤を含むことができる。材料は、基材12へのテクスチャ層組成物の転写中、テクスチャ層組成物又はマトリックスがステンシルパターン(例えば)の穴もしくはボイドを充填するように流動でき、基材12に十分に付着し、後に続く加工工程(もしあれば)の前であっても、基材12からステンシル(又は他の本体)を除去する際に所望のパターン形状を保持することを可能にする分子量又は粘度を有するように選択してもよい。適切な増粘剤は当技術分野において公知であり、例えば、メチルセルロース及びRheox,Inc.(Hightstown、New Jersey)から「RHEOLATE255」の商品名で入手可能な材料が挙げられる。別の許容できる増粘剤は、Huntsman International LLC(High Point、NC、USA)から「LYOPRINT PT−XN」の商品名で入手可能である。増粘剤は、選択したバインダ樹脂及び形成技術によっては必要がない場合がある。用いる場合は、増粘剤は、テクスチャ層組成物の約40重量%未満をなすことが好ましい。他の実施形態では、従来技術で公知のように、テクスチャ層組成物中に塩成分を付与して、エマルションの構成成分間のイオン反応の発生を補助し、それにより、同様に、組成物の粘度の増大を生じさせてもよい。
テクスチャ層組成物は、任意選択的に、1種以上の添加剤を含む。例えば、テクスチャ層組成物は、摺洗物品10に所望の美的訴求性を付与するための着色剤又は色素添加剤を含むことができる。適切な色素は当該技術分野において公知であり、例えば、Sun Chemical Corp.(Amelia、Ohio)から「SUNSPERSE」の商品名で販売されている製品が挙げられる。当該技術分野で既知の他の着色剤が同等に許容可能であり、いくつかの実施形態では、テクスチャ層組成物の10重量%未満をなす。
最後に、また前述のとおり、本開示の摺洗物品10は、「乾式」で使用されてもよく、又は消毒、殺菌、もしくは洗浄するための化学物質(溶液又は固体)(例えば、石鹸)が充填されてもよい。「充填(loaded)」という用語は、使用者に提供される前に基材12(又は基材12に固定された補助体)に吸収される化学溶液に関するものである。加えて又は代替的に、化学物質は、布の表面上に噴霧されてもよい。また更なる実施形態では、化学物質は、テクスチャ層組成物14中に又はその一部として、提供されてもよい。したがって、堆積された(例えば、印刷された)テクスチャ層14が、印刷された石鹸摺洗ドット(例えば、20a、20b、図3)を含んでもよい。これらの種々の構造により、使用中、化学溶液は、使用者が摺洗物品10で表面を拭くときに、基材12から放出される。故に、化学物質がテクスチャ層14の一部として提供される実施形態では、摺洗適用中に化学物質が消費されるにつれて、テクスチャ層(即ち、摺洗部分20a、20b)の大きさは徐々に減少してもよい。テクスチャ層14の任意の非イオン性の性質によって、水、石鹸、第四級アンモニウム塩溶液、「Lauricidin」(商標)系抗菌剤、アルコール系抗菌剤、柑橘系洗浄剤、溶剤系洗浄剤、クリームポリッシュ、陰イオン性洗浄剤、アミンオキシド等を含む、事実上あらゆる所望の化学物質を使用することができる。すなわち、化学溶液は、用いられる場合、陰イオン性、陽イオン性又は中性であり得る。
本開示の摺洗物品10の製造又は形成は、図4の簡易ブロック形態で図示されており、概して、適切なテクスチャ層組成物を作製することと、この組成物を(例えば、印刷、コーティング、エッチング、エンボス加工、マイクロレプリケーション、成形等により)基材12上に付与することと、を含む。いくつかの実施形態では、本開示の方法は、任意選択的に、テクスチャ層前駆体を、テクスチャ層14の固化を促進するエネルギー源に曝露することを更に含む。組成物の実際の堆積又は付与のための種々の技術について以下説明する。図4によって示されるように、本開示のいくつかの方法は、連続的又はインライン式であり、基材12の連続的なウェブが種々の処理ステーションを通じて搬送される。
ラテックス:Mallard Creek Polymers,Inc.(Charlotte、NC、USA)から「ROVENE5900」の商品名で市販されている、ブルックフィールド粘度200cps(♯2/20rpm)及びpH9.0のカルボキシル化スチレン−ブタジエンエマルション。
色素:Sun Chemical Corporation(Cincinnati、OH、USA)から「WHD9507 SUNSPERSE WHITE6」の商品名で市販されている、1.984g/ccの密度を有する液体白色色素。
増粘剤:Huntsman International LLC(High Point、North Carolina、USA)から「LYOPRINT PT−XN」の商品名で市販されている、比重1.1の、完全中和された、アニオン性アクリル系ポリマー分散体。
シリコーンエマルション:Dow Corning Corp.(Midland、MI、USA)から「XIAMETER AFE−1520」の商品名で市販されている、比重1.0及びpH3.5のシリコーンエマルション。
GB−1:3M Company(St.Paul、MN)から「3M iM16K Hi−Strength Glass Bubbles」の商品名で市販されている、破砕強度110MPa、平均径20マイクロメートル及び真密度0.46g/cm3の3M(商標)iM16K Hi−Strength Glass Bubbles。
GB−2:3M Company(St.Paul、MN)から「3M iM16K−N Hi−Strength Glass Bubbles」の商品名で市販されている、破砕強度110MPa、平均径20マイクロメートル及び真密度0.46g/cm3の、表面の中性化のため処理された、3M(商標)iM16K−N Hi−Strength Glass Bubbles。
CM−1:3M Company(St.Paul、MN)から「3M W210 Ceramic Microspheres」の商品名で市販されている、典型的な白色度(L値)95以上、粒径3マイクロメートル及び密度1.5g/cm3の硬質、不活性、中実、白色ファインセラミック球状粒子。
CM−2:3M Company(St.Paul、MN)から「3M W610 Ceramic Microspheres」の商品名で市販されている、典型的な白色度(L値)95以上、粒径10マイクロメートル及び密度1.5g/cm3の硬質、不活性、中実、白色ファインセラミック球状粒子。
プラスチックフィルム:0.13mmの厚みを有する、溶融押出された、2軸配向かつプライマーを施したポリ(エチレンテレフタレート)フィルム。
ファブリック:0.45〜0.75mmの範囲内の厚さ及び160g/m2の単位重量を有する、82%のポリ(エチレンテレフタレート)繊維と18%のポリアミド6繊維から調製したニットファブリック。
不織布ワイプ:単位重量70g/m2の熱点接着スパンボンドポリ(エチレンテレフタレート)不織布ワイプ。
発泡体:Aearo Technologies LLC(Newark、DE、USA)から「TEXTURED SURFACE FOAM、POLYETHER、M−100SF」の商品名で市販されている、密度27kg/m3、厚さ2.54cm、並びに比較的多孔性でない頂面及び底面を有するポリウレタン発泡体シート。
セルローススポンジ:3M Company(St.Paul、MN)から「SCOTCH−BRITE STAY CLEAN SCRUBBING DISH CLOTH」(カタログ番号9033−Q)の商品名で市販されているセルローススポンジシート。
本開示の原理によるテクスチャ層組成物を、表1に記載されているラテックス、色素、増粘剤、シリコーンエマルション及びGB−1材料を0.1グラム単位で量ることによって用意した。全材料を、硬質プラスチック容器内に入れた。プラスチック製の蓋を容器上に置いた。この混合物を、Flaktek,Inc.(Landrum、SC、USA)から「SPEEDMIXER DAC 400.1 VAC−P」の商品名で市販されている実験室用遠心ミキサー内で30秒間混合した。30秒後、混合を停止し、中に混合物を有するプラスチック容器をミキサーから取り出した。容器を実験室のベンチ上に24時間静置した。
実施例Bのテクスチャ層組成物は実施例Aと同一の成分(表1に明記した量の)を含み、GB−1をGB−2に入れ替えたこと以外は同様に調製した。
実施例Cのテクスチャ層組成物は実施例Aと同一の成分(表1に明記した量の)を含み、GB−1をCM−1に入れ替えたこと以外は同様に調製した。
実施例Dのテクスチャ層組成物は実施例Aと同一の成分(表1に明記した量の)を含み、GB−1をCM−2に入れ替えたこと以外は同様に調製した。
比較実施例のテクスチャ層組成物は実施例Aと同一の成分(表1に明記した量の)を含み、GB−1が含まれなかった(任意の他のセラミック微小粒子材料も含まれなかった)こと以外は同様に調製した。

サンプル摺洗物品の耐摩耗性を、サンプルのそれぞれを手持ち式のたわし(3M Company(St.Paul、MN、USA)から「EXTREME SCRUB HAND PAD」の商品名で市販されている)で手の圧力によって擦ることによって試験した。それぞれの被試験摺洗物品サンプルを平らな実験室の作業台上に置き、サンプルの角部に粘着テープを貼ることによってこの作業台上に固定した。たわしを水道水で完全に洗浄し、手で5回絞り、パッドに吸収されている余分な水を除去した。次に、たわしで、剪断運動によってわずかな手の圧力をかけることのみにより、サンプル摺洗物品上を往復させて擦った。それぞれの往復運動の組み合わせは、サイクルを形成するとみなされた。20サイクルの後、サンプル摺洗物品をそれぞれ目視で観察し、耐摩耗性の程度を表2に記載するように評価した又は格付けした。
磨耗耐性試験の結果を表3に示す。結果は、小さなセラミック微小粒子(CM−1、実施例C)の存在が、より大きなセラミック微小粒子(CM−2、実施例D)及びガラスマイクロバブル(GB−1及びGB−2、実施例A及びB)に比してより有用であることを示した。加えて、純粋なガラスマイクロバブル(GB−1、実施例A)が、表面改質されているガラスマイクロバブル(GB−2、実施例B)に比してより有用であることも明らかとなった。セルローススポンジは平均的な性能を示すことが明らかとなった。いかなる理論考察にも拘束されることを望むものではないが、セルローススポンジの平均的性能は、セルローススポンジ表面上の官能化学基がかなりの程度で不足し、それにより、セルローススポンジと印刷された組成物との間の界面結合の程度が制限されたことに起因する可能性があると考えられる。
Claims (20)
- 基材と、
前記基材の少なくとも1つの表面上に形成されたテクスチャ層と、を備え、前記テクスチャ層は、多数のセラミック微小粒子を含む、摺洗物品。 - 前記セラミック微小粒子の少なくともいくつかは、中実微粒子である、請求項1に記載の摺洗物品。
- 前記セラミック微小粒子の少なくともいくつかは、中空微粒子である、請求項1に記載の摺洗物品。
- 前記中空微粒子の少なくともいくつかは、ガラスマイクロバブルである、請求項3に記載の摺洗物品。
- 前記多数の微小粒子は、実質的に球状である、請求項1に記載の摺洗物品。
- 前記多数のセラミック微小粒子のうち少なくとも95%の前記微小粒子は、真球形状から5%以内の範囲内の外形を有する、請求項5に記載の摺洗物品。
- 前記基材は、不織布、織布、編物、発泡体、セルローススポンジ及びフィルムからなる群から選択される材料を含む、請求項1に記載の摺洗物品。
- 前記テクスチャ層は、バインダ樹脂を更に含む、請求項1に記載の摺洗物品。
- 前記バインダ樹脂は、ラテックスを含む、請求項8に記載の摺洗物品。
- 前記バインダ樹脂は、架橋することなく硬化するように構成されている、請求項8に記載の摺洗物品。
- 前記テクスチャ層は、架橋剤を更に含む、請求項8に記載の摺洗物品。
- 前記テクスチャ層は、前記基材の前記表面上にパターンを画定する、請求項1に記載の摺洗物品。
- 前記テクスチャ層は、電子ビーム処理されたテクスチャ層である、請求項1に記載の摺洗物品。
- 基材を準備することと、
前記基材の表面上にテクスチャ層を形成することと、を含み、前記テクスチャ層は、多数のセラミック微小粒子を含む、摺洗物品の製造方法。 - 前記テクスチャ層を形成する工程は、
流動性テクスチャ層組成物を準備することと、
前記流動性テクスチャ層組成物を前記基材の前記表面上に転写することと、を含む、請求項14に記載の方法。 - 前記セラミック微小粒子の少なくともいくつかは、中実微粒子である、請求項14に記載の方法。
- 前記セラミック微小粒子の少なくともいくつかは、中空微粒子である、請求項14に記載の方法。
- 前記中空微粒子の少なくともいくつかは、ガラスマイクロバブルである、請求項17に記載の方法。
- 前記多数のセラミック微小粒子は、実質的に球状である、請求項14に記載の方法。
- 前記多数のセラミック微小粒子のうちの少なくとも95%の前記微小粒子は、真球形状から5%以内の範囲内の外形を有する、請求項19に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201562121644P | 2015-02-27 | 2015-02-27 | |
| US62/121,644 | 2015-02-27 | ||
| PCT/US2016/016525 WO2016137706A1 (en) | 2015-02-27 | 2016-02-04 | Consumer scrubbing article with ceramic microparticles and method of making same |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018506380A true JP2018506380A (ja) | 2018-03-08 |
| JP2018506380A5 JP2018506380A5 (ja) | 2019-03-14 |
Family
ID=55443326
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017545254A Pending JP2018506380A (ja) | 2015-02-27 | 2016-02-04 | セラミック微小粒子を有する消費用摺洗物品及びその製造方法 |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US20180028036A1 (ja) |
| EP (1) | EP3261505A1 (ja) |
| JP (1) | JP2018506380A (ja) |
| KR (1) | KR20170125873A (ja) |
| CN (1) | CN107278133A (ja) |
| BR (1) | BR112017017934A2 (ja) |
| CA (1) | CA2977362A1 (ja) |
| CL (1) | CL2017002168A1 (ja) |
| MX (1) | MX2017010668A (ja) |
| TW (1) | TW201700061A (ja) |
| WO (1) | WO2016137706A1 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3405091B1 (en) | 2016-01-19 | 2019-07-31 | 3M Innovative Properties Company | Consumer scrubbing article with stain release and method of making same |
| WO2017146969A2 (en) | 2016-02-26 | 2017-08-31 | 3M Innovative Properties Company | Consumer scrubbing article with solvent-free texture layer and method of making same |
| EP3498426B8 (fr) * | 2017-12-18 | 2020-12-16 | Spontex | Nappe abrasive décorée |
| DE102020126904A1 (de) * | 2020-10-13 | 2022-04-14 | a&n&a GmbH & Co. KG | Reinigungsschwamm und verfahren zu seiner herstellung |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0653059U (ja) * | 1992-10-19 | 1994-07-19 | 武志 池野 | バ フ |
| JPH06278039A (ja) * | 1993-03-31 | 1994-10-04 | Tokyo Jiki Insatsu Kk | 研磨フィルム |
| JPH09201762A (ja) * | 1996-01-30 | 1997-08-05 | Matsushita Electric Ind Co Ltd | 微細研磨用工具、その製造方法およびドレッシング方法、ならびに研磨方法 |
| WO1998003306A1 (en) * | 1996-07-23 | 1998-01-29 | Minnesota Mining And Manufacturing Company | Structured abrasive article containing hollow spherical filler |
| JP2005529657A (ja) * | 2002-06-11 | 2005-10-06 | スリーエム イノベイティブ プロパティズ カンパニー | 消費者スクラビングワイプ物品およびその製造方法 |
| JP2007511372A (ja) * | 2003-05-22 | 2007-05-10 | スリーエム イノベイティブ プロパティズ カンパニー | 磨き表面を有する拭取り用物品 |
| US20110053460A1 (en) * | 2009-08-26 | 2011-03-03 | 3M Innovative Properties Company | Structured abrasive article and method of using the same |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3709706A (en) | 1969-05-16 | 1973-01-09 | Minnesota Mining & Mfg | Refractory fibers and other articles of zirconia and silica mixtures |
| US4166147A (en) | 1973-04-16 | 1979-08-28 | Minnesota Mining And Manufacturing Company | Shaped and fired articles of tio2 |
| US4528239A (en) * | 1983-08-23 | 1985-07-09 | The Procter & Gamble Company | Deflection member |
| US4799939A (en) * | 1987-02-26 | 1989-01-24 | Minnesota Mining And Manufacturing Company | Erodable agglomerates and abrasive products containing the same |
| US5030496A (en) * | 1989-05-10 | 1991-07-09 | Minnesota Mining And Manufacturing Company | Low density nonwoven fibrous surface treating article |
| US5213588A (en) | 1992-02-04 | 1993-05-25 | The Procter & Gamble Company | Abrasive wiping articles and a process for preparing such articles |
| FR2703057B1 (fr) * | 1993-03-24 | 1995-06-16 | Elysees Balzac Financiere | Matériau alvéolaire cellulosique renfermant un agent biocide et procédé pour sa préparation. |
| JP2000300507A (ja) * | 1999-04-22 | 2000-10-31 | Three M Innovative Properties Co | クリーニングシート |
| US20030017797A1 (en) * | 2001-03-28 | 2003-01-23 | Kendall Philip E. | Dual cured abrasive articles |
| US7799968B2 (en) * | 2001-12-21 | 2010-09-21 | Kimberly-Clark Worldwide, Inc. | Sponge-like pad comprising paper layers and method of manufacture |
| US20060286884A1 (en) * | 2003-05-22 | 2006-12-21 | Stephane Thioliere | Wiping articles having a scouring surface |
| US20050129897A1 (en) * | 2003-12-11 | 2005-06-16 | Kimberly-Clark Worldwide, Inc. | Disposable scrubbing product |
| US20050130536A1 (en) * | 2003-12-11 | 2005-06-16 | Kimberly-Clark Worldwide, Inc. | Disposable scrubbing product |
| US20060240223A1 (en) * | 2005-04-22 | 2006-10-26 | Tuman Scott J | Cleaning sheet and method of making |
| US20090110890A1 (en) * | 2007-10-30 | 2009-04-30 | 3M Innovative Properties Company | Color changing wear indicator |
| WO2010056835A2 (en) * | 2008-11-12 | 2010-05-20 | 3M Innovative Properties Company | Natural fiber nonwoven scouring material and methods of making |
| WO2012024532A1 (en) * | 2010-08-18 | 2012-02-23 | Higher Dimension Materials, Inc. | Protective material having guard plates and substrates with improved surface properties |
| AU2013232474B2 (en) * | 2012-03-16 | 2015-06-18 | 3M Innovative Properties Company | Light weight articles, composite compositions, and processes for making the same |
| AU2013240253B2 (en) * | 2012-03-27 | 2015-12-10 | 3M Innovative Properties Company | Composite particles, methods of making, and articles including the same |
| US9226637B2 (en) * | 2013-04-15 | 2016-01-05 | The Procter & Gamble Company | Cleaning implement based on melamine-formaldehyde foam comprising hollow melamine-formaldehyde microspheres |
| CN104562689A (zh) * | 2013-10-16 | 2015-04-29 | 圣戈班磨料磨具有限公司 | 经氨基树脂处理的背衬材料、及含有使用所述背衬材料的涂附磨具产品和其制备方法 |
| EP3261506A1 (en) * | 2015-02-27 | 2018-01-03 | 3M Innovative Properties Company | Scrubbing article and method of making same |
| EP3405091B1 (en) * | 2016-01-19 | 2019-07-31 | 3M Innovative Properties Company | Consumer scrubbing article with stain release and method of making same |
-
2016
- 2016-02-04 WO PCT/US2016/016525 patent/WO2016137706A1/en active Application Filing
- 2016-02-04 KR KR1020177027012A patent/KR20170125873A/ko unknown
- 2016-02-04 JP JP2017545254A patent/JP2018506380A/ja active Pending
- 2016-02-04 CN CN201680011263.XA patent/CN107278133A/zh active Pending
- 2016-02-04 CA CA2977362A patent/CA2977362A1/en not_active Abandoned
- 2016-02-04 MX MX2017010668A patent/MX2017010668A/es unknown
- 2016-02-04 EP EP16706942.6A patent/EP3261505A1/en not_active Withdrawn
- 2016-02-04 US US15/551,988 patent/US20180028036A1/en not_active Abandoned
- 2016-02-04 BR BR112017017934A patent/BR112017017934A2/pt not_active IP Right Cessation
- 2016-02-16 TW TW105104501A patent/TW201700061A/zh unknown
-
2017
- 2017-08-25 CL CL2017002168A patent/CL2017002168A1/es unknown
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0653059U (ja) * | 1992-10-19 | 1994-07-19 | 武志 池野 | バ フ |
| JPH06278039A (ja) * | 1993-03-31 | 1994-10-04 | Tokyo Jiki Insatsu Kk | 研磨フィルム |
| JPH09201762A (ja) * | 1996-01-30 | 1997-08-05 | Matsushita Electric Ind Co Ltd | 微細研磨用工具、その製造方法およびドレッシング方法、ならびに研磨方法 |
| WO1998003306A1 (en) * | 1996-07-23 | 1998-01-29 | Minnesota Mining And Manufacturing Company | Structured abrasive article containing hollow spherical filler |
| JP2005529657A (ja) * | 2002-06-11 | 2005-10-06 | スリーエム イノベイティブ プロパティズ カンパニー | 消費者スクラビングワイプ物品およびその製造方法 |
| JP2007511372A (ja) * | 2003-05-22 | 2007-05-10 | スリーエム イノベイティブ プロパティズ カンパニー | 磨き表面を有する拭取り用物品 |
| US20110053460A1 (en) * | 2009-08-26 | 2011-03-03 | 3M Innovative Properties Company | Structured abrasive article and method of using the same |
Also Published As
| Publication number | Publication date |
|---|---|
| CL2017002168A1 (es) | 2018-03-02 |
| KR20170125873A (ko) | 2017-11-15 |
| CA2977362A1 (en) | 2016-09-01 |
| CN107278133A (zh) | 2017-10-20 |
| EP3261505A1 (en) | 2018-01-03 |
| MX2017010668A (es) | 2017-11-28 |
| BR112017017934A2 (pt) | 2018-04-10 |
| WO2016137706A1 (en) | 2016-09-01 |
| TW201700061A (zh) | 2017-01-01 |
| US20180028036A1 (en) | 2018-02-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3082547B1 (en) | Multipurpose consumer scrubbing cloths and methods of making same | |
| JP7115716B2 (ja) | 汚れ剥離を伴う消費者用摺洗物品及びその製造方法 | |
| TWI747883B (zh) | 具有無溶劑紋理層的消費性擦洗物品及其製造方法 | |
| US20180028037A1 (en) | Scrubbing article and method of making same | |
| KR20050010045A (ko) | 소비자용 스크러빙 와이프 물품 및 이것의 제조 방법 | |
| JP2018506380A (ja) | セラミック微小粒子を有する消費用摺洗物品及びその製造方法 | |
| TW201635963A (zh) | 經uv處理擦洗物品及其製造方法 | |
| CA2923858A1 (en) | Multipurpose consumer scrubbing cloths and methods of making same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190130 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190130 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190920 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191029 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20191216 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20191218 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200120 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200714 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20210406 |