JP2018201575A - カテーテルおよびその製造方法 - Google Patents
カテーテルおよびその製造方法 Download PDFInfo
- Publication number
- JP2018201575A JP2018201575A JP2017106738A JP2017106738A JP2018201575A JP 2018201575 A JP2018201575 A JP 2018201575A JP 2017106738 A JP2017106738 A JP 2017106738A JP 2017106738 A JP2017106738 A JP 2017106738A JP 2018201575 A JP2018201575 A JP 2018201575A
- Authority
- JP
- Japan
- Prior art keywords
- cylinder member
- point
- distal end
- inner cylinder
- tangent vector
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 13
- 239000013598 vector Substances 0.000 claims abstract description 102
- 229920005989 resin Polymers 0.000 claims description 21
- 239000011347 resin Substances 0.000 claims description 21
- 239000011162 core material Substances 0.000 claims description 8
- 229910045601 alloy Inorganic materials 0.000 claims description 5
- 239000000956 alloy Substances 0.000 claims description 5
- KHYBPSFKEHXSLX-UHFFFAOYSA-N iminotitanium Chemical compound [Ti]=N KHYBPSFKEHXSLX-UHFFFAOYSA-N 0.000 claims description 5
- 229910001000 nickel titanium Inorganic materials 0.000 claims description 5
- 239000010935 stainless steel Substances 0.000 claims description 5
- 229910001220 stainless steel Inorganic materials 0.000 claims description 5
- 238000010438 heat treatment Methods 0.000 claims description 4
- 239000010410 layer Substances 0.000 description 40
- 238000005452 bending Methods 0.000 description 26
- 238000000034 method Methods 0.000 description 15
- 210000001035 gastrointestinal tract Anatomy 0.000 description 10
- 210000004204 blood vessel Anatomy 0.000 description 9
- 239000000463 material Substances 0.000 description 8
- 238000000926 separation method Methods 0.000 description 8
- 210000000013 bile duct Anatomy 0.000 description 7
- 238000007459 endoscopic retrograde cholangiopancreatography Methods 0.000 description 7
- 239000012530 fluid Substances 0.000 description 7
- 239000002872 contrast media Substances 0.000 description 6
- 238000003780 insertion Methods 0.000 description 5
- 230000037431 insertion Effects 0.000 description 5
- 210000000277 pancreatic duct Anatomy 0.000 description 5
- 239000002356 single layer Substances 0.000 description 4
- 239000011248 coating agent Substances 0.000 description 3
- 239000000835 fiber Substances 0.000 description 3
- 239000000314 lubricant Substances 0.000 description 3
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 2
- 239000003814 drug Substances 0.000 description 2
- 229940079593 drug Drugs 0.000 description 2
- 239000002657 fibrous material Substances 0.000 description 2
- 239000011737 fluorine Substances 0.000 description 2
- 229910052731 fluorine Inorganic materials 0.000 description 2
- 239000003550 marker Substances 0.000 description 2
- 239000007769 metal material Substances 0.000 description 2
- 210000002445 nipple Anatomy 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 229920003023 plastic Polymers 0.000 description 2
- 229920006122 polyamide resin Polymers 0.000 description 2
- 229920001225 polyester resin Polymers 0.000 description 2
- 239000004645 polyester resin Substances 0.000 description 2
- 229920005672 polyolefin resin Polymers 0.000 description 2
- 229920005749 polyurethane resin Polymers 0.000 description 2
- 230000003014 reinforcing effect Effects 0.000 description 2
- 229920000049 Carbon (fiber) Polymers 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 229910000599 Cr alloy Inorganic materials 0.000 description 1
- 244000043261 Hevea brasiliensis Species 0.000 description 1
- 229920005830 Polyurethane Foam Polymers 0.000 description 1
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 239000004699 Ultra-high molecular weight polyethylene Substances 0.000 description 1
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 229920006231 aramid fiber Polymers 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 239000004917 carbon fiber Substances 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 230000002183 duodenal effect Effects 0.000 description 1
- 210000002603 extrahepatic bile duct Anatomy 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 230000012447 hatching Effects 0.000 description 1
- 210000003228 intrahepatic bile duct Anatomy 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 238000009940 knitting Methods 0.000 description 1
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 229920003052 natural elastomer Polymers 0.000 description 1
- 229920001194 natural rubber Polymers 0.000 description 1
- 229920001230 polyarylate Polymers 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 239000011496 polyurethane foam Substances 0.000 description 1
- 230000002035 prolonged effect Effects 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 229920002050 silicone resin Polymers 0.000 description 1
- 229910052709 silver Inorganic materials 0.000 description 1
- 239000004332 silver Substances 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 229920000785 ultra high molecular weight polyethylene Polymers 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images






Landscapes
- Media Introduction/Drainage Providing Device (AREA)
Abstract
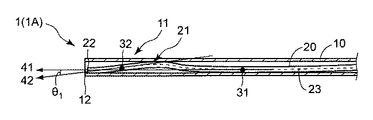
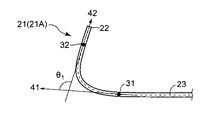
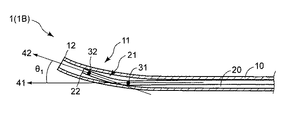
【解決手段】先端側と基端側を有するカテーテル1であって、カテーテル1は外筒部材10と、外筒部材内10の内筒部材20と、を有し、内筒部材20は、先端部21であって軸23上に第1点31と第1点31よりも先端側の第2点32とを有し、第1点31において先端側に向かう第1接線ベクトル41と第2点32において先端側に向かう第2接線ベクトル42とがなす角度θ1は、第2点32が外筒部材10の先端12よりも基端側に配置されているときよりも第1点31が外筒部材10の先端12よりも先端側に配置されているときの方が大きい。
【選択図】図5
Description
また、本発明のカテーテルの製造方法によれば、コイルの曲率半径Rや屈曲度合い等のパラメータの設計の自由度を高くすることができるため、消化管や血管内の形状に合った内筒部材を有するカテーテルを製造することができる。
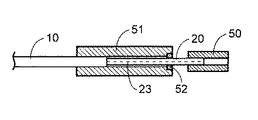
内筒部材の先端部の曲率半径Rを小さくしたり、屈曲度合いを大きくすることができる態様を示す。図4〜図5はカテーテル1(1A)の先端部の構成例を示す断面図(一部平面図)を表す。図4に示すように、内筒部材20の第2点32が外筒部材10の先端12よりも基端側に配置されているときには、内筒部材20の屈曲していた部分は外筒部材10によって屈曲度合いが緩和される。中でも、第2点32が内筒部材20の先端22に配置される場合に、屈曲度合いが最も緩和される。
まず、所望の巻き数や密度で巻回されたコイル24を準備する。次いで、線材が巻回されたコイル24を屈曲させた状態で加熱する。加熱温度や加熱時間は、コイル24の材質に応じて適宜設定することができる。この工程を経ることで、コイル24は上述した形状に形成される。第1工程によれば、コイルの曲率半径Rや屈曲度合い等のパラメータの設計の自由度を高くすることができるため、消化管や血管内の形状に合った内筒部材20を製造することができる。別の方法としては予め所定の形状に屈曲されているコイルを準備してもよい。
コイル24の内側に内層26を形成した後、コイル24内に芯材を挿入し、コイル24の外側に外層25を形成し、内筒部材20を製造する。具体的には、コイル24内に内層26としての筒状部材を挿通させた後、芯材を挿入後、コイル24の外側に外層25を形成して内筒部材20を製造する。コイル24内に挿入される芯材は棒状であることが好ましい。芯材の材料は特に制限されないが、例えば銅、銀、アルミニウム等の金属材料を用いることができる。コイル24の外側に形成される外層25は造影剤等の流体からコイル24の外表面を保護する。コイル24の内側に形成される内層26はガイドワイヤの摺動性を高める。内筒部材20の軸方向において厚みが均一な内層26を形成するためには、芯材の外径は軸方向において一定であることが好ましい。
内筒部材20を外筒部材10内に挿入する。これにより、内筒部材20の少なくとも一部がコイル24から形成されているカテーテル1が製造される。
外筒部材10の先端12から露出する内筒部材20の長さの調整や、内筒部材20の回転操作を行いやすくするためには、外筒部材10と内筒部材20を把持部材50等の操作部材に接続することが好ましい。
外筒部材の先端部の曲率半径Rを小さくしたり、屈曲度合いを大きくすることができる構成例を示す。なお、「外筒部材と内筒部材の構成例」で説明したカテーテルと同様の構成要素には同一の番号を付し、その説明を省略する。
10:外筒部材
11:外筒部材の先端部
12:外筒部材の先端
20:内筒部材
21:内筒部材の先端部
22:内筒部材の先端
23:内筒部材の軸
24:コイル
25:外層
26:内層
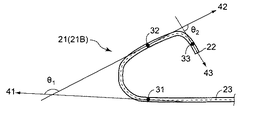
31:第1点
32:第2点
33:第3点
34:第4点
41:第1接線ベクトル
42:第2接線ベクトル
43:第3接線ベクトル
44:第4接線ベクトル
50:把持部材
51:補助把持部材
52:抵抗部材
Claims (13)
- 先端側と基端側を有するカテーテルであって、
外筒部材と、
該外筒部材内の内筒部材と、を有し、
前記内筒部材は、先端部であって軸上に第1点と該第1点よりも先端側の第2点とを有し、
前記第1点において先端側に向かう第1接線ベクトルと前記第2点において先端側に向かう第2接線ベクトルとがなす角度は、前記第2点が前記外筒部材の先端よりも基端側に配置されているときよりも、前記第1点が前記外筒部材の先端よりも先端側に配置されているときの方が大きいことを特徴とするカテーテル。 - 前記内筒部材は、軸上であって前記第2点よりも先端側に第3点を有し、
前記第2接線ベクトルと、前記第3点において先端側に向かう第3接線ベクトルとがなす角度は、前記第3点が前記外筒部材の先端よりも基端側に配置されているときよりも、前記第1点が前記外筒部材の先端よりも先端側に配置されているときの方が大きい請求項1に記載のカテーテル。 - 前記内筒部材の前記先端部は、線材が巻回されたコイルから形成されている請求項1または2に記載のカテーテル。
- 前記線材は、Ni−Ti合金またはステンレス鋼から構成されている請求項3に記載のカテーテル。
- 前記内筒部材は、前記コイルよりも基端側が網目構造を有する筒状体から形成されている請求項3または4に記載のカテーテル。
- 前記コイルの外側には樹脂から構成されている外層が形成されている請求項3〜5のいずれか一項に記載のカテーテル。
- 前記コイルの内側には樹脂から構成されている内層が形成されている請求項3〜6のいずれか一項に記載のカテーテル。
- 前記コイルの内側が露出している請求項3〜6のいずれか一項に記載のカテーテル。
- 前記内筒部材は軸上の前記第2点よりも先端側に第4点を有し、
前記第1接線ベクトルと、前記第2接線ベクトルと、前記第4点において先端側に向かう第4接線ベクトルとが同一平面上にない請求項1〜8のいずれか一項に記載のカテーテル。 - 前記第1接線ベクトルおよび前記第2接線ベクトルに対して前記第4接線ベクトルが垂直である請求項9に記載のカテーテル。
- 前記第1点が前記外筒部材の先端よりも先端側に配置されているときの前記第1接線ベクトルと前記第2接線ベクトルとがなす角度が0度超180度以下である請求項1〜10のいずれか一項に記載のカテーテル。
- 先端側と基端側を有するカテーテルであって、
外筒部材と、
該外筒部材内の内筒部材と、を有し、
前記内筒部材は、先端部であって軸上に第1点と該第1点よりも先端側の第2点とを有し、
前記第1点において先端側に向かう第1接線ベクトルと前記第2点において先端側に向かう第2接線ベクトルとがなす角度は、前記第1点が前記外筒部材の先端よりも先端側に配置されているときよりも、前記第2点が前記外筒部材の先端よりも基端側に配置されているときの方が大きいことを特徴とするカテーテル。 - 線材が巻回されたコイルを屈曲させた状態で加熱する工程と、
前記コイルの内側に内層を形成した後で前記コイル内に芯材を挿入して、前記コイルの外側に外層を形成し、内筒部材を製造する工程と、
前記内筒部材を外筒部材内に挿入する工程と、を有することを特徴とするカテーテルの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017106738A JP2018201575A (ja) | 2017-05-30 | 2017-05-30 | カテーテルおよびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017106738A JP2018201575A (ja) | 2017-05-30 | 2017-05-30 | カテーテルおよびその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2018201575A true JP2018201575A (ja) | 2018-12-27 |
Family
ID=64954266
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017106738A Pending JP2018201575A (ja) | 2017-05-30 | 2017-05-30 | カテーテルおよびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2018201575A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021117220A1 (ja) * | 2019-12-13 | 2021-06-17 | 日本ライフライン株式会社 | カテーテル |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003250806A (ja) * | 2002-03-04 | 2003-09-09 | Hakko Medical:Kk | 薬液塗布器具 |
| US20060020246A1 (en) * | 2004-07-22 | 2006-01-26 | Mclucas Bruce | Angiographic catheter for uterine artery embolization |
| US20060095018A1 (en) * | 2004-10-28 | 2006-05-04 | Pursley Matt D | Catheter with curved distal end and method of making the same |
| JP2007509684A (ja) * | 2003-10-31 | 2007-04-19 | トルーデル メディカル インターナショナル | 体腔へ物質を送出するカテーテルを操作するためのシステムと方法 |
| JP2008518685A (ja) * | 2004-11-04 | 2008-06-05 | ボストン サイエンティフィック リミテッド | 心臓の肺静脈口を切除する予成形した切除カテーテル |
-
2017
- 2017-05-30 JP JP2017106738A patent/JP2018201575A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003250806A (ja) * | 2002-03-04 | 2003-09-09 | Hakko Medical:Kk | 薬液塗布器具 |
| JP2007509684A (ja) * | 2003-10-31 | 2007-04-19 | トルーデル メディカル インターナショナル | 体腔へ物質を送出するカテーテルを操作するためのシステムと方法 |
| US20060020246A1 (en) * | 2004-07-22 | 2006-01-26 | Mclucas Bruce | Angiographic catheter for uterine artery embolization |
| US20060095018A1 (en) * | 2004-10-28 | 2006-05-04 | Pursley Matt D | Catheter with curved distal end and method of making the same |
| JP2008518685A (ja) * | 2004-11-04 | 2008-06-05 | ボストン サイエンティフィック リミテッド | 心臓の肺静脈口を切除する予成形した切除カテーテル |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021117220A1 (ja) * | 2019-12-13 | 2021-06-17 | 日本ライフライン株式会社 | カテーテル |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11744988B2 (en) | Variable flexibility catheter support frame | |
| US10433824B2 (en) | Introducer sheath with braided filament securement mechanism | |
| US8449526B2 (en) | Torqueable soft tip medical device and method of usage | |
| US20180250498A1 (en) | Flexible tip catheter | |
| CN110072588B (zh) | 引导延伸导管 | |
| KR102184238B1 (ko) | 장척 의료용 부재 | |
| US20150051541A1 (en) | Medical instrument and method of manufacturing medical instrument | |
| AU2002354761A1 (en) | Torqueable soft tip medical device and method of usage | |
| JP6673821B2 (ja) | カテーテル | |
| US20180296795A1 (en) | Balloon catheter and medical elongated body | |
| JP2018201575A (ja) | カテーテルおよびその製造方法 | |
| EP3328476B1 (en) | Coronary guide catheter | |
| WO2022030046A1 (ja) | カテーテルおよびカテーテルの係合方法 | |
| JP7378460B2 (ja) | 医療用管状体搬送装置およびその製造方法 | |
| JP7378459B2 (ja) | 医療用管状体搬送装置およびその製造方法 | |
| US11027094B2 (en) | Tubular body and catheter having tubular body | |
| US20190015629A1 (en) | Multi-Lumen Catheters for Small Body Vessel Applications | |
| JP2018187229A (ja) | 医療用長尺体 | |
| JP7060454B2 (ja) | 医療用チューブ | |
| JP2022132885A (ja) | カテーテル | |
| JP2022132886A (ja) | カテーテル |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20190618 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200323 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20201215 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20201218 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20210615 |