JP2018065366A - レーザーを用いた3dプリンタの走査軌跡範囲を設定する方法 - Google Patents
レーザーを用いた3dプリンタの走査軌跡範囲を設定する方法 Download PDFInfo
- Publication number
- JP2018065366A JP2018065366A JP2016214665A JP2016214665A JP2018065366A JP 2018065366 A JP2018065366 A JP 2018065366A JP 2016214665 A JP2016214665 A JP 2016214665A JP 2016214665 A JP2016214665 A JP 2016214665A JP 2018065366 A JP2018065366 A JP 2018065366A
- Authority
- JP
- Japan
- Prior art keywords
- laser
- scanning
- printer
- outline
- data
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images







Abstract
【課題】 従来のレーザを用いた3Dプリンタは、造形物が透明で滑らかな形状である場合には特に、表面に意図しない出っ張りや不均一な縞などが現れ、立体造形物の利用価値を落とすものとなっていた。【解決手段】 レーザのストラクチャ軌跡を均一にし、オフセットを1次元的なものから2次元的なものに変えることによって、意図しない出っ張りや不均一な縞を発生することがなく、立体造形物の透明性が向上しても美観が損なわれないようにすることが出来た。【選択図】図5
Description
本発明は、レーザー光を利用して3次元形状を造形する3Dプリンタに関する。
近年、コンピューターに入力された三次元データに基づいて、三次元物体を立体的に造形する方法が、金型などを作製することなく目的とする立体造形物を良好な寸法精度で製造し得ることから、3Dプリンタとして広く採用されるようになっている。
3Dプリンタの例としては、光造形法、粉末法、熱溶解積層法、シート積層法、インクジェット法等がある。それぞれ所望の形状の物体を得るために様々な方法があるが、中でもレーザを用いた場合、ミラーを用いて所望の位置に、瞬間的に高いエネルギーを与えることが出来るため、広く用いられている。たとえば、レーザを用いた光造形法は、容器に入れた液状の光硬化性樹脂組成物の液面に所望のパターンが得られるようにコンピューターで制御された紫外線レーザーを選択的に照射して所定厚みを硬化させ、ついで該硬化層の上に1層分の液状樹脂を供給し、同様に紫外線レーザーで前記と同様に照射硬化させ、連続した硬化層を得る積層操作を繰り返すことによって最終的に立体造形物を得る方法である。また、レーザを用いた粉末法(粉末焼結法若しくは粉末溶融法)では、容器に入れた粉末材料(プラスチックや金属など)の最上面に、所望のパターンが得られるようにコンピューターで制御された赤外線レーザーを選択的に照射して所定厚みを焼結・溶融させ、ついで該硬化層の上に1層分の粉末材料を供給し、同様に赤外線レーザーで前記と同様に照射し、連続した固体層を得る積層操作を繰り返すことによって最終的に立体造形物を得る方法である。このような3Dプリンタにより、形状のかなり複雑な造形物をも、容易に且つ比較的短時間に製造することができる。
3Dプリンタの例としては、光造形法、粉末法、熱溶解積層法、シート積層法、インクジェット法等がある。それぞれ所望の形状の物体を得るために様々な方法があるが、中でもレーザを用いた場合、ミラーを用いて所望の位置に、瞬間的に高いエネルギーを与えることが出来るため、広く用いられている。たとえば、レーザを用いた光造形法は、容器に入れた液状の光硬化性樹脂組成物の液面に所望のパターンが得られるようにコンピューターで制御された紫外線レーザーを選択的に照射して所定厚みを硬化させ、ついで該硬化層の上に1層分の液状樹脂を供給し、同様に紫外線レーザーで前記と同様に照射硬化させ、連続した硬化層を得る積層操作を繰り返すことによって最終的に立体造形物を得る方法である。また、レーザを用いた粉末法(粉末焼結法若しくは粉末溶融法)では、容器に入れた粉末材料(プラスチックや金属など)の最上面に、所望のパターンが得られるようにコンピューターで制御された赤外線レーザーを選択的に照射して所定厚みを焼結・溶融させ、ついで該硬化層の上に1層分の粉末材料を供給し、同様に赤外線レーザーで前記と同様に照射し、連続した固体層を得る積層操作を繰り返すことによって最終的に立体造形物を得る方法である。このような3Dプリンタにより、形状のかなり複雑な造形物をも、容易に且つ比較的短時間に製造することができる。
レーザとミラーを用いた3Dプリンタは、強力なレーザ光線を用いるため造形速度が速く、またレーザ光線はミラーを用いて正確に照射されるので精度も良好であるため、光造形、粉末法何れの方法でも、一般に産業用の、高速高精度な装置に使用される。
以下、簡単のために光造形装置を例に上げて説明する。光造形装置では、造形物の輪郭線に沿って光スポットの中心を移動させると、輪郭線よりも光スポットの半径分だけ大きく硬化してしまう。それを避けるために、造形物の輪郭線から造形物の内側に向けて光スポットの半径分だけ平行移動することによって、光スポット中心の移動線を算出する手段を備えている。特許文献1に、光造形装置で光スポットが楕円形状になったとき、オフセット距離を輪郭線の方位に応じて変化させる技術が記載されている。また、特許文献2では、オフセットラインをオフセット距離を増大させながら繰り返し演算し、ループ形状に塗りつぶしていく技術が開示されている。
光造形装置で造形する造形物の形状に要求される精度は格段に厳しくなっており、わずかな誤差も許されなくなっている。透明性の高い造形物であると特に、透明性の僅かな違いや、形状の不均一さが目視で確認でき、問題となっていた。
一方、前述したオフセット技術は造形物の輪郭線(アウトライン)の走査線に対するものであって、塗りつぶし(ストラクチャ)に対してはほとんど気にされることはなかった。アウトラインは造形物の表面を形作るものであるため、軌跡の計算にはオフセット処理も含めて比較的ゆっくりと行い、造形物の精度に大きく関わるのに対し、ストラクチャは造形物の内部を形作るものであるため、精度を重視するよりも、高速でレーザ描画することを目標にしていた。従って、実際の造形を始める前に、そのレーザ軌跡を求めるに際しても、高速に演算することが目的とされてきた。また、一度求めたストラクチャ軌跡を、精度向上のため再計算するようなことは行われてこなかった。
しかし、光造形装置が高速、高精度になってくるにつれて、透明性の僅かな違いや、形状の不均一さを改善する必要が高まってきた。併せて、コンピュータが廉価高性能になったことも相まって、従来は費用、時間的コストの問題から演算させなかったものでも、簡単に軌跡を計算することができるようになってきた。
本発明では、アウトライン走査する際に、スキャンピッチを標準から距離(L)をレーザの走査本数で除した商に変えて、走査線が均等になるようにした、3Dプリンタ用の、レーザを走査する軌跡データを作成する方法を提供する。
さらに本発明では、モデルの輪郭線を、法線ベクトルの向きに所定の長さだけ内側にオフセットさせ、オフセットさせたモデルの輪郭線と、ストラクチャ走査線の交点を新たなストラクチャ走査線の始終点とすることを特徴とする、3Dプリンタ用の、レーザを走査する軌跡データを作成する方法を提供する。
さらに本発明では、モデルの輪郭線を、法線ベクトルの向きに所定の長さだけ内側にオフセットさせ、オフセットさせたモデルの輪郭線と、ストラクチャ走査線の交点を新たなストラクチャ走査線の始終点とすることを特徴とする、3Dプリンタ用の、レーザを走査する軌跡データを作成する方法を提供する。
本発明は、レーザを用いて固体を得る3Dプリンタに関する。簡単のために、光硬化性液状樹脂の表面にレーザを照射すると、照射された光硬化性液状樹脂が硬化することを利用して3次元形状を造形する光造形装置を例に挙げて説明する。レーザを用いた一般的な光造形装置では、レーザで描画するにあたって、アウトライン(輪郭線)と、ストラクチャ(塗りつぶし)に分けて描画している。アウトラインはモデルの最外殻に当たるため、多くの場合、レーザを弱めて、走査速度を落として描画している。一方、ストラクチャは一定の距離を直進するだけなので、レーザを弱めることなく、許される限り高い走査速度で描画している。
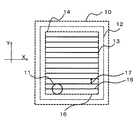
図1は、アウトライン描画を行う際の移動線を例示している。アウトラインの軌跡を求めるには、まず造形物の輪郭線10に沿ってレーザの光スポットを動かすと、光スポットの半径分だけ大きく硬化してしまう。図1の12は、それを避けるために、造形物の輪郭線10から造形物の内側に向けて一定の距離だけ平行移動した光スポット中心のアウトライン移動線12を例示している。そして、造形物の大部分を占めるストラクチャ描画の対象範囲は、アウトライン移動線12に、さらにアウトライン描画で固まる範囲をオフセットした、たとえば13で示される範囲となる。ここでは、図1の10を光スポットの直径分だけ平行移動した部分を例示しているが、アウトラインを2重、3重に描画することや、光スポットの直径よりも小さいあるいは大きい値を採用することもある。なぜならば、接着のために光スポットの直径より小さな値が必要になったり、光照射による温度上昇などによって光スポットの直径より大きな効果物が得られることもあるなど、実際に硬化する範囲と光スポットの範囲は異なるためである。また、アウトライン軌跡に従って1回描画しても、複数回描画しても良い。
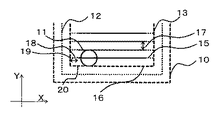
図2は、アウトライン描画を行った後の、ストラクチャ描画を行う際の移動線を例示している。ストラクチャの軌跡を求めるには、まずモデルのうち、前述のように適当な長さでオフセットを行って13で示される範囲を求める。この内側がアウトライン描画の範囲となる。次に、ストラクチャの軌跡と垂直な方向で(図2ではY方向)、範囲13の最小値(Ymin)と最大値(Ymax)を求める。ストラクチャ描画を行う際の間隔である標準スキャンピッチ(Pstd)は、造形物の接着や造形物の反り変形により決まるので、光スポット直径とはならないが、図2では光スポット半径であると仮に示している。次に、YminとYmaxの差をPstdで除した値からアウトライン描画を行うべき本数が求められる。除した値を四捨五入して用いるか、YminとYmaxの差からPstdの2分の1を引いたものを用いるかは、適宜決めて良い。図2では、Ymin+Pstdが1本目のアウトラインとなり、Ymin+Pstd×2が2本めのアウトラインとなるようにアウトラインの位置を決めている。従って、Ymax=Ymin+Pstd×アウトライン描画を行うべき本数となるため、例えばYminとYmaxの差から0.5×Pstdを引いた値をPstdで除した値をアウトライン描画を行うべき本数としている。しかし、アウトライン軌跡を一旦最適化して配置することはされてこなかった。
さらに、ストラクチャ描画を行う軌跡のオフセットを求める。X方向の値を単純に、指定した距離(光スポットの半径など)だけ除くものである。即ち、図3はストラクチャをオフセットすることを例示したものであるが、アウトライン軌跡の端19から、オフセット距離18だけ離したところから描画を始める。アウトラインの場合には、2次元的にオフセット値を求めていたが、ストラクチャの場合には許される限り高い走査速度で描画しているため、アウトラインほど厳密な制御は必要ではなく、またハードウェアの速度が限られているために、1次元的なオフセットを用いていた。
しかし、光造形装置が高速、高精度になってくるにつれて、透明性の僅かな違いや、形状の不均一さを改善する必要が高まり、例えば図4の造形物の写真では、表面へのはみ出しや、照射されるエネルギーの違いによる透明性の僅かな差が問題となってきた。併せて、コンピュータが廉価高性能になったことも相まって、従来は費用、時間的コストの問題から演算させなかったものでも、簡単に軌跡を計算することができるようになってきた。
本発明は、材料の表面にレーザを照射して、所望パターンの1層分の固体層を形成し、これを多層にわたって順次繰り返して立体造形物を得る3Dプリンタ用の、レーザーを走査する軌跡データを作成する方法であって、
1個のモデルに対応する3次元データを各層の2次元データに分割し、
レーザを走査する標準スキャンピッチ(Pstd)を設定し、
1層の2次元データを読み込み、
ストラクチャ走査を行う方向と垂直な方向に対し、最大値と最小値を求め、その差を距離(L)とし、
距離(L)と標準スキャンピッチ(Pstd)を比較してレーザを走査する本数を決定し、
実際のスキャンピッチが距離(L)をレーザの走査本数で除した値とし、均一なストラクチャ走査線群となることを特徴とする、3Dプリンタ用の、レーザを走査する軌跡データを作成する方法。
であり、
さらに
アウトライン走査線群を求めたのち、アウトラインにより固体となる部分をオフセットしたパターンに対しストラクチャ走査を行う、軌跡データを作成する方法。
であり、
その計算を行って、3Dプリンタ用の、レーザを走査する軌跡データを作成するプログラム
であり、
1個のモデルに対応する3次元データを各層の2次元データに分割し、
レーザを走査する標準スキャンピッチ(Pstd)を設定し、
1層の2次元データを読み込み、
ストラクチャ走査を行う方向と垂直な方向に対し、最大値と最小値を求め、その差を距離(L)とし、
距離(L)と標準スキャンピッチ(Pstd)を比較してレーザを走査する本数を決定し、
実際のスキャンピッチが距離(L)をレーザの走査本数で除した値とし、均一なストラクチャ走査線群となることを特徴とする、3Dプリンタ用の、レーザを走査する軌跡データを作成する方法。
であり、
さらに
アウトライン走査線群を求めたのち、アウトラインにより固体となる部分をオフセットしたパターンに対しストラクチャ走査を行う、軌跡データを作成する方法。
であり、
その計算を行って、3Dプリンタ用の、レーザを走査する軌跡データを作成するプログラム
であり、
材料の表面にレーザを照射して、所望パターンの1層分の固体層を形成し、これを多層にわたって順次繰り返して立体造形物を得る3Dプリンタ用の、レーザーを走査する軌跡データを作成する方法であって、
1個のモデルに対応する3次元データを各層の2次元データに分割し、
1層の2次元データを読み込み、
描画すべき領域の輪郭線を、法線ベクトルの向きに所定の長さだけ内側にオフセットさせ、
オフセットさせた輪郭線と、ストラクチャ走査線の交点を新たなストラクチャ走査線の始終点とすることを特徴とする、3Dプリンタ用の、レーザを走査する軌跡データを作成する方法
であり、
その計算を行って、3Dプリンタ用の、レーザを走査する軌跡データを作成するプログラム
である。
1個のモデルに対応する3次元データを各層の2次元データに分割し、
1層の2次元データを読み込み、
描画すべき領域の輪郭線を、法線ベクトルの向きに所定の長さだけ内側にオフセットさせ、
オフセットさせた輪郭線と、ストラクチャ走査線の交点を新たなストラクチャ走査線の始終点とすることを特徴とする、3Dプリンタ用の、レーザを走査する軌跡データを作成する方法
であり、
その計算を行って、3Dプリンタ用の、レーザを走査する軌跡データを作成するプログラム
である。
以下、本発明の好適な実施形態を説明する。
図5は、本実施例の光造形装置50の全体構成を備えている。光造形装置50は、光硬化性液状樹脂51を収容している液槽52と、レーザ光53を射出する光源54と、光源54から射出したレーザ光53のスポットを液槽52内に収容されている光硬化性液状樹脂51の液面51a内の任意の位置に指向させる光学系55と、液槽52内において昇降する昇降台56と、その昇降台56の駆動機構57と、液面51aに沿って移動することによって液面を平滑化するリコータ58と、そのリコータ58の駆動機構59と、制御装置49を備えている。制御装置49は、3次元CADシステム48に接続されており、3次元CADシステム48から造形するべき3次元形状を記述するデータを入力する。制御装置49は、3次元形状を記述するデータに基づいて、光源54と、光学系55と、昇降台駆動機構57と、リコータ駆動機構59を制御し、3次元CADシステム48から入力した3次元形状を記述するデータによって記述されている3次元形状を有する硬化物(造形物)が造形されるようにする。光造形装置50は、レーザ光53の液面51aにおける照射範囲(光スポット)を調整する光学系47も備えている。液槽52は光造形装置50の不動部であり、光スポットの液面内の照射位置を記述する座標系と一定の関係に固定されている。
図5は、本実施例の光造形装置50の全体構成を備えている。光造形装置50は、光硬化性液状樹脂51を収容している液槽52と、レーザ光53を射出する光源54と、光源54から射出したレーザ光53のスポットを液槽52内に収容されている光硬化性液状樹脂51の液面51a内の任意の位置に指向させる光学系55と、液槽52内において昇降する昇降台56と、その昇降台56の駆動機構57と、液面51aに沿って移動することによって液面を平滑化するリコータ58と、そのリコータ58の駆動機構59と、制御装置49を備えている。制御装置49は、3次元CADシステム48に接続されており、3次元CADシステム48から造形するべき3次元形状を記述するデータを入力する。制御装置49は、3次元形状を記述するデータに基づいて、光源54と、光学系55と、昇降台駆動機構57と、リコータ駆動機構59を制御し、3次元CADシステム48から入力した3次元形状を記述するデータによって記述されている3次元形状を有する硬化物(造形物)が造形されるようにする。光造形装置50は、レーザ光53の液面51aにおける照射範囲(光スポット)を調整する光学系47も備えている。液槽52は光造形装置50の不動部であり、光スポットの液面内の照射位置を記述する座標系と一定の関係に固定されている。
制御装置49は、3次元CADシステム48から入力した3次元形状を記述するデータを処理し、断面ごとの輪郭線(図1の場合には輪郭線10)を算出する。次に、制御装置49は、所定の距離だけ内側にオフセットしたアウトライン軌跡を計算する。アウトライン軌跡は複数あっても良い。
そののち、輪郭線10より所定の距離だけオフセットした、ストラクチャ描画を行う際の範囲を求める。この内側がアウトライン描画の範囲となる。次に、ストラクチャの軌跡と垂直な方向で(図2ではY方向)、範囲13の最小値(Ymin)と最大値(Ymax)を求める。ストラクチャ描画を行う際の間隔である標準スキャンピッチ(Pstd)は、造形物の接着や造形物の反り変形により決まるので、光スポット直径とはならない設定値である。次に、YminとYmaxの差LをPstdで除した値からアウトライン描画を行うべき本数が求められる。除した値を四捨五入して用いるか、YminとYmaxの差からPstdの2分の1を引いたものを用いるかは、適宜決めて良い。次に、Lをアウトライン描画を行うべき本数で割った値(あるいは割った値−1)を求め、これを実際のスキャンピッチ(Pact)とする。そののち、アウトライン軌跡をYmin+Pact、Ymin+2×Pact・・・のように求めてゆく。
このようにすることによって、均等にストラクチャ描画が行われることにより、造形に使われるエネルギーに差が生じなくなり、透明性の高い造形物が更に均一な透明性が得られる。
さらに、ストラクチャ描画を行う軌跡のオフセットを求める。アウトラインのオフセットと同様に、2次元的なオフセットを行う。ストラクチャ描画を行う軌跡に対し、法線ベクトルを計算し、指定した距離(光スポットの半径など)だけ内側の範囲を、描画する対象から除くものである。図8に概略を示す。1次元的な、Xの値のみオフセットを行うものでは、23のようにアウトラインの輪郭線がY軸に平行な場合には正しくオフセットが行われるが、24のような場合、アウトラインがX軸に対し傾いている場合は特に、正しくオフセットが行われず、ストラクチャ描画がはみ出してしまうことで、造形物の価値が減少する。このはみ出しが起こっても、周囲のアウトラインの部分があるので顕著なはみ出しは起こらないが、高精度が求められる光造形では、はみ出しによる硬化状態の僅かな変化が視認できるようになっている。25のように、2次元的なオフセットを行うことで、そのような問題点は解決される。ストラクチャ描画のはみ出しをなくし、アウトライン描画の均一さを増すことで、造形物の美観、利用価値が更に増加する。
また図5では、3次元CADから得られたデータを、装置に送りそこで軌跡の計算が行われるように記載しているが、軌跡の計算など事前に行う計算は装置とは独立した、一般的なパソコンで行い、そのデータを装置に転送して光造形を行ってもかまわない。
このようにして得られた造形物の写真を図6に示す。均等にストラクチャ描画が行われ、ストラクチャ描画のはみ出しがなくなっているため、図5よりも均一な表面となっている。
10:モデルの輪郭線
11:光スポット
12:ストラクチャ移動線
13:ストラクチャの造形する範囲を示す線
14:Ymax
15:ストラクチャ移動線
16:Ymin
17:標準スキャンピッチ(Pstd)
18:アウトライン軌跡の端点
19:アウトラインオフセットの距離
20:ストラクチャの造形する範囲を示す線
21:不均一さが生じているストラクチャ走査線
22:実際のスキャンピッチ(Pact)
23:1次元的なオフセット(不具合なし)
24:1次元的なオフセット(不具合あり)
25:2次元的なオフセットを用いて不具合をなくした光スポット
26:2次元的なオフセット処理を行う際の限界となる線
45:移動線算出装置
46:方位/オフセット距離記憶手段
47:光学系
48:3次元CAD
49:制御装置
50:光造形装置
51:光硬化性液状樹脂
52:液槽
53:レーザ光
54:光源
55:光学系
56:昇降台
57:昇降台駆動装置
58:リコータ
59:リコータ駆動装置
11:光スポット
12:ストラクチャ移動線
13:ストラクチャの造形する範囲を示す線
14:Ymax
15:ストラクチャ移動線
16:Ymin
17:標準スキャンピッチ(Pstd)
18:アウトライン軌跡の端点
19:アウトラインオフセットの距離
20:ストラクチャの造形する範囲を示す線
21:不均一さが生じているストラクチャ走査線
22:実際のスキャンピッチ(Pact)
23:1次元的なオフセット(不具合なし)
24:1次元的なオフセット(不具合あり)
25:2次元的なオフセットを用いて不具合をなくした光スポット
26:2次元的なオフセット処理を行う際の限界となる線
45:移動線算出装置
46:方位/オフセット距離記憶手段
47:光学系
48:3次元CAD
49:制御装置
50:光造形装置
51:光硬化性液状樹脂
52:液槽
53:レーザ光
54:光源
55:光学系
56:昇降台
57:昇降台駆動装置
58:リコータ
59:リコータ駆動装置
Claims (5)
- 材料の表面にレーザを照射して、所望パターンの1層分の固体層を形成し、これを多層にわたって順次繰り返して立体造形物を得る3Dプリンタ用の、レーザーを走査する軌跡データを作成する方法であって、
1個のモデルに対応する3次元データを各層の2次元データに分割し、
レーザを走査する標準スキャンピッチ(Pstd)を設定し、
1層の2次元データを読み込み、
ストラクチャ走査を行う方向と垂直な方向に対し、最大値と最小値を求め、その差を距離(L)とし、
距離(L)と標準スキャンピッチ(Pstd)を比較してレーザを走査する本数を決定し、
実際のスキャンピッチが距離(L)をレーザの走査本数で除した値とし、均一なストラクチャ走査線群となることを特徴とする、3Dプリンタ用の、レーザを走査する軌跡データを作成する方法。 - アウトライン走査線群を求めたのち、アウトラインにより固体となる部分をオフセットしたパターンに対しストラクチャ走査を行う、請求項1の軌跡データを作成する方法。
- 請求項1記載の計算を行って、3Dプリンタ用の、レーザを走査する軌跡データを作成するプログラム。
- 材料の表面にレーザを照射して、所望パターンの1層分の固体層を形成し、これを多層にわたって順次繰り返して立体造形物を得る3Dプリンタ用の、レーザーを走査する軌跡データを作成する方法であって、
1個のモデルに対応する3次元データを各層の2次元データに分割し、
1層の2次元データを読み込み、
描画すべき領域の輪郭線を、法線ベクトルの向きに所定の長さだけ内側にオフセットさせ、
オフセットさせた輪郭線と、ストラクチャ走査線の交点を新たなストラクチャ走査線の始終点とすることを特徴とする、3Dプリンタ用の、レーザを走査する軌跡データを作成する方法。 - 請求項4記載の計算を行って、3Dプリンタ用の、レーザを走査する軌跡データを作成するプログラム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016214665A JP2018065366A (ja) | 2016-10-17 | 2016-10-17 | レーザーを用いた3dプリンタの走査軌跡範囲を設定する方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016214665A JP2018065366A (ja) | 2016-10-17 | 2016-10-17 | レーザーを用いた3dプリンタの走査軌跡範囲を設定する方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2018065366A true JP2018065366A (ja) | 2018-04-26 |
Family
ID=62085441
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016214665A Pending JP2018065366A (ja) | 2016-10-17 | 2016-10-17 | レーザーを用いた3dプリンタの走査軌跡範囲を設定する方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2018065366A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109159424A (zh) * | 2018-08-20 | 2019-01-08 | 湖南华曙高科技有限责任公司 | 用于三维物体制造的扫描控制方法及其装置、可读存储介质 |
| CN114166145A (zh) * | 2021-11-30 | 2022-03-11 | 西安交通大学 | 基于热影响区加热顺序再规划的变形控制方法及系统 |
| CN114559055A (zh) * | 2022-03-10 | 2022-05-31 | 深圳市华阳新材料科技有限公司 | 一种3d打印方法 |
-
2016
- 2016-10-17 JP JP2016214665A patent/JP2018065366A/ja active Pending
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109159424A (zh) * | 2018-08-20 | 2019-01-08 | 湖南华曙高科技有限责任公司 | 用于三维物体制造的扫描控制方法及其装置、可读存储介质 |
| CN109159424B (zh) * | 2018-08-20 | 2020-11-06 | 湖南华曙高科技有限责任公司 | 用于三维物体制造的扫描控制方法及其装置、可读存储介质 |
| CN114166145A (zh) * | 2021-11-30 | 2022-03-11 | 西安交通大学 | 基于热影响区加热顺序再规划的变形控制方法及系统 |
| CN114166145B (zh) * | 2021-11-30 | 2022-10-25 | 西安交通大学 | 基于热影响区加热顺序再规划的变形控制方法及系统 |
| CN114559055A (zh) * | 2022-03-10 | 2022-05-31 | 深圳市华阳新材料科技有限公司 | 一种3d打印方法 |
| CN114559055B (zh) * | 2022-03-10 | 2023-08-11 | 深圳市华阳新材料科技有限公司 | 一种3d打印方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110366463B (zh) | 用于控制增材制造的部件的微结构的系统和方法 | |
| EP3199327B1 (en) | Novel method for calibrating laser additive manufacturing process | |
| JP6749582B2 (ja) | 3次元データ生成装置、3次元造形装置、造形物の製造方法及びプログラム | |
| JP5095917B2 (ja) | 三次元製品の製造装置及び製造方法 | |
| KR101648442B1 (ko) | 3차원 형상 조형물의 제조 방법 | |
| US11712765B2 (en) | Diode laser fiber array for contour of powder bed fabrication or repair | |
| EP3369498A1 (en) | Systems and methods for fabricating a component with at least one laser device | |
| JP2017013426A (ja) | 粉末床溶融結合装置 | |
| JP2006510806A (ja) | 三次元製品の製造装置及び製造方法 | |
| JP2015193184A (ja) | 三次元積層造形装置、三次元積層造形方法および三次元積層造形プログラム | |
| JP2002001827A (ja) | ステレオリソグラフィ用造形スタイルの構成による機械的特性の選択的な制御方法 | |
| CN112512729B (zh) | 用于确定针对增材制造方法的构造规范的方法 | |
| JP2018065366A (ja) | レーザーを用いた3dプリンタの走査軌跡範囲を設定する方法 | |
| JP2019025759A (ja) | 造形装置、造形方法、及び造形制御プログラム | |
| KR101798533B1 (ko) | 3차원 프린터에 의한 조형 장치 및 방법 | |
| CN205058616U (zh) | 单激光器双工位三维打印固化系统 | |
| US20190270245A1 (en) | Apparatus for producing an object by means of additive manufacturing and method of using the apparatus | |
| EP3560712B1 (en) | Three-dimensional printing system | |
| JP6673632B2 (ja) | レーザ光を高速で走査可能なガルバノスキャナを含む光造形加工機 | |
| CN115366412A (zh) | 一种多材质构件复合打印成形方法及系统 | |
| WO2015193467A1 (en) | Use of multiple beam spot sizes for obtaining improved performance in optical additive manufacturing techniques | |
| JP6415004B2 (ja) | 積層造形装置 | |
| JP6878364B2 (ja) | 追加の粉末床用可動壁 | |
| KR20170096504A (ko) | 기계가공을 적용한 대면적용 레이저 스캐너 기반 3차원 프린팅 장치 | |
| KR101940515B1 (ko) | 3d 프린터 시스템 및 이를 이용한 3d 출력 방법 |