JP2017533547A - リチウムバッテリーのセパレーター膜のコーティング方法及びコーティングされたセパレーター膜 - Google Patents
リチウムバッテリーのセパレーター膜のコーティング方法及びコーティングされたセパレーター膜 Download PDFInfo
- Publication number
- JP2017533547A JP2017533547A JP2017516951A JP2017516951A JP2017533547A JP 2017533547 A JP2017533547 A JP 2017533547A JP 2017516951 A JP2017516951 A JP 2017516951A JP 2017516951 A JP2017516951 A JP 2017516951A JP 2017533547 A JP2017533547 A JP 2017533547A
- Authority
- JP
- Japan
- Prior art keywords
- coating
- porous
- target
- porosity
- inorganic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/052—Li-accumulators
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/403—Manufacturing processes of separators, membranes or diaphragms
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/06—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the coating material
- C23C14/08—Oxides
- C23C14/081—Oxides of aluminium, magnesium or beryllium
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/06—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the coating material
- C23C14/10—Glass or silica
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/24—Vacuum evaporation
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/24—Vacuum evaporation
- C23C14/28—Vacuum evaporation by wave energy or particle radiation
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/34—Sputtering
- C23C14/3485—Sputtering using pulsed power to the target
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/56—Apparatus specially adapted for continuous coating; Arrangements for maintaining the vacuum, e.g. vacuum locks
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/56—Apparatus specially adapted for continuous coating; Arrangements for maintaining the vacuum, e.g. vacuum locks
- C23C14/562—Apparatus specially adapted for continuous coating; Arrangements for maintaining the vacuum, e.g. vacuum locks for coating elongated substrates
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/058—Construction or manufacture
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/409—Separators, membranes or diaphragms characterised by the material
- H01M50/431—Inorganic material
- H01M50/434—Ceramics
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/409—Separators, membranes or diaphragms characterised by the material
- H01M50/449—Separators, membranes or diaphragms characterised by the material having a layered structure
- H01M50/451—Separators, membranes or diaphragms characterised by the material having a layered structure comprising layers of only organic material and layers containing inorganic material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/409—Separators, membranes or diaphragms characterised by the material
- H01M50/449—Separators, membranes or diaphragms characterised by the material having a layered structure
- H01M50/457—Separators, membranes or diaphragms characterised by the material having a layered structure comprising three or more layers
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/489—Separators, membranes, diaphragms or spacing elements inside the cells, characterised by their physical properties, e.g. swelling degree, hydrophilicity or shut down properties
- H01M50/491—Porosity
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- General Chemical & Material Sciences (AREA)
- Electrochemistry (AREA)
- Metallurgy (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Organic Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Inorganic Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Toxicology (AREA)
- Ceramic Engineering (AREA)
- Cell Separators (AREA)
- Physical Vapour Deposition (AREA)
Abstract
Description
i.無機材料コーティングを、多孔質ポリマー膜を損傷させることなくポリマー膜の表面上で製造することができる。
ii.良好な付着が、無機コーティング及びポリマー膜間で達成される。
iii.均一なコーティングが、厚さ及び空隙率に関連して達成される。
iv.コーティングの良好な品質が、より薄い無機コーティングの製造を可能にし、それはバッテリーのエネルギー密度を向上させ、イオンがセパレーター膜を突き抜けることをより容易にする。
v.空隙率の量及び分布を、プロセスパラメータを調節することにより調節することができる。
vi.良好な生産性は、いわゆるロール・ツー・ロール原理及び効率的なレーザーの使用により達成される。
本開示は以下も包含する。
[1]
Liバッテリー中で用いられる多孔質ポリマー膜(15,22,42)を多孔質コーティング(21,43)によりコーティングする方法であって、方法が、以下の
‐短い継続時間のレーザーパルス(12)がターゲット(13)に適用される工程と、
‐無機材料(14)がレーザーアブレーションによりターゲット(13)からはぎ取られる工程と、
‐はぎ取られた無機材料(14)がポリマー膜の表面(15,22,42)の少なくとも1つの表面又は一部に向けられる工程と、
‐無機材料(14)が前記ポリマー膜の表面に付着しつつ、多孔質コーティング(21,43)が、ポリマー膜の表面(15,22,42)の少なくとも1つの表面又は一部上で製造される工程とを含むことを特徴とする方法。
[2]
ポリマー膜(15,22,42)の表面に適用される多孔質コーティング(21,43)が薄膜であり、その厚さが少なくとも50nmであることを特徴とする、上記態様1に記載の方法。
[3]
ポリマー膜(15,22,42)の表面に適用される多孔質コーティング(21,43)が薄膜であり、その厚さが最大で4000nmであることを特徴とする、上記態様1又は2に記載の方法。
[4]
前記コーティング中で用いられる無機材料が酸化物、窒化物又はホウ化物であることを特徴とする、上記態様1に記載の方法。
[5]
ターゲット(13)からほどけた材料(14)及びターゲット(13)からポリマー膜(15,22,42)へ移動する材料(14)が、ターゲット(13)に適用されたレーザーパルスにより達成され、個々のレーザーパルスの瞬間的な継続時間が0.5〜1000psであることを特徴とする、上記態様1〜4のいずれかに記載の方法。
[6]
レーザーパルス(12)を100kHz〜100MHzの繰り返し周波数で発生させることを特徴とする、上記態様1〜5のいずれかに記載の方法。
[7]
ポリマー膜(15,22,42)の材料が、ポリエチレン又はポリプロピレンであることを特徴とする、上記態様1〜6のいずれかに記載の方法。
[8]
ポリマー膜(15,22,42)の空隙率が、20〜70体積パーセントであることを特徴とする、上記態様1〜7のいずれかに記載の方法。
[9]
無機多孔質コーティング(21,43)の空隙率が、20〜70体積パーセントであることを特徴とする、上記態様1に記載の方法。
[10]
無機多孔質コーティング(21,43)の空隙率が、30〜55体積パーセントであることを特徴とする、上記態様1に記載の方法。
[11]
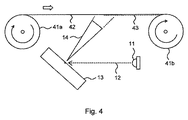
前記コーティング方法において、ポリマー膜(15,22,42)が第一のロール(41a)から第二のロール(41b)へ移動し、ターゲット(13)からはぎ取られる材料フラックス(14)が、レーザーパルス(12)によりポリマー膜の表面(15,22,42)の少なくとも1つの表面又は一部に同時に導かれることにより、無機材料を含むコーティングが形成されることを特徴とする、上記態様1〜10のいずれかに記載の方法。
[12]
レーザーパルス(12)が、回転ミラー(31)に導かれて扇形のレーザービーム分布が形成され、レーザーパルスの本質的に線状のフロント(33)を形成するのに用いられるテレセントリックレンズ(32)に向けられ、ターゲット(13)に更に向けられて前記材料をはぎ取ることを特徴とする、上記態様1〜11のいずれかに記載の方法。
[13]
前記レーザーアブレーション及びコーティングが、減圧チャンバー、減圧又はバックグラウンドガス中で、10 −8 〜1000mbarの制御された圧力において生じることを特徴とする、上記態様1〜12のいずれかに記載の方法。
[14]
無機材料(14)が、酸化アルミニウム、酸化ケイ素であるか、または幾つかの異なるセラミック材料からなることを特徴とする、上記態様1に記載の方法。
[15]
多孔質コーティング(21,43)が、少なくとも2種の異なるターゲット材料(13)を用いることにより調製された、少なくとも2つの材料層からなることを特徴とする、上記態様1〜14のいずれかに記載の方法。
[16]
コーティングプロセスにおいて、コーティングの厚さが最大で100nmであるように、緻密な無機コーティングが多孔質ポリマー膜(15,22,42)上に最初に調製され、その後、更なるコーティングの空隙率が30%より大きいように、調製されたコーティング又は多孔質ポリマー膜の反対側で更なるコーティングが実施されることを特徴とする、上記態様1〜15のいずれかに記載の方法。
[17]
コーティングプロセスにおいて、コーティングの厚さが最大で100nmであるように、30%未満の空隙率を有する無機コーティングが多孔質ポリマー膜(15,22,42)上に最初に調製され、その後、更なるコーティングの空隙率が30%より大きいように、調製されたコーティング又は多孔質ポリマー膜の反対側で更なるコーティングが実施されることを特徴とする、上記態様1〜15のいずれかに記載の方法。
[18]
前記方法において、
‐調製されるコーティング(21,43)の空隙率が、前記コーティングが緻密になるように0%であるように選択され、
‐調製されるコーティング(21,43)の厚さが最大で100nmであることを特徴とする、上記態様1に記載の方法。
[19]
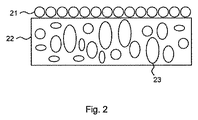
前記セパレーター膜が、
‐多孔質ポリマー膜(15,22,42)、
‐無機材料の多孔質コーティング(21)を含み、
‐多孔質ポリマー膜(15,22,42)の表面への多孔質コーティング(21)の付着が、レーザーアブレーションにより実施されたことを特徴とする、Liバッテリーのセパレーター膜(21,22,43)。
Claims (19)
- Liバッテリー中で用いられる多孔質ポリマー膜(15,22,42)を多孔質コーティング(21,43)によりコーティングする方法であって、方法が、以下の
‐短い継続時間のレーザーパルス(12)がターゲット(13)に適用される工程と、
‐無機材料(14)がレーザーアブレーションによりターゲット(13)からはぎ取られる工程と、
‐はぎ取られた無機材料(14)がポリマー膜の表面(15,22,42)の少なくとも1つの表面又は一部に向けられる工程と、
‐無機材料(14)が前記ポリマー膜の表面に付着しつつ、多孔質コーティング(21,43)が、ポリマー膜の表面(15,22,42)の少なくとも1つの表面又は一部上で製造される工程とを含むことを特徴とする方法。 - ポリマー膜(15,22,42)の表面に適用される多孔質コーティング(21,43)が薄膜であり、その厚さが少なくとも50nmであることを特徴とする、請求項1に記載の方法。
- ポリマー膜(15,22,42)の表面に適用される多孔質コーティング(21,43)が薄膜であり、その厚さが最大で4000nmであることを特徴とする、請求項1又は2に記載の方法。
- 前記コーティング中で用いられる無機材料が酸化物、窒化物又はホウ化物であることを特徴とする、請求項1に記載の方法。
- ターゲット(13)からほどけた材料(14)及びターゲット(13)からポリマー膜(15,22,42)へ移動する材料(14)が、ターゲット(13)に適用されたレーザーパルスにより達成され、個々のレーザーパルスの瞬間的な継続時間が0.5〜1000psであることを特徴とする、請求項1〜4のいずれか1項に記載の方法。
- レーザーパルス(12)を100kHz〜100MHzの繰り返し周波数で発生させることを特徴とする、請求項1〜5のいずれか1項に記載の方法。
- ポリマー膜(15,22,42)の材料が、ポリエチレン又はポリプロピレンであることを特徴とする、請求項1〜6のいずれか1項に記載の方法。
- ポリマー膜(15,22,42)の空隙率が、20〜70体積パーセントであることを特徴とする、請求項1〜7のいずれか1項に記載の方法。
- 無機多孔質コーティング(21,43)の空隙率が、20〜70体積パーセントであることを特徴とする、請求項1に記載の方法。
- 無機多孔質コーティング(21,43)の空隙率が、30〜55体積パーセントであることを特徴とする、請求項1に記載の方法。
- 前記コーティング方法において、ポリマー膜(15,22,42)が第一のロール(41a)から第二のロール(41b)へ移動し、ターゲット(13)からはぎ取られる材料フラックス(14)が、レーザーパルス(12)によりポリマー膜の表面(15,22,42)の少なくとも1つの表面又は一部に同時に導かれることにより、無機材料を含むコーティングが形成されることを特徴とする、請求項1〜10のいずれか1項に記載の方法。
- レーザーパルス(12)が、回転ミラー(31)に導かれて扇形のレーザービーム分布が形成され、レーザーパルスの本質的に線状のフロント(33)を形成するのに用いられるテレセントリックレンズ(32)に向けられ、ターゲット(13)に更に向けられて前記材料をはぎ取ることを特徴とする、請求項1〜11のいずれか1項に記載の方法。
- 前記レーザーアブレーション及びコーティングが、減圧チャンバー、減圧又はバックグラウンドガス中で、10-8〜1000mbarの制御された圧力において生じることを特徴とする、請求項1〜12のいずれか1項に記載の方法。
- 無機材料(14)が、酸化アルミニウム、酸化ケイ素であるか、または幾つかの異なるセラミック材料からなることを特徴とする、請求項1に記載の方法。
- 多孔質コーティング(21,43)が、少なくとも2種の異なるターゲット材料(13)を用いることにより調製された、少なくとも2つの材料層からなることを特徴とする、請求項1〜14のいずれか1項に記載の方法。
- コーティングプロセスにおいて、コーティングの厚さが最大で100nmであるように、緻密な無機コーティングが多孔質ポリマー膜(15,22,42)上に最初に調製され、その後、更なるコーティングの空隙率が30%より大きいように、調製されたコーティング又は多孔質ポリマー膜の反対側で更なるコーティングが実施されることを特徴とする、請求項1〜15のいずれか1項に記載の方法。
- コーティングプロセスにおいて、コーティングの厚さが最大で100nmであるように、30%未満の空隙率を有する無機コーティングが多孔質ポリマー膜(15,22,42)上に最初に調製され、その後、更なるコーティングの空隙率が30%より大きいように、調製されたコーティング又は多孔質ポリマー膜の反対側で更なるコーティングが実施されることを特徴とする、請求項1〜15のいずれか1項に記載の方法。
- 前記方法において、
‐調製されるコーティング(21,43)の空隙率が、前記コーティングが緻密になるように0%であるように選択され、
‐調製されるコーティング(21,43)の厚さが最大で100nmであることを特徴とする、請求項1に記載の方法。 - 前記セパレーター膜が、
‐多孔質ポリマー膜(15,22,42)、
‐無機材料の多孔質コーティング(21)を含み、
‐多孔質ポリマー膜(15,22,42)の表面への多孔質コーティング(21)の付着が、レーザーアブレーションにより実施されたことを特徴とする、Liバッテリーのセパレーター膜(21,22,43)。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FI20145837 | 2014-09-24 | ||
| FI20145837A FI126659B (fi) | 2014-09-24 | 2014-09-24 | Menetelmä Li-akkujen separaattorikalvojen pinnoittamiseksi ja pinnoitettu separaattorikalvo |
| PCT/FI2015/050636 WO2016046452A1 (en) | 2014-09-24 | 2015-09-23 | Method for coating separator films of lithium batteries and a coated separator film |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017533547A true JP2017533547A (ja) | 2017-11-09 |
| JP2017533547A5 JP2017533547A5 (ja) | 2020-03-12 |
Family
ID=55580364
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017516951A Pending JP2017533547A (ja) | 2014-09-24 | 2015-09-23 | リチウムバッテリーのセパレーター膜のコーティング方法及びコーティングされたセパレーター膜 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US10573868B2 (ja) |
| EP (1) | EP3198668B1 (ja) |
| JP (1) | JP2017533547A (ja) |
| KR (1) | KR20170056701A (ja) |
| CN (1) | CN107112475A (ja) |
| ES (1) | ES2981605T3 (ja) |
| FI (1) | FI126659B (ja) |
| HU (1) | HUE067498T2 (ja) |
| WO (1) | WO2016046452A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021534558A (ja) * | 2018-08-21 | 2021-12-09 | アプライド マテリアルズ インコーポレイテッドApplied Materials, Incorporated | バッテリ用セパレータへの極薄セラミックコーティング |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10367181B2 (en) * | 2015-10-30 | 2019-07-30 | Panasonic Intellectual Property Management Co., Ltd. | Lithium-ion battery |
| JP2019515430A (ja) * | 2016-04-25 | 2019-06-06 | アプライド マテリアルズ インコーポレイテッドApplied Materials,Incorporated | バッテリ用途のセパレータ製作のための方法及び装置 |
| FI20165852A (fi) * | 2016-11-14 | 2018-05-15 | Picodeon Ltd Oy | MENETELMÄ Li-IONIAKKUJEN SEPARAATTORIKALVOJEN JA ELEKTRODIEN PINNOITTAMISEKSI JA PINNOITETTU SEPARAATTORI- TAI ELEKTRODIKALVO |
| US10833296B2 (en) | 2017-09-26 | 2020-11-10 | International Business Machines Corporation | Thin film solid-state microbattery packaging |
| WO2023200194A1 (ko) * | 2022-04-15 | 2023-10-19 | 주식회사 엘지에너지솔루션 | 전지셀 추적 장치 |
| CN115275507A (zh) * | 2022-08-09 | 2022-11-01 | 南木纳米科技(北京)有限公司 | 一种干法隔膜涂布机 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000307215A (ja) * | 1999-04-19 | 2000-11-02 | Nippon Steel Chem Co Ltd | 配線板の加工方法 |
| JP2009527642A (ja) * | 2006-02-23 | 2009-07-30 | ピコデオン・リミテッド・オサケユキテュア | 高品質の表面を製造するための方法および高品質の表面を有する製品 |
| JP2009527914A (ja) * | 2006-02-23 | 2009-07-30 | ピコデオン エルティーディー オイ | 太陽電池ならびに太陽電池を生産する装置および方法 |
| JP2011011203A (ja) * | 2009-06-05 | 2011-01-20 | Panasonic Corp | ディスプレイパネルへの塗布方法および装置、ディスプレイパネルの製造方法および装置 |
| JP2011060668A (ja) * | 2009-09-11 | 2011-03-24 | Fujikura Ltd | レーザー蒸着法による長尺酸化物超電導導体の製造方法 |
| CN103137929A (zh) * | 2011-11-24 | 2013-06-05 | 比亚迪股份有限公司 | 一种锂离子电池隔膜及其制备方法、含有该隔膜的锂离子电池 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3255469B2 (ja) | 1992-11-30 | 2002-02-12 | 三菱電機株式会社 | レーザ薄膜形成装置 |
| AUPO912797A0 (en) | 1997-09-11 | 1997-10-02 | Australian National University, The | Ultrafast laser deposition method |
| US6274207B1 (en) * | 1999-05-21 | 2001-08-14 | The Board Of Regents, The University Of Texas System | Method of coating three dimensional objects with molecular sieves |
| KR100467705B1 (ko) * | 2002-11-02 | 2005-01-24 | 삼성에스디아이 주식회사 | 무기 보호막을 갖는 세퍼레이타 및 이를 채용한 리튬 전지 |
| FI20060178A7 (fi) | 2006-02-23 | 2007-08-24 | Picodeon Ltd Oy | Pinnoitusmenetelmä |
| JP4943242B2 (ja) * | 2007-06-20 | 2012-05-30 | ソニー株式会社 | リチウムイオン二次電池 |
| CA2801027A1 (en) * | 2010-05-31 | 2011-12-08 | Sumitomo Electric Industries, Ltd. | Capacitor, and method for producing the same |
| EP2579364A4 (en) * | 2010-05-31 | 2016-03-23 | Sumitomo Electric Industries | THREE-DIMENSIONAL, NET-TYPE, POROUS ALUMINUM MATERIAL, POROUS ALUMINUM MATERIAL ELECTRODE, NON-ACID ELECTROLYTE BATTERY EQUIPPED WITH THE ELECTRODE, AND A CAPACITOR EQUIPPED WITH THE ELECTRODE WITH A NON-ACID ELECTROLYTE SOLUTION |
| WO2012075423A2 (en) * | 2010-12-03 | 2012-06-07 | Enerdel, Inc. | Heat-resistant layer for non-aqueous and solid state battery and method of manufacturing the same |
| US8900743B2 (en) | 2011-10-27 | 2014-12-02 | Sakti3, Inc. | Barrier for thin film lithium batteries made on flexible substrates and related methods |
| CN103137930A (zh) | 2011-11-24 | 2013-06-05 | 比亚迪股份有限公司 | 一种锂离子电池隔膜及其制备方法、含有该隔膜的锂离子电池 |
| WO2013133025A1 (ja) * | 2012-03-06 | 2013-09-12 | ソニー株式会社 | セパレータ、電池、電池パック、電子機器、電動車両、蓄電装置および電力システム |
| US9209443B2 (en) * | 2013-01-10 | 2015-12-08 | Sabic Global Technologies B.V. | Laser-perforated porous solid-state films and applications thereof |
| US10164231B2 (en) | 2013-02-05 | 2018-12-25 | Hrl Laboratories, Llc | Separators for lithium-sulfur batteries |
| WO2014139986A1 (en) * | 2013-03-15 | 2014-09-18 | Basf Se | Compositions for use as protective layers and other components in electrochemical cells |
-
2014
- 2014-09-24 FI FI20145837A patent/FI126659B/fi active IP Right Grant
-
2015
- 2015-09-23 WO PCT/FI2015/050636 patent/WO2016046452A1/en not_active Ceased
- 2015-09-23 HU HUE15845097A patent/HUE067498T2/hu unknown
- 2015-09-23 CN CN201580058156.8A patent/CN107112475A/zh active Pending
- 2015-09-23 ES ES15845097T patent/ES2981605T3/es active Active
- 2015-09-23 EP EP15845097.3A patent/EP3198668B1/en active Active
- 2015-09-23 JP JP2017516951A patent/JP2017533547A/ja active Pending
- 2015-09-23 KR KR1020177010953A patent/KR20170056701A/ko not_active Ceased
- 2015-09-23 US US15/513,801 patent/US10573868B2/en active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000307215A (ja) * | 1999-04-19 | 2000-11-02 | Nippon Steel Chem Co Ltd | 配線板の加工方法 |
| JP2009527642A (ja) * | 2006-02-23 | 2009-07-30 | ピコデオン・リミテッド・オサケユキテュア | 高品質の表面を製造するための方法および高品質の表面を有する製品 |
| JP2009527914A (ja) * | 2006-02-23 | 2009-07-30 | ピコデオン エルティーディー オイ | 太陽電池ならびに太陽電池を生産する装置および方法 |
| JP2011011203A (ja) * | 2009-06-05 | 2011-01-20 | Panasonic Corp | ディスプレイパネルへの塗布方法および装置、ディスプレイパネルの製造方法および装置 |
| JP2011060668A (ja) * | 2009-09-11 | 2011-03-24 | Fujikura Ltd | レーザー蒸着法による長尺酸化物超電導導体の製造方法 |
| CN103137929A (zh) * | 2011-11-24 | 2013-06-05 | 比亚迪股份有限公司 | 一种锂离子电池隔膜及其制备方法、含有该隔膜的锂离子电池 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021534558A (ja) * | 2018-08-21 | 2021-12-09 | アプライド マテリアルズ インコーポレイテッドApplied Materials, Incorporated | バッテリ用セパレータへの極薄セラミックコーティング |
| US11588209B2 (en) | 2018-08-21 | 2023-02-21 | Applied Materials, Inc. | Ultra-thin ceramic coating on separator for batteries |
Also Published As
| Publication number | Publication date |
|---|---|
| US20180233729A1 (en) | 2018-08-16 |
| US10573868B2 (en) | 2020-02-25 |
| ES2981605T3 (es) | 2024-10-09 |
| WO2016046452A1 (en) | 2016-03-31 |
| FI126659B (fi) | 2017-03-31 |
| FI20145837A7 (fi) | 2016-03-25 |
| CN107112475A (zh) | 2017-08-29 |
| EP3198668A1 (en) | 2017-08-02 |
| EP3198668B1 (en) | 2024-03-27 |
| KR20170056701A (ko) | 2017-05-23 |
| HUE067498T2 (hu) | 2024-10-28 |
| EP3198668A4 (en) | 2018-04-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2017533547A (ja) | リチウムバッテリーのセパレーター膜のコーティング方法及びコーティングされたセパレーター膜 | |
| Lee et al. | Effect of Al2O3 coatings prepared by RF sputtering on polyethylene separators for high-power lithium ion batteries | |
| JP6630040B2 (ja) | 固体電解質が濃度勾配を有する全固体電極の製造方法 | |
| RU2585252C2 (ru) | Термостойкий слой для неводной и твердотельной батареи и способ его получения | |
| US20190148694A1 (en) | Ceramic coating on battery separators | |
| KR101942961B1 (ko) | 핀홀 없는 유전체 박막 제조 | |
| CN106299195B (zh) | 隔膜的制备方法及锂离子电池 | |
| KR101536560B1 (ko) | 패턴화된 세라믹 코팅 분리막 및 제조방법 그리고 이를 포함하는 이차전지 | |
| JP2019536242A (ja) | 接着層を備えたリチウム二次電池用分離膜 | |
| CN106062995A (zh) | 使用包含抑制电解质的离子导体的复合物的电极保护 | |
| CN106063012A (zh) | 使用抑制电解质的离子导体的电极保护 | |
| CN113812038A (zh) | 蓄电装置用分隔件及蓄电装置 | |
| US11111576B2 (en) | Method for producing nanostructured layers | |
| JP2012506130A (ja) | リチウムイオン電池 | |
| JP2016100069A (ja) | リチウム固体電池の製造方法 | |
| JP2017533547A5 (ja) | ||
| WO2018087427A1 (en) | Method for coating separator films and electrodes of li ion batteries and a coated separator or electrode film | |
| FI130187B (fi) | Menetelmä litiumia sisältävän materiaalikerroksen tai monikerrosrakenteen valmistamiseksi laserablaatiopinnoitusta käyttäen | |
| WO2017008286A1 (zh) | 用于锂离子电池的隔膜及其制备方法、以及锂离子电池 | |
| KR101861996B1 (ko) | 표면 구조가 제어된 전지용 금속 전극 및 이의 제조 방법 | |
| CN106169552A (zh) | 利用真空磁控溅射技术在pe隔膜表面制备陶瓷膜的方法 | |
| WO2018134485A1 (en) | Method for the manufacture of cathode materials for nanostructured li ion batteries utilising short-term laser pulses | |
| WO2018134484A1 (en) | Method for the manufacture of anode materials for li ion batteries by utilising short-term laser pulses | |
| US20240136495A1 (en) | Method for manufacturing an electrochemical component comprising a lithium metal anode and an ion-conductive inorganic material layer | |
| Lee et al. | Nano Ceramic Coating on Polypropylene Separator for Safety-Enhanced Lithium Secondary Battery |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170524 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180925 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20190308 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20190308 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190724 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190730 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20191028 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20200130 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20200609 |