JP2017527468A - 切込形成時のウォールソーシステムの制御方法 - Google Patents
切込形成時のウォールソーシステムの制御方法 Download PDFInfo
- Publication number
- JP2017527468A JP2017527468A JP2017513090A JP2017513090A JP2017527468A JP 2017527468 A JP2017527468 A JP 2017527468A JP 2017513090 A JP2017513090 A JP 2017513090A JP 2017513090 A JP2017513090 A JP 2017513090A JP 2017527468 A JP2017527468 A JP 2017527468A
- Authority
- JP
- Japan
- Prior art keywords
- end point
- blade
- saw
- cutting
- guard
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 70
- 238000005520 cutting process Methods 0.000 claims abstract description 277
- 238000006073 displacement reaction Methods 0.000 description 7
- 230000010355 oscillation Effects 0.000 description 5
- 230000000694 effects Effects 0.000 description 3
- 238000002360 preparation method Methods 0.000 description 2
- 230000001419 dependent effect Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D1/00—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor
- B28D1/02—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor by sawing
- B28D1/04—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor by sawing with circular or cylindrical saw-blades or saw-discs
- B28D1/042—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor by sawing with circular or cylindrical saw-blades or saw-discs the saw blade being carried by a pivoted lever
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D59/00—Accessories specially designed for sawing machines or sawing devices
- B23D59/001—Measuring or control devices, e.g. for automatic control of work feed pressure on band saw blade
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D7/00—Accessories specially adapted for use with machines or devices of the preceding groups
- B28D7/005—Devices for the automatic drive or the program control of the machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D1/00—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor
- B28D1/02—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor by sawing
- B28D1/04—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor by sawing with circular or cylindrical saw-blades or saw-discs
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Mining & Mineral Resources (AREA)
- Sawing (AREA)
- Processing Of Stones Or Stones Resemblance Materials (AREA)
Abstract
Description
[h2・(D2−h2)]1/2+δ・sin(−α2)
で表される距離を有し、
h2=h(−α2,D2)=D2/2−Δ−δ・cos(−α2)
が、第2ブレード径で、負の第2メイン切込角とするときの、使用ソーブレードの加工対象物内への切込深さを示す場合は、使用ソーブレードの第2上方出口点の位置が第2端点の位置に一致し、揺動軸が第2端点に対し、
D2/2+δ・sin(−α2)
で表される距離を有する場合は、使用ソーブレードの第2ブレード縁部の位置が第2端点の位置に一致し、揺動軸が第2端点に対し、
B2b+δ・sin(−α2)
で表される距離を有する場合は、使用ブレードガードの第2ブレードガード縁部の位置が第2端点の位置に一致する。
[h2・(D2−h2)]1/2−δ・sin(−α2)
で表される距離を有し、
h2=h(−α2,D2)=D2/2−Δ−δ・cos(−α2)
が、第2ブレード径で、負の第2メイン切込角とするときの、使用ソーブレードの加工対象物内への切込深さを示す場合は、使用ソーブレードの第1上方出口点の位置が第1端点の位置に一致し、揺動軸が第1端点に対し、
D2/2−δ・sin(−α2)
で表される距離を有する場合は、使用ソーブレードの第1ブレード縁部の位置が第1端点の位置に一致し、揺動軸が第1端点に対し、
B2a−δ・sin(−α2)
で表される距離を有する場合は、使用ブレードガードの第1ブレードガード縁部の位置が第1端点の位置に一致する。
[h3・(D3−h3)]1/2−δ・sin(−α3)
で表される距離を有し、
h3=h(−α3,D3)=D3/2−Δ−δ・cos(−α3)
が、第3ブレード径で、負の第3メイン切込角とするときの、使用ソーブレードの加工対象物内への切込深さを示す場合は、使用ソーブレードの第1上方出口点の位置が第1端点の位置に一致し、揺動軸が第1端点に対し、
D3/2+δ・sin(−α3)
で表される距離を有する場合は、使用ソーブレードの第1ブレード縁部の位置が第1端点の位置に一致し、揺動軸が第1端点に対し、
B3a−δ・sin(−α3)
で表される距離を有する場合は、使用ブレードガードの第1ブレードガード縁部の位置が第1端点の位置に一致する。
[h1・(D1−h1)]1/2−δ・sin(−α1)
で表される距離を有し、
h1=h(−α1,D1)=D1/2−Δ−δ・cos(−α1)
が、第1ブレード径で、負の第1メイン切込角とするときの、使用ソーブレードの加工対象物内への切込深さを示す場合は、使用ソーブレードの第1上方出口点の位置が第1端点の位置に一致し、揺動軸が第1端点に対し、
D1/2−δ・sin(−α1)
で表される距離を有する場合は、使用ソーブレードの第1ブレード縁部の位置が第1端点の位置に一致し、揺動軸が第1端点に対し、
B1a−δ・sin(−α1)
で表される距離を有する場合は、使用ブレードガードの第1ブレードガード縁部の位置が第1端点の位置に一致する。
[h0・(D0−h0)]1/2+δ・sin(+α0)
で表される距離を有し、
h0=h(+α0,D0)=D0/2−Δ−δ・cos(+α0)
が、零番目ブレード径で、正の零番目メイン切込角とするときの、使用ソーブレードの加工対象物内への切込深さを示す場合、使用ソーブレードの第2上方出口点の位置が第2端点の位置に一致し、揺動軸が第2端点に対し、
D0/2+δ・sin(+α0)
で表される距離を有する場合、使用ソーブレードの第2ブレード縁部の位置が第2端点の位置に一致し、揺動軸が第2端点に対し、
B0b+δ・sin(+α0)
で表される距離を有する場合、使用ブレードガードの第2ブレードガード縁部の位置が第2端点の位置に一致する。
[h1・(D1−h1)]1/2+δ・sin(−α1)
で表される距離を有し、
h1=h(−α1,D1)=D1/2−Δ−δ・cos(−α1)
が、第1ブレード径で、負の第1メイン切込角とするときの、使用ソーブレードの加工対象物内への切込深さを示す場合は、使用ソーブレードの第1上方出口点の位置が第1端点の位置に一致し、揺動軸が第1端点に対し、
D1/2+δ・sin(−α1)
で表される距離を有する場合は、使用ソーブレードの第1ブレード縁部の位置が第1端点の位置に一致し、揺動軸が第1端点に対し、
B1a+δ・sin(−α1)
で表される距離を有する場合は、使用ブレードガードの第1ブレードガード縁部の位置が第1端点の位置に一致する。
[h0・(D0−h0)]1/2−δ・sin(−α0)
で表される距離を有し、
h0=h(−α0,D0)=D0/2−Δ−δ・cos(−α0)
が、零番目ブレード径で、負の零番目メイン切込角とするときの、使用ソーブレードの加工対象物内への切込深さを示す場合は、使用ソーブレードの第1上方出口点の位置が第1端点の位置に一致し、揺動軸が第1端点に対し、
D0/2−δ・sin(−α0)
で表される距離を有する場合は、使用ソーブレードの第1ブレード縁部の位置が第1端点の位置に一致し、揺動軸が第1端点に対し、
B0b−δ・sin(−α0)
で表される距離を有する場合は、使用ブレードガードの第1ブレードガード縁部の位置が第1端点の位置に一致する。
2・δ・|sin(−α0)|
の移動距離だけ前進方向に移動し、その後、ソーアームを負の第1メイン切込角に揺動した後の、ウォールソーの第1境界の位置が、第1端点の位置に一致するように、ソーヘッドを移動し、揺動軸が第1端点に対し、
[h1・(D1−h1)]1/2−δ・sin(−α1)
で表される距離を有し、
h1=h(−α1,D1)=D1/2−Δ−δ・cos(−α1)
が、第1ブレード径で、負の第1メイン切込角とするときの、使用ソーブレードの加工対象物内への切込深さを示す場合は、使用ソーブレードの第1上方出口点の位置が第1端点の位置に一致し、揺動軸が第1端点に対し、
D1/2−δ・sin(−α1)
で表される距離を有する場合は、使用ソーブレードの第1ブレード縁部の位置が第1端点の位置に一致し、揺動軸が第1端点に対し、
B1a−δ・sin(−α1)
で表される距離を有する場合は、使用ブレードガードの第1ブレードガード縁部の位置が第1端点の位置に一致する。
[h1・(D1−h1)]1/2−δ・sin(−α1)
で表される距離を有し、
h1=h(−α1,D1)=D1/2−Δ−δ・cos(−α1)
が、第1ブレード径で、負の第1メイン切込角とするときの、使用ソーブレードの加工対象物内への切込深さを示す場合は、使用ソーブレードの第1上方出口点の位置が第1端点の位置に一致し、揺動軸が第1端点に対し、
D1/2−δ・sin(−α1)
で表される距離を有する場合は、使用ソーブレードの第1ブレード縁部の位置が第1端点の位置に一致し、揺動軸が第1端点に対し、
B1a−δ・sin(−α1)
で表される距離を有する場合は、使用ブレードガードの第1ブレードガード縁部の位置が第1端点の位置に一致する。
[h1・(D1−h1)]1/2−δ・sin(−α1)
で表される距離を有し、
h1=h(−α1,D1)=D1/2−Δ−δ・cos(−α1)
が、第1ブレード径で、負の第1メイン切込角とするときの、使用ソーブレードの加工対象物内への切込深さを示す場合は、使用ソーブレードの第1上方出口点の位置が第1端点の位置に一致し、揺動軸が第1端点に対し、
D1/2−δ・sin(−α1)
で表される距離を有する場合は、使用ソーブレードの第1ブレード縁部の位置が第1端点の位置に一致し、揺動軸が第1端点に対し、
B1a−δ・sin(−α1)
で表される距離を有する場合は、使用ブレードガードの第1ブレードガード縁部の位置が第1端点の位置に一致する。
180°−arccos[Δ/(δ+D/2)]
に相当する。
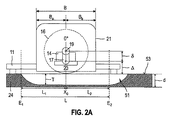
D/2=h+Δ+δ・cos(α)
が成立し、式中、Dはソーブレード16のブレード径、hはソーブレード16の切込深さ、Δは揺動軸23と加工対象物24の上面53との垂直方向の距離、δはソーアーム17のアーム長、αは第1メイン切込角である。また、切込幅bについては、式
b2=(D/2)・8・h−4・h2=4・D・h−4・h2=4・h・(D−h)
が成立し、式中、hはソーブレード16の切込深さ、Dはソーブレード16のブレード径である。
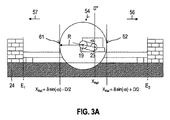
X(58)=XRef+δX−b/2
が成立する一方、第2上方出口点59については、
X(59)=XRef+δX+b/2
が成立し、このとき、
b=[h・(D−h)]1/2,h=h(α,D)
である。
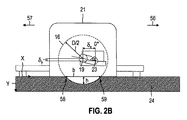
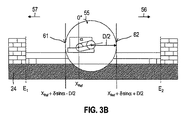
X(61)=XRef+δX・sin(−α)−D/2
が成立する一方、第2ブレード縁部62については、
X(62)=XRef+δX・sin(−α)+D/2
が成立する。一方、図3Bは、ソーアーム17が正の揺動方向55に揺動して正の揺動角α(0°〜+180°)の状態にあるウォールソー12を示している。第1ブレード縁部61については、
X(61)=XRef+δX・sin(α)−D/2
が成立する一方、第2ブレード縁部62については、
X(62)=XRef+δX・sin(α)+D/2
が成立する。
X(71)=XRef+δX・sin(−α)−Ba
が成立する一方、第2ブレードガード縁部72については、
X(72)=XRef+δX・sin(−α)+Bb
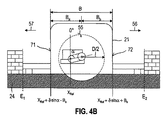
が成立する。一方、図4Bは、正の揺動角α(0°〜+180°)にあるソーアーム17と、ブレードガード幅Bのブレードガード21とを有したウォールソー12を示している。第1ブレードガード縁部71については、
X(71)=XRef+δX・sin(α)−Ba
が成立する一方、第2ブレードガード縁部72については、
X(72)=XRef+δX・sin(α)+Bb
が成立する。
[h1・(D1−h1)]1/2−δ・sin(−α1)
となっており、この式中、
h1=h(−α1,D1)=D1/2−Δ−δ・cos(−α1)
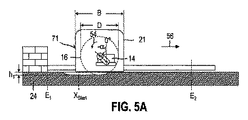
は、ブレード径Dに相当する第1ブレード径D1で、負の第1メイン切込角−α1とするときの、使用中のソーブレード16の加工対象物24内への切込深さを示す。この開始位置XStartにおいて、ソーアーム17を、揺動角0°の基本位置から負の第1メイン切込角−α1へと負の揺動方向54に揺動する。負の第1メイン切込角−α1に揺動後、ブレードガード21の第1ブレードガード縁部71は、第1端点E1の障害物に接する。その後、ソーアーム17が負の第1メイン切込角−α1にあるソーヘッド14を、ソーブレード16が回転した状態で、前進方向56へと移動する(図5A)。この移動の際、ソーヘッド14の位置が、変位センサ33によって定期的に計測される。
[h2・(D2−h2)]1/2+δ・sin(−α2)
となるときに、ソーヘッド14を停止させ(図5B)、この式中、
h2=h(−α2,D2)=D2/2−Δ−δ・cos(−α2)
は、ブレード径Dに相当する第2ブレード径D2で、負の第2メイン切込角−α2としたときの、使用中のソーブレード16の加工対象物24内への切込深さを示している。この位置において、ソーアーム17を、負の第1メイン切込角−α1から負の第2メイン切込角−α2へと揺動する(図5C)。図5Bに示す配置とする際には、ソーアーム17を負の第2メイン切込角−α2に揺動後の、第2端点E2側の、ソーブレード16の第2上方出口点59の位置が、第2端点E2の位置に一致するように、距離の調整が行われている。
B/2−δ・sin(−β1)
となるときに、ソーヘッド14を停止する。本実施形態の場合には、障害物のある第1端点E1で揺動が行われ、第1中間揺動角−β1の絶対値が90°より大きいので、第1中間揺動角−β1に揺動した後に第1ブレードガード縁部71が第1端点E1の障害物に接するように、ソーヘッド14の位置を定めることはできない。この場合は、−90°の臨界揺動角αkritに基づいてソーヘッド14の移動を行い、その後で、ソーアーム17を第1中間揺動角−β1に揺動する(図5E)。−90°の臨界揺動角αkritでは、第1端点E1までの揺動軸23の距離が、
B.2/2−δ・sin(−90°)=B.2/2+δ
となる。揺動の際には、第1端点E1を越えることができないので、−90°の臨界揺動角αkritを考慮する必要がある。
[h3・(D3−h3)]1/2
の移動距離だけ移動し(図5F)、この式中、
h3=h(−α3,D3)=D3/2−Δ−δ・cos(−180°)=D3/2−Δ+δ
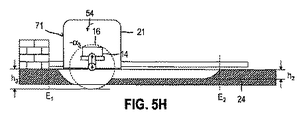
は、ブレード径Dに相当する第3ブレード径D3で、負の第3メイン切込角−α3としたときの、使用中のソーブレード16の加工対象物24内への切込深さとなる。緩和切込作業の後で、−90°の臨界揺動角αkritを適用した位置までソーヘッド14を移動し(図5G)、次に、ソーアーム17を、第1中間揺動角−β1から負の第3メイン切込角−α3に揺動する(図5H)。
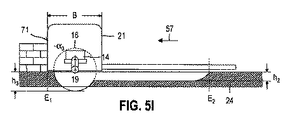
[h3・(D3−h3)]1/2+δ・sin(−α3)
となるときに、ソーヘッド14を停止し、この式中、
h3=h(−α3,D3)=D3/2−Δ−δ・cos(−α3)
は、ブレード径Dに相当する第3ブレード径D3で、負の第3メイン切込角−α3としたときの、使用中のソーブレード16の加工対象物24内への切込深さを示している。
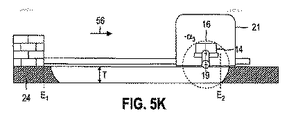
[h3・(D−h3)]1/2−[Δh・(D−Δh)]1/2
であり、この式中、
Δh=h3−T
は、切込深さh3と最終深さTとの差であり、
h3=h(−α3,D)=D/2−Δ−δ・cos(−α3)
は、負の第3メイン切込角−α3としたときの、ソーブレード16の加工対象物24内への切込深さである。次に、ソーヘッド14を作業開始位置に戻し、ソーアーム17を次の中間揺動角に揺動し、揺動したソーアーム17と共にソーヘッド14を、前進方向56に作業終了位置に向けて移動する。ソーアーム17を負の第3メイン切込角−α3に揺動した状態のソーヘッド14が作業終了位置に達するまで、このような作業が繰り返し行われる。
Claims (23)
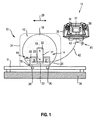
- 案内軌道(11)と、ウォールソー(12)とを備え、前記ウォールソー(12)は、ソーヘッド(14)と、前記案内軌道(11)に沿った移動方向(28)に前記ソーヘッド(14)を移動させる動力式の駆動ユニット(15)と、前記ソーヘッド(14)に設けられて揺動軸(23)周りに揺動可能なソーアーム(17)に取り付けられ、回転軸(19)周りに回転駆動される少なくとも1つのソーブレード(16)と、厚さ(d)を有した加工対象物(24)に対し、第1端点(E1)と第2端点(E2)との間で最終深さ(T)を有した切込部(51)を形成する際に前記ソーブレード(16)を囲う、少なくとも1つの着脱可能なブレードガード(21)とを有するウォールソーシステム(10)の制御方法であって、
前記ウォールソー(12)のコントロールユニット(29)によって実行される切込制御の開始前に、前記少なくとも1つのソーブレード(16)のブレード径(D)と、前記移動方向(28)における前記第1端点(E1)及び前記第2端点(E2)の位置と、前記切込部(51)の前記最終深さ(T)と、メイン切込工程によるメイン切込処理の手順とを少なくとも設定し、前記メイン切込処理が、前記ソーアーム(17)の揺動角を第1メイン切込角(α1)、使用ソーブレードの径を第1ブレード径(D1)とする第1メイン切込工程と、前記第1メイン切込工程の後に行われ、前記ソーアーム(17)の揺動角を第2メイン切込角(α2)、前記使用ソーブレードの径を第2ブレード径(D2)とする第2メイン切込工程とを少なくとも備え、
前記コントロールユニット(29)によって実行される前記切込制御の際に、
前記ソーアーム(17)を、負の揺動方向(54)に向けて、負の前記第1メイン切込角(−α1)に揺動し、
前記ソーヘッド(14)を、前記第2端点(E2)の方に向かう前進方向(56)に移動し、このとき前記ソーアーム(17)が引かれる状態となる
ウォールソーシステムの制御方法において、
前記コントロールユニット(29)によって実行される前記切込制御の際に、負の前記第2メイン切込角(−α2)に前記ソーアーム(17)を揺動した後の、前記第2端点(E2)側にある、前記ウォールソー(12)の第2境界(59,62,72)の位置が、前記第2端点(E2)の位置に一致するように、前記ソーヘッド(14)を移動し、
前記ウォールソー(12)の前記第2境界(59,62,72)は、
前記第2端点(E2)が障害物のない非制限端点の場合、前記加工対象物(24)の表面(53)における前記第2端点(E2)側の、前記使用ソーブレードの第2上方出口点(59)によって形成され、
前記第2端点(E2)に障害物があって、前記ブレードガード(21)を用いずに切込作業を行う場合、前記第2端点(E2)側の、前記使用ソーブレードの第2ブレード縁部(62)によって形成され、
前記第2端点(E2)に障害物があって、前記ブレードガード(21)を用いて切込作業を行う場合、前記第2端点(E2)側の、使用ブレードガードの第2ブレードガード縁部(72)によって形成される
ことを特徴とする制御方法。 - 前記ウォールソー(12)の前記コントロールユニット(29)によって実行される前記切込制御の開始前に、前記ソーアーム(17)の前記揺動軸(23)と前記ソーブレード(16)の前記回転軸(19)との距離として規定される前記ソーアーム(17)のアーム長(δ)、及び前記揺動軸(23)と前記加工対象物(24)の前記表面(53)との距離(Δ)を設定することを特徴とする請求項1に記載の制御方法。
- 前記切込制御の開始前に、前記第1メイン切込工程で用いる前記ブレードガード(21)に関する第1ブレードガード幅(B1)と、前記第2メイン切込工程で用いる前記ブレードガード(21)に関する第2ブレードガード幅(B2)とを定め、
前記第1及び第2ブレードガード幅(B1,B2)のそれぞれは、前記回転軸(19)から第1ブレードガード縁部(71)までの第1距離(B1a,B2a)と、前記回転軸(19)から前記第2ブレードガード縁部(72)までの第2距離(B1b,B2b)とからなる
ことを特徴とする請求項2に記載の制御方法。 - 前記ソーアーム(17)を前記負の第2メイン切込角(−α2)に揺動した後で、
前記揺動軸(23)が前記第2端点(E2)に対し、
[h2・(D2−h2)]1/2+δ・sin(−α2)
で表される距離を有し、
h2=h(−α2,D2)=D2/2−Δ−δ・cos(−α2)
が、前記第2ブレード径(D2)で、前記負の第2メイン切込角(−α2)とするときの、前記使用ソーブレードの前記加工対象物(24)内への切込深さを示す場合は、前記使用ソーブレードの前記第2上方出口点(59)の位置が前記第2端点(E2)の位置に一致し、
前記揺動軸(23)が前記第2端点(E2)に対し、
D2/2+δ・sin(−α2)
で表される距離を有する場合は、前記使用ソーブレードの前記第2ブレード縁部(62)の位置が前記第2端点(E2)の位置に一致し、
前記揺動軸(23)が前記第2端点(E2)に対し、
B2b+δ・sin(−α2)
で表される距離を有する場合は、前記使用ブレードガードの前記第2ブレードガード縁部(72)の位置が前記第2端点(E2)の位置に一致する
ことを特徴とする請求項2または3に記載の制御方法。 - 前記第2メイン切込工程は、最終のメイン切込工程であって、前記ウォールソー(12)を終了位置まで移動することを特徴とする請求項1〜4のいずれかに記載の制御方法。
- 前記第1端点(E1)側にある、前記ウォールソー(12)の第1境界(58,61,71)の位置が、前記第1端点(E1)の位置と一致するように、前記ソーヘッド(14)を移動し、
前記ウォールソー(12)の前記第1境界(58,61,71)は、
前記第1端点(E1)が障害物のない非制限端点の場合、前記加工対象物(24)の前記表面(53)における前記第1端点(E1)側の、前記使用ソーブレードの第1上方出口点(58)によって形成され、
前記第1端点(E1)に障害物があって、前記ブレードガード(21)を用いずに切込作業を行う場合、前記第1端点(E1)側の、前記使用ソーブレードの第1ブレード縁部(61)によって形成され、
前記第1端点(E1)に障害物があって、前記ブレードガード(21)を用いて切込作業を行う場合、前記第1端点(E1)側の、前記使用ブレードガードの第1ブレードガード縁部(71)によって形成される
ことを特徴とする請求項5に記載の制御方法。 - 前記揺動軸(23)が前記第1端点(E1)に対し、
[h2・(D2−h2)]1/2−δ・sin(−α2)
で表される距離を有し、
h2=h(−α2,D2)=D2/2−Δ−δ・cos(−α2)
が、前記第2ブレード径(D2)で、前記負の第2メイン切込角(−α2)とするときの、前記使用ソーブレードの前記加工対象物(24)内への切込深さを示す場合は、前記使用ソーブレードの前記第1上方出口点(58)の位置が前記第1端点(E1)の位置に一致し、
前記揺動軸(23)が前記第1端点(E1)に対し、
D2/2−δ・sin(−α2)
で表される距離を有する場合は、前記使用ソーブレードの前記第1ブレード縁部(61)の位置が前記第1端点(E1)の位置に一致し、
前記揺動軸(23)が前記第1端点(E1)に対し、
B2a−δ・sin(−α2)
で表される距離を有する場合は、前記使用ブレードガードの前記第1ブレードガード縁部(71)の位置が前記第1端点(E1)の位置に一致する
ことを特徴とする請求項6に記載の制御方法。 - 前記メイン切込処理は、前記第2メイン切込工程の後に行われる工程として、前記ソーアーム(17)の揺動角を第3メイン切込角(α3)、前記使用ソーブレードの径を第3ブレード径(D3)とし、前記使用ブレードガードの幅を、第1距離(B3a)及び第2距離(B3b)からなる第3ブレードガード幅(B3)とする第3メイン切込工程を備え、前記第3切込工程では、前記ソーアーム(17)を引かれる状態とし、前記ソーヘッド(14)を前記前進方向(56)に移動することを特徴とする請求項1〜4のいずれかに記載の制御方法。
- 前記コントロールユニット(29)によって実行される前記切込制御の際に、前記ソーアーム(17)を負の前記第3メイン切込角(−α3)に揺動した後の、前記第1端点(E1)側にある、前記ウォールソー(12)の第1境界(58,61,71)の位置が、前記第1端点(E1)の位置と一致するように、前記ソーヘッド(14)を移動し、
前記第1境界(58,61,71)は、
前記第1端点(E1)が障害物のない非制限端点の場合、前記加工対象物(24)の前記表面(53)における前記第1端点(E1)側の、前記使用ソーブレードの第1上方出口点(58)によって形成され、
前記第1端点(E1)に障害物があって、前記ブレードガード(21)を用いずに切込作業を行う場合、前記第1端点(E1)側の、前記使用ソーブレードの第1ブレード縁部(61)によって形成され、
前記第1端点(E1)に障害物があって、前記ブレードガード(21)を用いて切込作業を行う場合、前記第1端点(E1)側の、前記使用ブレードガードの第1ブレードガード縁部(71)によって形成される
ことを特徴とする請求項8に記載の制御方法。 - 前記揺動軸(23)が前記第1端点(E1)に対し、
[h3・(D3−h3)]1/2−δ・sin(−α3)
で表される距離を有し、
h3=h(−α3,D3)=D3/2−Δ−δ・cos(−α3)
が、前記第3ブレード径(D3)で、前記負の第3メイン切込角(−α3)とするときの、前記使用ソーブレードの前記加工対象物(24)内への切込深さを示す場合は、前記使用ソーブレードの前記第1上方出口点(58)の位置が前記第1端点(E1)の位置に一致し、
前記揺動軸(23)が前記第1端点(E1)に対し、
D3/2+δ・sin(−α3)
で表される距離を有する場合は、前記使用ソーブレードの前記第1ブレード縁部(61)の位置が前記第1端点(E1)の位置に一致し、
前記揺動軸(23)が前記第1端点(E1)に対し、
B3a−δ・sin(−α3)
で表される距離を有する場合は、前記使用ブレードガードの前記第1ブレードガード縁部(71)の位置が前記第1端点(E1)の位置に一致する
ことを特徴とする請求項9に記載の制御方法。 - 前記第1及び第2メイン切込工程は、1つのソーブレード(16)と1つのブレードガード(21)とを用いて行われることを特徴とする請求項1〜10のいずれかに記載の制御方法。
- 前記第1メイン切込工程は、第1のブレード径(D.1)を有した第1ソーブレード(16.1)と、第1のブレードガード幅(B.1)を有した第1ブレードガード(21.1)とを用いて行い、
前記第2メイン切込工程は、第2のブレード径(D.2)を有した第2ソーブレード(16.2)と、第2のブレードガード幅(B.2)を有した第2ブレードガード(21.2)とを用いて行う
ことを特徴とする請求項1〜10のいずれかに記載の制御方法。 - 前記メイン切込処理の前記第1メイン切込工程は、予備切込工程であって、前記ソーヘッド(14)は、前記コントロールユニット(19)によって実行される前記切込制御の開始後に、前記移動方向(28)に沿って開始位置(XStart)に配置され、
前記開始位置(XStart)では、前記ソーアーム(17)を前記負の第1メイン切込角(−α1)に揺動した後の、前記第1端点(E1)側にある、前記ウォールソー(12)の第1境界(58,61,71)の位置が、前記第1端点(E1)の位置に一致し、
前記第1境界(58,61,71)は、
前記第1端点(E1)が障害物のない非制限端点の場合、前記使用ソーブレードの第1上方出口点(58)によって形成され、
前記第1端点(E1)に障害物があって、前記ブレードガード(21)を用いずに切込作業を行う場合、前記使用ソーブレードの第1ブレード縁部(61)によって形成され、
前記第1端点(E1)に障害物があって、前記ブレードガード(21)を用いて切込作業を行う場合、前記使用ブレードガードの第1ブレードガード縁部(71)によって形成される
ことを特徴とする請求項1〜12のいずれかに記載の制御方法。 - 前記開始位置(XStart)において、
前記揺動軸(23)が前記第1端点(E1)に対し、
[h1・(D1−h1)]1/2−δ・sin(−α1)
で表される距離を有し、
h1=h(−α1,D1)=D1/2−Δ−δ・cos(−α1)
が、前記第1ブレード径(D1)で、前記負の第1メイン切込角(−α1)とするときの、前記使用ソーブレードの前記加工対象物(24)内への切込深さを示す場合は、前記使用ソーブレードの前記第1上方出口点(58)の位置が前記第1端点(E1)の位置に一致し、
前記揺動軸(23)が前記第1端点(E1)に対し、
D1/2−δ・sin(−α1)
で表される距離を有する場合は、前記使用ソーブレードの前記第1ブレード縁部(61)の位置が前記第1端点(E1)の位置に一致し、
前記揺動軸(23)が前記第1端点(E1)に対し、
B1a−δ・sin(−α1)
で表される距離を有する場合は、前記使用ブレードガードの前記第1ブレードガード縁部(71)の位置が前記第1端点(E1)の位置に一致する
ことを特徴とする請求項13に記載の制御方法。 - 前記メイン切込処理は、前記第1メイン切込工程の前に行われる工程として、前記ソーアーム(17)の揺動角を零番目メイン切込角(α0)、前記使用ソーブレードの径を零番目ブレード径(D0)、前記使用ブレードガードの幅を、両ブレードガード縁部までの第1距離(B0a)及び第2距離(B0b)からなる零番目ブレードガード幅(B0)とする予備切込工程を備えており、前記予備切込工程では、前記ソーアーム(17)を引かれる状態とし、前記ソーヘッド(14)を後進方向(57)に移動することを特徴とする請求項1〜12のいずれかに記載の制御方法。
- 前記コントロールユニット(29)によって実行される前記切込制御の開始後、前記予備切込工程を行うために、前記ソーヘッド(14)を前記移動方向(28)に沿って開始位置(XStart)に配置し、
前記開始位置(XStart)では、前記ソーアーム(17)を正の前記零番目メイン切込角(+α0)に揺動した後の、前記第2端点(E2)側にある、前記ウォールソー(12)の前記第2境界(59,62,72)の位置が、前記第2端点(E2)の位置に一致する
ことを特徴とする請求項15に記載の制御方法。 - 前記ソーアーム(17)を前記正の零番目メイン切込角(+α0)に揺動した後で、
前記揺動軸(23)が前記第2端点(E2)に対し、
[h0・(D0−h0)]1/2+δ・sin(+α0)
で表される距離を有し、
h0=h(+α0,D0)=D0/2−Δ−δ・cos(+α0)
が、前記零番目ブレード径(D0)で、前記正の零番目メイン切込角(+α0)とするときの、前記使用ソーブレードの前記加工対象物(24)内への切込深さを示す場合、前記使用ソーブレードの前記第2上方出口点(58)の位置が前記第2端点(E2)の位置に一致し、
前記揺動軸(23)が前記第2端点(E2)に対し、
D0/2+δ・sin(+α0)
で表される距離を有する場合、前記使用ソーブレードの前記第2ブレード縁部(62)の位置が前記第2端点(E2)の位置に一致し、
前記揺動軸(23)が前記第2端点(E2)に対し、
B0b+δ・sin(+α0)
で表される距離を有する場合、前記使用ブレードガードの前記第2ブレードガード縁部(72)の位置が前記第2端点(E2)の位置に一致する
ことを特徴とする請求項16に記載の制御方法。 - 前記切込制御の際、前記前進方向(56)への移動時に、前記ウォールソー(12)の第1境界(58,61,71)の位置が前記第1端点(E1)の位置に一致すると、前記ソーヘッド(14)を停止し、
前記ウォールソー(12)の前記第1境界(58,61,71)は、
前記第1端点(E1)が障害物のない非制限端点の場合、前記加工対象物(24)の前記表面(53)における、前記使用ソーブレードの第1上方出口点(58)によって形成され、
前記第1端点(E1)に障害物があって、前記ブレードガード(21)を用いずに切込作業を行う場合、前記使用ソーブレードの第1ブレード縁部(61)によって形成され、
前記第1端点(E1)に障害物があって、前記ブレードガード(21)を用いて切込作業を行う場合、前記使用ブレードガードの第1ブレードガード縁部(71)によって形成される
ことを特徴とする請求項17に記載の制御方法。 - 前記ソーアーム(17)を前記負の第1メイン切込角(−α1)に揺動した後の、前記ウォールソー(12)の前記第1境界(58,61,71)の位置が、前記第1端点(E1)の位置に一致するように、前記ソーヘッド(14)を前記前進方向(56)に移動し、
前記揺動軸(23)が前記第1端点(E1)に対し、
[h1・(D1−h1)]1/2+δ・sin(−α1)
で表される距離を有し、
h1=h(−α1,D1)=D1/2−Δ−δ・cos(−α1)
が、前記第1ブレード径(D1)で、前記負の第1メイン切込角(−α1)とするときの、前記使用ソーブレードの前記加工対象物(24)内への切込深さを示す場合は、前記使用ソーブレードの前記第1上方出口点(58)の位置が前記第1端点(E1)の位置に一致し、
前記揺動軸(23)が前記第1端点(E1)に対し、
D1/2+δ・sin(−α1)
で表される距離を有する場合は、前記使用ソーブレードの前記第1ブレード縁部(61)の位置が前記第1端点(E1)の位置に一致し、
前記揺動軸(23)が前記第1端点(E1)に対し、
B1a+δ・sin(−α1)
で表される距離を有する場合は、前記使用ブレードガードの前記第1ブレードガード縁部(71)の位置が前記第1端点(E1)の位置に一致する
ことを特徴とする請求項18に記載の制御方法。 - 前記ソーアーム(17)を負の前記零番目メイン切込角(−α0)に揺動した後の、前記ウォールソー(12)の第1境界(58,61,71)の位置が、前記第1端点(E1)の位置に一致するように、前記ソーヘッド(14)を移動し、
前記揺動軸(23)が前記第1端点(E1)に対し、
[h0・(D0−h0)]1/2−δ・sin(−α0)
で表される距離を有し、
h0=h(−α0,D0)=D0/2−Δ−δ・cos(−α0)
が、前記零番目ブレード径(D0)で、前記負の零番目メイン切込角(−α0)とするときの、前記使用ソーブレードの前記加工対象物(24)内への切込深さを示す場合は、前記使用ソーブレードの第1上方出口点(58)の位置が前記第1端点(E1)の位置に一致し、
前記揺動軸(23)が前記第1端点(E1)に対し、
D0/2−δ・sin(−α0)
で表される距離を有する場合は、前記使用ソーブレードの第1ブレード縁部(61)の位置が前記第1端点(E1)の位置に一致し、
前記揺動軸(23)が前記第1端点(E1)に対し、
B0b−δ・sin(−α0)
で表される距離を有する場合は、前記使用ブレードガードの第1ブレードガード縁部(71)の位置が前記第1端点(E1)の位置に一致する
ことを特徴とする請求項17に記載の制御方法。 - 前記ソーヘッド(14)を、少なくとも、
2・δ・|sin(−α0)|
の移動距離だけ前進方向(56)に移動し、その後、前記ソーアーム(17)を前記負の第1メイン切込角(−α1)に揺動した後の、前記ウォールソー(12)の前記第1境界(58,61,71)の位置が、前記第1端点(E1)の位置に一致するように、前記ソーヘッド(14)を移動し、
前記揺動軸(23)が前記第1端点(E1)に対し、
[h1・(D1−h1)]1/2−δ・sin(−α1)
で表される距離を有し、
h1=h(−α1,D1)=D1/2−Δ−δ・cos(−α1)
が、前記第1ブレード径(D1)で、負の第1メイン切込角(−α1)とするときの、前記使用ソーブレードの前記加工対象物(24)内への切込深さを示す場合は、前記使用ソーブレードの前記第1上方出口点(58)の位置が前記第1端点(E1)の位置に一致し、
前記揺動軸(23)が前記第1端点(E1)に対し、
D1/2−δ・sin(−α1)
で表される距離を有する場合は、前記使用ソーブレードの前記第1ブレード縁部(61)の位置が前記第1端点(E1)の位置に一致し、
前記揺動軸(23)が前記第1端点(E1)に対し、
B1a−δ・sin(−α1)
で表される距離を有する場合は、前記使用ブレードガードの前記第1ブレードガード縁部(71)の位置が前記第1端点(E1)の位置に一致する
ことを特徴とする請求項20に記載の制御方法。 - 前記ソーアーム(17)を前記負の第1メイン切込角(−α1)に揺動した後の、前記ウォールソー(12)の前記第1境界(58,61,71)の位置が、前記第1端点(E1)の位置に一致するように、前記ソーヘッド(14)を前進方向(56)に移動し、
前記揺動軸(23)が前記第1端点(E1)に対し、
[h1・(D1−h1)]1/2−δ・sin(−α1)
で表される距離を有し、
h1=h(−α1,D1)=D1/2−Δ−δ・cos(−α1)
が、前記第1ブレード径(D1)で、負の第1メイン切込角(−α1)とするときの、前記使用ソーブレードの前記加工対象物(24)内への切込深さを示す場合は、前記使用ソーブレードの前記第1上方出口点(58)の位置が前記第1端点(E1)の位置に一致し、
前記揺動軸(23)が前記第1端点(E1)に対し、
D1/2−δ・sin(−α1)
で表される距離を有する場合は、前記使用ソーブレードの前記第1ブレード縁部(61)の位置が前記第1端点(E1)の位置に一致し、
前記揺動軸(23)が前記第1端点(E1)に対し、
B1a−δ・sin(−α1)
で表される距離を有する場合は、前記使用ブレードガードの前記第1ブレードガード縁部(71)の位置が前記第1端点(E1)の位置に一致する
ことを特徴とする請求項20に記載の制御方法。 - 前記ソーアーム(17)を前記負の第1メイン切込角(−α1)に揺動した後の、前記ウォールソー(12)の前記第1境界(58,61,71)の位置が、前記第1端点(E1)の位置に一致するように、前記ソーヘッド(14)を移動し、
前記揺動軸(23)が前記第1端点(E1)に対し、
[h1・(D1−h1)]1/2−δ・sin(−α1)
で表される距離を有し、
h1=h(−α1,D1)=D1/2−Δ−δ・cos(−α1)
が、前記第1ブレード径(D1)で、前記負の第1メイン切込角(−α1)とするときの、前記使用ソーブレードの前記加工対象物(24)内への切込深さを示す場合は、前記使用ソーブレードの前記第1上方出口点(58)の位置が前記第1端点(E1)の位置に一致し、
前記揺動軸(23)が前記第1端点(E1)に対し、
D1/2−δ・sin(−α1)
で表される距離を有する場合は、前記使用ソーブレードの前記第1ブレード縁部(61)の位置が前記第1端点(E1)の位置に一致し、
前記揺動軸(23)が前記第1端点(E1)に対し、
B1a−δ・sin(−α1)
で表される距離を有する場合は、前記使用ブレードガードの前記第1ブレードガード縁部(71)の位置が前記第1端点(E1)の位置に一致する
ことを特徴とする請求項18に記載の制御方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP14003097.4 | 2014-09-08 | ||
| EP14003097.4A EP2993009A1 (de) | 2014-09-08 | 2014-09-08 | Verfahren zur Steuerung eines Wandsägesystems beim Erstellen eines Trennschnittes |
| PCT/EP2015/069949 WO2016037902A1 (de) | 2014-09-08 | 2015-09-01 | Verfahren zur steuerung eines wandsägesystems beim erstellen eines trennschnittes |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017527468A true JP2017527468A (ja) | 2017-09-21 |
| JP6487537B2 JP6487537B2 (ja) | 2019-03-20 |
Family
ID=51542115
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017513090A Active JP6487537B2 (ja) | 2014-09-08 | 2015-09-01 | 切込形成時のウォールソーシステムの制御方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20170274557A1 (ja) |
| EP (2) | EP2993009A1 (ja) |
| JP (1) | JP6487537B2 (ja) |
| WO (1) | WO2016037902A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2993015A1 (de) * | 2014-09-08 | 2016-03-09 | HILTI Aktiengesellschaft | Verfahren zur Steuerung eines Wandsägesystems beim Erstellen eines Trennschnittes |
| JP6967276B2 (ja) * | 2017-12-28 | 2021-11-17 | 三星ダイヤモンド工業株式会社 | ブレーク装置 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006231920A (ja) * | 2005-02-22 | 2006-09-07 | Hilti Ag | ウォールソーおよびその制御方法 |
| US20130180371A1 (en) * | 2011-12-23 | 2013-07-18 | Hilti Aktiengesellschaft | Device for cutting a substrate and method for controlling such a cutting device |
| WO2014124912A1 (de) * | 2013-02-14 | 2014-08-21 | Hilti Aktiengesellschaft | Verfahren zur steuerung eines gerätesystems mit einem werkzeuggerät und einer motorischen vorschubeinrichtung |
| WO2014128095A1 (de) * | 2013-02-20 | 2014-08-28 | Hilti Aktiengesellschaft | Vorrichtung zum trennen eines werkstückes entlang einer trennlinie |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU2002224416A1 (en) * | 2000-10-18 | 2002-04-29 | The Government Of The United States Of America, As Represented By The Secretary, Department Of Health And Human Services, Centers For Disease Control And Prevention | Compositions and methods for modulating RSV infection and immunity |
| DE102009026638A1 (de) * | 2009-06-02 | 2010-12-16 | Hilti Aktiengesellschaft | Vorrichtung zum Verstellen eines Blattschutzhalters einer Wandsäge |
| DE102013202445A1 (de) * | 2013-02-14 | 2014-08-14 | Hilti Aktiengesellschaft | Verfahren zur Steuerung eines Gerätesystems beim Trennen eines Werkstückes entlang einer Trennlinie |
-
2014
- 2014-09-08 EP EP14003097.4A patent/EP2993009A1/de not_active Withdrawn
-
2015
- 2015-09-01 US US15/509,453 patent/US20170274557A1/en not_active Abandoned
- 2015-09-01 EP EP15757260.3A patent/EP3191278A1/de active Pending
- 2015-09-01 JP JP2017513090A patent/JP6487537B2/ja active Active
- 2015-09-01 WO PCT/EP2015/069949 patent/WO2016037902A1/de active Application Filing
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006231920A (ja) * | 2005-02-22 | 2006-09-07 | Hilti Ag | ウォールソーおよびその制御方法 |
| US20130180371A1 (en) * | 2011-12-23 | 2013-07-18 | Hilti Aktiengesellschaft | Device for cutting a substrate and method for controlling such a cutting device |
| WO2014124912A1 (de) * | 2013-02-14 | 2014-08-21 | Hilti Aktiengesellschaft | Verfahren zur steuerung eines gerätesystems mit einem werkzeuggerät und einer motorischen vorschubeinrichtung |
| JP2016507390A (ja) * | 2013-02-14 | 2016-03-10 | ヒルティ アクチエンゲゼルシャフト | 動力工具及びモータ駆動型進行機構を有した装置システムを制御する方法 |
| WO2014128095A1 (de) * | 2013-02-20 | 2014-08-28 | Hilti Aktiengesellschaft | Vorrichtung zum trennen eines werkstückes entlang einer trennlinie |
| JP2016507392A (ja) * | 2013-02-20 | 2016-03-10 | ヒルティ アクチエンゲゼルシャフト | 切断ラインに沿ってワークピースを切断する装置 |
Non-Patent Citations (1)
| Title |
|---|
| 施工計画の手引 ウォールソーイング工法, vol. 第12版, JPN6017043669, 1 July 2011 (2011-07-01), JP, pages 第4、7、9頁 * |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3191278A1 (de) | 2017-07-19 |
| JP6487537B2 (ja) | 2019-03-20 |
| EP2993009A1 (de) | 2016-03-09 |
| US20170274557A1 (en) | 2017-09-28 |
| WO2016037902A1 (de) | 2016-03-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5201796B2 (ja) | ウォールソーの制御方法およびプログラム | |
| US9798313B2 (en) | Method for controlling a device system having power tool and a motor-driven advancing mechanism | |
| US10413981B2 (en) | Device for cutting a workpiece along a cutting line | |
| JP6491322B2 (ja) | 切込形成時のウォールソーシステムの制御方法 | |
| US10576564B2 (en) | Combined gear cutting apparatus | |
| US10688574B2 (en) | Method for controlling a device system during the cutting of a workpiece along a cutting line | |
| JP5705074B2 (ja) | 工作機械における回転軸回転速度のモニタ方法及びモニタ装置、工作機械 | |
| JP6487537B2 (ja) | 切込形成時のウォールソーシステムの制御方法 | |
| JP6487535B2 (ja) | 切込形成時のウォールソーシステムの制御方法 | |
| JP2017527470A (ja) | 切込形成時のウォールソーシステムの制御方法 | |
| JP6487536B2 (ja) | 切込形成時のウォールソーシステムの制御方法 | |
| JP6487538B2 (ja) | 切込形成時のウォールソーシステムの制御方法 | |
| JP2017504886A (ja) | 工作装置と動力式送り機構とを備えた工作システムを制御する方法 | |
| JP6058497B2 (ja) | 工作機械及びその制御方法 | |
| JP6479168B2 (ja) | 切込形成時のウォールソーシステムの制御方法 | |
| TW201622880A (zh) | 具有起始鋸切位置控制的帶鋸機及其控制方法 | |
| WO2015170749A1 (ja) | タイヤのトリミング装置および方法 | |
| KR200466661Y1 (ko) | 파이프 자동 절단 장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170424 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180328 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20180627 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20180827 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190130 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190221 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6487537 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |