JP2017196622A - 分岐管製造装置、および分岐管製造方法 - Google Patents
分岐管製造装置、および分岐管製造方法 Download PDFInfo
- Publication number
- JP2017196622A JP2017196622A JP2016086763A JP2016086763A JP2017196622A JP 2017196622 A JP2017196622 A JP 2017196622A JP 2016086763 A JP2016086763 A JP 2016086763A JP 2016086763 A JP2016086763 A JP 2016086763A JP 2017196622 A JP2017196622 A JP 2017196622A
- Authority
- JP
- Japan
- Prior art keywords
- filling
- branch pipe
- hole
- plate
- punch
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images











Landscapes
- Mounting, Exchange, And Manufacturing Of Dies (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Branch Pipes, Bends, And The Like (AREA)
Abstract
【課題】固体バルジ加工による分岐管の製造において、管材内の充填材間の充填装置を別途設けることなく、単体で充填材の充填から分岐管の成形までを行う分岐管製造装置を提供する。【解決手段】管材穴11Aと枝管穴11Bとが設けられ分割可能な金型11と、金型11の上面に設置の補助プレート13と充填プレート12とを備え、充填プレート12の充填パンチ穴12Aに充填された粉末状の充填材31が、充填パンチ15で管材21内に挿入可能な充填片32に押し固められ、管材21内を満たすように挿入された複数の充填片32が、管材21の下部に設けられた第一成形パンチ16と、充填プレート12と補助プレート13の成形パンチ穴12B、13Bに挿入される第二成形パンチ17により、加圧されることで枝管穴11Bに管材21が膨出して分岐管が形成される。【選択図】図4
Description
この発明は、熱交換器の冷媒配管継手に用いられる分岐管に関するもので、特に固体バルジ加工による固体材料を充填した管材を金型の中に配置し、その管材の管軸方向に加圧力を付加することにより、枝管を有する分岐管を成形する分岐管製造装置、および分岐管製造方法に係るものである。
従来から分岐管の製造方法として、バルジ加工と呼ばれ管材の管軸方向の中間部を内圧により張り出して変形させる塑性加工法が知られている。このバルジ加工において、枝管が所要の張り出し高さに変形する前に破断すると加工の目的を達成できない。枝管の張り出し高さを大きくするためには、枝管が著しく減肉しないように加工し、枝管の破断を防止する必要がある。
枝管の減肉を防止する方法としては、管材の両端に管軸方向の加圧力を付加して、枝管が張り出し変形する部分への材料流入を促す方法が知られており、例えば、管材を液体の圧力で張り出し変形させる液圧バルジ加工またはチューブ・ハイドロフォーミングと呼ばれる加工法がある(例えば、特許文献1参照)。
また、管材を固体の圧力で張り出し変形させる固体バルジ加工法がある(例えば、特許文献2参照)。
この固体バルジ加工法は、液圧バルジ加工法と比較して枝管の減肉が発生しにくく、枝管の張り出し高さを大きくすることができる。
枝管の減肉を防止する方法としては、管材の両端に管軸方向の加圧力を付加して、枝管が張り出し変形する部分への材料流入を促す方法が知られており、例えば、管材を液体の圧力で張り出し変形させる液圧バルジ加工またはチューブ・ハイドロフォーミングと呼ばれる加工法がある(例えば、特許文献1参照)。
また、管材を固体の圧力で張り出し変形させる固体バルジ加工法がある(例えば、特許文献2参照)。
この固体バルジ加工法は、液圧バルジ加工法と比較して枝管の減肉が発生しにくく、枝管の張り出し高さを大きくすることができる。
しかしながら、上記特許文献1に示された技術は、管軸方向に2分割し、管軸と直角方向に複数層積層した駆動手段で駆動されてハイドロフォーム加工中に、管軸方向に後退、前進する可動金型と、この可動金型を保持する固定金型と、金属管内部に液体を供給して内圧を付与する内圧付与手段と、管軸方向に移動可能な軸押しパンチの構成を有するハイドロフォーム装置である。従って、この装置は多数の機器による構成体であり、それ故コスト高という問題点がある。
また、上記特許文献2は、充填材を詰め込んだ金属パイプを金型の成形室内にセットした後に、金属パイプの両端部から充填材を介して加圧成形することにより、金型内における成形室内の略中間部に設けた大径な分岐孔内に金属パイプの中間部分を膨出し、その端縁を分岐孔内に設けた突出部に当接して膨出部の加圧延長を規制するものであり、この技術は、固体の充填材を管材に予め詰め込み、金型内にセットして加工を行う必要があり、分岐管製造装置以外に、充填装置が必要であり、コスト高となるという問題点がある。
この発明は、上記のような課題を解決するためになされたものであり、固体バルジ加工による分岐管の製造において、充填装置を別途設けることなく分岐管製造装置単体で、充填から成形までを行う分岐管製造装置、および、分岐管製造方法を提供することを目的とする。
第1の発明の分岐管製造装置は、管材の所定部を膨出させて前記管材から分岐管が形成されるように、管材穴と枝管穴とが設けられ分割可能な金型と、前記金型の上面に接して設置された補助プレートと、前記補助プレート上に設置された充填プレートとを備えた分岐管製造装置であって、前記充填プレートと前記補助プレートには、それぞれに充填パンチ穴と成形パンチ穴とが設けられており、充填パンチによって前記充填プレートの前記充填パンチ穴に充填された粉末状の充填材が前記補助プレートの上面で、前記金型の管材穴に収容された前記管材内に挿入可能な充填片となるよう押し固められ、前記管材内を満たすように挿入された複数の前記充填片が、前記管材の下部に設けられた第一成形パンチと、前記第一成形パンチに対向して設けられて、前記充填プレートおよび前記補助プレートの前記成形パンチ穴に挿入される第二成形パンチとにより加圧され、前記金型の枝管穴に前記管材が膨出、分岐管が形成されるものである。
また、第2の発明の分岐管製造方法は、管材穴と枝管穴とが設けられた分割可能な金型の上面に接して設置された補助プレートと、前記補助プレート上に設置された充填プレートとを備えた分岐管製造装置を用いたものであって、次のステップを有する。
ステップ1.前記充填プレートの充填パンチ穴に粉末状の充填材を充填するステップ。
ステップ2.前記充填材を前記充填パンチ穴と前記補助プレートの上面で充填パンチによって、前記金型に収容された管材内に挿入可能な形状の充填片となるよう押し固めるステップ。
ステップ3.前記充填プレートの前記充填パンチ穴と、前記補助プレートの充填パンチ穴の中心軸が一致するよう、前記補助プレートを回転移動するステップ。
ステップ4.充填パンチによって、前記充填プレート内の押し固められた充填片が前記補助プレートの前記充填パンチ穴を介して前記管材内に挿入されるステップ。
ステップ5.前記充填プレートおよび前記補助プレートを独立して相対的に回転移動するステップ。
ステップ6.前記ステップ1〜ステップ4を繰り返し、前記管材内に複数個の前記充填片を満たすステップ。
ステップ7.前記充填プレートの成形パンチ穴と前記補助プレートの成形パンチ穴の中心軸が一致するよう前記充填プレートおよび前記補助プレートを独立して相対的に回転移動するステップ。
ステップ8.前記管材の下部の第一成形パンチと、この第一成形パンチに対向し、前記充填プレートと前記補助プレートの前記成形パンチ穴に挿入される第二成形パンチとにより、前記管材内の前記充填片を加圧することで前記金型の前記枝管穴に前記管材が膨出して分岐管が形成されるステップ。
また、第2の発明の分岐管製造方法は、管材穴と枝管穴とが設けられた分割可能な金型の上面に接して設置された補助プレートと、前記補助プレート上に設置された充填プレートとを備えた分岐管製造装置を用いたものであって、次のステップを有する。
ステップ1.前記充填プレートの充填パンチ穴に粉末状の充填材を充填するステップ。
ステップ2.前記充填材を前記充填パンチ穴と前記補助プレートの上面で充填パンチによって、前記金型に収容された管材内に挿入可能な形状の充填片となるよう押し固めるステップ。
ステップ3.前記充填プレートの前記充填パンチ穴と、前記補助プレートの充填パンチ穴の中心軸が一致するよう、前記補助プレートを回転移動するステップ。
ステップ4.充填パンチによって、前記充填プレート内の押し固められた充填片が前記補助プレートの前記充填パンチ穴を介して前記管材内に挿入されるステップ。
ステップ5.前記充填プレートおよび前記補助プレートを独立して相対的に回転移動するステップ。
ステップ6.前記ステップ1〜ステップ4を繰り返し、前記管材内に複数個の前記充填片を満たすステップ。
ステップ7.前記充填プレートの成形パンチ穴と前記補助プレートの成形パンチ穴の中心軸が一致するよう前記充填プレートおよび前記補助プレートを独立して相対的に回転移動するステップ。
ステップ8.前記管材の下部の第一成形パンチと、この第一成形パンチに対向し、前記充填プレートと前記補助プレートの前記成形パンチ穴に挿入される第二成形パンチとにより、前記管材内の前記充填片を加圧することで前記金型の前記枝管穴に前記管材が膨出して分岐管が形成されるステップ。
第1の発明の分岐管製造装置は、上記のような構成を採用しているので、安価な製造装置となり、複数の充填片が管材内に挿入され加圧されるので、充填材の密度が管材内で均一となり、管材の局部的な変形、減肉が発生せず、枝管の破断が生じにくい。また、分岐管の肉厚のバラツキが少ないという効果がある。
第2の発明の分岐管製造方法は、ろう付け接合部を持たない分岐管となり、穴あきのない不良の少ない熱交換器が得られるという効果がある。
第2の発明の分岐管製造方法は、ろう付け接合部を持たない分岐管となり、穴あきのない不良の少ない熱交換器が得られるという効果がある。
実施の形態1.
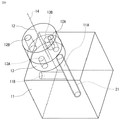
以下、この発明の実施の形態1の固体バルジ加工による分岐管製造装置を図1〜図9に基づいて説明する。図1〜図5は実施の形態1による分岐管製造装置50の概略構成を示す断面図である。図6は図1で示された分岐管製造装置50の斜視図、図7は金型11の断面図、図8は図7で示された金型11の分割状態を示す斜視図、図9は分岐管製造装置50で製造された分岐管22を示す斜視図である。
以下、この発明の実施の形態1の固体バルジ加工による分岐管製造装置を図1〜図9に基づいて説明する。図1〜図5は実施の形態1による分岐管製造装置50の概略構成を示す断面図である。図6は図1で示された分岐管製造装置50の斜視図、図7は金型11の断面図、図8は図7で示された金型11の分割状態を示す斜視図、図9は分岐管製造装置50で製造された分岐管22を示す斜視図である。
次に、分岐管製造装置50による分岐管22を製造過程の概略を図1〜図5に基づいて説明する。尚、詳細な製造過程は後述する。
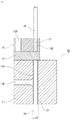
図1は分岐管製造装置50に設けられた充填プレート12の充填パンチ穴12Aに、粉末状の充填材31を注ぎ込んだ状態を示す。図2は粉末状の充填材31を充填パンチ15で押し固めて充填片32としている状態を示す。図3は充填片32を金型11内に配置した管材21内に挿入している状態を示す。図4は複数の充填片32で管材21の中を満たしている状態を示す。図5は前記図4の管材21を二方向から加圧し、金型11の穴形状に沿って管材21を分岐管22に成形している状態を示している。
図1は分岐管製造装置50に設けられた充填プレート12の充填パンチ穴12Aに、粉末状の充填材31を注ぎ込んだ状態を示す。図2は粉末状の充填材31を充填パンチ15で押し固めて充填片32としている状態を示す。図3は充填片32を金型11内に配置した管材21内に挿入している状態を示す。図4は複数の充填片32で管材21の中を満たしている状態を示す。図5は前記図4の管材21を二方向から加圧し、金型11の穴形状に沿って管材21を分岐管22に成形している状態を示している。
次に、分岐管製造装置50の詳細とその装置によって製造される分岐管の製造方法について説明する。図1において、分岐管製造装置50は、金型11、充填プレート12、補助プレート13、充填パンチ15、第一成形パンチ16、この第一成形パンチ16と上下一対をなす図4に示す第二成形パンチ17とを備えている。
補助プレート13は金型11に接するように配置されている。金型11は図7の断面図に示すように、管材穴11A、枝管穴11Bが設けられている。管材穴11Aおよび枝管穴11Bの穴径は円管状の管材21の外径よりもわずかに大きく、管材穴11Aは金型11を鉛直方向に貫通している。枝管穴11Bは前記管材穴11Aの管軸方向の中央に、内側から水平方向左向きに貫通しており、管材穴11Aの管軸と直角に交差している。
尚、前記枝管穴11Bと管材穴11Aの管軸とは、同一平面で交わらなくてもよく、また枝管穴11Bと管材穴11Aの穴径は異なっていてもよい。さらに、図8に示すように金型11は、管材穴11Aの中心を通る面で左右に分割可能な構造であり、図9に示すような成形後の分岐管22の取り出しを可能としている。
充填プレート12および補助プレート13は、金型11の上部に配置されているとともに、図6に示すようにそれぞれの中心に共通の回転軸14を有しており、この回転軸14を中心としてそれぞれ独立して相対的に平面内の回転移動が可能である。
図6では、回転軸14は充填プレート12および補助プレート13のそれぞれの中心に位置した構成を示しているが、特に限定されるものではなく、中心から外れた位置を通ってもよい。また、図6において充填プレート12と補助プレート13は同寸法の円形形状を示しているが、大きさが異なってもよく、円形以外の多角形その他の形状であってもよい。
図6では、回転軸14は充填プレート12および補助プレート13のそれぞれの中心に位置した構成を示しているが、特に限定されるものではなく、中心から外れた位置を通ってもよい。また、図6において充填プレート12と補助プレート13は同寸法の円形形状を示しているが、大きさが異なってもよく、円形以外の多角形その他の形状であってもよい。
さらに図1〜図3に示すように、充填プレート12、補助プレート13には、それぞれに充填パンチ15を収容、通過させるための充填パンチ穴12A、13Aならびに図7に示す第二成形パンチ17を収容、通過させるための成形パンチ穴12B、13Bが設けられている。前記充填パンチ穴12A、13Aの穴形状は、充填パンチ15の断面形状と相似形であるとともに、管材21の内断面形状とも相似形である。また、充填パンチ穴12A、13Aの穴径は、充填パンチ15の外径寸法よりもわずかに大きく、管材21の内径寸法よりもわずかに小さい。
また、充填プレート12の成形パンチ穴12B、補助プレート13の成形パンチ穴13Bの穴形状は、第二成形パンチ17の断面形状と相似形であるとともに、管材21の外断面形状とも相似形である。さらに、成形パンチ穴12B、13Bの穴径は、第二成形パンチ17の外径寸法よりわずかに大きく、かつ金型11に設けられた管材穴11Aよりもわずかに小さい寸法である。
充填パンチ穴12A、13Aならびに成形パンチ穴12B、13Bの中心軸は、充填プレート12と補助プレート13が前述した回転軸14を中心として図示省略した駆動機構によって平面上の回転移動することにより、金型11に設けられた管材穴11Aの中心軸上に移動することができる。ここで、充填プレート12、補助プレート13の材質は、例えば工具用炭素鋼、合金工具鋼、高速度工具鋼、超硬合金などを用いるが、特に限定されるものでなはなく、充填パンチ15で充填材31を押し固めて充填片32を形成する際の圧力で塑性変形を発生しない強度を有するものであればよい。
充填パンチ15の中心軸は、金型11に設けられた管材穴11Aの中心軸上に位置しており、充填パンチ穴12A、13Aの中心軸が、管材穴11Aの中心軸上に位置している状態であれば、充填パンチ15は充填パンチ穴12A、13Aを通過して、金型11に設けられた管材穴11Aおよびこの管材穴11Aに配置されている管材21の上部端面まで到達することが可能となる。
第一成形パンチ16は金型11の下方に配置されており、その中心軸は金型11の管材穴11Aの中心軸上に位置している。また、第一成形パンチ16の断面形状は、金型11の管材穴11Aの穴形状と相似形であり、かつ管材21の外面形状とも相似形である。この第一成形パンチ16の外径寸法は管材穴11Aよりわずかに小さい。よって管材穴11A内に進入し管材21の下部端面に圧力を加えることができる。
第二成形パンチ17は、充填プレート12、補助プレート13を挟んで金型11の上方に配置されており、管材21の加工の段階に応じて充填パンチ15と交換して用いられる。第二成形パンチ17の中心軸は管材穴11Aの中心軸上に位置しており、第二成形パンチ17の外径寸法は、管材穴11A、成形パンチ穴12B、13Bの穴径よりわずかに小さい。よって、成形パンチ穴12B、13Bの中心軸が管材穴11Aの中心軸上に位置している状態であれば、第二成形パンチ17は成形パンチ穴12B、13Bを通過して管材穴11Aおよびこの管材穴11Aに配置された管材21の上部端面まで到達でき、管材21の上部端面に圧力を加えることができる。
管材21の外径寸法は、管材穴11Aの穴径よりわずかに小さくて管材穴11Aに収容されている。尚、管材21は断面円形のストレート管としているが、例えば角型のストレート管や、丸型、または角型の溝付き管、扁平管などでもよい。また、材質は銅、アルミニウム、それらの合金などで、これに特定されるものではない。
充填材31は、管材21を分岐管22の形状まで変形させることができる粉末状の固体であれば、金属材料、非金属材料の何れでもよく、有機物材料、無機物材料の何れでもよい。
充填材31は、管材21を分岐管22の形状まで変形させることができる粉末状の固体であれば、金属材料、非金属材料の何れでもよく、有機物材料、無機物材料の何れでもよい。
次に、製造方法の詳細を図に基づいて述べる。尚、以下の説明で各構成部材の移動、加圧、充填材の充填等は、図示省略した機器によって自動化されているものであり、成形後の分岐管22の取り出し等の一部の動作は手動となる。図1は分岐管製造装置50の充填プレート12に設けられた充填パンチ穴12Aに充填材31を注ぎ込んだ状態を示している。
この状態では粉末状の充填材31は充填パンチ15で押し固められておらず、粉末の粒子同士の間に空隙があり重力のみで流動可能である。充填パンチ穴12Aの下面は補助プレート13の上面の穴の開いていない部分で閉じられており、充填材31が充填パンチ穴12Aから流れ出すことはない。
図2は充填プレート12に設けられた充填パンチ穴12Aに注ぎ込まれた充填材31を充填パンチ15で押し固めている充填片32を形成している状態を示している。充填片32は充填パンチ15の下面と補助プレート13の上面とに挟みこまれるようにして圧力を受ける。粉末の粒子同士の間の空隙は潰され、充填片32は充填パンチ穴12Aの断面形状に沿って押し固められる。
図3は充填パンチ穴12A内で押し固められた充填片32を、補助プレート13の充填パンチ穴13Aを通して、金型11の管材穴11Aに収容された管材21内に充填パンチ15で挿入した状態を示している。図2においては、充填パンチ穴12Aの下面は、補助プレート13の上面の穴の開いていない部分で閉じられていたが、この図3においては補助プレート13が回転軸14を中心にして回転し、充填プレート12に設けられた充填パンチ穴12Aと、補助プレート13の充填パンチ穴13Aとの中心軸が共に、管材21の中心軸と一致する位置に移動させることで充填片32が管材21まで到達できる。図1〜図3までを複数回繰り返すことにより管材21内を複数個の充填片32で満たす。
図4は管材21内を複数個の押し固められた充填片32で満たした状態を示している。充填プレート12および補助プレート13はそれぞれ設けられた成形パンチ穴12Bおよび13Bの中心軸が、管材21の中心軸と一致するように回転軸14を中心に回転しており、図3までで用いた充填パンチ15を第二成形パンチ17に交換している。
図5は管材21を第一成形パンチ16および第二成形パンチ17で軸方向に加圧し、充填片32を介して管材21を管材穴11A、および枝管穴11Bの形状に沿った分岐管22に成形した状態を示している。管材21には充填片32が満たされているため、管材21の両端が第一成形パンチ16および第二成形パンチ17により軸方向に加圧されると、管材21の内側から外側へ充填片32が広がろうとする圧力が発生し、管材21とその中に満たされた充填片32は枝管穴11Bの方向に張り出し変形し、枝管を有する分岐管22が成形される。
ここで、図9は実施の形態1に係る分岐管製造装置50によって製造された分岐管22の概略形状を示す斜視図である。分岐管22は金型11に設けられた管材穴11Aと枝管穴11Bを接続した形状に沿って成形されており、張り出し成形された枝管22Bの高さHは管材21の外径Dの5倍以上である。図5で成形した分岐管22を第一成形パンチ16および第二成形パンチ17による加圧力から開放した後、金型11を図8のように分割し、分岐管22を取り出す。
上記のように、実施の形態1の分岐管製造装置50は、粉末充填装置を用いることなく、分岐管製造装置50単体で枝管を有する分岐管22を固体バルジ加工により製造できるという効果が得られる。また、粉末状の充填材31を複数回に分けて繰り返し充填するため、管材21に挿入した充填片32の密度を管材21の全体で均一にすることができる。よって充填片32の密度の不均一による管材21の局部的な変形、減肉が発生しにくい。そのため、枝管22Bの破断が発生しにくく、管材21の外径Dの5倍以上の高さを有する枝管22Bを張り出し成形することも容易にできる。
また、得られた分岐管22は肉厚のバラツキが少ないなど寸法精度が高く、所望により枝管22Bの長さを管材21の外径Dの5倍以上にすることもできるので、例えば熱交換器の分岐管継手として好適に利用できる。
実施の形態2.
次に、実施の形態2の分岐管製造装置50における金型11とその分割方向の実施例1を示す斜視図を図10に、実施例2を図11に示す。図10において金型11は、成形後の分岐管22の取り出しを可能にするため、枝管穴11Bの中心を通る面で左右に2分割されている。また、実施例2の図11では、金型11は上下に枝管穴11Bの中心を通る面で2分割するように構成されている。その他の分岐管製造装置50の構成は実施の形態1と同様である。
次に、実施の形態2の分岐管製造装置50における金型11とその分割方向の実施例1を示す斜視図を図10に、実施例2を図11に示す。図10において金型11は、成形後の分岐管22の取り出しを可能にするため、枝管穴11Bの中心を通る面で左右に2分割されている。また、実施例2の図11では、金型11は上下に枝管穴11Bの中心を通る面で2分割するように構成されている。その他の分岐管製造装置50の構成は実施の形態1と同様である。
上記のように構成された実施の形態2においては、図10、図11の何れの場合も、金型11は左右または上下方向には一体化されているため、該金型11の前後方向または上下方向の固定を確実にすることで、分岐管22を成形する際の管材21の加圧過程において、金型を左右方向に押し広げようとする力が強い場合にも、金型が開いて分岐管22の形状精度が低下するのを確実に防止することができる。
実施の形態3.
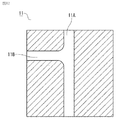
図12は実施の形態3の分岐管製造装置50における金型11の構成を示す断面図である。図12において金型11の枝管穴11Bは管材穴11Aの軸方向の中央から上側にずれた位置に設けられている。尚、枝管穴11Bの位置はこれに限るものではなく、分岐管22を破断せずに成形できる範囲であれば枝管穴11Bの位置を任意に変更しても良い。枝管穴11Bは管材穴11Aの軸方向の中央から下側にずれた位置に設けても良い。その他の構成は実施の形態1と同様である。
上記のように構成された実施の形態3によれば、管材21の軸方向の中央以外の位置に枝管を成形できるため、非対称形の分岐管22を製造することができる。
図12は実施の形態3の分岐管製造装置50における金型11の構成を示す断面図である。図12において金型11の枝管穴11Bは管材穴11Aの軸方向の中央から上側にずれた位置に設けられている。尚、枝管穴11Bの位置はこれに限るものではなく、分岐管22を破断せずに成形できる範囲であれば枝管穴11Bの位置を任意に変更しても良い。枝管穴11Bは管材穴11Aの軸方向の中央から下側にずれた位置に設けても良い。その他の構成は実施の形態1と同様である。
上記のように構成された実施の形態3によれば、管材21の軸方向の中央以外の位置に枝管を成形できるため、非対称形の分岐管22を製造することができる。
実施の形態4.
図13は本発明の実施の形態4に係る分岐管継手23を示す斜視図、図14は実施の形態4に係る熱交換器40の要部を概略的に示す斜視図である。図13に示す分岐管継手23は、実施の形態1〜3のようにして成形された図9に例示される分岐管22について、分岐管22の内部に残留する充填片32(図示省略)を除去し、枝管22Bの先端を開口加工した後、分岐管22における3箇所の管端部の曲げの加工を行ったものであり、3つの管端23Kが全て同一方向に向いた形状である。前記のようにして加工された実施の形態4に係る分岐管継手23は、枝管23Aの周辺およびその他の部分でろう付け接合部を一切持たないことを特徴としている。
図13は本発明の実施の形態4に係る分岐管継手23を示す斜視図、図14は実施の形態4に係る熱交換器40の要部を概略的に示す斜視図である。図13に示す分岐管継手23は、実施の形態1〜3のようにして成形された図9に例示される分岐管22について、分岐管22の内部に残留する充填片32(図示省略)を除去し、枝管22Bの先端を開口加工した後、分岐管22における3箇所の管端部の曲げの加工を行ったものであり、3つの管端23Kが全て同一方向に向いた形状である。前記のようにして加工された実施の形態4に係る分岐管継手23は、枝管23Aの周辺およびその他の部分でろう付け接合部を一切持たないことを特徴としている。
一方、図14に示す実施の形態4に係る熱交換器40は、図13に示す分岐管継手23、伝熱管24、フィン積層体41、接合部Cを備えている。フィン積層体41は複数枚のフィン41Aが積層されたものである。伝熱管24はフィン積層体41を積層方向に貫通する如く挿入されている。分岐管継手23は接合部Cで伝熱管24の一端にろう付けにより接合されている。図14の下部に位置する伝熱管24の他端には図示していない冷媒配管が接続され、冷媒が流出入される。
上記のように構成された実施の形態4においては、ろう付け接合部を持たない分岐管継手23を熱交換器に用いることができ、熱交換器の組み立て時、伝熱管24に分岐管継手23をろう付けで接合する際の加熱によってろう材の再溶融による穴あきが発生する恐れがなく、不良が少ない熱交換器を得ることができる。
尚、この発明は、その発明の範囲内において、各実施の形態を自由に組み合わせたり、各実施の形態を適宜、変形、省略することが可能である。
11 金型、11A 管材穴、11B 枝管穴、12 充填プレート、
12A 充填パンチ穴、12B 成形パンチ穴、13 補助プレート、
13A 充填パンチ穴、13B 成形パンチ穴、14 回転軸、15 充填パンチ、
16 第一成形パンチ、17 第二成形パンチ、21 管材、22 分岐管、
23 分岐管継手、23K 管端、32 充填片、50 分岐管製造装置。
12A 充填パンチ穴、12B 成形パンチ穴、13 補助プレート、
13A 充填パンチ穴、13B 成形パンチ穴、14 回転軸、15 充填パンチ、
16 第一成形パンチ、17 第二成形パンチ、21 管材、22 分岐管、
23 分岐管継手、23K 管端、32 充填片、50 分岐管製造装置。
Claims (7)
- 管材の所定部を膨出させて前記管材から分岐管が形成されるように、管材穴と枝管穴とが設けられ分割可能な金型と、前記金型の上面に接して設置された補助プレートと、前記補助プレート上に設置された充填プレートとを備えた分岐管製造装置であって、前記充填プレートと前記補助プレートには、それぞれに充填パンチ穴と成形パンチ穴とが設けられており、充填パンチによって前記充填プレートの前記充填パンチ穴に充填された粉末状の充填材が前記補助プレートの上面で、前記金型の管材穴に収容された前記管材内に挿入可能な充填片となるよう押し固められ、前記管材内を満たすように挿入された複数の前記充填片が、前記管材の下部に設けられた第一成形パンチと、前記第一成形パンチに対向して設けられて、前記充填プレートおよび前記補助プレートの前記成形パンチ穴に挿入される第二成形パンチとにより加圧され、前記金型の枝管穴に前記管材が膨出、分岐管が形成される分岐管製造装置。
- 管材穴と枝管穴とが設けられた分割可能な金型の上面に接して設置された補助プレートと、前記補助プレート上に設置された充填プレートとを備えた分岐管製造装置を用いた分岐管製造方法であって、次のステップを有する。
ステップ1.前記充填プレートの充填パンチ穴に粉末状の充填材を充填するステップ。
ステップ2.前記充填材を前記充填パンチ穴と前記補助プレートの上面で充填パンチによって、前記金型に収容された管材内に挿入可能な形状の充填片となるよう押し固めるステップ。
ステップ3.前記充填プレートの前記充填パンチ穴と、前記補助プレートの充填パンチ穴の中心軸が一致するよう、前記補助プレートを回転移動するステップ。
ステップ4.充填パンチによって、前記充填プレート内の押し固められた充填片が前記補助プレートの前記充填パンチ穴を介して前記管材内に挿入されるステップ。
ステップ5.前記充填プレートおよび前記補助プレートを独立して相対的に回転移動するステップ。
ステップ6.前記ステップ1〜ステップ4を繰り返し、前記管材内に複数個の前記充填片を満たすステップ。
ステップ7.前記充填プレートの成形パンチ穴と前記補助プレートの成形パンチ穴の中心軸が一致するよう前記充填プレートおよび前記補助プレートを独立して相対的に回転移動するステップ。
ステップ8.前記管材の下部の第一成形パンチと、この第一成形パンチに対向し、前記充填プレートと前記補助プレートの前記成形パンチ穴に挿入される第二成形パンチとにより、前記管材内の前記充填片を加圧することで前記金型の前記枝管穴に前記管材が膨出して分岐管が形成されるステップ。 - 前記充填プレートと前記補助プレートは、それぞれ独立して相対的に平面上の回転移動が可能とする請求項1に記載の分岐管製造装置。
- 前記回転移動は、前記充填プレートと前記補助プレートに設けられた共通の回転軸を中心とする請求項3に記載の分岐管製造装置。
- 前記充填プレートの前記充填パンチ穴に充填された前記粉末状の充填材が、前記充填パンチによって前記充填パンチ穴と前記補助プレートの上面で前記充填片となるよう押し固められ、前記補助プレートが前記充填プレートに対して回転移動して、前記補助プレートの前記充填パンチ穴と前記充填プレートの前記充填パンチ穴の中心軸が一致して、前記充填片が前記管材内に挿入される請求項3または請求項4に記載の分岐管製造装置。
- 前記金型は前記管材穴の中心を通る面で左右に、あるいは前記枝管穴の中心を通る面で左右に、または前記枝管穴の中心を通る面で上下に分割可能な構成とする請求項1に記載の分岐管製造装置。
- 枝管の長さが前記管材の外径寸法の5倍以上の分岐管の製造を可能とする請求項1および請求項3から請求項6のいずれか1項に記載の分岐管製造装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016086763A JP2017196622A (ja) | 2016-04-25 | 2016-04-25 | 分岐管製造装置、および分岐管製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016086763A JP2017196622A (ja) | 2016-04-25 | 2016-04-25 | 分岐管製造装置、および分岐管製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017196622A true JP2017196622A (ja) | 2017-11-02 |
Family
ID=60237104
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016086763A Pending JP2017196622A (ja) | 2016-04-25 | 2016-04-25 | 分岐管製造装置、および分岐管製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017196622A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101925560B1 (ko) | 2018-05-17 | 2018-12-05 | 조현상 | 분기배관 가공장치 및 이를 이용한 분기배관 제조방법 |
-
2016
- 2016-04-25 JP JP2016086763A patent/JP2017196622A/ja active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101925560B1 (ko) | 2018-05-17 | 2018-12-05 | 조현상 | 분기배관 가공장치 및 이를 이용한 분기배관 제조방법 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5638275B2 (ja) | 摩擦転写成形法 | |
| US10589504B2 (en) | Lamination manufacturing method for large-size and complex-structure metal components | |
| RU2714152C1 (ru) | Способ и устройство для изготовления твердосплавной пресс-заготовки и пресс-заготовка | |
| JP2007167952A (ja) | ナノサイズ/サブミクロン均質粒状組織を有する構造構成部品を形成する方法 | |
| US6821471B2 (en) | Method for the manufacturing of a plate | |
| JP2017196622A (ja) | 分岐管製造装置、および分岐管製造方法 | |
| JP5713509B2 (ja) | 金属板又は金属棒の端部断面の内部割裂方法、並びに該内部割裂方法による金属容器と金属管の製造方法及び金属部品の接合方法 | |
| CN111036814B (zh) | 异形多通接头多向柔性加载整体成形装置及方法 | |
| CN202105868U (zh) | 非对称成形系统以及非对称管件的成形装置 | |
| US9770749B2 (en) | Hybrid stamping system | |
| JP5222614B2 (ja) | 粉体プレス装置 | |
| JP5801783B2 (ja) | 分割ダイス | |
| JP2004082141A (ja) | 中空段付軸の製造方法及びその装置 | |
| JP4555826B2 (ja) | 粉末金属部材中に穴若しくは溝を形成するための方法及び装置 | |
| JP5157623B2 (ja) | かご形回転子の製造装置およびその製造方法 | |
| JP6475708B2 (ja) | 平坦なシート材を製造するための押出しプレス | |
| CN105215113B (zh) | 一种连续反弯铝合金管件的推弯成形装置及方法 | |
| JP4628349B2 (ja) | 鋳造方法及び鋳造装置 | |
| JP2016132012A (ja) | 分岐管製造装置、分岐管製造方法、分岐管、及び熱交換器 | |
| CN110625050B (zh) | 一种新型法兰件加工成型工艺 | |
| JP4805297B2 (ja) | 容器状成形体の製造方法 | |
| JP2017082323A (ja) | 工具の形成方法及び、工具による部品の作製方法 | |
| JP2007083245A (ja) | ステアリング装置用ラック及びその製造方法 | |
| CN206415595U (zh) | 一种用于压制成型挖路齿软坯的模具 | |
| JP5614882B2 (ja) | 抵抗溶接用電極の製造方法 |